Результат интеллектуальной деятельности: НЕФОЛЬГИРОВАННЫЙ УПАКОВОЧНЫЙ ЛАМИНАТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ВЫПОЛНЕННЫЙ ИЗ НЕГО
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к нефольгированному упаковочному ламинату для индукционной сварки в упаковки для жидкого пищевого продукта или напитка. Изобретение также относится к способу изготовления упаковочного ламината и к упаковочному контейнеру, выполненному из упаковочного ламината, с использованием способа индукционной сварки нефольгированного упаковочного ламината.
Предпосылки создания изобретения
Упаковочные контейнеры одноразового использования для жидкого пищевого продукта часто получают из упаковочного ламината на основе картона или тонкого картона. Один такой обычно встречающийся упаковочный контейнер продается под торговой маркой Tetra Brik Aseptic и используется, главным образом, для стерильной упаковки жидких пищевых продуктов, таких как молоко, фруктовые соки и т.д., продаваемых для длительного хранения в условиях окружающей среды. Упаковочным материалом в указанном известном упаковочном контейнере является обычно ламинат, содержащий объемный сердцевинный слой бумаги или картона и наружные непроницаемые для жидкости слои термопластов. Для того, чтобы сделать упаковочный контейнер газонепроницаемым, в частности, кислородогазонепроницаемым, например, для целей стерильной упаковки и упаковки молока или фруктового сока, ламинат в указанных упаковочных контейнерах обычно содержит по меньшей мере один дополнительный слой, чаще обычного, алюминиевую фольгу.
На внутренней стороне ламината, т.е. стороне, предназначенной быть обращенной к заполняемому жидкому пищевому содержимому контейнера, полученного из ламината, имеется самый внутренний слой, нанесенный на алюминиевую фольгу, при этом самый внутренний слой может состоять из одного или нескольких частичных слоев, содержащих сваривающиеся адгезивные полимеры и/или полиолефины. Также на наружной стороне бумаги или бумажного картона имеется самый наружный термосваривающийся полимерный слой.
Алюминиевая фольга, кроме того, делает упаковочный материал термосваривающимся индукционной термосваркой, которая является быстрой и эффективной технологией сварки для получения механически прочных, непроницаемых для жидкости и газа сварных соединений или швов в процессе получения контейнеров.
Упаковочные контейнеры обычно получают с помощью современных высокоскоростных упаковочных машин типа, который формует, заполняет и запечатывает упаковки из полотна или из предварительно формованных заготовок упаковочного материала. Упаковочные контейнеры могут быть, таким образом, получены формированием ламинированного упаковочного материала в трубку, когда оба продольных края полотна соединяются друг с другом в соединение внахлест свариванием вместе самого внутреннего и самого наружного термосваривающихся термопластичных полимерных слоев. Трубку заполняют предназначенным жидким пищевым продуктом и затем разделяют на отдельные упаковки повторными поперечными сварными швами трубки с определенным интервалом друг от друга ниже уровня содержимого в трубке. Упаковки отделяют от трубки разрезанием по поперечным сварным швам и придают желаемую геометрическую конфигурацию, обычно параллелепипедную, при образовании складки по полученным линиям сгиба в упаковочном материале.
Главное преимущество концепции данного непрерывного способа формирования трубки, заполнения и запечатывания состоит в том, что полотно может стерилизоваться непрерывно даже перед формированием трубки, таким образом, обеспечивая возможность способа стерильной упаковки, т.е. способа, в котором заполняется жидкое содержимое, а также в самом упаковочном материале снижается содержание бактерий, и заполненный упаковочный контейнер получается в чистых условиях, так что заполненная упаковка может храниться в течение длительного времени даже при температуре окружающей среды без риска роста микроорганизмов в заполненном продукте. Другим важным преимуществом непрерывного способа упаковки типа Tetra Brik является, как установлено выше, возможность непрерывной высокоскоростной упаковки, что имеет значительное влияние на эффективность затрат.
Слой алюминиевой фольги в упаковочном материале обеспечивает превосходные газобарьерные свойства по сравнению с большинством полимерных газобарьерных материалов. Традиционный, содержащий алюминиевую фольгу упаковочный материал для стерильной упаковки жидкого пищевого продукта является наиболее затратноэффективным упаковочным материалом при его уровне характеристик, доступным сегодня на рынке. Любой другой материал, чтобы конкурировать, должен быть более затратноэффективным с точки зрения исходных материалов, иметь сравнимые свойства консервирования пищевых продуктов и иметь сравнительно низкую сложность превращения в конечный упаковочный ламинат.
Теперь имеется тенденция роста к разработке таких упаковочных материалов, не имеющих алюминиевую фольгу в ламинированной структуре, к поиску улучшения окружающего профиля получаемого материала. При этом, разумеется, желательно снизить затраты на получение упаковочного материала и сохранить необходимые свойства для стерильного длительного хранения упаковочных контейнеров, полученных из упаковочного ламината.
В то же время было бы идеальным, если бы упаковочный материал был непосредственно подходящим для использования в уже установленной базе заполняющих и упаковочных машин, работающих в настоящее время на молочных заводах и участках заполнения во всем мире. Отсутствие алюминиевой фольги в упаковочном ламинате представляет, однако, техническую проблему, решаемую с точки зрения сварки самых наружных термопластичных слоев, поскольку больше нет материала в ламинате, который является восприимчивым к индуцированию тока с генерированием тепла, происходящего от магнитного поля в способе, осуществляемом с алюминиевой фольгой. Взамен были рассмотрены и разработаны альтернативные технологии, такие как генерирование тепла с помощью способов с ультразвуковой вибрацией или прежней традиционной конвекцией и сварки горячим воздухом. Осуществление таких альтернативных технологий сварки приводит к тому, что необходимо полностью перестраивать запечатывающую часть упаковочных машин, уже установленных на молочных заводах и участках заполнения.
Очевидно, что упаковочные ламинаты, имеющие два или более барьерных слоев, из которых один является металлизированным слоем, могут представлять возможные альтернативы фольгусодержащим ламинатам, однако с вышеуказанной сложностью, состоящей в том, что современное индукционное сварочное оборудование не может быть использовано.
Однако теперь стало видно, что вопреки всем предыдущим мнениям является возможным действительно генерировать достаточно тепла для расплавления смежного термопластичного слоя с помощью металлизированного слоя, с помощью технологии индукционной сварки, при условии, что некоторые менее революционные изменения будут сделаны на существующих машинах. Металлизированные слои, сначала испытанные, главным образом, наносились на подложки из ориентированной ПЭТФ пленки.
Однако, в связи с непрерывной работой по модификации технологии индукционной сварки для металлизированных слоев, было отмечено, что различные подложки различаются по пригодности для металлизации и последующей индукционной сварки. Для того чтобы работать хорошо, по-видимому, металлизированный слой должен иметь определенную комбинацию толщины или оптической плотности с качеством слоя. Под качеством, главным образом, понимается, что слой должен быть гомогенным и иметь по существу одинаковую толщину по всей ширине и длине ламинированного упаковочного материала.
Подложки из ПЭТФ-пленки обычно являются довольно дорогостоящими для того, чтобы они обеспечили упаковочный ламинат вышеописанного типа. Действительно, единственно в чем состоит их значительный вклад в упаковочный ламинат, это то, что они действуют как носитель металлизированного слоя. Хотя считается, что технология индукционной сварки является вероятной и возможной для применения также к другим менее дорогостоящим полимерным подложкам, видно, что способ сварки, вероятно, необходимо больше калибровать и контролировать для того, чтобы работать эффективно и надежно. Также видно, что выбор подложки может влиять на качество и долговечность металлизированного слоя в ходе способа сварки.
Соответственно, все еще имеется необходимость в экономически эффективном и робастном, т.е. надежном, также при умеренных вариациях условий получения и обработки, упаковочном материале, не содержащем алюминиевой фольги, для стерильной упаковки жидкого пищевого продукта, например, молока и других напитков, где этот материал обеспечивает достаточные барьерные свойства в упаковочных контейнерах для длительного стерильного хранения в условиях окружающей среды, и где этот нефольгированный упаковочный материал сваривается с помощью индукционной сварки на установленной базе заполняющего и сварочного оборудования.
Краткая сущность изобретения
Поэтому целью настоящего изобретения является преодоление или смягчение вышеописанных проблем в получении нефольгированного индукционно сваривающегося бумажного или бумажно-картонного упаковочного ламината.
Другой целью настоящего изобретения является создание нефольгированного бумажного или бумажно-картонного упаковочного ламината, подходящего для длительной стерильной упаковки жидкого или влажного пищевого продукта, который может быть сварен в упаковочные контейнеры с хорошей непроницаемостью к жидкости и газу с помощью индукционной сварки.
Другой целью настоящего изобретения является создание экономически эффективного нефольгированного бумажного или бумажно-картонного упаковочного ламината, подходящего для длительной стерильной упаковки жидкого или влажного пищевого продукта, который может быть сварен в упаковочные контейнеры с хорошей непроницаемостью к жидкости и газу с помощью индукционной сварки, при этом упаковочные контейнеры имеют хорошие барьерные свойства не только к газу и водяному пару, но также к летучим и пахучим веществам. Указанные цели, таким образом, достигаются в соответствии с нефольгированным упаковочным ламинатом для индукционной сварки в упаковки для жидкого пищевого продукта или напитка, причем упаковочный ламинат содержит по меньшей мере один первый слой бумаги или другого целлюлозосодержащего материала, причем первый бумажный слой расположен на внутренней стороне упаковочного ламината и предварительно покрыт для получения и несения металлического слоя, осаждаемого из паровой фазы, восприимчивого к индукционному нагреву, для того, чтобы индуцировать термосварку в термопластичном полимерном материале, причем упаковочный ламинат дополнительно содержит такой осажденный из паров металла слой, нанесенный на внутреннюю сторону указанного, предварительно покрытого первого слоя бумаги или целлюлозосодержащего материала, и дополнительно содержит ориентированную пленку, ламинированную с осажденным из паров металла слоем; и дополнительно содержит самый внутренний слой непроницаемого для жидкости термосваривающегося термопластичного полимерного материала, нанесенный на внутреннюю сторону ориентированной пленки; и/или указанная ориентированная пленка содержит непроницаемый для жидкости термосваривающийся слой, представляющий самый внутренний слой пленки, где указанная ориентированная пленка вытягивается по меньшей мере в одном направлении при степени вытяжки 2 или более и имеет сердцевинный слой материала, имеющего более высокую температуру плавления, чем материал самого внутреннего слоя (слоев).
В одном аспекте ориентированная пленка наносится на осажденный из паров металла слой промежуточным соединительным слоем, и/или указанная ориентированная пленка содержит адгезивный слой на ее наружной стороне, ламинируемый с осажденным из паров металла слоем.
В одном аспекте изобретения предусматривается способ получения нефольгированного упаковочного ламината, содержащий стадии обеспечения первого слоя бумаги или другого целлюлозосодержащего материала, предварительного покрытия первого слоя бумаги или другого целлюлозосодержащего материала для получения и несения восприимчивого к индукционному нагреву, осажденного из паров металла покрытия стойким к индукционной сварке слоем на внутреннюю сторону слоя бумаги или другого целлюлозосодержащего материала, нанесения восприимчивого к индукционному нагреву металлического слоя на внутреннюю сторону покрытого таким образом бумажного слоя, обеспечения ориентированной пленки (20), вытянутой по меньшей мере в одном направлении при степени вытяжки 2 или более, и обеспечения сердцевинного слоя материала, имеющего более высокую температуру плавления, чем материал самого внутреннего слоя нефольгированного упаковочного ламината, ламинирования ориентированной пленки с покрытым металлом бумажным слоем, обеспечения одного или более слоя (слоев) непроницаемого для жидкости термосваривающегося термопластичного полимерного материала, нанесенного на внутреннюю сторону ориентированной пленки и/или обеспечения непроницаемого для жидкости термосваривающегося слоя как части ориентированной пленки, представляющего самый внутренний слой пленки, где либо непроницаемый для жидкости термосваривающийся термопластичный полимерный материал, либо непроницаемый для жидкости термосваривающийся слой пленки представляет собой самый внутренний слой нефольгированного упаковочного ламината.
В одном аспекте цели настоящего изобретения реализуются упаковочным контейнером, полученным из описанного выше упаковочного ламината.
В одном аспекте цели настоящего изобретения реализуются способом сварки нефольгированного упаковочного ламината, содержащим стадии обеспечения нефольгированного упаковочного ламината, как описано выше, в форме непрерывного полотна, формирования упаковочного ламината в виде полотна в непрерывную трубчатую форму и нанесения продольного сварного шва в продольном направлении, заполнения упаковочной ламинатной трубки жидким продуктом питания, формования зон сварки с помощью индукционного нагревания с определенными интервалами в поперечном направлении заполненной трубки и резки через центр каждой поперечной зоны сварки, с формованием в результате отдельных контейнеров.
Краткое описание чертежей
В последующем предпочтительные варианты изобретения будут описаны со ссылкой на чертежи, на которых:
на фиг.1а, 1а, 1b, 1b2, 1b3, 1b4, 1c и 1с2 схематически показано поперечное сечение первого, второго, третьего и четвертого вариантов упаковочного ламината согласно настоящему изобретению;
на фиг.2 схематически показан способ нанесения из жидкости полимерной композиции на слой бумажной подложки;
на фиг.3 показана диаграмма установки осаждения из паровой фазы предпочтительного металлического слоя на подложку;
на фиг.4а и 4b схематически показан пример способа получения упаковочных ламинатов, показанных на фиг.1;
на фиг.5в и 5b показаны примеры упаковочных контейнеров, полученных из упаковочного ламината согласно настоящему изобретению; и
на фиг.6 показан принцип, как такие упаковочные контейнеры получаются из упаковочного ламината непрерывным образом, и способ заполнения и сварки.
Подробное описание изобретения
Согласно одному аспекту изобретения основные цели достигаются нефольгированным упаковочным ламинатом для индукционной сварки в упаковки для жидкого пищевого продукта и напитка, причем упаковочный ламинат содержит по меньшей мере один первый слой бумаги или другого целлюлозосодержащего материала, причем первый бумажный слой расположен на внутренней стороне упаковочного ламината и предварительно покрывается с получением и несением восприимчивого к индукционному нагреву слоя, осаждаемого из паров металла, для того, чтобы индуцировать сварку в термопластичном полимерном материале, причем упаковочный ламинат дополнительно содержит такой осажденный из паров металла слой, нанесенный на внутреннюю сторону указанного предварительно покрытого первого слоя бумаги или другого целлюлозосодержащего материала, и дополнительно содержит ориентированную пленку, ламинированную на осажденный из паров металла слой; и дополнительно содержит самый внутренний слой непроницаемого для жидкости термосваривающегося термопластичного полимерного материала, нанесенный на внутреннюю сторону ориентированной пленки; и/или указанная ориентированная пленка содержит непроницаемый для жидкости термосваривающийся слой, представляющий собой самый внутренний слой пленки, где указанная ориентированная пленка вытянута по меньшей мере в одном направлении при степени вытяжки 2 или более и имеет сердцевинный слой материала, имеющего более высокую температуру плавления, чем материал самого внутреннего слоя (слоев).
