Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ
Вид РИД
Изобретение
Изобретение относится к области абразивной обработки различных металлических и неметаллических материалов и может быть использовано для изготовления абразивного инструмента с закреплением абразивных зерен на поверхности корпуса инструмента электрохимическим покрытием.
Одним из способов изготовления абразивных инструментов является закрепление на корпусе инструмента режущих абразивных зерен металлом из осаждаемого электрохимического покрытия (например, никель, хром, кадмий и др.). Прочность металлического покрытия, величина адгезии покрытия к основному материалу корпуса, вид заращиваемых (закрепляемых) абразивных зерен, зернистость, твердость, химический состав и количество закрепленных частиц определяют стойкость инструмента и эффективность его работы.
На сегодняшний день существуют две основные схемы изготовления абразивного инструмента - при вертикальном или горизонтальном размещении инструмента в объеме электролита. Так, например, известен способ, при котором на инструменте, который вертикально размещен в гальванической ванне, абразивные зерна размещаются в прикатодном слое при помощи специального приспособления из материала, способного удерживать абразивные частицы от распространения в объем ванны, и закрепляются металлом осаждаемого электрохимического покрытия [Прудников Е.Л. Инструмент с алмазно-гальваническим покрытием. - М.: Машиностроение, 1985. - 96 с.].
Недостатком описанного способа является затрудненный подвод ионов метала к корпусу инструмента в связи с отсутствием смены электролита в прикатодном слое, что препятствует получению качественного гальванического осадка, а также невозможностью гарантированно получать однослойное покрытие абразивными зернами (частицам), что приводит к снижению стойкости инструмента.
Наиболее близким к заявляемому техническому решению является способ изготовления абразивного инструмента на металлической связке (патент США №3061525), который включает подачу абразивсодержащего электролита на поверхность инструмента, горизонтально вращаемого в гальваническом резервуаре с закреплением абразивных зерен электрохимическим покрытием, осаждающихся на поверхность инструмента.
Недостатками описанного способа является неравномерность закрепления по высоте абразивных зерен на поверхности корпуса инструмента и, как следствие этого, снижение его стойкости и точности изготовления, а также невозможность гарантированного получения абразивного инструмента на металлической связке с одним слоем абразивных зерен, которые равномерно распределены по поверхности инструмента.
Задачей предлагаемого технического решения является разработка усовершенствованного способа для изготовления абразивного инструмента на металлической связке, обеспечивающего повышенную стойкость и точность изготовления инструмента с возможностью гарантированного управления количеством слоев закрепляемых абразивных зерен, которые равномерно распределены по поверхности инструмента.
Поставленная задача решается предлагаемым способом изготовления абразивного инструмента на металлической связке, который включает подачу электролиза, содержащего абразивные зерна, на поверхность инструмента, который вращают горизонтально в гальваническом резервуаре с обеспечением закрепления осаждаемых на поверхность инструмента абразивных зерен электрохимическим покрытием, при этом инструмент размещают в гальваническом резервуаре с получением локального открытого участка поверхности инструмента при вращении инструмента в дискретном режиме и осуществляют операции дозирования абразивных зерен и осаждения электрохимического покрытия с закреплением абразивных зерен на локально открытый участок поверхности инструмента, а при последующем дискретном повороте инструмента на заданный угол упомянутые операции дозирования локального осаждения повторяют.
Предлагаемое техническое решение отличается от прототипа тем, что дозировка, осаждение электрохимического покрытия и закрепление абразивных зерен происходит только на открытом участке поверхности инструмента, в то время как остальная поверхность инструмента остается «чистой» и в процессе осаждения не участвует. Локальное осаждение электрохимического покрытия и закрепление зерен на открытом участке поверхности инструмента обеспечивается применением устройства, в котором размещают инструмент и экранируются силовые линии тока, формируя покрытие только на открытом участке поверхности инструмента. На этот же участок поверхности и дозируют абразивные частицы. После закрепления зерен на участке поверхности инструмента производится поворот инструмента на заданный угол, после чего операция дозировки повторяется и последующее закрепление абразивных зерен происходит только на «чистой», локальной поверхности инструмента, ранее исключенной из участия в процессе, участок же с осажденными абразивными зернами в процессе осаждения больше не участвует. После прохождения инструментом полного оборота (360°) вокруг своей оси по всей поверхности инструмента происходит закрепление абразивных зерен, равномерно расположенных по заданной ранее высоте. Используемая в предлагаемом способе конструкция устройства позволяет отсекать линии тока и не осаждаться покрытию на участках инструмента, где в данный момент не происходит закрепление абразивных зерен. Таким образом, обеспечивается повышенная точность изготовления инструмента, улучшение его характеристик, возможность получения одного слоя абразивных частиц. Дозировка абразивных частиц на открытый участок поверхности корпуса инструмента может производиться вручную или при помощи автоматизированного дозатора.
