Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛА В ПНЕВМАТИЧЕСКОЙ СИСТЕМЕ ОБРАБОТКИ И ТРАНСПОРТИРОВКИ МАТЕРИАЛОВ
Вид РИД
Изобретение
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Предметом изобретения является способ, определенный в п. 1 формулы изобретения, устройство, определенное в п. 12 формулы изобретения, и обрабатывающее средство для ротационного формообразующего устройства, как определено в п. 23.
Изобретение относится, в целом, к системам обработки и транспортировки материалов, таким как системы транспортировки с частичным вакуумом, более точно к сбору и перемещению отходов, например к перемещению бытовых отходов.
Системы, в которых отходы перемещаются в трубопроводах посредством воздушной струи, создаваемой за счет перепада давлений или всасывания, известны в данной области техники. В данных системах отходы перемещаются на большие расстояния в трубопроводах. Для данных систем типовой ситуацией является то, что устройство с частичным вакуумом используется для создания перепада давлений, при этом в указанном устройстве частичный вакуум создается в транспортирующей трубе генераторами частичного вакуума, например вакуумными насосами или эжекционным устройством. Транспортирующая труба, как правило, содержит по меньшей мере одно клапанное средство, посредством открытия и закрытия которого регулируется поступление компенсационного воздуха в транспортирующую трубу. В этих в системах используются на стороне ввода материала, при этом материал, такой как отходы, перемещается из указанных мест ввода в систему. Система может также содержать мусоропроводы, в которые материал, такой как отходы, вводится и из которых материал, подлежащий транспортировке, перемещается в транспортирующую трубу за счет открытия нагнетательного клапанного средства, при этом в данном случае за счет эффекта всасывания, создаваемого посредством частичного вакуума, действующего в транспортирующей трубе, а также посредством давления окружающего воздуха, действующего посредством мусоропровода, материал, например, такой как отходы, упакованные в мешки, перемещается из мусоропровода в транспортирующую трубу. Рассматриваемые пневматические системы транспортировки отходов могут быть использованы с особым успехом в плотнонаселенных районах городской застройки. Районы данных типов имеют высотные здания, в которых ввод отходов в пневматическую систему транспортировки отходов осуществляется посредством мусоропровода, расположенного в здании.
Мусоропровод представляет собой вертикальную трубу, предпочтительно имеющую некоторое количество мест ввода, которые, как правило, расположены в стенке мусоропровода на некотором расстоянии друг от друга. Высотные здания могут иметь множество десятков, даже сотни этажей и в этом случае мусоропровод образует очень высокую трубу.
Отходы пневматически транспортируются в замкнутой системе на станцию приема, на которой отходы прессуются посредством пресса только после транспортировки. Трубы пневматической системы транспортировки в обычных случаях имеют довольно большой диаметр, например их диаметр составляет приблизительно 500 мм.
В данной области техники также известны решения, в которых мусородробилка, такая как мусороизмельчитель, посредством которой отходы, подлежащие вводу, измельчаются до малого размера, размещена с обеспечением ее соединения с местом ввода отходов или вблизи места ввода отходов. Мусородробилка измельчает отходы, но не спрессовывает отходы. В рассматриваемом решении лопасти мусородробилок также подвергаются воздействию больших напряжений и в этом случае они должны часто заменяться.
В публикации WO 8203200 А1 раскрыто устройство для тонкого измельчения, сжатия и выдачи высокообъемного насыпного материала, более точно бытовых отходов, при этом посредством указанного устройства отходы, перемещаемые через устройство, могут быть спрессованы. В решении согласно данной публикации, как правило, требуются большие выходные мощности, особенно в ситуациях, в которых устройство используется для резки или тонкого измельчения материала, при этом в указанном случае потребление энергии приводными устройствами и стоимость приводных устройств являются высокими. Кроме того, проход камней или другого соответствующего материала между режущими пластинами может вызвать поломку режущих пластин.
Задача настоящего изобретения состоит в получении решения нового типа, связанного с местами ввода отходов или связанного с мусоропроводами или мусорными баками, посредством которого можно будет избежать недостатков решений по предшествующему уровню техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Способ согласно изобретению отличается, главным образом, тем, что приведено в отличительной части п. 1 формулы изобретения, а также в пп. 2-11 формулы изобретения.
Устройство согласно изобретению отличается, главным образом, тем, что приведено в отличительной части п. 12 формулы изобретения, а также в пп. 13-22 формулы изобретения.
Обрабатывающее средство согласно изобретению отличается главным образом тем, что приведено в отличительной части п. 23 формулы изобретения, а также в пп. 24 и 25 формулы изобретения.
Решение согласно изобретению имеет ряд важных преимуществ. Посредством изобретения получают особенно эффективное решение для обработки материала, более точно для пневматической трубопроводной транспортировки. Посредством решения согласно изобретению обеспечивается центрирование материала, подлежащего обработке, то есть перемещение его по направлению к центру, при этом в указанном случае материал может быть эффективно перемещен в транспортирующую трубу или контейнер. Более точно, посредством решения согласно изобретению отходы могут быть эффективно спрессованы посредством ротационного формообразующего устройства согласно изобретению, и эффективная транспортировка может быть обеспечена при значительно меньшем диаметре трубы по сравнению с бесформенными отходами. За счет использования всасывания, помимо силы тяжести, для перемещения материала, подлежащего обработке, из ротационного формообразующего устройства в транспортирующую трубу получают предпочтительное решение для комбинации ротационного формообразующего устройства и транспортирующей трубы. За счет образования выпускного отверстия ротационного формообразующего устройства так, чтобы площадь его поперечного сечения была немного меньше, чем площадь поперечного сечения транспортирующей трубы, может быть обеспечено эффективное перемещение обработанного материала в транспортирующую трубу под действием всасывания. За счет образования определенной формы отверстия обрабатывающего средства может быть обеспечено чрезвычайно эффективное придание определенной формы материалу, подлежащему обработке, для транспортировки его дальше вперед. При определенной величине угла между краями отверстий следующих друг за другом обрабатывающих средств достигается эффективное функционирование устройства. Посредством магистрали для среды некоторая среда, такая как газ и/или жидкость, может быть подведена к торцевым поверхностям обрабатывающих средств. Среда, как правило, представляет собой воздух. С другой стороны, данная среда может способствовать вращению обрабатывающих средств за счет уменьшения трения между ними и поверхностями, опорными для них. Также может быть предусмотрено то, что воздух будет служить в качестве своего рода опоры для обрабатывающих средств. С помощью среды, более точно посредством продувки сжатым воздухом может быть предотвращено попадание каменной мелочи, осколков стекла и других подобных осколков, которые вызывают износ, в зону между обрабатывающими средствами и опорными поверхностями. Среда также может служить в качестве своего рода воздушной подушки для формообразующих средств. Кроме того, может быть предпочтительно образовать воздушную струю посредством направления по меньшей мере, части компенсационного воздуха по каналам для среды и/или из зоны между обрабатывающими средствами так, чтобы при всасывании уплотнения пропускали поступающий внутрь воздух. В этом случае воздух будет способствовать перемещению материала, подлежащего обработке в ротационном формообразующем устройстве, к выпускному отверстию и дальше вперед в выпускное отверстие. Компенсационный воздух может быть подан в ротационное формообразующее устройство, например, в соответствии с тем, как это было сделано в случае мусоропроводов, например посредством использования решения по публикации WO/2009/130374 применительно к ротационному формообразующему устройству.