Ориентированная пленка ламинируется с осажденным из паров металла слоем промежуточным соединительным слоем, и/или указанная ориентированная пленка содержит адгезивный полимерный слой на своей наружной стороне, ламинируемый с осажденным из паров металла слоем. Согласно хорошо функционирующему варианту изобретения, для того, чтобы обеспечить гладкую принимающую поверхность для нанесения покрытия осаждением из паров металла и получить бумагу для несения указанного металлического покрытия приемлемым образом в процессе последующей операции сварки, первый слой бумаги или другого целлюлозосодержащего материала покрывают на его внутренней стороне стойким к индукционной сварке слоем, имеющим более высокую температуру плавления, чем самый внутренний слой термосваривающегося материала. Затем на внутреннюю сторону стойкого к индукционной сварке слоя покрытия дополнительно наносят указанный слой восприимчивого к индукционному нагреву покрытия, осаждаемому из паров металла, который предназначен для индуцирования сварки в смежном термопластичном полимерном слое.
Наиболее экономически эффективным способом обеспечения такого покрытия на бумажном слое для того, чтобы подготовить его для нанесения покрытия осаждением из паров металла, является покрытие его с помощью способа нанесения покрытия из жидкости, часто также обычно называемого нанесением пленки из жидкости или из дисперсии, жидкостной композиции на бумажный слой и последующей его сушки, причем жидкостная композиция содержит стойкое к индукционной сварке полимерное связующее, диспергированное или растворенное в водной среде или среде растворителя.
Согласно некоторым, хорошо работающим примерам слой стойкого к индукционной сварке покрытия формуется из композиции, главным образом, содержащей полимер, выбранный из группы, состоящей из поливинилового спирта (PVOH), вододиспергируемого этиленвинилового спирта (EVOH), сополимера (этиленвиниловый спирт) винилацетат, поливинилиденхлорида (PVDC), вододиспергируемого полиамида (ПА), вододиспергируемого сложного полиэфира, полисахарида, производных полисахарида, включая крахмал и производные крахмала, и комбинаций двух или более из них. Важно, что покрытый таким образом слой имеет более высокую температуру плавления, чем самый внутренний слой термопластичного материала или непроницаемый для жидкости термосваривающийся слой ориентированной пленки, который предназначен для тепловой сварки упаковочного ламината в заполненные и герметичные упаковки. Слой сваривающегося прочного покрытия является термомеханически стабильным слоем. Предпочтительно, самый наружный и самый внутренний термопластичный термосваривающийся материал, а также непроницаемый для жидкости термосваривающийся слой являются на основе полиолефинов, более предпочтительно, на основе полиэтилена, и, наиболее предпочтительно, на основе полиэтилена низкой плотности, такого как, например, ПЭНП, ЛПЭНП, м-ЛПЭНП и ПЭОНП и их смеси.
Когда желательно использовать полимер, который имеет более экономически эффективный и положительный внешний профиль, слой стойкого к индукционной сварке покрытия формуется из композиции, главным образом, содержащей PVOH, вододиспергируемый EVOH или крахмал. Вододиспергируемый EVOH имеет более высокое количество звеньев винилового спирта по сравнению с перерабатывающимся из расплава EVOH и является более подобным по природе с PVOH, чем с EVOH. Чистый PVOH и крахмалсодержащие полимеры могут быть более или менее биологически разрушаемыми, поэтому такие полимеры могут быть более желательными для некоторых упаковочных применений.
Кроме того, некоторые полимерные связующие, подходящие для нанесения из жидкости, также имеют газобарьерные свойства, что делает их даже более желательными в упаковочном ламинате. Соответственно, может быть предпочтительно формовать слой стойкого к индукционной сварке покрытия из композиции, главным образом, содержащей полимер, выбранный из группы, состоящей из поливинилового спирта (PVOH), вододиспергируемого этиленвинилового спирта (EVOH), сополимера (этиленвиниловый спирт) - винилацетат, поливинилиденхлорида (PVDC), вододиспергируемого полиамида (ПА), крахмала, производные крахмала и комбинаций двух или более из них.
По сравнению с алюминиевой фольгой PVOH в качестве барьерного полимера жидкостного покрытия обладает многими желательными свойствами с тем результатом, что он является наиболее предпочтительным барьерным материалом во многих контекстах. Среди них могут быть указаны хорошие пленкообразующие свойства, совместимость с пищевыми продуктами и экономическое значение вместе с его высокими кислородными газобарьерными свойствами. В частности, PVOH обеспечивает упаковочный ламинат с высокими барьерными свойствами к запаху, что является особенно важным для упаковки молока.
Подобно многим другим таким высокоплавким полимерам, таким как, например, крахмал и производные крахмала, поливиниловый спирт подходяще наносится с помощью способа нанесения покрытия из жидкости, т.е. в форме водной или растворительсодержащей дисперсии или раствора, которые при нанесении распыляются тонким однородным слоем на подложку и затем сушатся.
Водные системы обычно имеют некоторые экологические преимущества. Предпочтительно жидкая газобарьерная композиция является водосодержащей, поскольку такая композиция обычно, кроме того, имеет лучшую рабочую экологическую допустимость, чем растворительсодержащие системы.
Для того, чтобы улучшить барьерные свойства к водяному пару и кислороду PVOH-покрытия, полимер или соединение с функциональными карбоксильными группами могут быть введены в композицию. Целесообразно полимер с функциональными карбоксильными группами выбирается среди сополимера этилена и акриловой кислоты ((ЭАК)(ЕАА)) и сополимеров этилена и метакриловой кислоты ((ЭМАК)(ЕМАА)) или их смесей. Одна известная такая предпочтительная смесь барьерного слоя состоит из PVOH, ЭАК и неорганического ламинарного соединения. Сополимер ЭАК тогда вводится в барьерный слой в количестве примерно 1-20% масс. по отношению к сухой массе покрытия.
Считается, что улучшенные барьерные свойства к кислороду и воде являются результатом реакции этерификации между PVOH и ЭАК при повышенной температуре сушки, в результате чего PVOH сшивается гидрофобными ЭАК полимерными цепями, которые поэтому встраиваются в структуру PVOH. Такая смесь, однако, является более дорогостоящей из-за стоимости добавок. Кроме того, композиции могут быть сделаны более долговечными при сушке и отверждении при повышенных температурах. Сшивка также может быть введена при наличии многовалентных соединений, например, соединений металла, таких как оксиды металлов, хотя такие соединения являются менее предпочтительными в композициях покрытия для указанной цели.
В последнее время были разработаны специальные виды вододиспергируемого полимера этиленвинилового спирта (EVOH), которые могут быть возможными для кислороднобарьерного жидкостного покрытия. Традиционные EVOH-полимеры, однако, обычно предназначены для экструзии, и их невозможно диспергировать/растворить в водной среде для того, чтобы получить тонкую барьерную пленку, нанесенную из жидкости, 5 г/м2 или ниже, предпочтительно, 3,5 г/м2 или ниже. Считается, что EVOH должен содержать довольно высокое количество мономерных звеньев винилового спирта, чтобы быть вододиспергируемым или водорастворимым, и что свойства должны быть как можно ближе к свойствам сортов PVOH, наносимых из жидкости. Экструдированный слой EVOH не является альтернативой EVOH, нанесенному из жидкости, поскольку он по своей природе имеет свойства, менее подобные PVOH, чем EVOH-сортам для экструзионного нанесения, и потому что он не может быть нанесен в экономически эффективном количестве ниже 5 г/м2 как единственный слой при экструзионном нанесении или экструзионном ламинировании, т.е. это требует соэкструдированных адгезивных полимерных слоев, которыми обычно являются очень дорогостоящие полимеры. Кроме того, очень тонкие экструдированные слои охлаждаются слишком быстро и не содержат достаточной тепловой энергии для поддержания достаточного скрепления ламинирования со смежными слоями.
Другими примерами полимерных связующих, подходящих для нанесения из жидкости, являются полисахариды, в частности, крахмал или производные крахмала, такие как, предпочтительно, окисленный крахмал, катионный крахмал и гидроксипропилированный крахмал. Примерами таких модифицированных крахмалов являются гипохлоритом окисленный картофельный крахмал (Raisamyl 306 от Raisio), гидроксипропилированный кукурузный крахмал (Cerestar). Однако другие формы и производные крахмала также могут быть возможными связующими жидкостного покрытия.
Другими примерами полимерных связующих являются покрытия, содержащие смеси полимеров, содержащих карбоновую кислоту, такие как полимеры акриловой кислоты или метакриловой кислоты, и полиспиртовые полимеры, такие как PVOH и крахмал. Реакция сшивки указанных полимерных связующих является предпочтительной, как указано выше, для стойкости к высокой влажности.
Однако, наиболее предпочтительно, связующим полимером является PVOH, поскольку он имеет все хорошие свойства, указанные выше, т.е. помимо хорошей стойкости к индукционной сварке - также хорошие пленкообразующие свойства, газобарьерные свойства, экономическую эффективность, совместимость с пищевым продуктом и барьерные свойства к запаху.
PVOH-содержащая газобарьерная композиция действует наилучшим образом, когда PVOH имеет степень омыления по меньшей мере 98%, предпочтительно по меньшей мере 99%, хотя также PVOH с более низкими степенями омыления обеспечивает хорошие свойства.
Согласно одному варианту жидкостная композиция дополнительно содержит неорганические частицы для того, чтобы дополнительно улучшить кислородные газобарьерные свойства.
Материал полимерного связующего может, например, смешиваться с неорганическим соединением, которое является ламинарным по форме или чешуйкоподобным. При слоистом размещении чешуйкоподобных неорганических частиц молекула кислородного газа мигрирует по более длинному пути по извилистому пути через кислородный барьерный слой, чем обычный прямой путь через барьерный слой.
Согласно одному варианту неорганическим ламинарным соединением является так называемое соединение наночастиц, диспергированных в расслоившемся состоянии, т.е. ламеллы слоистого неорганического соединения отделяются друг от друга с помощью жидкой среды. Таким образом, слоистое соединение, предпочтительно, может набухнуть или быть расколото полимерной дисперсией или раствором, которое в дисперсии проникает в слоистую структуру неорганического материала. Оно может также набухать в растворителе перед введением в полимерный раствор или полимерную дисперсию. Таким образом, неорганическое ламинарное соединение диспергируется в деламинированном состоянии в жидкостной газобарьерной композиции и в высушенном барьерном слое. Термин «глинистые минералы или глины» включает в себя минералы следующих типов: каолинит, антигорит, смектит, вермикулит, бентонит или слюда. В частности, в качестве подходящих глинистых минералов могут быть указаны лапонит, каолинит, дикит, накрит, галлоизит, антигорит, хризолит, пирофиллит, монтмориллонит, гекторит, сапонит, сауконит, натрийтетракремниевая слюда, натрийтаениолит, обычная слюда, маргарит, вермикулит, флогопит, ксантофиллит и т.п. Предпочтительными наночастицами являются наночастицы монтмориллонита, наиболее предпочтительно, очищенного монтмориллонита или натрийобменного монтмориллонита (Na-MMT). Наноразмерное неорганическое ламинарное соединение или глинистый минерал, предпочтительно, имеет соотношение габаритных размеров 50-5000 и размер частиц до примерно 5 мкм в расслоившемся состоянии.
Предпочтительно, неорганические частицы, главным образом, состоят из таких ламинарных бентонитных частиц, имеющих соотношение габаритных размеров от 50 до 5000.
Подходяще барьерный слой содержит от примерно 1 до примерно 40% масс., более предпочтительно, от примерно 1 до примерно 30% масс. и, наиболее предпочтительно, от примерно 5 до примерно 20% масс. неорганического ламинарного соединения по отношению к сухой массе покрытия. Если количество является слишком низким, газобарьерные свойства нанесенного и высушенного барьерного слоя не будут заметно улучшены по сравнению с тем, когда не используется неорганическое ламинарное соединение. Если количество является слишком высоким, жидкостная композиция становится более трудной для нанесения в качестве покрытия и более трудной в обработке в емкостях для хранения и каналах системы аппликатора. Предпочтительно, барьерный слой содержит от примерно 99 до примерно 60% масс., более предпочтительно, от примерно 99 до примерно 70% масс., и, наиболее предпочтительно, от примерно 95 до примерно 80% масс. полимера по отношению к сухой массе покрытия. Добавка, такая как стабилизатор дисперсии или подобное, может быть введена в газобарьерную композицию, предпочтительно, в количестве не более примерно 1% масс. по отношению к сухой массе покрытия.
Согласно другому варианту неорганические частицы, главным образом, состоят из ламинарных частиц талька, имеющих соотношение габаритных размеров от 10 до 500. Композиция обычно содержит количество от 10 до 50% масс., более предпочтительно, от 20 до 40% масс., частиц талька по отношению к сухой массе. Ниже 20% масс. отсутствует значительное увеличение газобарьерных свойств, тогда как выше 50% масс. нанесенный слой может быть более хрупким и разрушаемым, поскольку имеется меньшая внутренняя когезия между частицами в слое. Выше 50% масс. полимерное связующее оказывается в слишком малом количестве для окружения и диспергирования частиц и ламинирования их друг к другу в слое.
Альтернативно, хорошие кислородные газобарьерные свойства могут быть достигнуты, когда используют частицы коллоидного диоксида кремния, имеющие размер частиц 3-150 нм, предпочтительно, 4-100 нм, и, даже более предпочтительно, 5-70 нм, причем частицы являются, предпочтительно, аморфными и сферическими. Использование частиц коллоидного диоксида кремния, кроме того, имеет преимущество, состоящее в том, что жидкостная барьерная композиция может быть нанесена при сухом содержании 15-40% масс., предпочтительно, 20-35% масс., и, даже более предпочтительно, 24-31% масс., поэтому потребность в принудительной сушке снижается.
Другими альтернативами неорганических частиц, которые могут использоваться, являются частицы каолина, слюды, карбоната кальция и т.д.