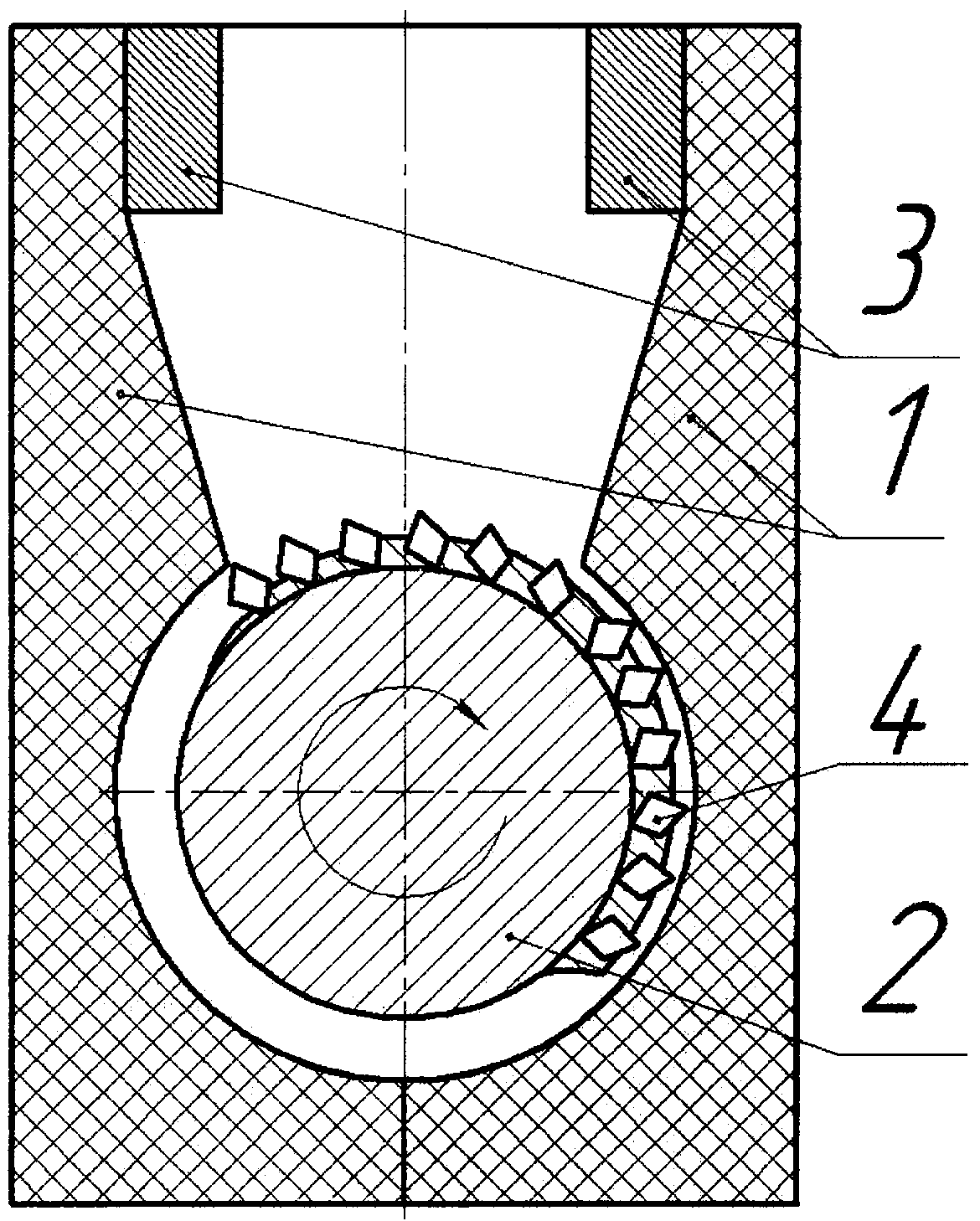
На чертеже приведена технологическая схема выполнения способа, на которой приняты следующие обозначения: 1 - полуячейки, 2 - инструмент, 3 - аноды, 4 - абразивные зерна, закрепляемые на поверхности инструмента.