Обрабатывающие устройства ротационного формообразующего устройства предпочтительно приводятся в действие посредством приводного устройства и применимых средств передачи мощности. В соответствии с одним предпочтительным вариантом осуществления ременная передача используется для передачи усилия. Может быть предусмотрено одно или несколько приводных устройств. При использовании гидравлических двигателей выходной крутящий момент может быть увеличен посредством использования двух двигателей. Управление двигателями может осуществляться на основе давления, при этом в данном случае сначала оба выполненных с возможностью вращения обрабатывающих средства приводятся в действие одним совместно используемым двигателем, а когда давление в системе будет расти из-за материала, подлежащего обработке, второй двигатель будет подключен для использования. В этом случае в соответствии с данным вариантом осуществления крутящий момент увеличивается, например удваивается, и частота вращения уменьшается, например уменьшается в два раза. В соответствии со вторым предпочтительным вариантом осуществления приводные устройства могут быть подсоединены так, что каждое выполненное с возможностью вращения обрабатывающее средство в случае необходимости может быть приведено во вращение посредством его собственного (-ых) двигателя (-ей), и в этом случае направление вращения может быть изменено по отдельности, при этом в данном случае обрабатывающие средства могут быть приведены во вращение в случае необходимости в противоположных направлениях друг относительно друга. Кроме того, в случае необходимости вся выходная мощность может быть подведена для приведения в действие только одного выполненного с возможностью вращения обрабатывающего средства. С другой стороны, материал, подлежащий обработке, может быть дополнительно спрессован посредством второй фазы спрессовывания, предусмотренной в зоне между выпускным отверстием ротационного формообразующего устройства и транспортирующей трубой, при этом на данной фазе спрессовывания прессующее устройство представляет собой комбинацию поршня и цилиндра. Перемещение обработанного материала в транспортирующую трубу также обеспечивается посредством второго прессующего устройства.
КРАТКОЕ ОПИСАНИЕ ФИГУР
В дальнейшем изобретение будет описано более подробно посредством примера его осуществления со ссылкой на приложенные чертежи, на которых:
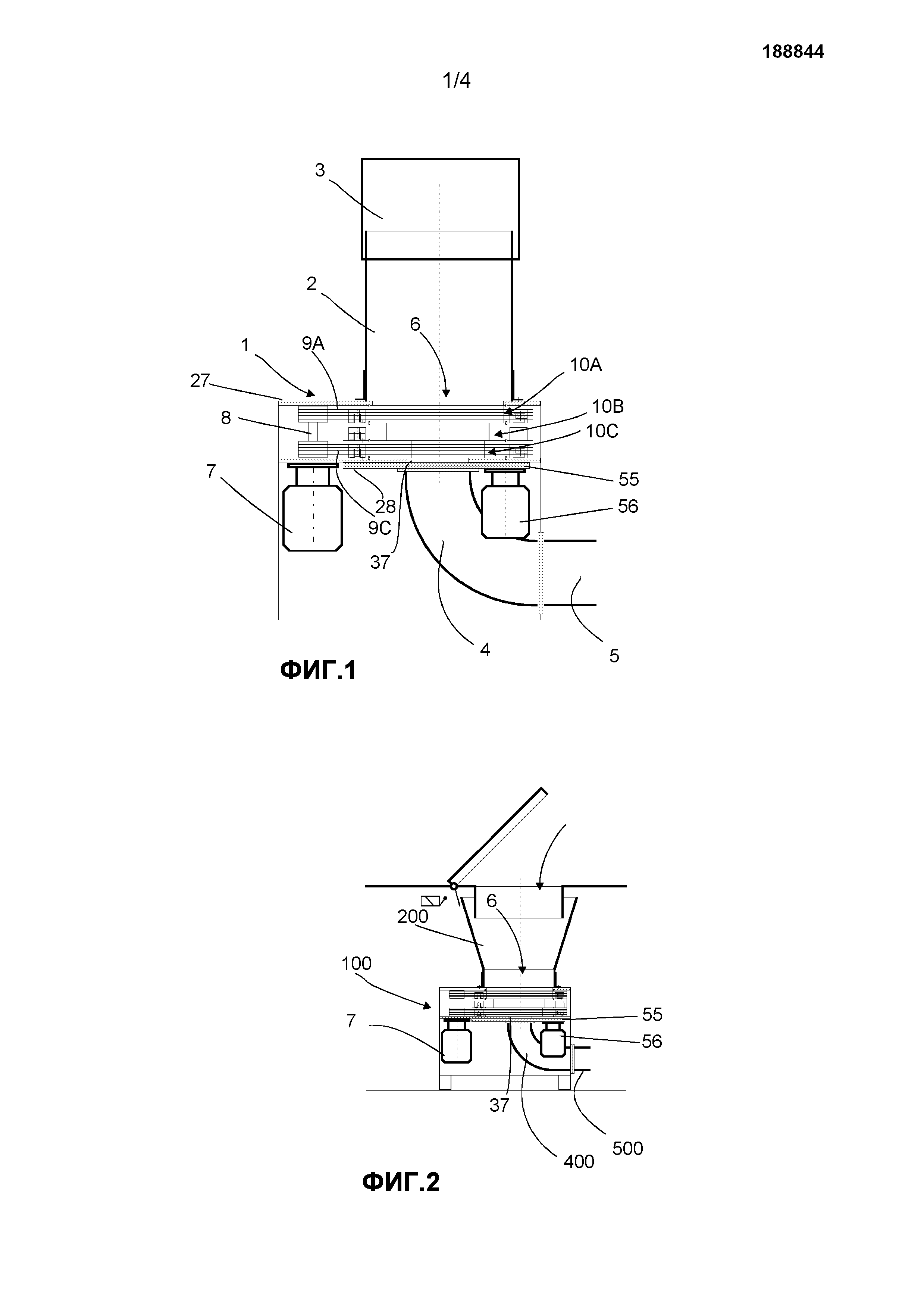
фиг.1 показывает упрощенный пример варианта выполнения устройства в соответствии с изобретением;
фиг.2 показывает упрощенный пример варианта выполнения устройства в соответствии с изобретением;
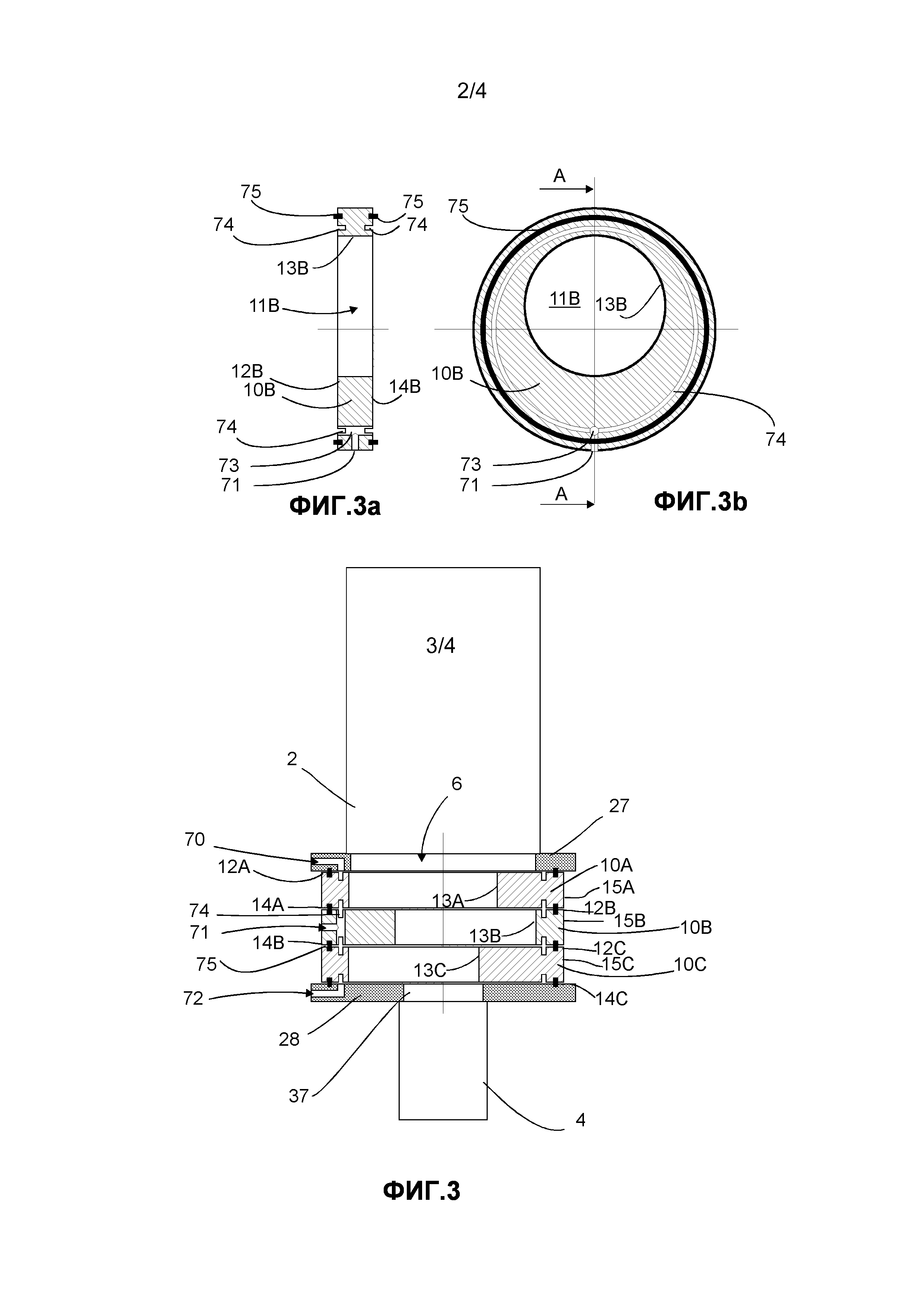
фиг.3 показывает упрощенный и выполненный с частичным разрезом пример варианта выполнения устройства в соответствии с изобретением;
фиг.3а показывает сечение обрабатывающего средства устройства в соответствии с изобретением, выполненное по линии А-А на фиг.3b;
