Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ПУСТОТЕЛОЙ ДЕТАЛИ
Вид РИД
Изобретение
Изобретение относится к области металлообработки и может быть использовано на металлорежущих станках при закреплении заготовки.
Известно устройство для закрепления пустотелой цилиндрической заготовки на металлорежущих станках, которое содержит корпус с упорным торцом, с центральным отверстием и двумя рядами радиальных отверстий, оси которых перпендикулярны оси центрального отверстия, тягу, имеющую возможность возвратно-поступательного перемещения вдоль оси корпуса, подпружиненные плунжеры, размещенные в радиальных отверстиях с возможностью перемещения в них под действием кулачковых поверхностей, выполненных на тяге, и быстросъемный прижим, установленный на тяге, при этом сумма диаметра тяги и двух длин плунжеров соответствует внутреннему диаметру закрепляемой детали (см. патент RU 2320458, опубл. 27.03.2008. Бюл. №9). Устройство принято за прототип.
Недостатком прототипа является то, что использование устройства ограничено обработкой пустотелых заготовок, центрируемых по внутреннему диаметру, при этом для центрирования и крепления заготовок типа отрезков холодно- или горячекатаных труб, а также штучных пустотелых заготовок с профильной наружной поверхностью, отличной от круга, требуется предварительная обработка внутреннего диаметра из-за значительных допусковых отклонений толщины стенки.
Предлагаемым изобретением решается задача увеличения объемов использования малодеформационного центрирования при креплении пустотелых заготовок.
Технический результат заключается в уменьшении трудовых затрат и погрешности базирования за счет центрирования пустотелых заготовок по наружной поверхности, в том числе пустотелых заготовок с выступами на наружной поверхности.
Указанный технический результат достигается тем, что в устройстве для закрепления пустотелой заготовки на металлорежущих станках, содержащем корпус с центральным отверстием, с торцевой упорной поверхностью и двумя рядами радиальных отверстий, оси которых перпендикулярны оси центрального отверстия, тягу, размещенную в центральном отверстии корпуса с возможностью возвратно-поступательного перемещения вдоль оси корпуса, и подпружиненные плунжеры, размещенные в радиальных отверстиях корпуса с возможностью осевого перемещения под действием кулачковых поверхностей, выполненных на тяге, и быстросъемный прижим, установленный на тяге, новым является то, что центральное отверстие корпуса выполнено ступенчатым, при этом ступень со стороны открытого торца служит для размещения в ней заготовки, на корпусе между торцевой упорной поверхностью и посадочным на станок торцом, симметрично оси центрального отверстия, выполнен сквозной паз, а тяга выполнена сборной из стержня и втулки с кулачковой внутренней поверхностью, соединенных между собой посредством оси, при этом стержень установлен в центральное отверстие корпуса, ось размещена в сквозном пазу корпуса, а втулка размещена на наружной поверхности корпуса, при этом разность между внутренним рабочим диаметром втулки и двумя длинами плунжеров соответствует наружному диаметру закрепляемой заготовки.
Выполнение корпуса со ступенчатым центральным отверстием позволяет размещать в нем закрепляемую заготовку, а выполнение тяги сборной - из стержня и втулки с кулачковой внутренней поверхностью, соединенных между собой осью и размещенных соответственно в центральном отверстии, на наружном диаметре и в сквозном пазу корпуса с возможностью возвратно-поступательного перемещения тяги сборной вдоль оси корпуса, позволяет центрировать заготовку в устройстве по наружной поверхности, и закреплять в торец, что позволяет расширить номенклатуру заготовок, для которых используется малодеформационное центрирование.