Предпочтительным полимерным связующим, также при использовании неорганических частиц для обеспечения кислородных газобарьерных свойств, является, например, снова PVOH до некоторой степени благодаря его полезным свойствам, указанным выше. Кроме того, PVOH является предпочтительным с точки зрения смешения, т.е. он обычно легко диспергирует или расслаивает неорганические частицы в водном растворе PVOH с образованием стабильной смеси PVOH и частиц, таким образом, обеспечивая хорошую нанесенную пленку с гомогенным составом и морфологией.
Предпочтительно, согласно настоящему изобретению указанный стойкий к индукционной сварке слой наносится в общем количестве от 0,5 до 7 г/м2, предпочтительно, от 0,5 до 5 г/м2, более предпочтительно, от 0,5 до 3 г/м2 сухой массы. Ниже 0,5 г/м2 имеется слишком слабый эффект стойкости к индукционной сварке и имеется риск образования точечных отверстий в зависимости от характеристик бумаги или подложки в связи с удалением воды или растворителя для сушки нанесенного барьерного слоя, если нанесенный слой является слишком тонким. С другой стороны, при количестве выше 7 г/м2 нанесенный слой не вносит затратную эффективность в упаковочный ламинат благодаря высокой стоимости полимеров вообще и благодаря высокой стоимости энергии для выпаривания жидкости дисперсии.
Кроме того, признаваемый уровень кислородного барьера достигается при содержании PVOH 0,5 г/м2 и выше, и хорошее равновесие между барьерными свойствами и стоимостью достигается в интервале от 0,5 до 3,5 г/м2.
Согласно одному варианту изобретения кислородный газобарьерный слой наносится в две последовательные стадии с промежуточной сушкой как слои из двух частей. При нанесении таким образом как слои из двух частей каждый слой подходяще наносится в количествах от 0,3 до 3,5 г/м2, предпочтительно, от 0,5 до 2,5 г/м2 и обеспечивает высокое качество общего слоя из меньшего количества жидкостной газобарьерной композиции. Более предпочтительно, слои из двух частей наносятся в количестве от 0,5 до 2 г/м2 каждый, предпочтительно, от 0,5 до 1,5 г/м2 каждый.
Осаждаемый из паров металла слой наносится с помощью конденсации из паровой фазы ((КПФ)(PVD)) на тонкую покрытую бумажную подложку. Тонкие металлические осажденные из паров покрытия согласно настоящему изобретению имеют нанометрическую толщину, т.е. имеют толщину, которая наиболее подходяще подсчитывается в нанометрах, например, от 5 до 500 нм (50-5000 Å), предпочтительно, от 5 до 200 нм, более предпочтительно, от 5 до 100 нм и, наиболее предпочтительно, от 5 до 50 нм.
Обычно ниже 5 нм свойства стойкости к индукционной сварке могут быть слишком слабыми для использования, а выше 200 нм покрытие может быть менее эластичным и, таким образом, более склонным к растрескиванию при нанесении на эластичную подложку.
Обычно такое нанесенное из паров покрытие, имеющее стойкость к индукционной сварке, выполняется из соединения металла и, предпочтительно, индукционно сваривающийся слой осажденного из паров металла покрытия является слоем, по существу состоящим из алюминия. Обычно алюминиевый металлизированный слой по существу имеет тонкую поверхностную часть, состоящую из оксида алюминия благодаря природе используемого способа металлизации.
Подходяще слой осажденного из паров металла покрытия имеет оптическую плотность ((ОП)(OD)) от 1 до 5, предпочтительно, от 1,5 до 3,5, более предпочтительно, от 2 до 3.
Алюминийсодержащий тонкий осажденный из паров слой, предпочтительно, имеет толщину от 5 до 100 нм, более предпочтительно, 5-50 нм, что соответствует менее 1% материала металлического алюминия, присутствующего в алюминиевой фольге обычной толщины, т.е. 6,3 мкм.
Для того, чтобы улучшить адгезию покрытия к подложке, перед нанесением покрытия из паров, в частности, металлизации подложки, может быть осуществлена стадия поверхностной обработки пленочной подложки.
Предпочтительным металлом согласно настоящему изобретению является алюминий, хотя любой другой металл, способный наноситься в вакууме как гомогенное покрытие, может использоваться согласно настоящему изобретению. Таким образом, также возможными являются менее предпочтительные и менее распространенные металлы, такие как Au, Ag, Cr, Zn, Ti или Cu. Обычно тонкие покрытия металла или смеси металла и оксида металла обеспечивают барьерные свойства против водяного пара и используются также, когда желательной функцией является предотвращение миграции водяного пара в и через многослойную пленку или упаковочный ламинат. Наиболее обычно, однако, металлом в металлизированном покрытии является алюминий (Al).
Для того, чтобы сделать способ осаждения покрытия из паров металла экономически эффективным, подложка, т.е. первый самый внутренний слой (11) бумаги или другого целлюлозосодержащего материала, должна быть как можно тонкой, чтобы как можно больше метров могли быть намотаны в рулон покрытой бумаги. Предпочтительно, первый бумажный слой имеет массу поверхности от 20 до 100 г/м2, предпочтительно, от 20 до 70 г/м2, более предпочтительно, от 30 до 60 г/м2. Когда бумага является слишком тонкой, естественно будет более трудно обращаться с ней в последующих способах нанесения покрытия и ламинирования. С другой стороны, чем тоньше может быть бумага, тем более затратно эффективной она может быть в способе нанесения покрытия осаждением из паров металла. С точки зрения жесткости, очевидно, что более толстый первый бумажный слой также вносит вклад в более высокую жесткость и закрепляющей способности общей структуры упаковочного ламината.
Второй слой бумаги или бумажного картона для использования в качестве стабилизирующего слоя в обычной картонной упаковке для упаковки жидкости обычно имеет толщину от примерно 100 мкм до примерно 600 мкм и массу поверхности приблизительно 100-500 г/м2, предпочтительно, около 200-400 г/м2, более предпочтительно, от 200 до 300 г/м2 и может быть традиционными бумагой или бумажным картоном подходящего упаковочного качества.
С другой стороны, для низкостоимостной стерильной длительной упаковки жидкого пищевого продукта может использоваться более тонкий упаковочный ламинат, имеющий более тонкий бумажный слой. Упаковочные контейнеры, выполненные из таких упаковочных ламинатов, не являются формованными сложением, а являются более подобными подушкообразным эластичным пакетам. Подходящий единичный бумажный слой для таких пакетных упаковок тогда обычно имеет массу поверхности от примерно 30 до примерно 140 г/м2, предпочтительно, от примерно 50 до примерно 120 г/м2, более предпочтительно, от 50 до примерно 110 г/м2, наиболее предпочтительно, от 50 до 70 г/м2.
Согласно одному варианту такой низкостоимостный упаковочный ламинат может альтернативно содержать два или более тонких слоев бумаги, из которых первый внутренний бумажный слой покрывается осаждением из паров восприимчивым к индукционному нагреву материалом согласно настоящему изобретению. Когда имеются два бумажных слоя в структуре упаковочного ламината, второй наружный бумажный слой подходяще имеет массу поверхности от 20 до 100 г/м2, предпочтительно, от 20 до 70 г/м2, более предпочтительно, от 20 до 50 г/м2.
Для того, чтобы дополнительно улучшить свойства нефольгированного упаковочного ламината на металлизированный слой (слой, осажденный из паров металла), наносится ориентированная пленка. Использование ориентированной пленки обеспечивает благоприятные барьерные свойства. Применение пленки может снизить стоимость конечной упаковки и улучшить или изменить ее свойства. Пленка также работает как защитный слой для металлизированного слоя в ходе способа ламинирования, таким образом, снижая риск образования трещин или точечных отверстий. Подходящими пленками являются ориентированные пленки, вытянутые по меньшей мере в одном направлении при степени вытяжки 2 или более и имеющие сердцевинный слой материала, имеющего более высокую температуру плавления, чем термосваривающийся материал самого внутреннего слоя упаковочного ламината. Обычно температура плавления сердцевинного слоя составляет выше 130°C. Степень вытяжки зависит от используемого материала в пленке, но степень вытяжки может составлять до примерно 10. В некоторых аспектах изобретения предпочтительно иметь степень вытяжки 3 или более. Примерами подходящих пленок являются одноосно ориентированные пленки, имеющие по меньшей мере сердцевинный слой из полимерного материала, выбранного из полипропилена ((ОПП)(ОРР)), полиэтилентерефталата ((ОПЭТФ)(ОРЕТ)), полиамида ((ОПА)(ОРА)), полиэтиленнафталата ((ОПЭН)(OPEN)), полибутилентерефталата ((ОПБТФ)(ОРВТ)), политриметилентерефталата ((ОПТТФ) (OPTT)); двухосно ориентированные пленки, такие как двухосно ориентированные полипропилен ((ДОПП)(ВОРР)), полиэтилентерефталат ((ДОПЭТФ)(BOPET)), полиамид ((ДОПА)(ВОРА)), полиэтиленнафталат ((ДОПЭН)(BOPEN)), полибутилентерефталата ((ДОПБТФ) (ВОРВТ)), политриметилентерефталата ((ДОПТТФ) (BOPTT), или ориентированные пленки из двух или более указанных полимеров, т.е. полипропилена, полиэтилентерефталата, полиамида, полиэтиленнафталата, полибутилентерефталата, политриметилентерефталата, смешанных или сополимеризованных и затем используемых для формования одноосно или двухосно ориентированной пленки. Некоторыми выигрышными свойствами указанных пленок являются высокая разрывная прочность, облегчающая высокоскоростную переработку, хорошая стойкость к прокалыванию и растрескиванию при перегибах в широком интервале температур, потенциально хорошие барьерные свойства к водяному пару, стойкость к маслам и жирам и влагостойкость, а также стойкость к сморщиванию или усадке в результате изменения окружающих условий.
Ориентированная пленка может быть пленкой, которая содержит дополнительные слои, когда сердцевинный слой пленки представлен пленками, указанными выше в качестве примеров. В некоторых аспектах изобретения сердцевинным слоем пленки является полимер, выбранный из одноосно ориентированных полипропилена ((ОПП)(ОРР)), полиэтилентерефталата ((ОПЭТФ) (ОРЕТ)), полиамида ((ОПА)(ОРА)), полиэтиленнафталата ((ОПЭН) (OPEN)), полибутилентерефталата ((ОПБТФ)(ОРВТ)), политриметилентерефталата ((ОПТТФ) (OPTT)); двухосно ориентированных полипропилена ((ДОПП)(ВОРР)), полиэтилентерефталата ((ДОПЭТФ) (BOPET)), полиамида ((ДОПА) (ВОРА)), полиэтиленнафталата ((ДОПЭН)(BOPEN)), полибутилентерефталата ((ДОПБТФ)(ВОРВТ)), политриметилентерефталата ((ДОПТТФ) (BOPTT).
Пленка может дополнительно содержать одно или более из следующего: связующий слой, адгезивный слой и непроницаемый для жидкости термосваривающийся слой. Связующий слой используется для того, чтобы облегчить соединение между предварительно полученными полотнами или пленками, и обычно состоит из термопластичного полимера. Адгезивный слой используется для улучшения адгезии между пленкой и другими слоями и обычно состоит из адгезивного полимера, содержащего функциональные группы, промотирующие адгезию. Согласно настоящему изобретению адгезивным слоем является слой ориентированной пленки. Адгезивный слой может быть нанесен перед вытяжкой, например, при соэкструзии с сердцевинным слоем, или после вытяжки, например, при нанесении дисперсии. Такой адгезивный полимерный слой на наружной стороне ориентированной пленки обеспечивает ламинирование с помощью применения нагрева и давления при соединении ориентированной пленки и покрытого бумажного полотна в зазоре между валками ламинирующего устройства без экструдирования дополнительного промежуточного соединительного слоя между двумя предварительно полученными полотнами.
Обычно толщина ориентированной пленки составляет от 4 до 25 мкм. Это обычно применимо, когда пленка не содержит непроницаемый для жидкости термосваривающийся самый внутренний слой, т.к. тогда пленка может быть толще.
В некоторых вариантах настоящего изобретения адгезивный слой отсутствует в самой пленке, но пленка соединена с металлизированным слоем отдельным соединительным слоем, который обычно наносится экструзионным ламинированием промежуточным расплавным экструзионным слоем при ламинировании предварительно полученной пленки с предварительно нанесенным металлизированным бумажным слоем.
В некоторых вариантах настоящего изобретения как адгезивный слой как часть ориентированной пленки, так и промежуточный соединительный слой присутствуют и используются для ламинирования ориентированной пленки с металлизированной бумагой.
Альтернативными примерами материала, подходящего в качестве соединительных слоев для экструзионного ламинирования слоев, являются полимеры на основе полимеров полиэтилена низкой плотности, выбранные из модифицированных и немодифицированных полимеров ПЭНП и ЛПЭНП, сополимеров или привитых сополимеров этиленовых полимеров с функциональными группами, содержащими мономерные звенья, такие как карбоксильные или глицидиловые функциональные группы, например, мономеры (мет)акриловой кислоты или мономеры малеинового ангидрида (МАГ), (т.е. могут быть использованы сополимер этилен-(акриловая кислота) (ЭАК) или сополимер этилен-(метакриловая кислота)(ЭМАК), сополимер этилен-(глицидил(мет)акрилат (ЭГ(М)А) или привитой сополимер (малеиновый ангидрид)-полиэтилен (МАГ-п-ПЭ)). Другим примером таких модифицированных полимеров или адгезивных полимеров являются так называемые иономеры на основе полиэтилена низкой плотности. В одном варианте модифицированным полиэтиленом является сополимер этилен-(акриловая кислота) (ЭАК) или сополимер этилен-(метакриловая кислота)(ЭМАК).
В некоторых аспектах может быть выгодно использовать ПЭНП и ЛПЭНП в качестве соединительного слоя.