фиг.3b показывает обрабатывающее средство устройства в соответствии с изобретением;
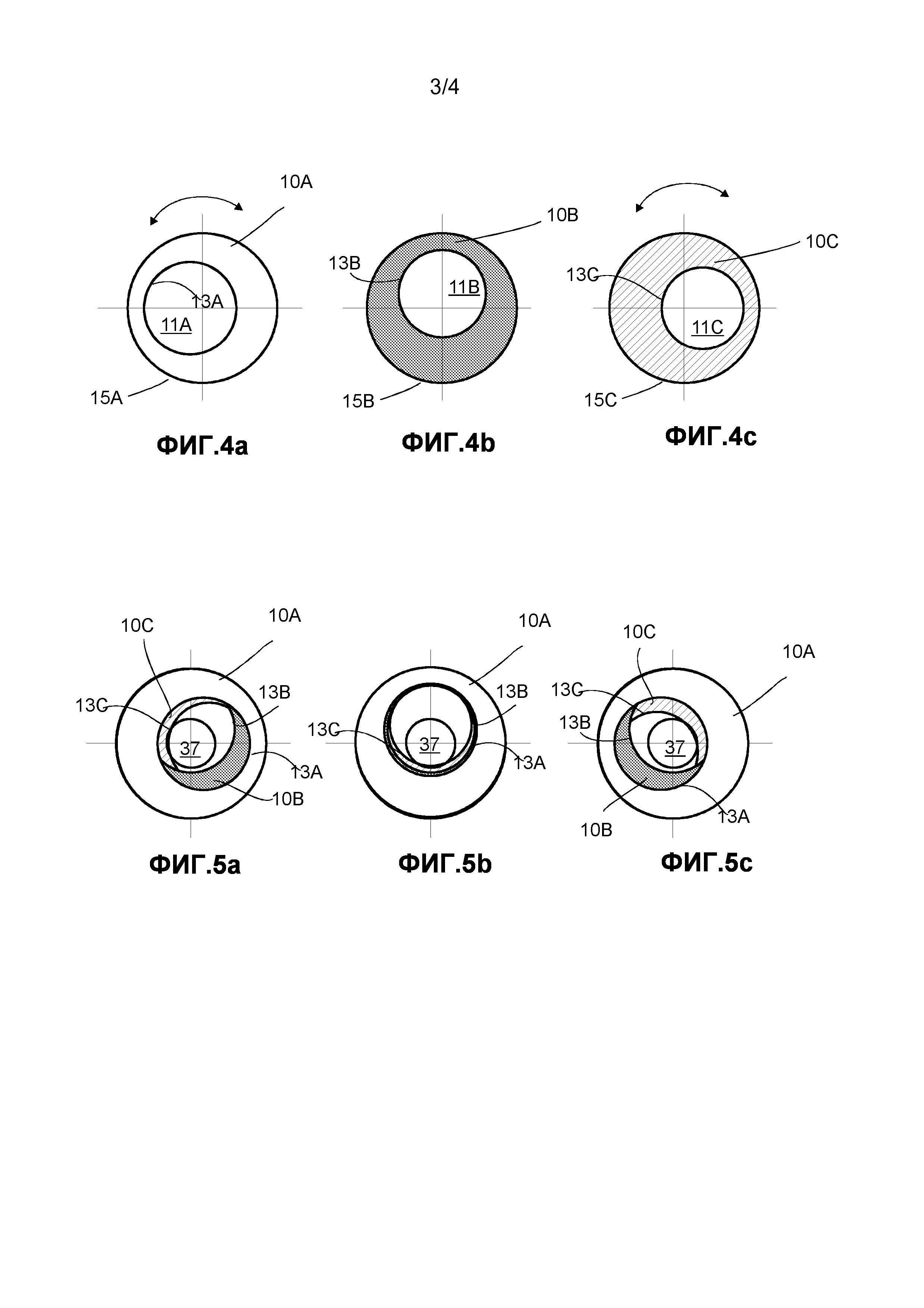
фиг.4а показывает упрощенный пример первого выполненного с возможностью вращения обрабатывающего средства устройства в соответствии с изобретением;
фиг.4b показывает упрощенный пример первого неподвижного (невращающегося) обрабатывающего средства устройства в соответствии с изобретением;
фиг.4с показывает упрощенный пример второго выполненного с возможностью вращения обрабатывающего средства устройства в соответствии с изобретением;
фиг.5а показывает упрощенный вид одного рабочего состояния первого выполненного с возможностью вращения обрабатывающего средства, неподвижного обрабатывающего средства и второго выполненного с возможностью вращения обрабатывающего средства устройства в соответствии с изобретением, если смотреть в направлении ввода;
фиг.5b показывает упрощенный вид второго рабочего состояния первого выполненного с возможностью вращения обрабатывающего средства, неподвижного обрабатывающего средства и второго выполненного с возможностью вращения обрабатывающего средства устройства в соответствии с изобретением, если смотреть в направлении ввода;
фиг.5с показывает упрощенный вид третьего рабочего состояния первого выполненного с возможностью вращения обрабатывающего средства, неподвижного обрабатывающего средства и второго выполненного с возможностью вращения обрабатывающего средства устройства в соответствии с изобретением, если смотреть в направлении ввода;
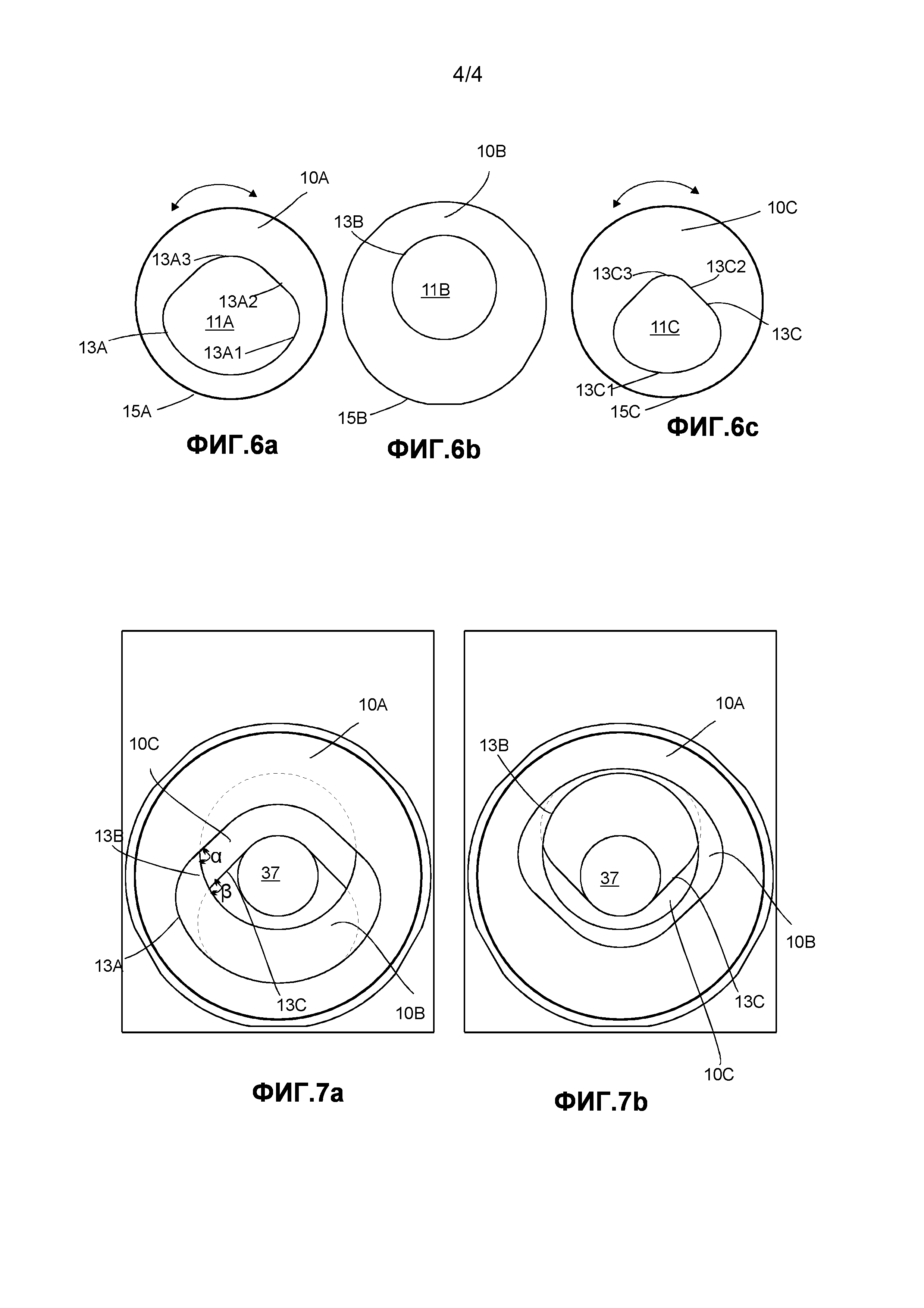
фиг.6а показывает упрощенный пример варианта выполнения первого выполненного с возможностью вращения обрабатывающего средства устройства в соответствии с изобретением;
фиг.6b показывает упрощенный пример варианта выполнения первого неподвижного (невращающегося) обрабатывающего средства устройства в соответствии с изобретением;
фиг.6с показывает упрощенный пример варианта выполнения второго выполненного с возможностью вращения обрабатывающего средства устройства в соответствии с изобретением;
фиг.7а показывает упрощенный вид одного рабочего состояния первого выполненного с возможностью вращения обрабатывающего средства, неподвижного обрабатывающего средства и второго выполненного с возможностью вращения обрабатывающего средства по одному варианту осуществления устройства в соответствии с изобретением, если смотреть в направлении ввода;
фиг.7b показывает упрощенный вид второго рабочего состояния первого выполненного с возможностью вращения обрабатывающего средства, неподвижного обрабатывающего средства и второго выполненного с возможностью вращения обрабатывающего средства устройства в соответствии с изобретением, если смотреть в направлении ввода.