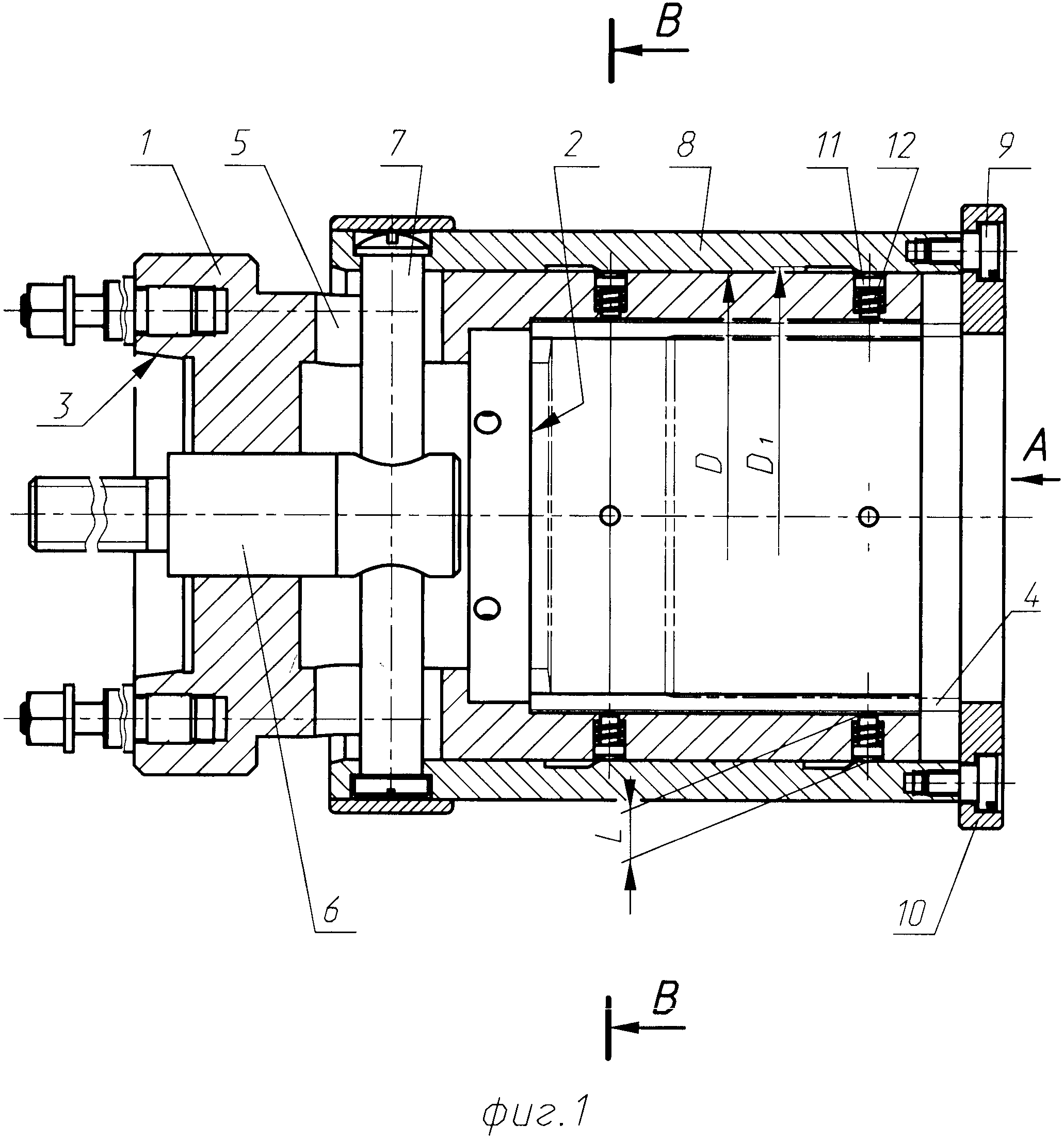
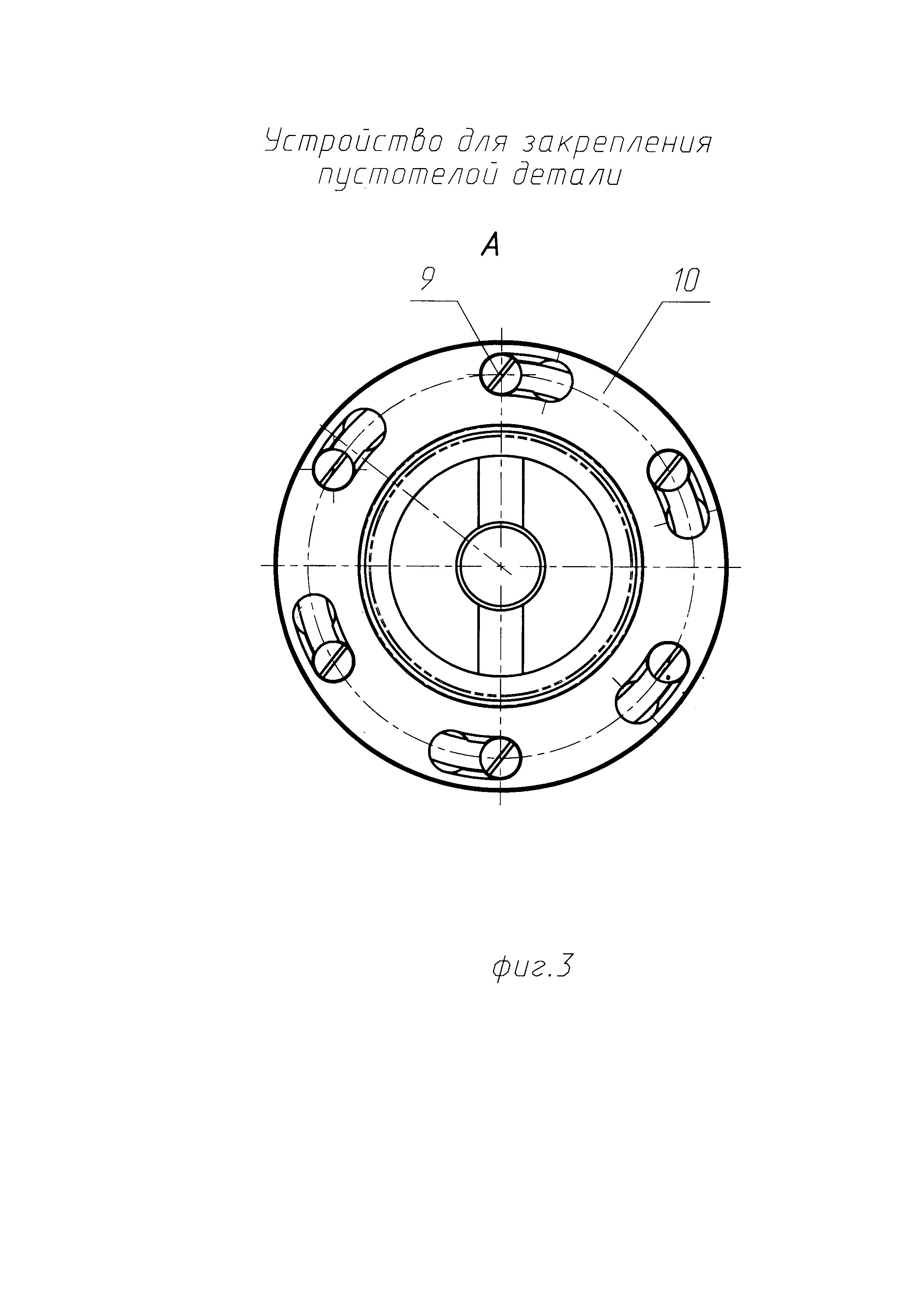
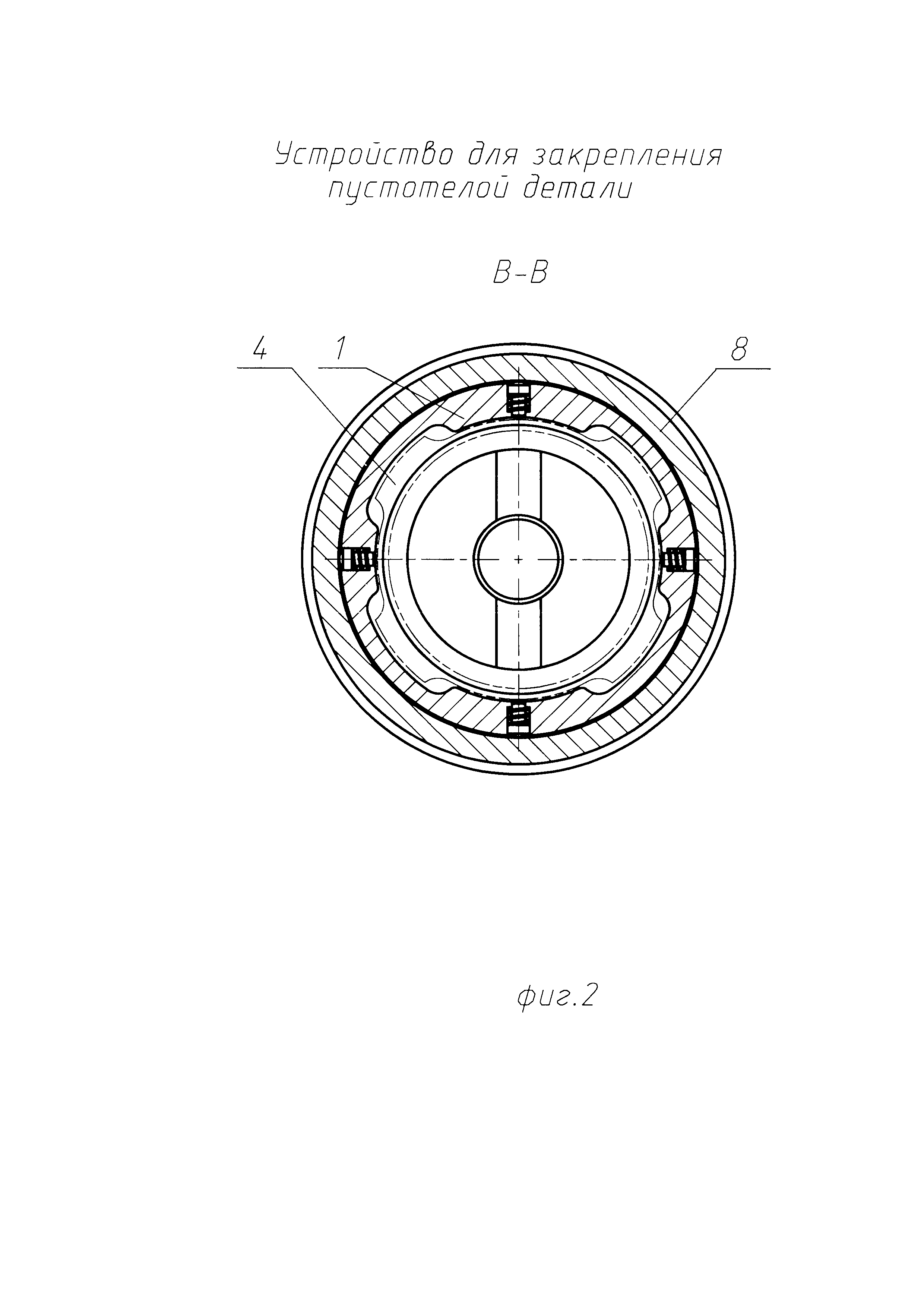
Изобретение поясняется чертежами, где на фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез по ряду плунжеров; на фиг. 3 - вид с торца на быстросъемную шайбу.
Устройство для закрепления пустотелой заготовки на металлорежущих станках содержит корпус 1 с торцовой упорной поверхностью 2 и посадочной на шпиндель станка поверхностью 3. В корпусе 1 выполнены ступенчатое отверстие и два ряда радиальных отверстий в количестве не менее трех в каждом ряду по краям закрепляемой заготовки 4. Между посадочной