Пример 1
Способ осуществляется следующим образом. Перед нанесением абразивного покрытия закреплением абразивных зерен 4 инструмент 2 подвергают стандартной операции химического обезжиривания и травления. В качестве металлической связки для закрепления алмазных частиц выбран никель, осаждаемый из стандартного электролита Уоттса. Предварительно была приготовлена суспензия электролита никелирования для дозатора, содержащая абразивные частицы алмаза марки АС-15 фракции 50*40 мкм по ГОСТ 9806-80, путем добавления при перемешивании алмазных частиц до концентрации 50 г/л. Далее подготовленный инструмент 2 помещают между двумя полуячейками 1, которые выполнены таким образом, что при их соединении образуется канал, по форме соответствующий конфигурации инструмента 2, а также открытое пространство в виде сектора над инструментом 2, где размещают аноды 3. Производят подачу электролита в устройство при помощи насоса из резервуара. Скорость течения электролита через устройство составляет 50 мл/мин. Дозирование суспензии электролита с алмазами марки АС-15 производится при помощи дозатора. Режимы осаждения покрытия при закреплении абразивных частиц: температура электролита 55°C, плотность тока 3 А/дм2, толщина осаждаемого покрытия 30 мкм. Время дозирования суспензии электролита на открытую поверхность инструмента 2 составляет 100 секунд. Данное значение определено исходя из концентрации алмазных частиц в электролите для обеспечения формирования одного слоя абразивных зерен при плотности их распределения по поверхности 180 шт./см2. В результате реализации процесса по предлагаемому способу была получена партия инструмента в количестве 3 шт., в которых распределение абразивных зерен по поверхности составило 176-184 шт./см2, отклонение формы от округлости находилось в пределах 0,003 мм. Для сравнения при изготовлении инструментов при реализации способа-прототипа отклонение от округлости составляло не менее 0,01 мм.
Пример 2
Перед нанесением абразивного покрытия закреплением абразивных зерен 4 инструмент 2 подвергают стандартной операции химического обезжиривания и травления. Изготовление абразивного инструмента осуществляют на кобальто-никелевой связке. Для закрепления алмазных частиц марки АС-50 фракции 50×40 мкм по ГОСТ 9806-80 осаждают никель-кобальтовый сплав из электролита следующего состава: сульфат никеля - 140 г/л; сульфат кобальта - 120 г/л; борная кислота - 30 г/л; хлорид натрия - 10 г/л. Предварительно была приготовлена суспензия электролита, содержащая абразивные частицы алмаза с концентрацией 45 г/л. Далее подготовленный инструмент 2 помещают между двумя полуячейками 1, которые выполнены таким образом, что при их соединении образуется канал, по форме соответствующий конфигурации инструмента 2, а также открытое пространство в виде сектора над инструментом 2, где размещают аноды 3. Производят подачу электролита в устройство при помощи насоса из резервуара. Скорость течения электролита через устройство составляет 50 мл/мин. Дозирование производится вручную при помощи капилляра, содержащего суспензию электролита, и частиц. Режимы осаждения покрытия при закреплении абразивных частиц: температура электролита 50°С, плотность тока 2 А/дм2, толщина осаждаемого покрытия 32 мкм. Время дозирования суспензии электролита на сегмент поверхности инструмента составляло 80 секунд. Данное значение определено исходя из концентрации алмазных частиц в электролите для обеспечения формирования одного слоя абразивных зерен при плотности их распределения по поверхности 150 шт./см2. В результате реализации процесса по предлагаемому способу была получена партия инструмента в количестве 3 шт., в которых распределение абразивных зерен по поверхности составило 145-157 шт./см2, отклонение формы от округлости находилось в пределах 0,003 мм. Для сравнения при изготовлении инструментов при реализации способа-прототипа отклонение от округлости составляло не менее 0,01 мм.
Предлагаемый способ практически реализуем и не вызывает трудностей при осуществлении, был успешно опробован на базе химических лабораторий ОАО «ФНПЦ «Алтай», где подтвердил высокую эффективность предлагаемого решения.