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг.1 показывает один вариант осуществления решения в соответствии с изобретением, в котором ротационное формообразующее устройство 1 установлено с обеспечением его соединения с мусоропроводом 3 или соответствующим элементом посредством соединительной части 2. Показана только часть мусоропровода. Материал, такой как бытовые отходы, макулатура, использованный картон или другие отходы, вводится в мусоропровод 3 и оттуда дальше вперед через соединительную часть 2 во впускное отверстие 6 ротационного формообразующего устройства 1. Материалу, подлежащему обработке, придается определенная форма и он уплотняется в ротационном формообразующем устройстве, и после обработки данный материал перемещается через выпускной соединительный элемент 4 в транспортирующий трубопровод 5 под действием всасывания и/или перепада давлений, создаваемого, например, приводными устройствами пневмопроводной системы транспортировки. Одно преимущество данного варианта осуществления изобретения заключается в том, что отходам придается соответствующая форма, которая является подходящей для их перемещения в транспортирующем трубопроводе 4, 5. В этом случае может быть использован транспортирующий трубопровод 5, который имеет значительно меньший диаметр. В соответствии с одним вариантом осуществления в качестве транспортирующей трубы 5 может быть использована, например, труба с диаметром, составляющим приблизительно 150-300 мм, предпочтительно, приблизительно 200 мм. В соответствии с изобретением в данном варианте осуществления используется одновременное всасывание, и в этом случае материал, подлежащий обработке, может подвергаться воздействию всасывания или перепада давлений, действующего посредством транспортирующей трубы 5 и выпускного соединительного элемента 4, при перемещении материала через обрабатывающие средства 10А, 10В, 10С ротационного формообразующего устройства 1.
Обрабатывающие средства имеют кольцеобразную форму, и каждое из них имеет отверстие 11А, 11В, 11С (фиг.4а, 4b, 4с, 6а, 6b, 6с), проходящее от первой стороны, то есть от стороны ввода, к выходной стороне. По меньшей мере часть обрабатывающих средств в варианте осуществления согласно данной фигуре приводится во вращение вокруг вертикальной оси посредством приводного устройства 7 и передаточных средств 8, 9А, 9С. На данной фигуре самое верхнее выполненное с возможностью вращения обрабатывающее средство 10А и самое нижнее выполненное с возможностью вращения обрабатывающее средство 10С приводятся во вращение и между ними остается невращающееся, неподвижное обрабатывающее средство 10В. Клапанное средство 55, такое как тарельчатый клапан, которое приводится в действие устройством 56, предназначенным для привода клапана в действие, может находиться под ротационным формообразующим устройством 1. Клапанное средство 55 открывает и закрывает соединение между ротационным формообразующим устройством и выпускным соединительным элементом 4, и, таким образом, всасывающее усилие, действующее со стороны транспортирующей трубы в направлении ротационного формообразующего устройства, регулируется клапанным средством 55.