Примерами адгезивных слоев являются полиэтилены, функционализированные карбоксильными группами на основе ПЭНП и ЛПЭНП, включая сополимеры или привитые сополимеры с функциональной группой, содержащей мономерные звенья, такие как мономерные звенья, такие как карбоксильные или глицидиловые функциональные группы, например, мономеры (мет)акриловой кислоты или мономеры малеинового ангидрида (МАГ), (т.е. сополимер этилен-(акриловая кислота) (ЭАК) или сополимер этилен-(метакриловая кислота) (ЭМАК), сополимер этилен-(глицидил(мет)акрилат (ЭГ(М)А) или привитой сополимер (малеиновый ангидрид)полиэтилен (МАГ-п-ПЭ)). Другим примером таких модифицированных полимеров или адгезивных полимеров являются так называемые иономеры, или иономерные полимеры. Предпочтительно, адгезивный слой выбирается из сополимера этилен-(акриловая кислота) (ЭАК), сополимера этилен-(метакриловая кислота) (ЭМАК), сополимера этилен-(глицидил(мет)акрилат (ЭГ(М)А) и привитого сополимера (малеиновый ангидрид)-полиэтилен (МАГ-п-ПЭ)), предпочтительно, сополимера этилен-(акриловая кислота) (ЭАК) или сополимера этилен-(метакриловая кислота) (ЭМАК). Адгезивный слой может быть введен в пленку любой традиционной технологией, такой как нанесение дисперсии и последующая сушка на сердцевинный слой подложки пленки или нанесение соэкструзией адгезивного слоя на сердцевинный слой.
Требуется один или более непроницаемых для жидкости термосваривающихся слоев в качестве самой внутренней части упаковочного материала для прямого контакта с продуктом, заполняющим упаковочный контейнер, полученный из упаковочного материала. Непроницаемый для жидкости термосваривающийся слой, содержащийся в ориентированной пленке, может быть чередующимся или комплементарным слоем с обеспечением отдельного самого внутреннего непроницаемого для жидкости термосваривающегося слоя. Термин «непроницаемый для жидкости термосваривающийся слой» обычно относится к слою ориентированной пленки. Непроницаемый для жидкости термосваривающийся слой выбирается из одинакового типа полиолефинов как самый наружный и самый внутренний непроницаемые для жидкости термосваривающиеся слои. Подходящие термопласты для непроницаемого для жидкости термосваривающегося слоя и для самого наружного и самого внутреннего непроницаемых для жидкости термосваривающихся слоев являются термопластами на основе полиолефинов, таких как, например, полиэтилены и полипропилены, предпочтительно, полиэтилены, и, более предпочтительно, полиэтилены низкой плотности, такие как, например, ПЭНП, линейный ПЭНП (ЛПЭНП) или получаемые с использованием одноцентровых металлоценовых катализаторов полиэтилены (м-ЛПЭНП), линейный полиэтилен ультранизкой плотности (ЛПЭУНП) или смеси двух или более из них. Такие непроницаемые для жидкости термосваривающиеся слои используются традиционно и могут содержать адгезивный слой для обеспечения улучшенной адгезии с сердцевинным слоем ориентированной пленки. Адгезивный слой, таким образом, может быть нанесен как соэкструдированная часть самого внутреннего слоя из непроницаемого для жидкости термосваривающегося термопластичного полимерного материала на внутреннюю сторону ориентированной пленки. Самый внутренний слой непроницаемого для жидкости термосваривающегося термопластичного материала часто является также стерильно непроницаемым.
Первый бумажный слой, покрытый осажденным из паров металлом, может быть соединен со вторым бумажным или бумажнокартонным слоем одним или более промежуточным полимерным слоем (слоями), например, термопластичного полимерного слоя и, более предпочтительно, слоем из полимера, выбранного из полиолефинов и полиолефинсодержащих сополимеров, часто известных как модифицированные или адгезивные полимеры, особенно ПЭНП или полиэтиленсодержащие полимеры или сополимеры, или адгезивные полимеры, как описано в приведенном выше абзаце.
Для того, чтобы улучшить световой барьер упаковочного ламината согласно настоящему изобретению, если необходимо, частицы или пигменты, обеспечивающие светобарьерные свойства, могут быть смешаны в один или более слоев ламината. Одним примером являются светопоглощающие частицы, такие как углеродная сажа. Черный цвет промежуточного слоя тогда преимущественно скрыт к наружной стороне бумажным или бумажнокартонным слоем, а к внутренней стороне ламината металлизированным, например, алюминиевым, слоем. Другим примером являются светоотражающие частицы, такие как диоксид титана. Такие частицы, кроме того, могут вводиться для более белого внешнего вида упаковочного ламината.
Для более тонких сегментных упаковочных ламинатов, которые имеют более тонкий сердцевинный бумажный слой, такие светоотражающие неорганические белые пигменты могут улучшить светобарьерные свойства упаковочного ламината, а также улучшить внешний вид упаковочного материала с внешней стороны.
Для упаковочных ламинатов с более высокими характеристиками, например, к которым предъявляется требование длительного стерильного хранения, разумеется, можно вводить дополнительные барьерные слои. Один простой путь, например, дополнительного увеличения кислородных барьерных свойств упаковочного ламината заключается в использовании термопластичного соединительного слоя, содержащего слой экструдируемого из расплава слоя, для соединения осажденного из паров металла покрытия на внутренней стороне первого бумажного слоя, с другим вторым слоем бумаги или бумажного картона. Согласно данному варианту единственная вещь для изменения для того, чтобы получить упаковочные ламинаты с более высокими характеристиками, должна содержать введение дополнительного экструдируемого из расплава полимерного слоя (слоев) в способе переработки на стадии ламинирования (например, дополнительный барьерный слой и, возможно, один или два экструдируемых из расплава соединительных слоя). Согласно другому, более предпочтительному варианту тонкий слой полимерного барьерного слоя может быть нанесен соэкструзией вместе с необязательным соединительным слоем (слоями) и самым внутренним термосваривающимся слоем (слоями) на металлизированную внутреннюю сторону первого бумажного слоя. Такой соэкструдированный внутренний барьерный слой должен выдерживаться тонким для того, чтобы легко передавать индуцированное тепло от покрытия, осажденного из паров металла, к термосваривающемуся слою.
Альтернативно, слой жидкостного пленочного кислороднобарьерного покрытия может быть нанесен на другую наружную сторону первого самого внутреннего бумажного слоя. Альтернативно или дополнительно, слой жидкостного пленочного кислороднобарьерного покрытия может быть нанесен на внутреннюю сторону любого другого бумажного слоя в структуре упаковочного ламината.
Согласно другому аспекту изобретения предусматривается упаковочный контейнер, полученный из нефольгированного упаковочного ламината изобретения. Упаковочный контейнер является подходящим для длительной стерильной упаковки жидкости или влажного пищевого продукта и имеет хорошую целостность упаковки с прочными надежными швами от индукционной сварки.
Согласно еще другому аспекту изобретения предусматривается способ получения упаковочного ламината, как определено в независимом пункте формулы изобретения.
Таким образом, способ содержит стадии обеспечения по меньшей мере первого слоя бумаги или другого целлюлозосодержащего материала, предварительного покрытия слоя бумаги или другого целлюлозосодержащего материала для получения и несения слоя, осаждаемого из паров металла, восприимчивого к индукционному нагреву, стойким к индукционной сварке слоем на внутреннюю сторону слоя бумаги или целлюлозосодержащего материала, нанесения указанного, восприимчивого к индукционному нагреву металлического слоя на внутреннюю сторону покрытого таким образом бумажного слоя, обеспечения ориентированной пленки и ламинирования ориентированной пленки с металлизированным бумажным слоем. Как описано выше, пленка сама может содержать непроницаемый для жидкости термосваривающийся слой, представляющий собой самый внутренний слой пленки, и, опционально, адгезивный слой, представляющий сторону пленки, нанесенной на металлический слой, восприимчивый к индукционному нагреву.
В одном варианте способ содержит применение промежуточного соединительного слоя между металлическим слоем, восприимчивым к индукционному нагреву, и ориентированной пленкой.
На любой стадии способа самый наружный слой термосваривающегося термопластичного полимерного материала может быть предусмотрен и ламинирован на самую наружную противоположную сторону упаковочного ламината. В тех случаях, когда структура упаковочного ламината содержит второй бумажный слой, расположенный к наружной стороне упаковочного ламината, самый наружный термосваривающийся полимерный слой тогда ламинируется на наружной стороне второго бумажного слоя.
Восприимчивый к индукционному нагреву слой металла является достаточно гомогенным и сплошным по природе, способным проводить электрический ток как результат индуцированного магнитного поля и становиться нагретым, так что термопластичный полимерный слой нагревается и расплавляется с обеспечением термосварки указанного полимера. Если слой металла является несплошным благодаря неравномерному нанесению или благодаря трещинам, отсутствует нагревание, предусмотренное в зоне сварки.
При предварительном нанесении металлполучающего слоя способ дополнительно содержит стадии обеспечения жидкостной композиции, содержащей полимерное связующее, диспергированное или растворенное в водной или растворительсодержащей жидкой среде и формования тонкого, стойкого к индукционной сварке слоя, содержащего указанное полимерное связующее, смежного с внутренней стороной первого бумажного слоя, путем нанесения жидкостной композиции на внутреннюю сторону указанного слоя бумаги или другого целлюлозосодержащего материала и последующей сушки с выпариванием жидкости, причем указанное полимерное связующее имеет температуру плавления выше, чем у термопластичного полимерного материала самого внутреннего термосваривающегося слоя.
Предпочтительно, стойкий к индукционной сварке полимер, содержащийся в жидкостной композиции, выбран из группы, состоящей из поливинилового спирта (PVOH), вододиспергируемого этиленвинилового спирта (EVOH), сополимера (этиленвиниловый спирт)винилацетат, поливинилиденхлорида (ПВДХ), вододиспергируемого полиамида (ПА), крахмала, производных крахмала и комбинаций двух или более из них.
Согласно варианту стойкий к индукционной сварке слой (12) наносится в общем количестве от 0,5 до 7 г/м2, предпочтительно, от 0,5 до 5 г/м2, более предпочтительно, 0,5-3 г/м2 сухой массы.
При нанесении как слои из двух частей каждый слой может быть подходяще нанесен в количествах от 0,3 до 3,5 г/м2, предпочтительно, от 0,5 до 2,5 г/м2, что обеспечивает высококачественный общий слой из меньшего количества жидкостной полимерной композиции. Более предпочтительно, слои из двух частей могут быть нанесены в количестве от 0,5 до 2 г/м2 каждый, предпочтительно, от 0,5 до 1,5 г/м2 каждый.
Для того, чтобы снизить количество влаги, высвобождающейся из бумажного слоя в вакуумной камере в ходе способа металлизации, бумажный слой, покрытый осаждением из паров металла, может быть покрыт также с другой наружной стороны жидкостной композицией полимера в водной или растворительсодержащей дисперсии или растворе перед стадией металлизации способа. Желательно избежать влаги в вакуумной камере для металлизации, потому что она может снизить скорость, при которой может быть выполнен способ металлизации.
Кроме того, может быть предотвращен обратный перенос бумажной пыли при последующей обработке покрытых бумажных полотен на барабанах при таком нанесении на тыльную сторону.
Для пищевых продуктов, требующих лучшие барьерные свойства против газообразного кислорода, слой газобарьерного покрытия может быть нанесен на наружную сторону первого бумажного слоя.
В тех случаях, когда структура упаковочного ламината содержит второй бумажный слой, расположенный к наружной стороне упаковочного ламината, слой газобарьерного покрытия может быть также нанесен на внутреннюю сторону указанного второго бумажного слоя.
В том случае, когда структура упаковочного ламината содержит второй бумажный слой, расположенный к наружной стороне упаковочного ламината, способ изобретения дополнительно содержит стадию экструзионного ламинирования осажденной из паровой фазы тонкой бумажной подложки с внутренней стороной второго бумажного слоя посредством промежуточного полимерного соединительного слоя, предпочтительно, термопластичного полимерного соединительного слоя.
Другим аспектом изобретения является способ тепловой сварки нефольгированного упаковочного ламината, содержащий стадии обеспечения нефольгированного упаковочного ламината, как определено ранее, в форме сплошного полотна, формирования упаковочного ламината в виде полотна в непрерывную трубчатую форму и нанесения продольного шва в продольном направлении, заполнения упаковочной ламинатной трубки жидким пищевым продуктом, формования зон тепловой сварки с помощью индукционного нагревания при определенных интервалах в поперечном направлении заполненной трубки и резки через центр каждой зоны поперечной сварки с образованием в результате отдельных контейнеров.
Для дополнительного описания изобретения оно будет рассмотрено, принимая во внимание чертежи.
На фиг.1а показан в поперечном сечении первый вариант упаковочного ламината 10а для стерильной упаковки и длительного хранения в условиях окружающей среды, полученного согласно настоящему изобретению. Ламинат имеет первый бумажный слой 11, имеющий массу поверхности 50 г/м2.
Бумагу получают с получением покрытия 12, осажденного из паров металла, которое может работать как восприимчивый к индукционному нагреву материал и передавать тепло для эффективной тепловой сварки в самой внутренней ориентированной пленке 20.
Тонкая бумага, последовательно покрытая осаждением из паров металла, может быть получена с помощью нанесения покрытия или с помощью пропитки бумажного слоя, или с помощью смешения химических веществ в бумажной пульпе на стадии получения бумажного полотна, или любой комбинацией указанных средств или других средств, для получения.
Полученное тонкое бумажное полотно затем металлизируется осаждением из паровой фазы до оптической плотности (ОП) примерно 3.
Наружный жидкостьнепрооницаемый и термосваривающийся слой 15 полиолефина наносят на наружную сторону сердцевинного слоя 11, где указанная сторона направлена к наружной стороне упаковочного контейнера, полученного из упаковочного ламината. Полиолефином наружного слоя 15 может быть традиционный полиэтилен низкой плотности (ПЭНП) термосваривающегося качества. Ориентированная пленка 20 ламинируется на внутреннюю сторону осажденного из паровой фазы слоя 12, которая направлена внутрь упаковочного контейнера, полученного из упаковочного ламината, и ориентированная пленка 20 будет находиться в контакте с упакованным продуктом. Сердцевинный слой ориентированной пленки, предпочтительно, выбран из одноосно ориентированных пленок, таких как полипропилен (ОПП), полиэтилентерефталат (ОПЭТФ), полиамид (ОПА), полиэтиленнафталат (ОПЭНФ), полибутилентерефталат (ОПБТФ), политриэтилентерефталат (ОПТТФ); двухосно ориентированных пленок, таких как двухосно ориентированные полипропилен (ДОПП), полиэтилентерефталат (ДОПЭТФ), полиамид (ДОПА), полиэтиленнафталат (ДОПЭНФ), полибутилентерефталат (ДОПБТФ), политриэтилентерефталат (ДОПТТФ), или ориентированных пленок из двух или более указанных полимеров, т.е. полипропилена, полиэтилентерефталата, полиамида, полиэтиленнафталата, полибутилентерефталата, политриэтилентерефталата, полимеров, смешанных или сополимеризованных и затем используемых для формования одноосно ориентированной или двухосно ориентированной пленки.