поверхностью 3 корпуса и торцовой упорной поверхностью 2 симметрично оси корпуса выполнен сквозной паз 5. На корпус установлена с возможностью возвратно-поступательного перемещения вдоль оси тяга сборная в виде стержня 6, соединенного посредством оси 7 с втулкой 8, имеющую внутреннюю поверхность в виде рабочего внутреннего диаметра D и кулачковую поверхность в виде кольцевых канавок диаметром D1, сопряженных с рабочим внутренним диаметром D коническими участками, при этом стержень размещен в центральном отверстии корпуса, ось - в сквозном пазу корпуса, а втулка - на наружной поверхности корпуса. На конце втулки 8 установлены шпильки 9, на которые установлена быстросъемная шайба 10. В радиальных отверстиях корпуса 1 с возможностью осевого перемещения установлены плунжеры 11 длиной L, подпружиненные пружинами 12. Разность между рабочим диаметром D втулки и двумя длинами плунжеров 2L соответствует наружному диаметру закрепляемой заготовки. Диаметр кольцевых канавок D1 во втулке выбирается из удобства установки заготовки в устройство, угол наклона образующей конусов сопряжения - из условия плавности работы плунжеров 11 и длины хода тяги сборной. Поверхность плунжера, взаимодействующая с рабочей поверхностью втулки, выполнена сферической.