Соответственно, согласно второму варианту осуществления изобретения ротационное формообразующее устройство используется в варианте осуществления согласно фиг.2, будучи соединенным с местом ввода в системе транспортировки материалов, например будучи соединенным с местом ввода кухонных отходов. Ротационное формообразующее устройство 100 выполнено с обеспечением его соединения с питающим бункером 200 места ввода, при этом в данном случае материал, подлежащий обработке, вводится из питающего бункера 200 во впускное отверстие 6 ротационного формообразующего устройства. В ротационном формообразующем устройстве материалу придается соответствующая форма для транспортировки в трубопроводе и материал перемещается из выпускного соединительного элемента 400 для дальнейшей обработки, например, по транспортирующему трубопроводу 500 пневмопроводной системы транспортировки.
Фиг.3 показывает упрощенный и выполненный с частичным разрезом пример варианта выполнения одного ротационного формообразующего устройства в соответствии с изобретением. На данной фигуре ротационное формообразующее устройство показано без каких-либо приводных устройств и передаточных средств, предназначенных для формообразующих средств, и при этом одно приводное устройство, предназначенное для данного варианта осуществления ротационного формообразующего устройства 1, удалено. Ротационное формообразующее устройство содержит раму, на которой установлены кольцеобразные обрабатывающие средства 10А, 10В, 10С. В вертикальном направлении множество кольцеобразных обрабатывающих средств 10А, 10В, 10С, которые имеют отверстие 11А, 11В, 11С, проходящее от первой стороны ко второй стороне кольца, расположены под отверстием 6 для ввода материала, подлежащего обработке. Кольцеобразные обрабатывающие средства выполнены с возможностью относительного вращения вокруг геометрической оси, которая в основном идентична геометрической оси входного мусоропровода, для обеспечения перемещения вводимого насыпного материала в центр колец через кольцеобразные обрабатывающие средства под действием силы тяжести и/или посредством всасывания/перепада давлений, создаваемого генераторами частичного вакуума в пневматической системе обработки и транспортировки материалов, такой как система транспортировки по трубам, по меньшей мере посредством придания определенной формы насыпному материалу одновременно с комбинированным воздействием вращающихся колец и по меньшей мере одного неподвижного (невращающегося) кольца. Обрабатывающие средства 10А, 10В, 10С могут быть выполнены с возможностью вращения в направлениях, противоположных друг другу, но, как показано в предпочтительном варианте осуществления на фигурах, каждое второе кольцеобразное обрабатывающее средство 10В (на фигуре - расположенное в самом центре обрабатывающее средство 10В) зафиксировано относительно рамы без возможности перемещения, и каждое второе кольцеобразное обрабатывающее средство 10А, 10С (на фигуре - самое верхнее и самое нижнее обрабатывающее средство) зафиксировано с возможностью вращения. Частота вращения и направление вращения выполненных с возможностью вращения обрабатывающих средств могут варьироваться. Кроме того, в соответствии с одним вариантом осуществления вращающий момент может варьироваться. В соответствии с одним вариантом осуществления обрабатывающие средства 10А, 10С могут быть приведены во вращение по отдельности, при этом в данном случае каждое обрабатывающее средство имеет собственное приводное устройство.
Кольцеобразные обрабатывающие средства 10А, 10В, 10С или по меньшей мере их часть и внутренняя поверхность 13А, 13В, 13С их отверстий 11А, 11В, 11С выполнены профилированными и/или выполнены с такой формой, что их вращение одновременно обеспечивает подачу материала дальше вперед из отверстия 11А, 11В, 11С по направлению к выходной стороне и выпускному отверстию 37. Как правило, по меньшей мере вращающиеся обрабатывающие средства 10А, 10В, 10С выполнены такими, что они обеспечивают перемещение материала по направлению к выходной стороне и выпускному соединительному элементу 4.
Материал, перемещаемый через обрабатывающие средства 10А, 10В, 10С в ротационном формообразующем устройстве, спрессовывается и уплотняется. В соответствии с одним вариантом осуществления выпускное отверстие 37 ротационного формообразующего устройства выполнено с диаметром, немного меньшим по сравнению с диаметром соседней трубы, например транспортирующей трубы 4, 5. За счет образования выпускного отверстия ротационного формообразующего устройства с диаметром, немного меньшим по сравнению с диаметром транспортирующей трубы, может быть обеспечено эффективное перемещение обработанного материала в транспортирующую трубу под действием всасывания.
Выполненные с возможностью вращения обрабатывающие средства приводятся во вращение приводным устройством 7, например посредством передаточного средства, такого как ременная передача 8, 9А, 9С. Наружная периферия 15А, 15С кольцеобразных обрабатывающих средств 10А, 10С выполнена с возможностью функционирования в качестве взаимодействующей поверхности передаточного средства для передачи мощности от приводного устройства, например для ременного средства, при этом указанная взаимодействующая поверхность включена в устройство для передачи мощности для обеспечения вращения кольца. Наружной периферии 15А, 15С обрабатывающего средства 10А, 10С может быть придана соответствующая форма. Например, было отмечено, что выпуклая или бочкообразная форма была очень эффективной в одном варианте осуществления. Траектория вращения обрабатывающего средства обеспечивается за счет размещения, например, ограничительных средств и/или опорных средств и выполнения взаимодействующей поверхности на кольцеобразном обрабатывающем средстве, наиболее целесообразно - кольцеобразной поверхности качения или поверхности скольжения, на периферии которой ограничительные средства и/или опорные средства расположены распределенным образом.
Как правило, ограничительные средства и/или опорные средства расположены между самым нижним кольцеобразным обрабатывающим средством 10С и базовой деталью 28 рамы, между самым нижним кольцеобразным обрабатывающим средством 10С и расположенным в самом центре, в наиболее целесообразном варианте невращающимся обрабатывающим средством 10В и между невращающимся обрабатывающим средством 10В и самым верхним обрабатывающим средством 10А. Также может быть предусмотрено то, что отдельные средства качения не будут использованы, а вместо этого обрабатывающие средства будут установлены так, что они будут опираться друг на друга и/или опираться на базовую деталь 28 рамы. В данном случае может быть использован подвод среды в зону между обрабатывающими средствами и опорными поверхностями, который описан ниже.
В вариантах осуществления согласно фиг.3, 3а и 3b ротационное формообразующее устройство снабжено средствами для подвода среды к торцевым поверхностям обрабатывающих средств. В соответствии с фиг.3 каналы 70, 71, 72 для прохода среды образованы в невращающейся закрывающей плите и в базовой плите устройства, а также в невращающемся обрабатывающем средстве, при этом посредством указанных каналов среда может быть подведена к поверхности, которая находится напротив выполненного с возможностью вращения обрабатывающего средства 10А, 10С. В соответствии с фиг.3а и 3b канал для прохода среды соединен с канавкой 74, открывающейся в направлении данной поверхности. Обрабатывающие средства и/или закрывающая деталь и базовая деталь содержат уплотнительное средство 75. Посредством канала для прохода среды некоторая среда, такая как газ и/или жидкость, может быть подведена к торцевым поверхностям обрабатывающих средств. Как правило, данной средой является воздух. Воздух может поступать как компенсационный воздух под действием всасывающего усилия, создаваемого пневматической системой, в трубопровод 4, 5 или он может быть подан посредством нагнетающего устройства, например посредством воздушного компрессора (непоказанного). С другой стороны, данная среда может способствовать вращению обрабатывающих средств за счет уменьшения трения между ними и поверхностями, опорными для них. Также может быть предусмотрено то, что воздух будет служить в качестве своего рода опоры для обрабатывающих средств.