В некоторых вариантах, таких как варианты, показанные на фиг.1а, фиг.1b и фиг.1с, ориентированная пленка содержит один (или более) непроницаемый для жидкости термосваривающийся слой (слоев), который представляет самую внутреннюю сторону ориентированной пленки и в последующем находится в контакте с упакованным продуктом. Непроницаемым для жидкости термосваривающимся слоем, представляющим самую внутреннюю часть пленки, является непроницаемый для жидкости термосваривающийся термопластичный полимерный материал, такой как полимер на основе полиэтилена низкой плотности, такого как ПЭНП и/или ЛПЭНП. В одном варианте полиэтилен низкой плотности включает в себя ЛПЭНП, полученный полимеризацией этиленового мономера с С4-С8, более предпочтительно, С6-С8, альфа-олефинового алкиленового мономера в присутствии металлоценового катализатора, т.е. так называемого металлоценового ЛПЭНП (м-ЛПЭНП). Ориентированная пленка 20 может дополнительно содержать адгезивный слой на наружной стороне, ламинируемой со слоем 12, осажденным из паров металла.
В одном варианте, подобном варианту, рассмотренному на фиг.1а и показанному в поперечном сечении на фиг.1а2, ориентированная пленка ламинируется на внутреннюю сторону нанесенного из паровой фазы слоя 12, который направлен к внутренней стороне упаковочного контейнера, полученного из упаковочного ламината. Самый внутренний непроницаемый для жидкости термосваривающийся термопластичный полимерный материал 14, такой как полиэтилен низкой плотности, такой как ПЭНП и/или ЛПЭНП, размещается на внутренней стороне ориентированной пленки 20. В одном варианте полиэтилен низкой плотности включает в себя ЛПЭНП, полученный полимеризацией этиленового мономера с С4-С8, более предпочтительно, С6-С8, альфа-олефинового алкиленового мономера в присутствии металлоценового катализатора, т.е. так называемого металлоценового ЛПЭНП (м-ЛПЭНП). Самый внутренний термосваривающийся слой 14 может состоять из двух или нескольких слоев-частей одинаковых или различных видов полимеров. В одном варианте, показанном на фиг.1а2, ориентированная пленка (20) может содержать или не содержать непроницаемый для жидкости термосваривающийся слой, представляющий слой пленки, направленный к внутренней стороне на противоположной стороне пленки, в качестве нанесенного из паровой фазы слоя 12. Часто предпочтительно иметь только один непроницаемый для жидкости термосваривающийся слой, в частности, по стоимостным соображениям. Тем не менее, имеются применения, где имеются два термосваривающихся слоя, один - как непроницаемый для жидкости термосваривающийся слой ориентированной пленки, а другой - как непроницаемый для жидкости термосваривающийся термопластичный полимерный материал 14.
На всем протяжении описания применимо, что когда присутствует самый внутренний непроницаемый для жидкости термосваривающийся слой 14, непроницаемый для жидкости термосваривающийся слой пленки может присутствовать или отсутствовать.
В некоторых вариантах изобретения, например, показанных на фигурах, ориентированная пленка 20 соединена со слоем, осажденным из паров металла, с помощью адгезивного слоя, такого как сополимер этилен-(акриловая кислота). Адгезивный слой является слоем ориентированной пленки. Альтернативно или комплементарно соединительный слой 19 может быть нанесен как промежуточный слой между ориентированной пленкой и металлизированным бумажным слоем. Подходящие соединительные слои основаны на полимерах полиэтилена низкой плотности и выбраны из модифицированных или немодифицированных полимеров ПЭНП или ЛПЭНП, сополимеров и привитых сополимеров с мономерными звеньями, содержащими функциональную группу, такую как карбоксильная или глицидиловая функциональные группы, могут использоваться, например, мономеры (мет)акриловой кислоты или мономеры малеинового ангидрида (МАГ) (т.е. сополимер этилен-(акриловая кислота) (ЭАК) или сополимер этилен-(метакриловая кислота) (ЭММАК), сополимер этилен-(глицидил(мет)акрилат (ЭГ(М)А) или полиэтилен с прививкой малеинового ангидрида (МАГ-п-ПЭ). Другим примером таких модифицированных полимеров или адгезивных полимеров являются так называемые иономеры на основе полиэтилена низкой плотности. В одном варианте модифицированным полиэтиленом является сополимер этилен-(акриловая кислота) (ЭАК) или сополимер этилен-(метакриловая кислота) (ЭМАК). Описанные модифицированные полимеры также могут быть подходящими в необязательном адгезивном слое, содержащемся в пленке.
В отдельных случаях, когда требуется более толстый термосваривающийся слой, возможно, хотя не предпочтительно с точки зрения стоимости, наносить дополнительный непроницаемый для жидкости термосваривающийся слой полиэтилена на внутреннюю сторону самого внутреннего слоя 14.
На фиг.1b показан в поперечном сечении второй вариант упаковочного ламината 10b для стерильной упаковки и длительного хранения в условиях окружающей среды, полученного согласно настоящему изобретению. Ламинат содержит первый бумажный слой 11, имеющий массу поверхности 50 г/м2, и тонкий, стойкий к индукционной сварке слой 13 формуется нанесением из жидкости жидкостной полимерной композиции и последующей сушкой на первый бумажный слой 11. Композиция содержит водный раствор PVOH, и после сушки нанесенный слой, таким образом, содержит PVOH. Предпочтительно, PVOH имеет степень омыления по меньшей мере 99%.
Нанесенное тонкое бумажное полотно затем металлизируется осаждением из паровой фазы на его покрытой стороне до оптической плотности (ОП) примерно 3. Полученный упаковочный ламинат, таким образом, содержит тонкую бумажную подложку 11, сначала покрытую PVOH, а затем тонким слоем 12, осажденным из паровой фазы, алюминия-металла при толщине примерно 50 нм. Самая внутренняя ориентированная пленка 20 соединена со слоем, осажденным из паров металла, с помощью адгезивного слоя и/или соединительного слоя (как показано на фиг.1b3) на внутренней стороне осажденного из паров слоя 12, которая должна быть направлена внутрь упаковочного контейнера, полученного из упаковочного ламината, и ориентированная пленка 20 будет находиться в контакте с упакованным продуктом. Сердцевинный слой ориентированной пленки, предпочтительно, выбран из двухосно ориентированных полимерных слоев.
В одном варианте, подобном варианту, рассмотренному на фиг.1b, и как показано в поперечном сечении на фиг.1b2 и на фиг.1b4, ориентированная пленка соединена с внутренней стороной слоя 12, осажденного из паров металла, с помощью адгезивного слоя, содержащегося в пленке (фиг.1b2), или соединительным слоем (фиг.1b4). Самый внутренний, непроницаемый для жидкости термосваривающийся термопластичный полимерный материал 14 полиэтилена низкой плотности, такого как, например, ПЭНП и/или ЛПЭНП, размещается на внутренней стороне ориентированной пленки (которая может содержать или может не содержать непроницаемый для жидкости термосваривающийся слой). В одном варианте полиэтилен низкой плотности содержит ЛПЭНП, полученный полимеризацией мономера этилена с С4-С8, более предпочтительно, С6-С8, альфа-олефинового алкиленового мономера в присутствии металлоценового катализатора, т.е. так называемого металлоценового ЛПЭНП (м-ЛПЭНП). Самый внутренний термосваривающийся слой 14 может состоять из двух или нескольких частей-слоев одинаковых или различных видов полимеров. В одном варианте самый внутренний, непроницаемый для жидкости термосваривающийся слой 14 дополнительно содержит адгезивный слой для того, чтобы улучшить соединение между непроницаемым для жидкости термосваривающимся слоем 14 и ориентированной пленкой 20. В другом подобном варианте ориентированная пленка содержит адгезивный слой на ее внутренней стороне, когда должна ламинироваться или наноситься экструзией на непроницаемый для жидкости термосваривающийся слой 14.
В отдельных случаях, когда требуется более толстый термосваривающийся слой, конечно, возможно, хотя не предпочтительно с точки зрения стоимости, наносить дополнительный жидкость-непроницаемый термосваривающийся слой полиэтилена на внутреннюю сторону самого внутреннего слоя 14.
Наружный, непроницаемый для жидкости и термосваривающийся слой 15 полиолефина наносится на наружную сторону сердцевинного слоя, где указанная сторона должна быть направлена к наружной стороне упаковочного контейнера, полученного из упаковочного ламината. Полиолефином наружного слоя 15 может быть традиционный полиэтилен низкой плотности, такой как ПЭНП и/или ЛПЭНП подходящего термосваривающегося качества.
На фиг.1с показан в поперечном сечении вариант упаковочного ламината 10с для стерильной упаковки и длительного хранения в условиях окружающей среды, полученного согласно настоящему изобретению. Ламинат содержит первый бумажный слой 11, имеющий массу поверхности 50 г/м2, и тонкий, стойкий к индукционной сварке слой 13, формованный нанесением из жидкости жидкостной полимерной композиции и последующей сушкой на первый бумажный слой 11. Композиция содержит водный раствор PVOH и 30% масс. частиц бентонита, и после сушки нанесенный слой, таким образом, содержит PVOH и, необязательно, расслоенные бентонитные частицы, гомогенно распределенные ламинарным образом в слое PVOH. Предпочтительно, PVOH имеет степень омыления по меньшей мере 99%.
Полученное тонкое бумажное полотно затем металлизируется осаждением из паров до оптической плотности (ОП) примерно 3.
Упаковочный ламинат, таким образом, содержит тонкую бумажную подложку 11, сначала покрытую PVOH, а затем покрытую тонким слоем 12, осажденным из паровой фазы, алюминия-металла при толщине примерно 50 нм.
Кроме того, упаковочный ламинат содержит второй сердцевинный слой 16 бумажного картона, имеющий массу поверхности по меньшей мере 200 г/м2 или, предпочтительно, примерно 300 г/м2. Первый и второй бумажные слои подходяще соединены друг с другом с помощью промежуточного слоя 17. Промежуточный слой 17 выполняется обычно на основе полиолефинсодержащего полимера, предпочтительно, полиэтилена низкой плотности (ПЭНП). Промежуточный соединительный слой 17, предпочтительно, формуется с помощью экструзионного ламинирования металлизированного первого бумажного слоя и второго бумажного слоя друг с другом. Промежуточным слоем 17 могут быть один или более слоев.
Наружный, непроницаемый для жидкости и термосваривающийся слой 15 определяется, как на фиг.1а и 1b.
В одном варианте, подобном варианту, рассмотренному на фиг.1с, и как показано в поперечном сечении на фиг.1с2, ориентированная пленка соединена с внутренней стороной слоя 12, осажденного из паров металла, тонким, стойким к индукционной сварке слоем 13, формованным нанесением из жидкости жидкостной полимерной композиции и последующей сушкой на бумажный слой 11. Между осажденным из паров слоем 12 и ориентированной пленкой 20 адгезивный слой как часть пленки 20 ламинируется с осажденным из паров слоем 12. Самый внутренний, непроницаемый для жидкости и термосваривающийся термопластичный полимерный материал 14 размещается на внутренней стороне ориентированной пленки 20. В данном варианте полиэтилен низкой плотности содержит ЛПЭНП, полученный полимеризацией мономера этилена с С4-С8, более предпочтительно, С6-С8, альфа-олефинового алкиленового мономера в присутствии металлоценового катализатора, т.е. так называемого металлоценового ЛПЭНП (м-ЛПЭНП). Самый внутренний термосваривающийся слой 14 может состоять из двух или нескольких частей-слоев одинаковых или различных видов полимеров. Как описано выше для фиг.1b2, самый внутренний, непроницаемый для жидкости термосваривающийся слой 14 дополнительно может содержать адгезивный слой, или ориентированная пленка может содержать адгезивный слой на ее внутренней стороне, где непроницаемый для жидкости термосваривающийся слой 14 должен ламинироваться.
В качестве других не рассмотренных вариантов, подобных вариантам, рассмотренным на фиг.1с и фиг.1с2, может иметься соединительный слой, как описано для фиг.1b3 и 1b4, между осажденным из паров слоем 12 и ориентированной пленкой 20.
В отдельных случаях, когда требуется более толстый термосваривающийся слой, конечно, возможно, хотя не предпочтительно с точки зрения стоимости, наносить дополнительный жидкость-непроницаемый термосваривающийся слой полиэтилена на внутреннюю сторону самого внутреннего слоя 14.
Для того, чтобы снизить количество влаги, высвобождающейся из бумажного слоя в вакуумной камере в ходе способа металлизации, первый бумажный слой, покрываемый осаждением из паров металла, может быть покрыт также с другой наружной стороны жидкостной композицией полимера в водной или растворительсодержащей дисперсии или растворе перед стадией металлизации способа. Желательно избежать влаги в вакуумной камере для металлизации, потому что она может снизить скорость, при которой может быть выполнен способ металлизации. Кроме того, может быть предотвращен обратный перенос бумажной пыли при последующей обработке покрытых бумажных полотен на барабанах.
Согласно фиг.1а и фиг.1b первый бумажный слой 11 может быть тонким бумажным слоем примерно 50 г/м2 или даже менее. Поскольку бумажный слой является очень тонким, может потребоваться дополнительный световой барьер при введении пигментов в один или более слоев ламината. Могут иметься, например, светоотражающие белые пигменты, такие как, например, диоксид титана (TiO2), и/или светопоглощающие пигменты, такие как, например, углеродная сажа, вводимые в нанесенный из жидкости, стойкий к индукционной сварке слой 13, такой как PVOH. Такие пигменты преимущественно скрыты изнутри покрытием 12, осажденным из паров металла, и по меньшей мере в некоторой степени бумажным слоем 11 снаружи.
На фиг.2 графически схематически показан способ нанесения из жидкости слоя бумаги или бумажного картона. Бумажный слой 21а подают с барабана хранения на пункт 22а нанесения из жидкости, где жидкостная полимерная композиция наносится в таком количестве, что количество нанесенного и высушенного слоя составляет около 1-3 г/м2, когда покрытая бумага проходит пункт 22b сушки. Предпочтительно, операцию нанесения из жидкости выполняют в две стадии, т.е. сначала наносят 0,5-1,5 г/м2, сушат на промежуточной стадии, а затем наносят второй раз 0,5-1,5 г/м2 и окончательно сушат суммарный, нанесенный из жидкости слой с получением покрытого бумажного слоя 21b.