Устройство работает следующим образом. Тягу в сборе перемещают вправо до западания плунжеров 11 в кольцевые канавки втулки 8. Устанавливают заготовку 4 в устройство, на шпильки 9 устанавливают быстросъемную шайбу 10. Перемещают тягу в сборе влево, при этом плунжеры 11, преодолевая усилие пружин 12, сдвигаются к оси устройства и центрируют заготовку 4 по наружному диаметру. Одновременно заготовка прижимается к торцевой упорной поверхности устройства.
Пример использования
Требуется закрепить пустотелую заготовку высотой 130 мм с наружной поверхностью в виде диаметра ⌀127±0,2 мм с расположенными на нем четырьмя продольными выступами шириной 36 мм, возвышающимися над диаметром ⌀127 мм на 6,5 мм, при этом диаметр ⌀127 мм на заготовке выполнен в размер готовой детали.
Для получения наименьшей разнотолщинности детали после обработки резанием внутренней поверхности для центрирования и крепления заготовки используется предлагаемое устройство, у которого рабочий диаметр втулки D=160 мм, диаметр кольцевых канавок D1=162 мм, длина плунжера L=16,6 мм. Разность между рабочим диаметром втулки и двумя длинами плунжеров соответствует минимальному наружному диаметру заготовки ⌀126,8 мм.
Устройство для закрепления пустотелой заготовки на металлорежущем станке, содержащее корпус с центральным отверстием, с торцевой упорной поверхностью и двумя рядами радиальных отверстий, оси которых перпендикулярны оси центрального отверстия, тягу, размещенную в центральном отверстии с возможностью возвратно-поступательного перемещения вдоль оси корпуса и подпружиненные плунжеры, размещенные в радиальных отверстиях корпуса с возможностью осевого перемещения под действием кулачковых поверхностей, выполненных на тяге, и быстросъемный прижим, установленный на тяге, отличающееся тем, что центральное отверстие корпуса выполнено