С помощью среды, более точно посредством продувки сжатым воздухом, может быть предотвращено попадание каменной мелочи, осколков стекла и других подобных осколков, которые вызывают износ, в зону между обрабатывающими средствами и опорными поверхностями. Как разъяснено ранее, данная среда также может служить в качестве своего рода воздушной опоры.
Кроме того, может быть предпочтительно образовать воздушную струю посредством направления по меньшей мере части компенсационного воздуха по каналам 70, 71, 72, 73, 74 для среды и/или из зоны между обрабатывающими средствами так, чтобы при всасывании уплотнения 75 пропускали поступающий внутрь воздух. В этом случае воздух будет способствовать перемещению материала, подлежащего обработке в ротационном формообразующем устройстве, к выпускному отверстию и дальше вперед в выпускное отверстие 37.
Таким образом, в одном варианте осуществления диаметр выпускного отверстия 37 немного меньше диаметра участка транспортирующей трубы 4, 5, следующего за ним. В соответствии с одним вариантом осуществления диаметр выпускного отверстия по меньшей мере на 2-20 процентов, предпочтительно на 4-15 процентов меньше диаметра участка транспортирующей трубы, следующего за ним. В этом случае, когда всасывающее усилие действует, материал, подлежащий обработке и транспортировке, не будет прилипать к внутренней стенке трубы, а вместо этого скорость его движения будет сразу же увеличиваться. В соответствии со вторым вариантом осуществления диаметр выпускного отверстия по меньшей мере на 5 процентов меньше диаметра участка транспортирующей трубы, следующего за ним. В одном варианте осуществления диаметр выпускного отверстия 37 составляет 180 мм, при этом в данном случае диаметр транспортирующей трубы составляет 210 мм.
Вращение обрабатывающих средств 10А, 10С может быть обеспечено, например, посредством электродвигателя или посредством других устройств. В соответствии с одним предпочтительным вариантом осуществления вращение обеспечивается посредством гидравлического двигателя так, что оба выполненных с возможностью вращения обрабатывающих средства 10А, 10С приводятся во вращение посредством двух совместно используемых гидравлических двигателей 7. В данном случае при нормальном процессе работы оба обрабатывающих средства 10А, 10С могут быть приведены во вращение посредством одного двигателя.
В варианте осуществления согласно фиг.4а, 4b, 4с показаны обрабатывающие средства, которые имеют круглую форму отверстия 11А, 11В, 11С. Отверстия расположены эксцентрически относительно оси вращения обрабатывающих средств. Отверстие 11А, 11В, 11С каждого обрабатывающего средства имеет внутреннюю поверхность 13А, 13В, 13С. Внутренняя поверхность отверстий обрабатывающих средств обеспечивает придание материалу, подлежащему обработке, определенной формы. Фиг.5а, 5b, 5с иллюстрируют различные ситуации, когда формообразующие средства перемещаются во время обработки материала.
Таким образом, ротационное формообразующее устройство функционирует в некотором смысле подобно перекомпонующему устройству и уплотнителю (то есть подобно формирователю). Под действием всасывания обрабатывающие средства 10А, 10С ротационного формообразующего устройства придают материалу, подлежащему обработке, такую форму, что он может войти в выпускное отверстие 37.
В случае фиг.4а-4с форма отверстия 11А, 11В, 11С обрабатывающего средства соответствует симметричному отверстию (форме), например является круглой. Может быть предусмотрено, что отверстие также может иметь какую-либо другую форму, например овальную. В этом случае направление вращения может варьироваться. Если возникнет слишком большая нагрузка, колесо остановится и направление вращения изменится. Когда нагрузка увеличивается до такой степени, что она становится слишком большой для одного из выполненных с возможностью вращения обрабатывающих средств, направление его вращения изменяется. Вращение предпочтительно распознается датчиком перемещения, например, с помощью отклоняющих шкивов приводного устройства и/или с помощью датчика давления в гидравлической системе.
Отверстия обрабатывающих средств могут иметь разные размеры и могут находиться в разных местах относительно центра, так что нагрузка может быть эффективно распределена и будет обеспечено достаточно большое отверстие для отходов.
Было показано, что требуемая мощность чрезвычайно мала, например составляет только приблизительно 2-3 кВт.
Таким образом, обрабатывающие средства 10А, 10С могут быть приведены во вращение в направлениях, противоположных по отношению друг к другу, при этом в данном случае материал, подлежащий обработке, не начнет вращаться вместе с обрабатывающими средствами. Вращение материала привело бы к нарушению придания заданной формы материалу.
Также предпочтительно вращать обрабатывающие средства с разной частотой вращения, поскольку в этом случае сжатие в каждом цикле изменяется в разных местах, и соответствующее сжатие каждой части отходов всегда будет обеспечено в некотором месте.
При определенных типах материалов, например в случае тонкого картона и картона, также может быть использовано сжимающее средство (не показанное на фигурах), которое прижимает отходы к обрабатывающим средствам сверху.
Отходы данного типа, возможно, также потребуют того, чтобы вышеупомянутая внутренняя поверхность 13А, 13В, 13С отверстий 11А, 11В, 11С заданной формы была такой, чтобы она частично разрывала тонкий картон и обеспечивала его подачу дальше вперед.
Тонкий картон или другие материалы соответствующего типа, как правило, создают сложные проблемы при пневматической транспортировке, поскольку согнутый лист будет легко раскрываться и простираться до внутренней поверхности трубопровода и обеспечивать возможность прохода воздуха мимо него. При использовании устройства согласно изобретению она уплотняется и ей придается соответствующая форма «картриджа», которая подходит для транспортирующего трубопровода.
Когда обрабатывающее средство 10А вращается, внутренняя поверхность 13А определяет границы сквозного проходного отверстия 11А, проходящего через обрабатывающее средство, при этом указанное отверстие свободно от препятствий. Таким образом, средство, такое как нарезная канавка или полоска, которое при вращении обрабатывающего средства в направлении ввода одновременно обеспечивает подачу материала, подлежащего обработке, из отверстия 11А дальше вперед в направлении обработки, может быть образовано на внутренней поверхности 13А обрабатывающего средства.
В ротационном формообразующем устройстве согласно изобретению невращающееся обрабатывающее средство 10В расположено под самым верхним вращающимся обрабатывающим средством 10А и служит опорой для него, при этом указанное невращающееся обрабатывающее средство прикреплено к корпусу фиксирующими элементами. Невращающееся обрабатывающее средство 10В, как правило, образовано так, чтобы оно соответствовало вращающемуся кольцу 10А, описанному ранее.
Соответствующим образом второе выполненное с возможностью вращения обрабатывающее средство 10С также имеет отверстие 11С, которое имеет внутреннюю поверхность 13С, как в особенности видно на схематической фиг.4с.
В соответствии с одним вариантом осуществления отверстие 11А, 11В, 11С каждого последующего обрабатывающего средства в направлении транспортировки материала имеет меньший размер по сравнению с отверстием предыдущего обрабатывающего средства, при этом в данном случае канал сужается в направлении выпускного отверстия 37.
Самое нижнее вращающееся обрабатывающее средство 10С установлено с возможностью вращения на основании 28, которое имеет выпускное отверстие 37, предназначенное для выдачи сквозь него насыпного материала, спрессованного посредством колец.
Фиг.6а, 6b, 6с показывают еще один вариант осуществления, в котором отверстия 11А, 11С обрабатывающих средств, по меньшей мере выполненных с возможностью вращения обрабатывающих средств, отличаются от отверстий на фиг.4а, 4b, 4с.