На фиг.3 представлена диаграмма примера установки для осаждения из паровой фазы металлического слоя 12 на покрытый тонкий первый бумажный слой, полученный, как показано на фиг.2. Тонкое бумажное полотно 21b согласно фиг.2 подвергается на стороне нанесения покрытия непрерывному нанесению покрытия 30 из паров металлизированного слоя алюминия, возможно, в смеси с оксидом алюминия, и получают покрытие толщиной 5-100 нм, предпочтительно, 5-50 нм, так что формуется металлизированный бумажный слой 34а изобретения. Пары алюминия происходят из источника 31 испарения твердого фрагмента.
На фиг.4а показан способ 40а ламинирования, в котором стойкий к индукционной сварке и/или кислороднобарьерный покрытый бумажный слой 34а, дополнительно покрытый тонким, осажденным из паров металла покрытием 21b, термоламинируется с ориентированной пленкой 50, имеющей адгезивный слой 50а на стороне, обращенной к металлизированному слою, и самый внутренний термосваривающийся слой 14, 43b из ПЭНП и/или ЛПЭНП наносится экструзией на внутреннюю сторону ориентированной пленки 50 и спрессовывается вместе в зажиме 45b валков. Затем ламинированные бумага и пленка проходят второй экструдер 47 и зажим 48 ламинирования, где самый наружный термосваривающийся слой 46 из ПЭНП наносится на наружную сторону бумажного слоя. Наконец, готовый упаковочный ламинат 49b наматывают на барабан (не показано).
На фиг.4b показан альтернативный вариант, в котором стойкий к индукционной сварке и/или кислороднобарьерный покрытый бумажный слой 34а, дополнительно покрытый тонким, осажденным из паров металла покрытием 21b, ламинируется экструзией соединительным слоем 50b с ориентированной пленкой 50 на первом пункте ламинирования и затем покрывается экструзией самым наружным полимерным слоем (слоями) 46 на втором пункте ламинирования и спрессовывается вместе в зажиме 45с валков. Затем ламинированные бумага и пленка проходят третий пункт 48 экструзионного ламинирования, где самый наружный термосваривающийся слой 14, 43b из ПЭНП и/или ЛПЭНП наносится на внутреннюю сторону пленки 50. Наконец, готовый упаковочный ламинат 49с наматывают на барабан (не показано).
В качестве альтернативных вариантов возможен упаковочный ламинат, содержащий дополнительный второй бумажно-картонный слой, и второй бумажный картон соединяется с первым металлизированным бумажным картоном экструзионным ламинированием металлизированного первого бумажного слоя и второго бумажного слоя с использованием промежуточного слоя полиолефинсодержащего полимера, предпочтительно, полиэтилена низкой плотности (ПЭНП), и затем осуществление стадий, показанных на фиг.4а и фиг.4b, соответственно.
На фиг.5а показан один пример упаковочного контейнера 50, полученного из упаковочного ламината 10с согласно настоящему изобретению. Упаковочный контейнер особенно подходит для напитков, соусов, супов или подобного. Обычно такая упаковка имеет объем примерно 100-1000 мл. Она может быть любой конфигурации, но является, предпочтительно, кирпичеобразной, имеющей продольные и поперечные сварные швы 51 и 52, соответственно, и, необязательно, открывающее устройство 53. В другом варианте (не показано) упаковочный контейнер может быть выполнен в виде призмы. Для того, чтобы получить такую «форму призмы», только нижняя часть упаковки складывается, так что поперечный сварной шов днища скрывается под треугольными угловыми клапанами, которые складываются и привариваются к днищу упаковки. Верхняя часть поперечного сварного шва остается несложенной. Таким образом, полусложенный упаковочный контейнер является еще легким для обработки и имеет стабильные размеры, когда он ставится на стеллаж для хранения пищевого продукта или на стол и т.п.
На фиг.5b показан альтернативный пример упаковочного контейнера 50d, полученного из упаковочного ламината 10b согласно настоящему изобретению. Поскольку упаковочный ламинат 10b является более тонким, имея более тонкий бумажный сердцевинный слой, он не является размерно стабильным даже при формовании параллелепипедного или призмообразного упаковочного контейнера и не складывается после поперечного сваривания 52b. Он, таким образом, остается подушкообразным пакетоподобным контейнером и распределяется и продается подобно ему.
На фиг.6 показан принцип, как описано в вводной части настоящей заявки, т.е. полотно упаковочного материала формуется в трубку 61, когда продольные края 62, 62' полотна соединяются друг с другом в продольное соединение 63 внахлест. Трубка заполняется 64 предназначенными жидкими пищевыми продуктами и разделяется на отдельные упаковки повторными поперечными сварными швами 65 трубки с определенными интервалами друг от друга ниже уровня заполненного содержимого в трубке. Упаковки 66 отделяются разрезанием в поперечных сварных швах, и им придаются желаемые геометрические конфигурации складыванием по полученным линиям сгиба в материале.
Настоящее изобретение не ограничивается вариантами, показанными и описанными выше, но может варьироваться в объеме формулы изобретения.
ПРИМЕРЫ
Пример 1
Получение водной композиции покрытия для стойкого к индукционной сварке слоя
Водную дисперсию расслоенных ламинарных частиц монтмориллонита (Kunipia F от Kunimine Kogyo Co.), имеющих соотношение габаритных размеров примерно 50-5000, смешивают с водным раствором примерно 30% масс. PVOH (Mowiol 15-99, степень омыления выше 99%) при 60-90°C в течение 1-8 ч. Дисперсия расслоенных ламинарных частиц минерала может быть стабилизирована с помощью добавки стабилизатора. Альтернативно, ламинарные минеральные частицы расслаиваются прямо в PVOH-растворе при 60-90°C в течение 1-8 ч.
Водную композицию растворенного и диспергированного в воде PVOH и 30% масс. расслоенной бентонитной глины наносят способом нанесения из жидкости в две последовательные стадии с промежуточной сушкой на тонкое бумажное полотно, имеющее массу поверхности 50 г/м2, с нанесением 3 г/м2 PVOH суммарно. Мокрое нанесенное покрытие сушат горячим воздухом с выпариванием воды.
На последующей стадии бумагу с PVOH-покрытием покрывают металлическим алюминиевым покрытием с помощью способа осаждения из паровой фазы до оптической плотности 3 на PVOH-слой.
Металлизированную таким образом бумагу с PVOH-покрытием ламинируют с толстым картоном 260 мН (примерно 270 г/м2) с помощью экструзионного ламинирования термопластичного соединительного слоя полиэтилена низкой плотности (ПЭНП), и, таким образом, ламинированный бумажный сэндвич последовательно покрывают термопластичными термосваривающимися слоями ПЭНП на самой наружной стороне.
Внутреннюю сторону покрывают с помощью экструзионного ламинирования ДОПП-пленкой с использованием ПЭНП в качестве соединительного слоя на внутренней стороне ламинированного бумажного сэндвича. Самый внутренний слой непроницаемого для жидкости термосваривающегося ПЭНП наносят с помощью экструзии на внутреннюю сторону ДОПП-пленки.
Формованный таким образом ламинатный продукт используют и испытывают на качество термосваривания в традиционной заполняющей машине торговой марки Tetra Brik Aseptic с использованием индукционной сварки полученных упаковочных контейнеров. Например, было видно, что для достижения достаточно эффективного нагревания при очень тонком металлизированном слое необходимо было значительно увеличить частоту, используемую в способе индукционной сварки.
Внешний вид и характеристики сварных швов заполненных таким образом и сваренных упаковочных контейнеров были исследованы при отрывании сварных швов снова. Внешний вид фиксировали и сравнивали между образцами. Ширину и равномерность по линии сварного шва определяли и сравнивали с помощью другого испытания, в котором весь упаковочный материал растворяется вокруг сварного шва, за исключением термосваривающихся термопластиков. Наконец, целостность упаковки заполненного и сваренного упаковочного контейнера была испытана с использованием испытания на красную краску. Все указанные испытания являются хорошо известными на молочных заводах и участках заполнения для Tetra Brik Aseptic упаковок, для контроля качества сварки ежедневно получаемых заполненных упаковочных контейнеров.
Весовые характеристики и качество образцов сваренных упаковочных контейнеров оценивают на основе многолетнего опыта по контролю качества традиционных упаковочных ламинатов для упаковочных контейнеров Tetra Brik Aseptic.
Качество тепловой сварки и целостность полученных упаковок является очень хорошей и наравне с качеством сварки сегодняшних упаковок Tetra Brik Aseptic на основе алюминиевой фольги согласно оценкам испытанных пластин. В испытании на красную краску все 300 из 300 заполненных и заваренных упаковок являются жидкостьнепроницаемыми без точек утечки.
Пример 2
Водную композицию растворенного и диспергированного в воде PVOH, имеющего степень омыления выше 99%, и 10% масс. расслоенной бентонитной глины получают аналогично примеру 1 и наносят способом нанесения из жидкости в две последовательные стадии с промежуточной сушкой на тонкое бумажное полотно, имеющее массу поверхности 50 г/м2, с нанесением 3 г/м2 PVOH суммарно. Мокрое нанесенное покрытие сушат горячим воздухом с выпариванием воды.
На последующей стадии бумагу с PVOH-покрытием покрывают металлическим алюминиевым покрытием с помощью способа осаждения из паровой фазы до оптической плотности 3 на PVOH-слой.
Металлизированную таким образом бумагу с PVOH-покрытием ламинируют с тонкой бумагой 50 г/м2 с помощью экструзионного ламинирования термопластичного соединительного слоя полиэтилена низкой плотности (ПЭНП). Внутреннюю сторону дополнительно покрывают с помощью термоламинирования ДОПП-пленки, имеющей адгезивный слой ЭАК на внутренней стороне ламинированного бумажного сэндвича. Внутреннюю сторону ДОПП-пленки покрывают соэкструзией двумя слоями ПЭНП. Самым внутренним слоем является непроницаемый для жидкости термосваривающийся ПЭНП, экструдированный при температуре примерно 280°C.
Покрытый и ламинированный бумажный сэндвич затем покрывают термопластичными термосваривающимися слоями ПЭНП с обеих сторон и испытывают на качество термосваривания в традиционной заполняющей машине торговой марки Tetra Brik Aseptic с использованием индукционной сварки полученных упаковочных контейнеров.
Альтернативно, технически возможно металлизировать более толстый бумажный слой, например, около 100 г/м2 и не ламинировать его с любым другим бумажным слоем, но сохранять его как ламинат с единственным бумажным слоем, покрытый наружными термосваривающимися термопластичными слоями. В настоящее время, однако, будет экономически неэффективно наносить осаждением из паров металлизированный слой на такую толстую бумажную подложку, поэтому вышеуказанный ламинат-сэндвич получают так, чтобы обеспечить ламинат с соответствующей требуемой толщиной и жесткостью.
Качество термосваривания и целостность полученной упаковки являются одинаково очень хорошими в соответствии с одинаковой оценкой одинаковых испытываемых пластин.
Сравнительный пример 1
12 мкм подложку пленки ориентированного ПЭТФ (полиэтилентерефталата) покрывают алюминиевым металлическим покрытием с помощью способа осаждения из паровой фазы до оптической плотности примерно 3.
Металлизированную таким образом ПЭТФ-пленку ламинируют с толстым бумажным картоном примерно 260 мН (или примерно 270 г/м2) с помощью экструзионного ламинирования термопластичного соединительного слоя полиэтилена низкой плотности (ПЭНП) и затем покрывают термопластичными термосваривающимися слоями (ПЭНП) с обеих сторон и испытывают на качество термосваривания в радиционной заполняющей машине торговой марки Tetra Brik Aseptic с использованием индукционной сварки полученных упаковочных контейнеров.
Качество термосваривания и целостность полученных упаковок является приемлемой согласно оценкам испытываемой пластины на свойства раздира сварных швов и целостности упаковки с использованием испытания с красной краской в сравнении с приведенными выше примерами. Однако результаты сварки от испытания к испытанию не являются непротиворечивыми и надежными, как для ламинированного материала с бумажными подложками.
Сравнительный пример 2
Тонкое бумажное полотно, имеющее массу поверхности 50 г/м2, покрывают соэкструзией первым слоем ПЭНП при 1 г/м2 и вторым слоем СЭАК (сополимер этилен(акриловая кислота)) при 5 г/м2.
На последующей стадии покрытую соэкструзией бумагу дополнительно покрывают металлическим алюминием с помощью способа осаждения из паровой фазы на слой СЭАК.
Металлизированную таким образом бумагу с покрытием ПЭНП/ СЭАК ламинируют с термопластичными термосваривающимися слоями с обеих сторон и испытывают на качество термосваривания в испытательном устройстве, имитирующем реальные условия в традиционной заполняющей машине торговой марки Tetra Brik Aseptic с использованием индукционной сварки полученных упаковочных контейнеров. Кроме того, ламинированную бумагу испытывают в традиционной заполняющей машине торговой марки Tetra Brik Aseptic с использованием индукционной сварки полученных упаковочных контейнеров.
Весовые характеристики и качество образцов сваренных упаковочных материала и контейнеров оценивают на основе многолетнего опыта по контролю качества традиционных упаковочных ламинатов для упаковочных контейнеров Tetra Brik Aseptic, и было видно, что в машине Tetra Brik Aseptic могут быть формованы не надлежащим образом сваренные упаковки, поэтому любые другие испытания целостности упаковки являются излишними. Кроме того, результаты испытания на раздирание сваренных образцов на испытательном устройстве показывают, что сварные швы являются недостаточно хорошими.
Таким образом, качество термосваривания и целостность полученных упаковок не являются хорошими и не совсем на уровне качества сварки сегодняшних упаковок Tetra Brik Aseptic на основе алюминиевой фольги в соответствии с испытаниями такой же испытываемой пластины.
Пример 3
Пример 3 осуществляют аналогично примеру 1, за исключением того, что расслоенные ламинарные частицы монтмориллонита не присутствуют.
Качество термосваривания и целостность полученных упаковок являются очень хорошими и на уровне качества сварки сегодняшних упаковок Tetra Brik Aseptic на основе алюминиевой фольги в соответствии с испытаниями испытываемой пластины. При испытании с красной краской все 300 из 300 заполненных и заваренных упаковок являются непроницаемыми для жидкости без точек утечки.
Пример 4
Тонкие бумажные полотна различной массы поверхности покрывают способом нанесения из жидкости в две последовательные стадии с промежуточной сушкой водной композицией растворенного и диспергированного в воде PVOH, имеющего степень омыления выше 99%, и 10% масс. расслоенной бентонитной глины, как представлено в таблице 1. Мокрые нанесенные покрытия сушат горячим воздухом с выпариванием воды.
На последующей стадии бумажные полотна с PVOH-покрытием покрывают металлическим алюминием с помощью способа осаждения из паровой фазы на слой PVOH.