ступенчатым, при этом ступень со стороны открытого торца служит для размещения в ней заготовки, на корпусе между торцевой упорной поверхностью и посадочным на станок торцом, симметрично оси центрального отверстия, выполнен сквозной паз, а тяга выполнена сборной из стержня и втулки с кулачковой внутренней поверхностью, соединенных между собой посредством оси, при этом стержень установлен в центральное отверстие корпуса, ось размещена в сквозном пазу корпуса, а втулка размещена на наружной поверхности корпуса, при этом разность между внутренним рабочим диаметром втулки и двумя длинами плунжеров соответствует наружному диаметру закрепляемой заготовки.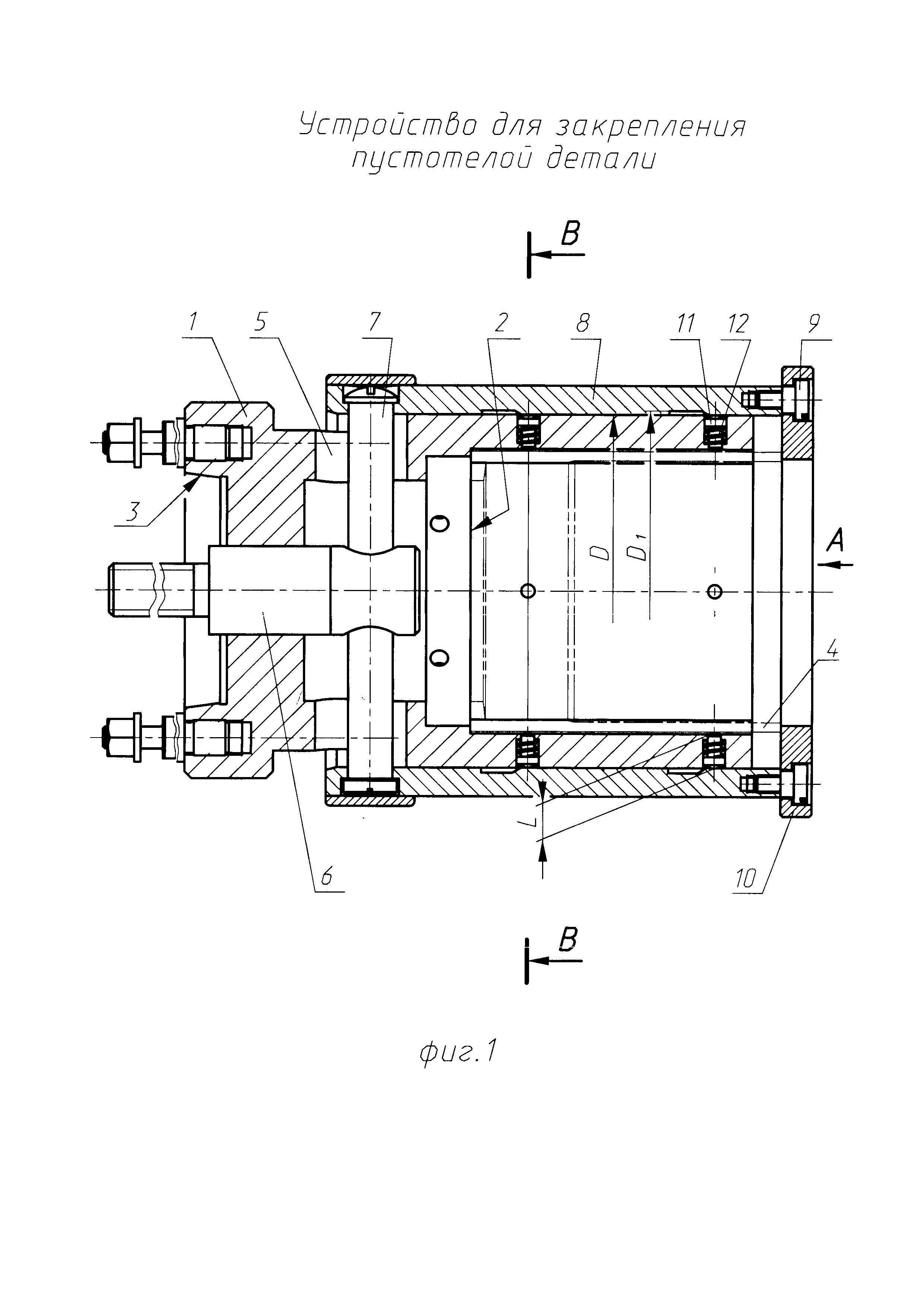
Способ получения упрочненных стальных изделий точных геометрических размеров и шахтная печь сопротивления для его реализации
Ствол для стрельбы пулями с упругими элементами
Способ термической безокислительной обработки изделий из сталей и сплавов и шахтная печь сопротивления для его реализации
Расходный материал для фиксации на местности точек специальных топогеодезических сетей
Механизм подачи патронов для автоматического стрелкового оружия с ленточным питанием
Способ безокислительной термической обработки деталей и сборочных единиц
Способ доработки серийного транспортного средства, оснащенного кузовом-фургоном, в специальное транспортное средство и установочный комплект для такой доработки
Топопривязчик
Локальная система терморегулирования воздуха зоны автоматизированных рабочих мест операторов мобильного информационно-аналитического комплекса вооружений
Мобильный комплекс навигации и топопривязки
Способ изготовления пустотелых изделий
Устройство для измерения высот внутренних ребер
Устройство для закрепления пустотелой цилиндрической детали
Способ изготовления ствола
Способ изготовления нарезного ствола