Край 13А отверстия 11А первого обрабатывающего средства 10А, показанного на фиг.6а, имеет форму, включающую наружный криволинейный участок 13А1 и второй внутренний криволинейный участок 13А3. В основном прямолинейный участок 13А2 соединяет данные криволинейные участки. Имеются два прямолинейных участка, при этом в данном случае форма отверстия сужается от стороны наружного криволинейного участка 13А1 к внутреннему криволинейному участку. Радиус кривизны первого криволинейного участка больше радиуса кривизны второго криволинейного участка.
Фиг.6b показывает первое неподвижное, невращающееся обрабатывающее средство 10В, которое на данной фигуре имеет круглое отверстие 11В, которое имеет край 13В.
Фиг.6с показывает второе выполненное с возможностью вращения обрабатывающее средство 10С, которое имеет отверстие 11С, край 13С которого имеет форму, включающую наружный криволинейный участок 13С1 и второй внутренний криволинейный участок 13С3. В основном прямолинейный участок 13С2 соединяет данные криволинейные участки. Имеются два прямолинейных участка, при этом в данном случае форма отверстия сужается от стороны наружного криволинейного участка 13С1 к внутреннему криволинейному участку 13С2. Радиус кривизны первого криволинейного участка больше радиуса кривизны второго криволинейного участка. Размер отверстия второго выполненного с возможностью вращения обрабатывающего средства, как правило, меньше размера отверстия первого выполненного с возможностью вращения обрабатывающего средства.
Фиг.7а и 7b показывают в упрощенном виде несколько различных ситуаций при работе обрабатывающих средств 10А, 10В, 10С согласно фиг.6а, 6b, 6с, если смотреть в направлении ввода материала.
Когда обрабатывающие средства 10А, 10С приводятся во вращение посредством приводного устройства и средства передачи мощности, внутренняя поверхность 13А отверстия 11А кольца в первом кольце 10А воздействует на материал, например на бытовые отходы, который поступает во входной канал 2 из мусоропровода 3. Насыпной материал в данном случае, с одной стороны, проталкивается внутрь по направлению к центру кольца и, с другой стороны, вниз в аксиальном направлении под действием силы тяжести, и/или под действием всасывания, и/или под действием средства, обеспечивающего перемещение материала, при этом указанное средство образовано на внутренней поверхности обрабатывающего средства. В данном случае насыпной материал принудительно подается для сцепления с внутренней поверхностью 13В неподвижного кольца 10В, расположенного под кольцом 10А. Насыпному материалу придается определенная форма, он сжимается и в этом случае также перемещается в данном кольце, с одной стороны, внутрь по направлению к центру кольца и, с другой стороны, в аксиальном направлении к следующему вращающемуся кольцу 10С. Таким образом, отклонения в радиальном направлении образуются при перемещении через все кольца во время одновременной подачи потока насыпного материала в аксиальном направлении.
Угол α (альфа) образуется между внутренней поверхностью 13А отверстия 11А первого обрабатывающего средства 10А и внутренней поверхностью 13В отверстия 11В второго обрабатывающего средства 10В в месте, соответствующем точке их пересечения. Фиг.7а показывает угол α (альфа) с одной стороны в точке пересечения краев 13А, 13В отверстий 11А, 11В, но также имеется угол (не отмеченный на фигуре) на втором крае стенок отверстий, при этом для данного угла в данном контексте может быть использовано, по существу, то же обозначение. При испытаниях было отмечено, что угол α (альфа) между краями отверстий обрабатывающих средств, которые расположены одно поверх другого, в одном варианте осуществления превышает 45 градусов. В данном случае, когда, по меньшей мере, другое из обрабатывающих средств вращается, материал «ведет себя» желательным образом, при этом ему придается определенная форма и он перемещается по направлению к центру, а не остается «зажатым» между обрабатывающими средствами в месте, соответствующем углу α (альфа) в точке пересечения. В том случае, когда край отверстия обрабатывающего средства является криволинейным, можно рассматривать угол α (альфа) как образованный между прямолинейными касательными, проходящими через точки пересечения краев отверстий.
Соответственно, угол β (бета) образуется в точке пересечения краев 13В и 13С отверстий 11В, 11С второго обрабатывающего средства 10В и третьего обрабатывающего средства 10С. Фиг.7а показывает угол β (бета) с одной стороны в точке пересечения краев 13В, 13С отверстий 11В, 11С, но также имеется угол (не отмеченный на фигуре) на втором крае стенок отверстий, при этом для данного угла в данном контексте может быть использовано, по существу, то же обозначение. При испытаниях было отмечено, что угол β (бета) между краями отверстий обрабатывающих средств, которые расположены одно поверх другого, в одном варианте осуществления превышает 45 градусов. В данном случае, когда, по меньшей мере, другое из обрабатывающих средств вращается, материал «ведет себя» желательным образом, при этом ему придается определенная форма и он перемещается по направлению к центру, а не остается «зажатым» между обрабатывающими средствами в месте, соответствующем углу β (бета) в точке пересечения. В том случае когда край отверстия обрабатывающего средства является криволинейным, можно рассматривать угол β (бета) как образованный между прямолинейными касательными, проходящими через точки пересечения краев отверстий.
Величина углов α, β (альфа и бета) остается в заданном диапазоне в соответствии с одним вариантом осуществления, несмотря на то, что направление вращения выполненных с возможностью вращения обрабатывающих средств варьируется.
Работа ротационного пресса согласно предшествующему уровню техники, в целом, показана, например, в публикации WO 8203200 А1 и она не описана более подробно в настоящей заявке.
На степень формоизменения могут влиять размер и форма отверстий формообразующих средств, а также профиль внутреннего края отверстия. Бытовые отходы, введенные в транспортирующую трубу в виде потока определенной формы, перемещаются дальше вперед в трубе под действием всасывания и/или перепада давлений в место приема, например на станцию для отходов или в соответствующее место.
Таким образом, изобретение относится к способу обработки материала в пневматической системе обработки и транспортировки материалов, в котором материал, такой как отходы, вводят из впускного отверстия в месте ввода, например из впускного отверстия мусоропровода 3 или какого либо другого места 200 ввода, и подвергают обработке посредством формообразующего устройства 1, установленного с обеспечением его соединения с местом ввода или вблизи места ввода для придания большей компактности, и перемещают дальше вперед. Формообразующее устройство 1 представляет собой ротационное формообразующее устройство, которое содержит выполненные с возможностью вращения обрабатывающие средства 10А, 10С, которые имеют отверстие 11А, 11С, которое расположено эксцентрически по отношению к оси вращения, и указанное ротационное формообразующее устройство содержит по меньшей мере одно неподвижное обрабатывающее средство 10В, при этом в указанном случае материал, подлежащий обработке, перемещается в ротационное формообразующее устройство и/или через него по меньшей мере частично под действием силы тяжести, и/или всасывания, и/или перепада давлений.
В соответствии с одним предпочтительным вариантом осуществления по меньшей мере часть обрабатывающих средств 10А, 10С ротационного формообразующего устройства при вращении обеспечивает подачу материала, подлежащего обработке, через обрабатывающие средства.
В соответствии с одним предпочтительным вариантом осуществления выполненное с возможностью вращения обрабатывающее средство 10А, 10С придает материалу определенную форму вместе с по меньшей мере одним другим, предпочтительно не движущимся, обрабатывающим средством 10В.
В соответствии с одним предпочтительным вариантом осуществления в направлении перемещения материала, подлежащего обработке, площадь поперечного сечения потока материала, проходящего через обрабатывающие средства 10А, 10В, 10С ротационного формообразующего устройства, уменьшается так, что материал может быть введен в трубу 4, 5 для транспортировки материала, расположенную за ротационным формообразующим устройством.