Металлизированные таким образом бумажные полотна с PVOH-покрытием на внутренней стороне покрывают с помощью экструзионного ламинирования ДОПЭТФ-пленкой с использованием ПЭНП в качестве соединительного слоя на внутренней стороне ламинированного бумажного сэндвича. Самый внутренний слой жидкостьнепроницаемого термосваривающегося ПЭНП наносят с помощью экструзии на внутреннюю сторону ДОПП-пленки. Полученный таким образом ламинат затем покрывают термопластичными термосваривающимися слоями на наружной стороне ламината и испытывают на качество термосваривания при сваривании в испытательном устройстве, имитирующем реальные условия в традиционной заполняющей машине торговой марки Tetra Brik Aseptic с использованием индукционной сварки полученных упаковочных контейнеров.
Из полученных результатов можно видеть, что утолщенная бумага до некоторой массы поверхности обеспечивает лучшие результаты сварки, чем более тонкая бумага. Можно также видеть, что осажденное из паров металла покрытие более высокой плотности (ОП) обеспечивает до некоторой степени лучший результат сварки, чем осажденное из паров металла покрытие более низкой ОП. Кроме того, можно видеть, что более толстые слои PVOH обеспечивают до некоторой степени лучшие результаты сварки, чем более тонкие слои. Все образцы из таблицы 1 обеспечивают очень хорошее качество сварки в испытаниях в устройстве и должны обеспечивать