Способ изготовления абразивного инструмента на металлической связке, включающий подачу электролита, содержащего абразивные зерна, на поверхность инструмента, который вращают горизонтально в гальваническом резервуаре с обеспечением закрепления осаждаемых на поверхность инструмента абразивных зерен электрохимическим покрытием, отличающийся тем, что инструмент размещают в гальваническом резервуаре с получением локального открытого участка поверхности инструмента при вращении инструмента в дискретном режиме и осуществляют операции дозирования абразивных зерен и осаждения электрохимического покрытия с закреплением абразивных зерен на локальный открытый участок поверхности инструмента, а при последующем дискретном повороте инструмента на заданный угол упомянутые операции дозирования и локального осаждения повторяют.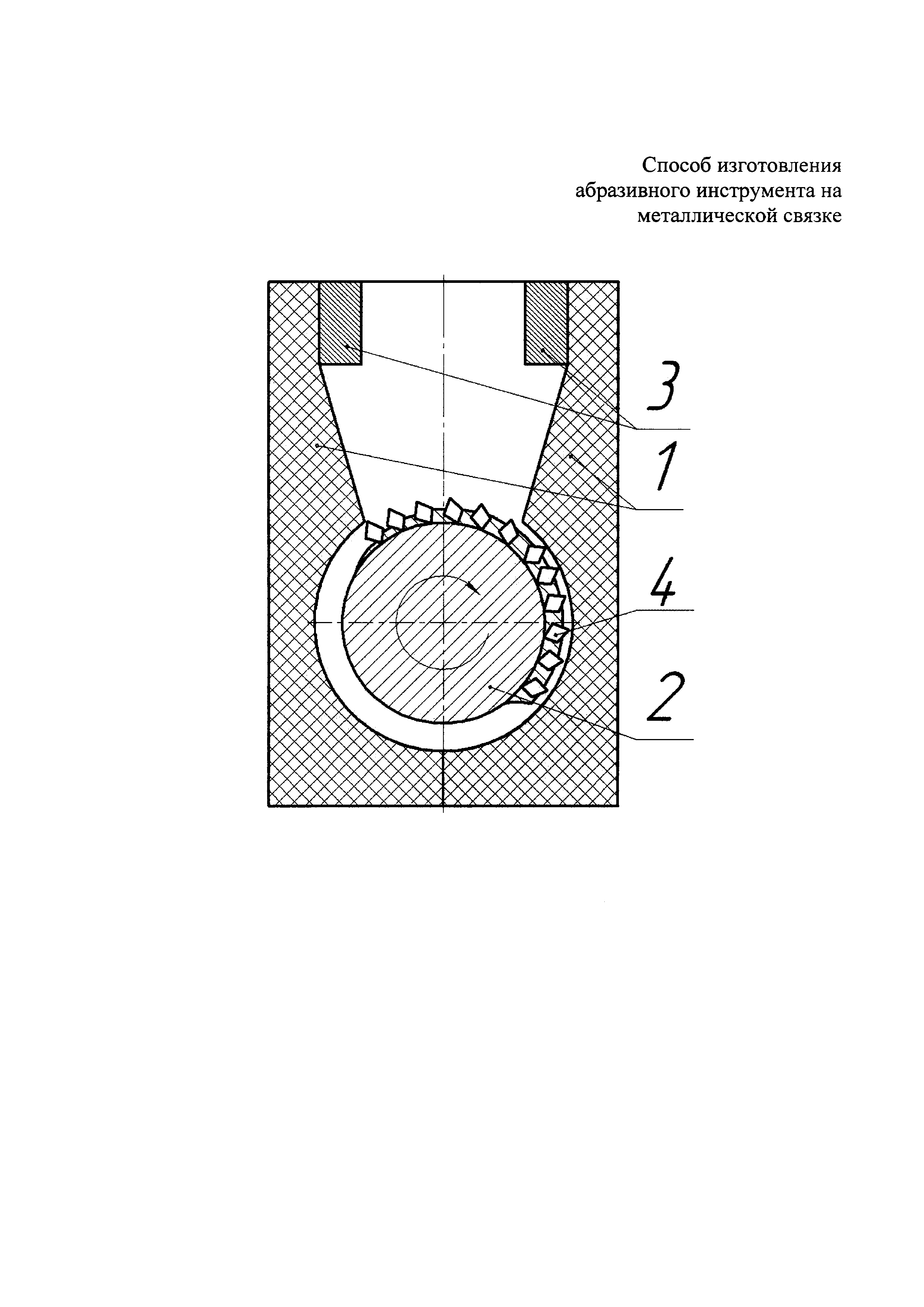
Ракетный двигатель твердого топлива
Ракетный двигатель
Ракетный двигатель твердого топлива
Способ изготовления зарядов смесевого ракетного твердого топлива
Способ изготовления зарядов смесевого ракетного твердого топлива
Способ получения высокоэнергетического композита
Твердотопливная металлизированная композиция
Способ диагностики предаварийных режимов работы рдтт при огневых стендовых испытаниях
Скрепленный заряд ракетного твердого топлива
Способ получения диальдегиддекстрана
Ракетный двигатель твердого топлива
Ракетный двигатель
Ракетный двигатель твердого топлива
Способ изготовления зарядов смесевого ракетного твердого топлива
Способ изготовления зарядов смесевого ракетного твердого топлива
Способ получения высокоэнергетического композита
Твердотопливная металлизированная композиция
Способ диагностики предаварийных режимов работы рдтт при огневых стендовых испытаниях
Скрепленный заряд ракетного твердого топлива
Способ получения диальдегиддекстрана