В соответствии с одним предпочтительным вариантом осуществления направление вращения выполненных с возможностью вращения обрабатывающих средств 10А, 10С может быть изменено.
В соответствии с одним предпочтительным вариантом осуществления выполненные с возможностью вращения обрабатывающие средства 10А, 10С приводятся в действие посредством приводного устройства 7 так, что крутящий момент может варьироваться.
В соответствии с одним предпочтительным вариантом осуществления направление вращения каждого выполненного с возможностью вращения обрабатывающего средства 10А, 10С может быть изменено отдельно.
В соответствии с одним предпочтительным вариантом осуществления приводное устройство 7, предназначенное для выполненного с возможностью вращения обрабатывающего средства, представляет собой электродвигатель, пневмодвигатель или гидравлический двигатель.
В соответствии с одним предпочтительным вариантом осуществления пневматическая система обработки и транспортировки материалов представляет собой систему транспортировки материала, более точно отходов, по трубам.
В соответствии с одним предпочтительным вариантом осуществления среду подают в зазор между по меньшей мере частью обрабатывающих средств 10А, 10В, 10С и/или в зазор между обрабатывающими средствами 10А, 10В и компонентами 27, 28, служащими опорой для них.
В соответствии с одним предпочтительным вариантом осуществления соответственная форма краев 13А, 13В, 13С отверстий обрабатывающих средств 10А, 10В, 10С выполнена такой, что они обеспечивают центрирование вводимого материала независимо от направления вращения выполненных с возможностью вращения обрабатывающих средств 10А, 10С.
Изобретение также относится к устройству для обработки материала в пневматической системе обработки и транспортировки материалов, такой как система транспортировки по трубам, которое содержит по меньшей мере одно место ввода, такое как мусоропровод 3 или какое-либо другое место 200 ввода, и формообразующее устройство 1, установленное с обеспечением его соединения с местом ввода или вблизи него, и средства для транспортировки материала дальше вперед в транспортирующем трубопроводе. Формообразующее устройство представляет собой ротационное формообразующее устройство 1, 100, часть кольцеобразных обрабатывающих средств 10А, 10В, 10С которого представляет собой выполненные с возможностью вращения обрабатывающие средства 10А, 10С, и указанные обрабатывающие средства имеют отверстие 11А, 11В, 11С, которое расположено эксцентрически относительно оси вращения выполненных с возможностью вращения обрабатывающих средств, и часть обрабатывающих средств представляет собой неподвижные обрабатывающие средства 10В, и материал, подлежащий обработке, приспособлен для перемещения в ротационное формообразующее устройство и через него по меньшей мере частично под действием силы тяжести, и/или всасывания, и/или перепада давлений.
В соответствии с одним предпочтительным вариантом осуществления по меньшей мере часть обрабатывающих средств 10А, 10В, 10С ротационного формообразующего устройства имеет профиль поверхности или соответствующее средство, такое как резьбовая часть, которое обеспечивает подачу материала, при этом указанный профиль поверхности выполнен с возможностью - при приведении обрабатывающего средства 10А, 10С во вращение - обеспечения перемещения материала, подлежащего обработке, через фазу спрессовывания, образуемую обрабатывающими средствами ротационного пресса.
В соответствии с одним предпочтительным вариантом осуществления в направлении перемещения материала площадь поперечного сечения траектории 11А, 11В, 11С для прохода материала, проходящей через обрабатывающие средства 10А, 10В, 10С ротационного формообразующего устройства, уменьшается в направлении перемещения материала.
В соответствии с одним предпочтительным вариантом осуществления устройство содержит средства 70, 71, 72 в виде каналов, выполненные соединенными с формообразующими средствами для подвода среды к опорной поверхности 12А, 12В, 12С; 14А, 14В, 14С по меньшей мере части формообразующих средств 10А, 10В, 10С.
В соответствии с одним предпочтительным вариантом осуществления впускной соединительный элемент 70, 71, 72 для среды и каналы 73, 74, предназначенные для подвода среды к опорным поверхностям 12А, 12В, 12С; 14А, 14В, 14С обрабатывающего средства или в зону между обрабатывающими средствами, выполнены в формообразующих средствах.
В соответствии с одним предпочтительным вариантом осуществления выпускное отверстие 37 ротационного формообразующего устройства меньше площади поперечного сечения транспортирующей трубы 4, 5, следующей за ним в направлении перемещения материала.
В соответствии с одним предпочтительным вариантом осуществления отверстие 11А, 11В, 11С обрабатывающего средства расположено эксцентрически по отношению к оси вращения.
В соответствии с одним предпочтительным вариантом осуществления, по меньшей мере в направлении ввода материала, угол α, β (альфа, бета), образованный краями 13А, 13В; 13В, 13С отверстий 11А, 11В; 11В, 11С двух следующих друг за другом обрабатывающих средств 10А, 10В; 10В, 10С, превышает 45 градусов.
В соответствии с одним предпочтительным вариантом осуществления соответственная форма краев отверстий обрабатывающих средств выполнена такой, что они обеспечивают центрирование вводимого материала независимо от направления вращения выполненных с возможностью вращения обрабатывающих средств.
В соответствии с одним предпочтительным вариантом осуществления отверстие 11А, 11В, 11С обрабатывающего средства имеет круглую или овальную форму.
В соответствии с одним предпочтительным вариантом осуществления край 13А, 13С отверстия 11А, 11С обрабатывающего средства имеет форму, включающую наружный криволинейный участок 13А1, 13С1 и второй внутренний криволинейный участок 13А3, 13С3, при этом указанные криволинейные участки соединены в основном прямолинейным участком 13А2, 13С2.
В соответствии с одним предпочтительным вариантом осуществления радиус кривизны первого криволинейного участка 13А1, 13С1 больше радиуса кривизны второго криволинейного участка 13А3, 13С3.
Как правило, материал представляет собой отходы, такие как отходы, размещенные в мешках. Мусоропровод может быть выполнен в виде части пневматической системы транспортировки отходов или он может представлять собой отдельный компонент, в котором отходы перемещаются в помещение для отходов, контейнер для отходов или соответствующий компонент.
Для специалиста в данной области техники очевидно, что изобретение не ограничено вариантами осуществления, представленными выше, но оно может быть изменено в пределах объема притязаний формулы изобретения, представленной ниже. Отличительные признаки, возможно представленные в описании совместно с другими отличительными признаками, в случае необходимости могут также быть использованы отдельно друг от друга.
Система транспортирования отходов
Стопорное кольцо
Система и способ обработки отходов
Способ, применяемый в пневматической системе транспортировки материала и пневматическая система транспортировки материала
Способ и средство для сбора отходов
Способ и устройство для обработки материала в пневматической системе обработки и транспортировки материалов
Способ и устройство в пневматической системе транспортировки материала
Способ, осуществляемый в системе транспортировки отходов, система транспортировки отходов и источник вакуума для системы транспортировки отходов
Способ и устройство в пневматической системе транспортировки материала и система транспортировки отходов
Способ и устройство в пневматической системе транспортировки материала и система транспортировки отходов
Способ закрытия отверстия для заполнения урны для мусора и урна для мусора
Система транспортирования отходов
Стопорное кольцо
Система и способ обработки отходов
Способ, применяемый в пневматической системе транспортировки материала и пневматическая система транспортировки материала
Способ и средство для сбора отходов
Способ и устройство для обработки материала в пневматической системе обработки и транспортировки материалов
Способ и устройство в пневматической системе транспортировки материала
Способ, осуществляемый в системе транспортировки отходов, система транспортировки отходов и источник вакуума для системы транспортировки отходов
Способ и устройство в пневматической системе транспортировки материала и система транспортировки отходов