равно хорошие результаты испытаний на целостность упаковки в испытаниях в заполняющей машине, подобно показанному в примере 1. Хотя лучшие результаты сваривания ощущаются при более толстых бумажных подложках с 70 г/м2, в испытаниях обычно используются более тонкие подложки с 50 г/м2, поскольку более толстые подложки становятся намного более дорогостоящими.
|
Разумеется, имеются также возможности дополнительного увеличения газобарьерных свойств небольшим утолщением покрытия или дополнительных слоев PVOH-композиции или наполнением PVOH-слоя более высоким количеством неорганических частиц. Например, при нанесении композиции более толстого и более плотно наполненного газобарьерного слоя получаются улучшенные барьерные свойства против запаха. Превосходный пример такой барьерной композиции содержит PVOH и от 10 до 50% масс., предпочтительно, от 20 до 40% масс. частиц талька. Другой пример такой барьерной композиции содержит PVOH и от 10 до 50% масс. частиц талька и от 1 до 40% масс. наночастиц, таких как описанные выше, например глины.
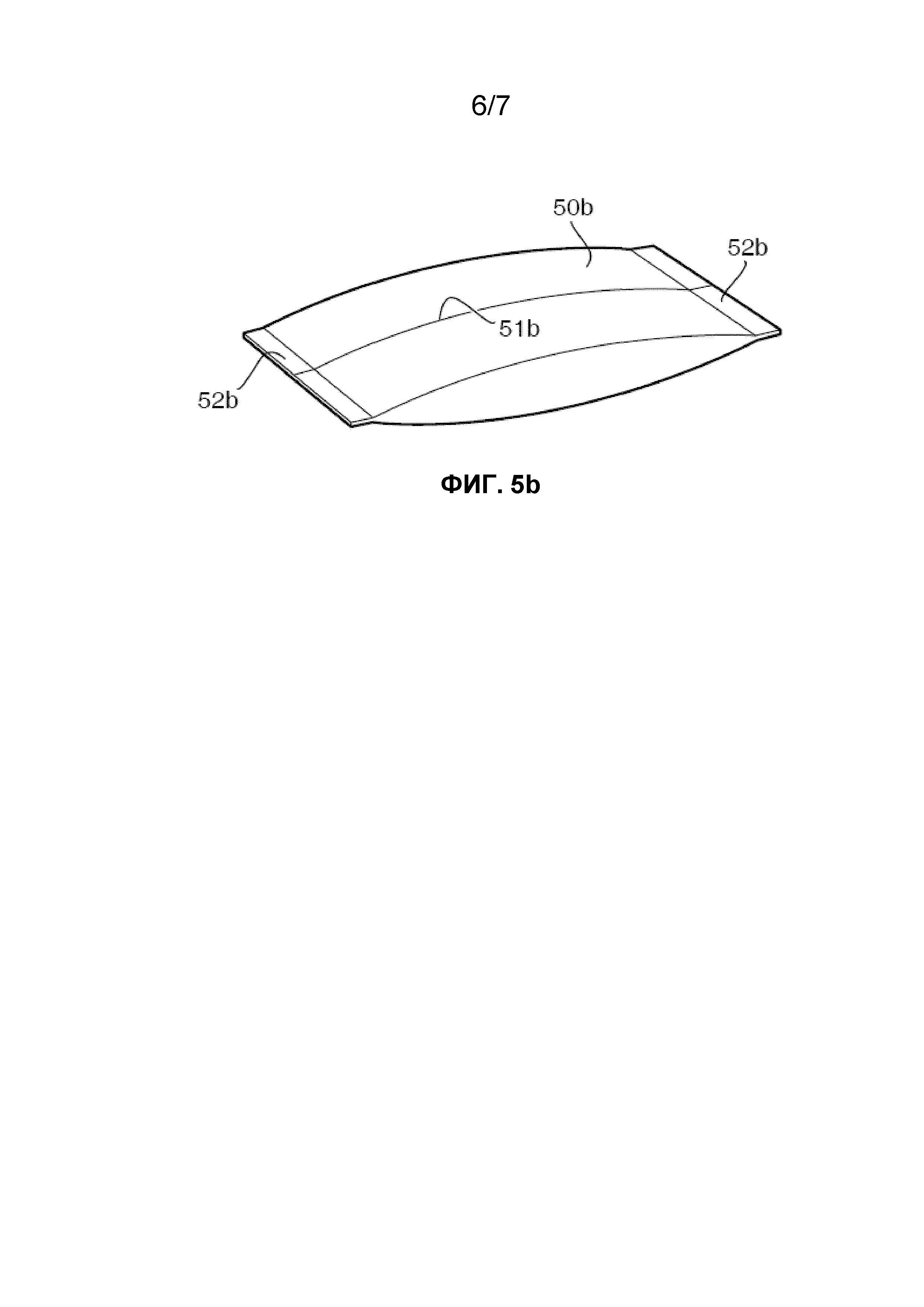
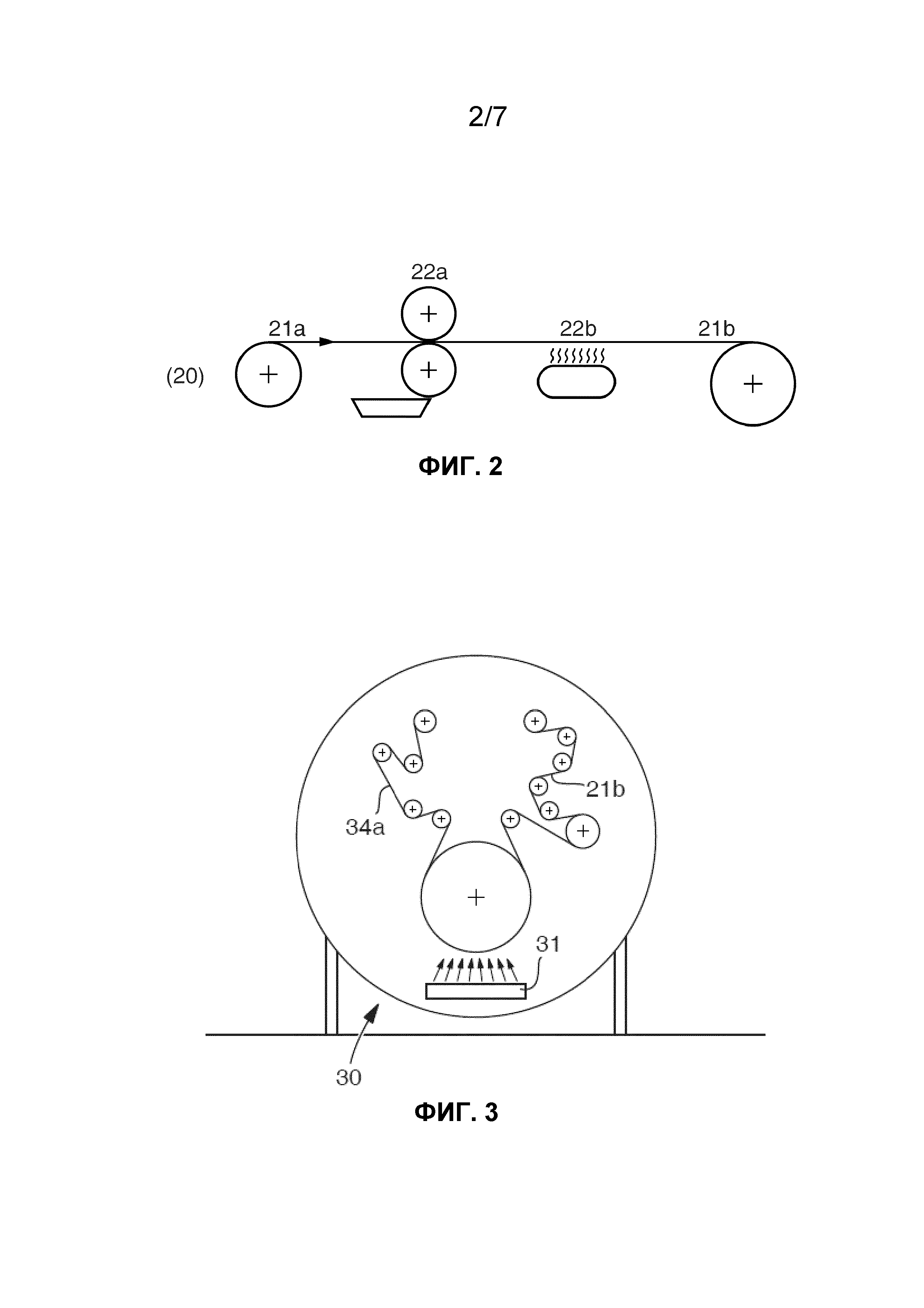
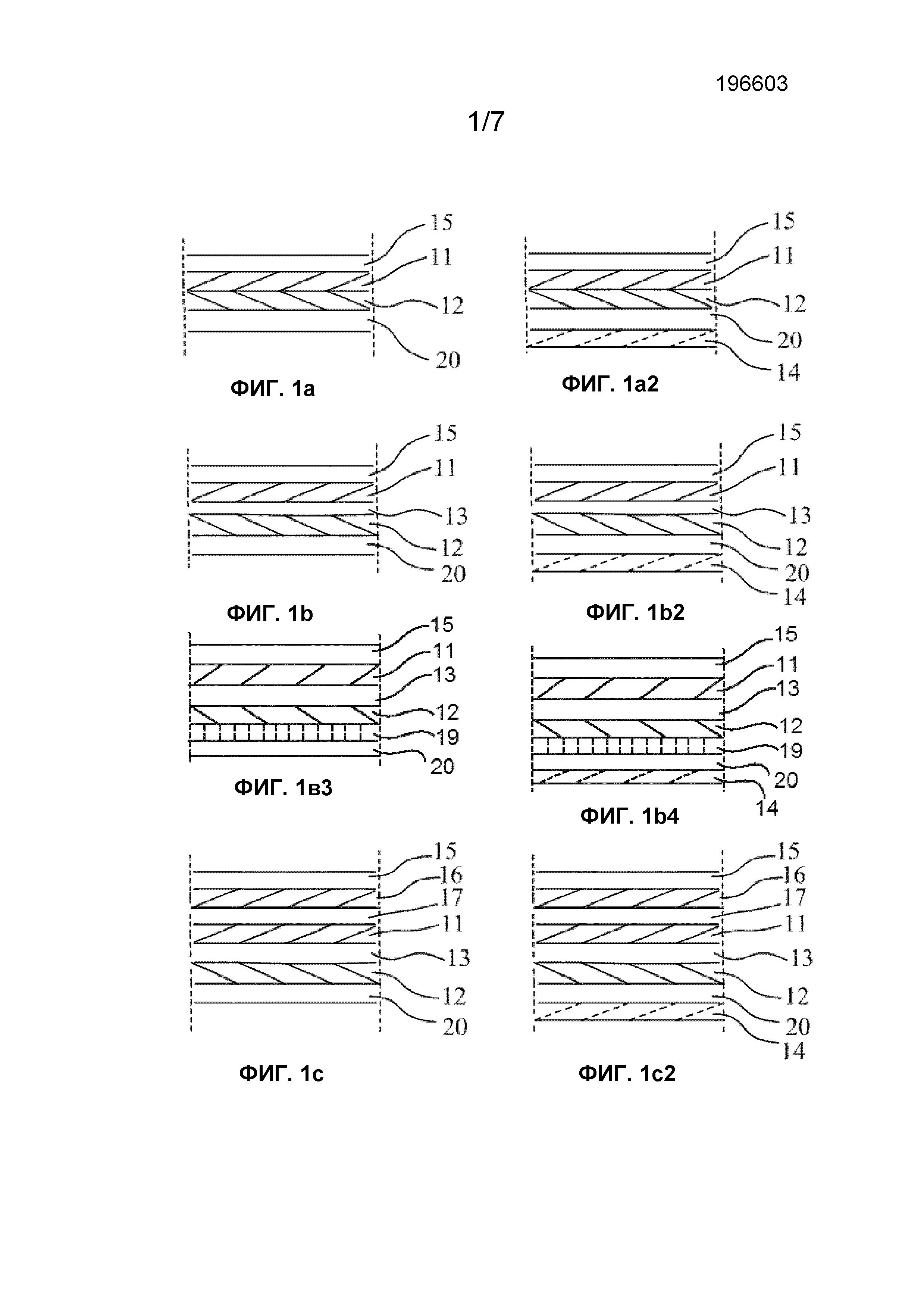
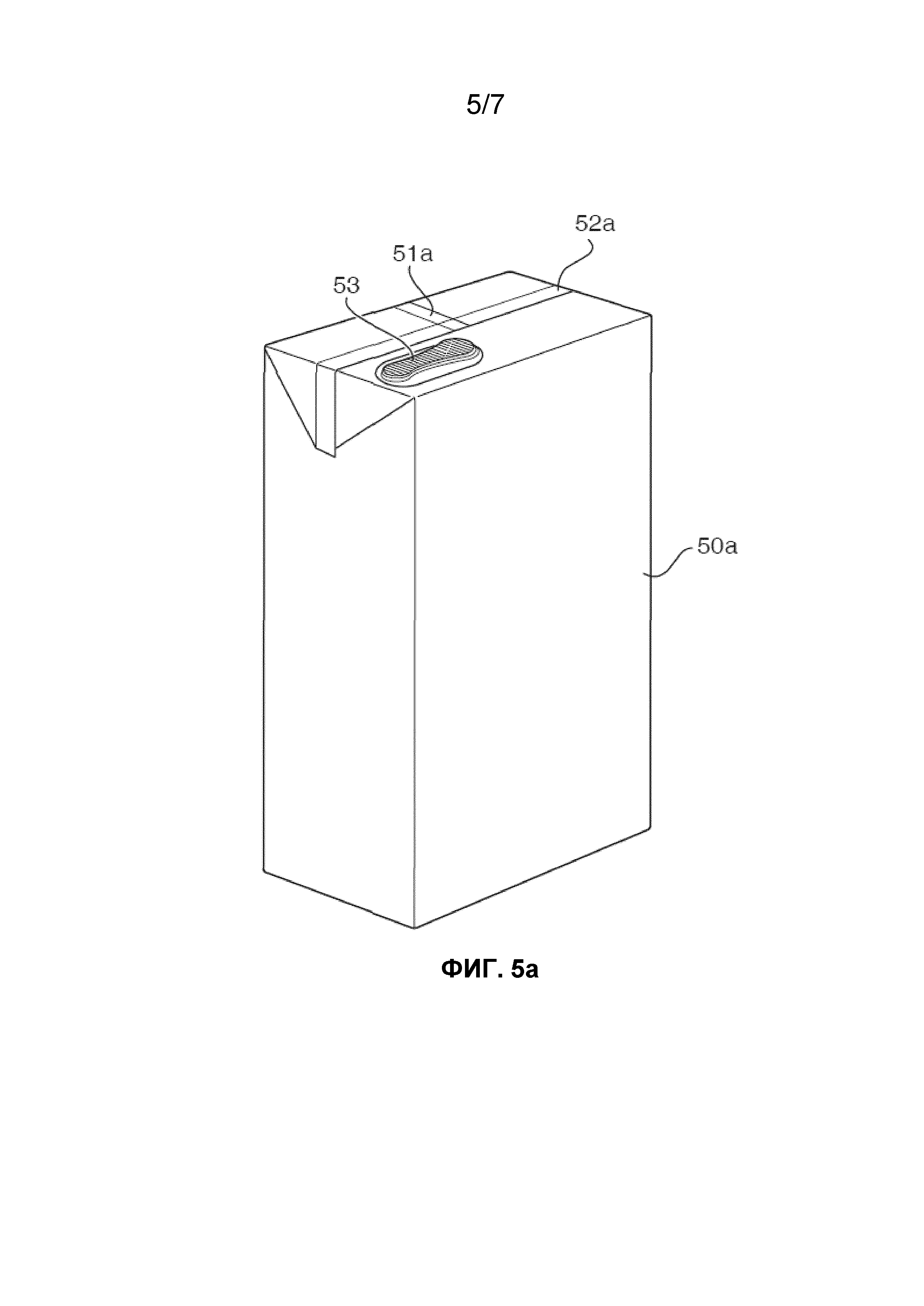
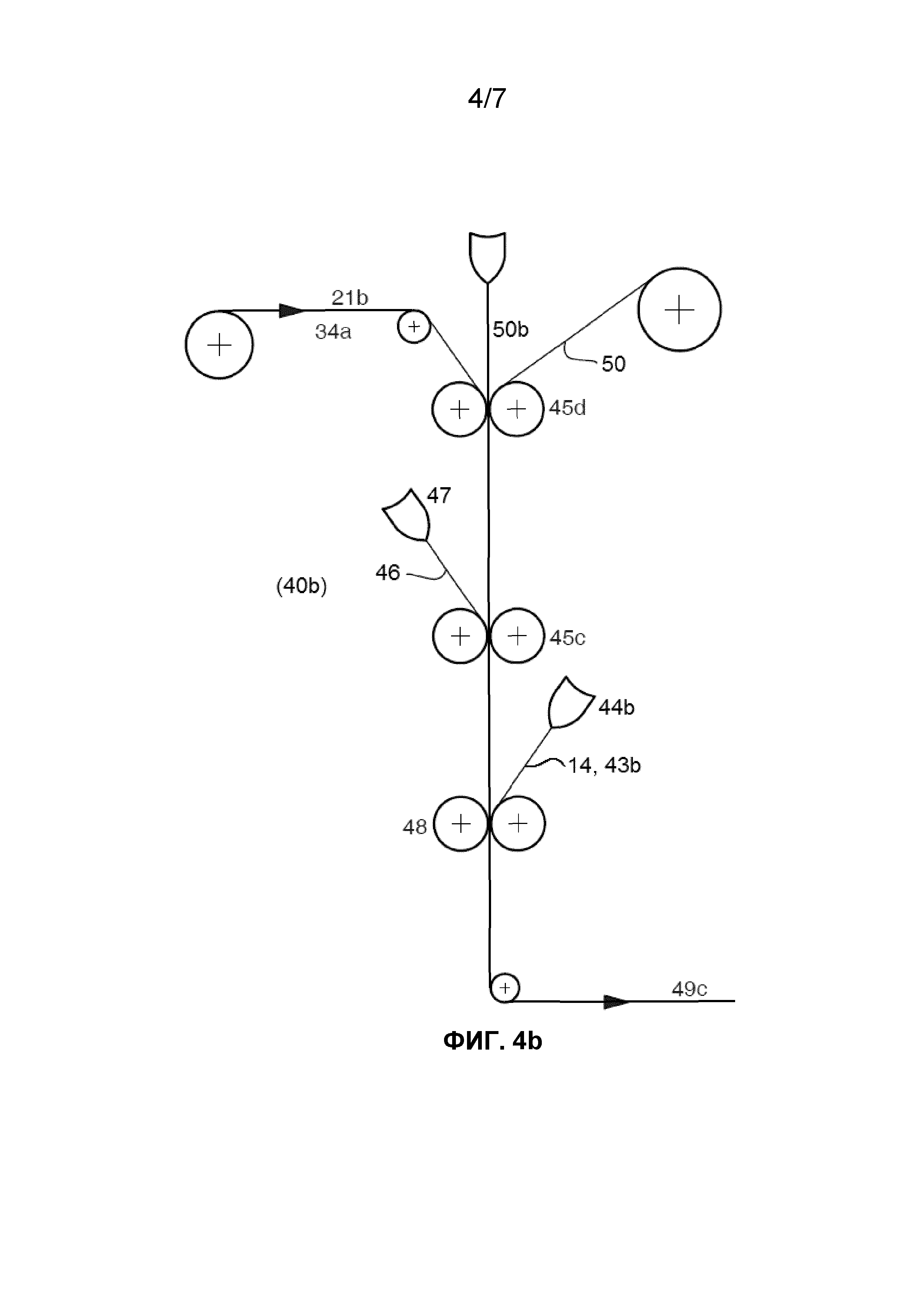
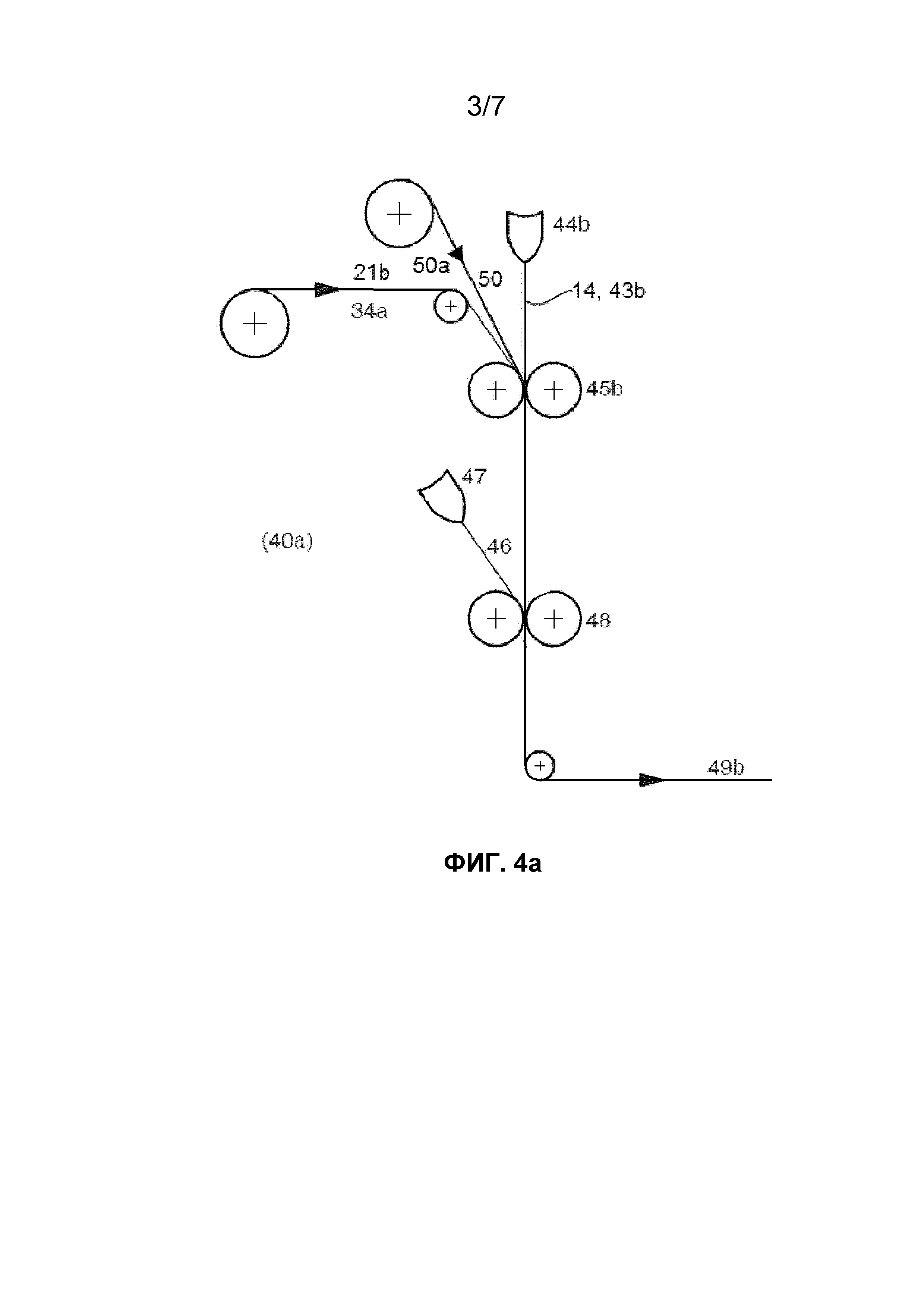
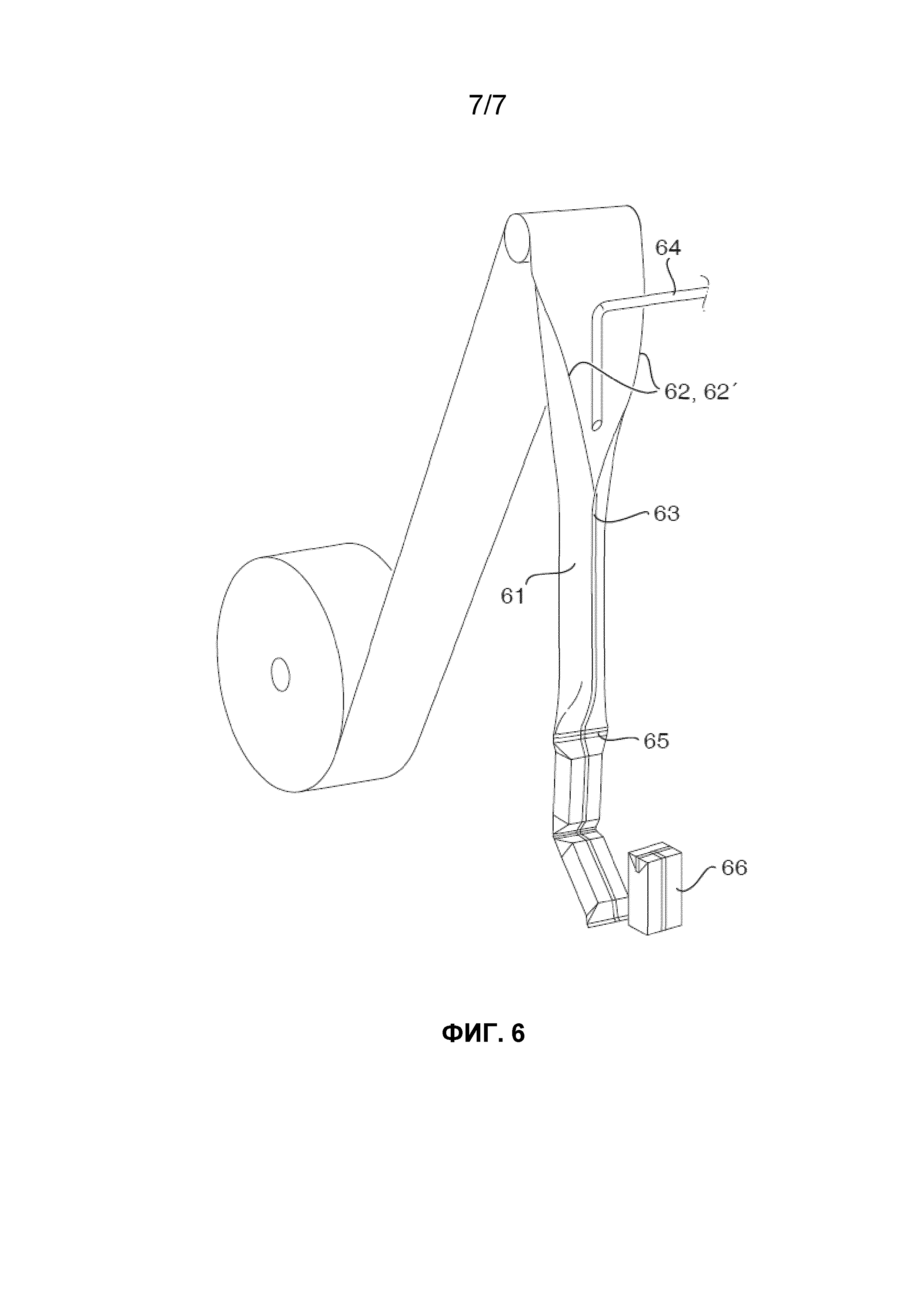
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом

