Результат интеллектуальной деятельности: СОДЕРЖАЩАЯ ОДНОНАПРАВЛЕННЫЕ ВОЛОКНИСТЫЕ ЛЕНТЫ ВОЛОКНИСТАЯ ЗАГОТОВКА ИЗ ПУЧКОВ АРМИРУЮЩИХ ВОЛОКОН И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение касается волокнистой заготовки для изготовления волокнистых композитных структур или соответственно конструктивных элементов из композитного материала, стенка которой состоит из армирующих волокон, а также конструктивного элемента из композитного материала из такой заготовки.
В частности, в области авиационной и космической промышленности, но также, например, в области машиностроения, в возрастающей мере применяются конструктивные элементы из волокнистых композитных материалов. Волокнистые композитные материалы по сравнению с металлом часто обладают преимуществом меньшего веса и/или более высоких значений прочности. Существенным аспектом является при этом одновременно оптимальное по затратам изготовление такого рода способных нести нагрузку и все-таки легковесных конструктивных элементов из композитных материалов. В отношении нагрузочной способности, т.е. в отношении жесткости и прочности у конструктивных элементов из композитных материалов решающее влияние оказывают объемная доля армирующих волокон и, в частности, также ориентация армирующих волокон.
Один из часто применяемых способов изготовления основан в настоящее время на так называемой технологии препрегов. При этом армирующие волокна, такие как, например, стекловолокна или углеродные волокна, располагаются, например, параллельно друг другу, внедряются в матричную смолу и перерабатываются с получением полуфабрикатов в форме полос. Для изготовления конструктивных элементов эти полосы нарезаются соответственно контуру конструктивного элемента и машинным способом или вручную слой за слоем с учетом необходимой для нагрузок конструктивных элементов ориентации армирующих волокон ламинируются в инструмент. Затем происходит отверждение матрицы под давлением и температурой в автоклаве. Такого рода способы изготовления для многих конструктивных элементов, однако, являются очень трудоемкими и дорогими.
При другом способе из армирующих волокон изготавливаются так называемые волокнистые заготовки («преформы»). По существу речь идет при этом о текстильных полуфабрикатах в форме двух- или трехмерных образований из армирующих волокон, в которые на последующих этапах изготовления волокнистого композитного конструктивного элемента вводится надлежащий матричный материал путем пропитки или впрыска, также с применением вакуума. В заключение происходит отверждение матричного материала, как правило, при повышенных температурах и выдавливание с получением готового конструктивного элемента. Известными способами пропитки или впрыска матричного материала являются здесь так называемые Liquid Molding (способ LM) - заливка жидкостью - или родственные ему способы, такие как, например, Resin Transfer Molding (RTM) - трансферное формование, Vakuum Assisted Resin Transfer Molding (VARTM) - трансферное формование под вакуумом, Resin Film Infusion (RFI) - пропитка пленочными связующими, Liquid Resin Infusion (LRI) - пропитка жидкой смолой - или Resin Infusion Flexible Tooling (RIFT) - пропитка смолой с помощью мембраны. Применяемый для изготовления волокнистых заготовок волокнистый материал может быть также уже предварительно пропитан, например, небольшими количествами отверждаемого полимерного материала, т.е. связующего материала, для улучшения фиксации армирующих волокон в волокнистой заготовке. Такого рода предварительно пропитанные нити описываются, например, в WO 2005/095080.
Для изготовления таких волокнистых заготовок в WO 98/22644 уже предлагалось диспергировать коротко нарезанные армирующие волокна вместе со связующим материалом на согласованный с конфигурацией желаемой волокнистой заготовки воздухопроницаемый экран и с приложением вакуума удерживать на экране, пока после охлаждения связующего материала не будет достигнута достаточная устойчивость заготовки. При этой методике армирующие волокна расположены в случайном, изотропном порядке и ориентации. Хотя это и предпочтительно, когда направления нагрузок в конструктивном элементе являются непредсказуемыми, однако одновременно имеет тот недостаток, что из-за изотропной ориентации всегда только некоторая доля волокон располагается в направлении нагрузки. То есть согласование с особыми направлениями нагрузки в конструктивном элементе при этом способе невозможно. Упрочнения в стенке конструктивного элемента могут осуществляться максимум посредством, например, локально увеличенных толщин стенки, которые, однако, связаны с увеличением веса конструктивного элемента. Кроме того, в соответствии с примерами WO 98/22644 достигаются только объемные доли волокон в пределах приблизительно до 15 объемн.%, и при этом из-за низких объемных долей волокон только сравнительно низкие относительно толщины значения прочности конструктивного элемента. Обычно у такого рода конструктивных элементов со случайной ориентацией армирующих волокон достигаются доли волокон, равные максимум 30 объемн.%.
В US 2010/0126652 A1 и US 2009/0229761 A1 описывается способ или соответственно устройство для изготовления волокнистых заготовок, посредством которого можно выполнять требование ориентации волокон в конструктивном элементе в соответствии с нагрузкой. При этом применяется так называемый способ TFP («Tailored Fiber Placement» - заданная выкладка волокна), при котором нити или жгуты волокон выкладываются в направлении вдоль произвольного, воздействующего на готовый конструктивный элемент силового потока с согласованными траекториями ленты и посредством фиксирующих ниток предварительно фиксируются, причем для этого применяются швейно-вязальные автоматы с ЧПУ. В US 2009/0229760 A1 описано предназначенное для таких способов TFP устройство для выкладки жгутов волокон. При этих способах TFP возможно улучшенное использование механической нагрузочной способности армирующих волокон и улучшенное согласование поперечных сечений конструктивного элемента с соответствующими локальными нагрузками в конструктивном элементе. Впрочем, такие способы, в частности, при изготовлении волокнистых заготовок с комплексными трехмерными структурами, являются очень трудоемкими и дорогостоящими.
Альтернативно фиксации жгутов волокон посредством текстильных способов, таких как, например, посредством швейно-вязальных способов, жгуты волокон могут также фиксироваться посредством термически активируемого связующего материала, например, посредством термопласта, как это описывается в DE 10 2007012608 B4.
Другая возможность изготовления волокнистых заготовок заключается в применении так называемых нетканых материалов с многоосным расположением волокон. Под неткаными материалами с многоосным расположением волокон понимаются конструкции из нескольких расположенных друг на друге пластов ниток, причем эти пласты нитей состоят из множества расположенных параллельно друг другу армирующих ниток. Расположенные друг на друге пласты ниток могут соединяться друг с другом и фиксироваться друг относительно друга посредством множества расположенных рядом друг с другом и проходящих параллельно друг другу и образующих петли швейных или трикотажных ниток, так что нетканый материал с многоосным расположением волокон таким образом стабилизируется. Пласты ниток уложены друг на друга так, что армирующие волокна этих пластов ориентированы параллельно друг другу или попеременно перекрещиваясь (например, -45°; 0°; +45°).
Такого рода нетканые материалы с многоосным расположением волокон без матричного материала укладываются в форму и, например, с целью деформации при повышенной температуре приводятся в соответствие с ее контуром. Затем необходимый для изготовления композитного конструктивного элемента матричный материал посредством пропитки и впрыска вводится в форму и в волокнистую заготовку, после чего после отверждения матричного материала получается композитный конструктивный элемент. Нетканые материалы с многоосным расположением волокон и их применение для изготовления волокнистых заготовок описываются, например, в EP 0361796 B1, EP 1352118 B1 или WO 98/10128.
Нетканые материалы с многоосным расположением волокон являются, однако, трудоемкими в их изготовлении и, в общем, изготавливаются со стандартными значениями ширины, которые редко соответствуют размерам получаемого позднее конструктивного элемента. В результате этого возникает значительная доля обрезков. Кроме того, они только ограниченно применимы, в частности, при сложных контурах контактная трубка и, прежде всего, при конструктивных элементах с небольшими радиусами кривизны, так как нетканые материалы с многоосным расположением волокон не могут драпироваться произвольным образом. Кроме того, наблюдалось, что швейные или соответственно трикотажные нитки часто могут приводить к уменьшению ударной вязкости получающегося в результате композитного материала. Наконец, также позднейшая пропитка или впрыск матричного материала посредством Liquid Molding или родственных способов замедляется.
Во избежание швов и поперечных ниток US 2008/0085650 A1 предлагает применять структуры армирующих материалов с пластовой конструкцией, которые включают в себя один пласт параллельно ориентированных непрерывных армирующих волокон, а также один пласт, например, из ваточного холста, ткани или коротко нарезанных волокон, при этом пласты посредством клея или склеенных мест соединены друг с другом. Эти материалы также сначала имеются со стандартными значениями ширины, которые должны нарезаться соответственно геометрии конструктивного элемента. Таким образом возникают повышенные затраты на дополнительные этапы, такие как резание, драпирование и соединение, а также среднее количество обрезков, составляющее до 30% исходного материала.
Задачей настоящего изобретения является создание волокнистой заготовки, которая может найти применение для множества контуров конструктивных элементов, которая, в частности, может быть лучше приспособлена к соответствующим локальным нагрузкам в конструктивном элементе и экономична в изготовлении.
Эта задача решается с помощью волокнистой заготовки для изготовления волокнистых композитных структур, стенка которой состоит из армирующих волокон,
- при этом стенка имеет первую поверхность и расположенную напротив первой поверхности вторую поверхность, и проходящую между этими поверхностям толщину, и ограничена кромками,
- при этом стенка содержит по меньшей мере одну первую зону из содержащих первую композицию смол пучков армирующих волокон и по меньшей мере одну вторую зону из по меньшей мере одной волокнистой ленты, состоящей из по меньшей мере одного содержащего вторую композицию смол, однонаправленно ориентированного жгута армирующих нитей,
- при этом пучки армирующих волокон в указанной по меньшей мере одной первой зоне, если смотреть параллельно протяженности толщины, ориентированы в различных пространственных направлениях друг относительно друга,
- при этом каждый пучок армирующих волокон состоит из ориентированных параллельно друг другу филаментов армирующих волокон, имеет длину в пределах от 3 до 50 мм и содержит первую композицию смол в концентрации в пределах от 1 до 10 вес.% относительно веса волокна,
- при этом стенка волокнистой заготовки содержит долю армирующих волокон, равную более 35 объемн.%, и
- при этом указанная по меньшей мере одна вторая зона, если смотреть перпендикулярно протяженности толщины стенки, образует дискретную область, и по меньшей мере одна волокнистая лента заканчивается по меньшей мере на одном из своих концов внутри стенки.
С помощью предлагаемой изобретением волокнистой заготовки может простым образом изготавливаться волокнистая композитная структура или соответственно конструктивный элемент из композитного материала. Для этого предлагаемая изобретением волокнистая заготовка может закладываться в близкую к конечным контурам форму, посредством обычных способов матричный материал посредством пропитки, инфильтрации или впрыска может вводиться в форму и вместе с тем в волокнистую заготовку и затем посредством отверждения матричного материала получаться конструктивный элемент из композитного материала. Поэтому изобретение касается также конструктивного элемента из композитного материала, стенка которого состоит из внедренных в полимерную матрицу армирующих волокон,
- при этом стенка имеет первую поверхность и расположенную напротив первой поверхности вторую поверхность, и проходящую между этими поверхностям толщину, и ограничена кромками,
- при этом стенка включает в себя по меньшей мере одну первую зону из содержащих первую композицию смол пучков армирующих волокон и по меньшей мере одну вторую зону из по меньшей мере одной волокнистой ленты, состоящей из по меньшей мере одного содержащего вторую композицию смол, однонаправленно ориентированного жгута армирующих нитей,
- при этом пучки армирующих волокон в указанной по меньшей мере одной первой зоне, если смотреть параллельно протяженности толщины, ориентированы в различных пространственных направлениях друг относительно друга,
- при этом каждый пучок армирующих волокон состоит из ориентированных параллельно друг другу филаментов армирующих волокон, имеет длину в пределах от 3 до 50 мм,
- при этом стенка волокнистой заготовки содержит долю армирующих волокон, равную более 35 объемн.%, и
- при этом указанная по меньшей мере одна вторая зона, если смотреть перпендикулярно протяженности толщины стенки, образует дискретную область, и по меньшей мере одна волокнистая лента заканчивается по меньшей мере на одном из своих концов внутри стенки.
Волокнистая заготовка или соответственно конструктивный элемент из композитного материала имеет, таким образом, внутри своей стенки по меньшей мере одну первую зону из пучков армирующих волокон и по меньшей мере одну вторую зону из по меньшей мере одной волокнистой ленты. При этом первая зона может образовывать проходящую внутри стенки непрерывную область, в которую, например, внедрены одна или несколько вторых зон. При этом вторые зоны могут быть расположены внутри стенки, т.е., если смотреть перпендикулярно протяженности толщины стенки, образовывать острова. Вторые зоны, однако, в одном из предпочтительных вариантов осуществления могут быть также расположены в области одной из поверхностей на первой зоне, т.е. указанная по меньшей мере одна волокнистая лента в этом случае например, прикаширована к одной из поверхностей. Однако возможно также, чтобы одна вторая зона проходила по всей толщине стенки и при этом сбоку ограничивалась первыми зонами. В любом случае указанная по меньшей мере одна вторая зона, если смотреть перпендикулярно протяженности толщины стенки, образует дискретную область, т.е. указанная по меньшей мере одна вторая зона не образует в этом направлении взгляда сплошную, т.е. непрерывную область. Как излагалось, одна только указанная по меньшей мере одна первая зона может проходить по всей стенке, то есть образовывать сплошную, непрерывную область. В одном из предпочтительных вариантов осуществления предлагаемой изобретением волокнистой заготовки указанная по меньшей мере одна первая зона образует внутри стенки сплошную область из пучков армирующих волокон, и стенка включает в себя по меньшей мере одну расположенную внутри и/или на сплошной области из пучков армирующих волокон дискретную вторую зону.
В указанной по меньшей мере одной первой зоне пучки армирующих волокон, если смотреть параллельно протяженности толщины, ориентированы в различных пространственных направлениях друг относительно друга, т.е. армирующие волокна в указанной по меньшей мере одной первой зоне в пространственных направлениях изотропно распределены или соответственно ориентированы перпендикулярно протяженности толщины. При этом под изотропностью понимается, что именно внутри отдельных пучков армирующих волокон имеет место анизотропная ориентация волокон. Пучки в своей совокупности, однако, не отличаются предпочтительной ориентацией, а в указанных пространственных направлениях ориентированы изотропно. В частности, при более толстых стенках или более толстых толщинах слоев первых зон может также иметь место изотропное распределение с учетом проходящего в направлении толщины стенки пространственного направления, т.е. волокнистая заготовка или соответственно конструктивный элемент из композитного материала может в указанной по меньшей мере одной первой зоне иметь изотропную во всех трех пространственных направлениях структуру.
В соответствии с изобретением каждый пучок армирующих волокон состоит из ориентированных параллельно друг другу филаментов армирующих волокон и имеет длину в пределах от 3 до 50 мм. Предпочтительно эта длина находится в пределах от 10 до 50 мм. С учетом достигаемых долей армирующих волокон в указанной по меньшей мере одной первой зоне, в частности, для достижения долей армирующих волокон свыше 40 объемн.%, предпочтительно, если стенка предлагаемой изобретением волокнистой заготовки или соответственно конструктивного элемента из композитного материала в указанной по меньшей мере одной первой зоне содержит несколько групп пучков армирующих волокон с отличающимися друг от друга длинами, так чтобы в целом длина пучков армирующих волокон имела распределение. Например, пучки армирующих волокон с длиной, равной 20, 30 и 50 мм могут быть скомбинированы или соответственно комбинироваться друг с другом.
Пучки армирующих волокон могут состоять из обычных филаментных нитей, включающих в себя, например, от 500 до 50000 филаментов армирующих волокон. Но предпочтительно, если каждый пучок армирующих волокон состоит из 500-24000 филаментов армирующих волокон. Для достижения как можно более гомогенного распределения пучков армирующих волокон в указанной по меньшей мере одной первой зоне и для достижения как можно более высоких долей волокон количество филаментов армирующих волокон в пучках армирующих волокон особенно предпочтительно находится в пределах от 500 до 6000 и совсем особенно предпочтительно в пределах от 1000 до 3000.
Для достижения высоких объемных долей волокон в указанной по меньшей мере одной первой зоне, в частности, для достижения долей армирующих волокон свыше 40 объемн.%, также оказалось предпочтительно, если стенка содержит несколько групп пучков армирующих волокон с отличающимися друг от друга количествами филаментов армирующих волокон, так как при этом могут реализовываться высокие плотности расположения пучков в указанной по меньшей мере одной первой зоне. Например, могут комбинироваться пучки армирующих волокон, включающие в себя 3000, 6000 и 12000 филаментов армирующих волокон.
Для достижения высоких плотностей расположения пучков, т.е. для достижения высоких объемных долей волокон в указанной по меньшей мере одной первой зоне, равных свыше 40 объемн.%, также предпочтительно, если пучки армирующих волокон имеют как можно боле плоское поперечное сечение перпендикулярно протяженности филаментов армирующих волокон. Предпочтительно пуки армирующих волокон находятся в форме ленточек и имеют отношение ширины пучка к толщине пучка, равное по меньшей мере 25. Особенно предпочтительно отношение ширины пучка к толщине пучка находится в пределах от 30 до 150.
Путем надлежащего выбора пучков армирующих волокон с учетом их отношения ширины пучка к толщине пучка, с учетом их длины, а также количества филаментов армирующих волокон, могут реализовываться особенно высокие плотности расположения пучков армирующих волокон и вместе с тем особенно высокие объемные доли волокон в указанной по меньшей мере одной первой зоне. В одном из совсем особо предпочтительных вариантов осуществления волокнистой заготовки или соответственно конструктивного элемента из композитного материала расположенные в стенке волокнистой заготовки или соответственно конструктивного элемента из композитного материала в области указанной по меньшей мере одной первой зоны пучки армирующих волокон, наряду с плоским поперечным сечением, имеют различные длины и различные количества филаментов армирующих волокон. Это приводит к особенно высоким объемным долям волокон в стенке заготовки или соответственно конструктивного элемента. В соответствии с изобретением стенка волокнистой заготовки или соответственно конструктивного элемента из композитного материала по своей протяженности, т.е. на каждой стороне своей протяженности, имеет долю армирующих волокон, равную по меньшей мере 35 объемн.%, предпочтительно долю армирующих волокон, равную по меньшей мере 40 объемн.%, и особенно предпочтительно равную 45 объемн.%. В особой мере предпочтительно, если доля армирующих волокон составляет по меньшей мере 50 объемн.%, так как это приводит к замечательным механическим свойствам в конструктивном элементе из композитного материала. При этом предварительная пропитка пучков армирующих волокон первой композицией смол позволяет получить компактную, стабильную выкладку этих пучков армирующих волокон при изготовлении волокнистой заготовки, что способствует реализации таких высоких объемных долей волокон.
Доля армирующих волокон в стенке волокнистой заготовки может определяться в соответствии с DIN EN 2564:1998. Для этого волокнистая заготовка распространенными способами пропитывается эпоксидной смолой, такой как, например, HexFlow RTM 6 (ф.Hexcel) и отверждается с получением композитного материала. Из отвержденного композитного материала вырезаются пробные образцы, у которых затем в соответствии с предписаниями DIN EN 2564:1998 определяются масса и плотность, а также после обработки концентрированной серной кислотой с целью отделения матричной смолы масса содержащихся в пробных образцах волокон. В соответствии с предписаниями DIN EN 2564:1998 может, таким образом, сначала определяться массовая доля волокон, а в результате по ней объемная доля волокон или соответственно доля армирующих волокон. Этот метод может также применяться для определения объемной доли волокон у конструктивных элементов из композитного материала.
Пучки армирующих волокон в волокнистой заготовке имеют в соответствии с изобретением относящееся к доле волокон содержание первой композиции смол в пределах от 1 до 10 вес.%. Благодаря этому пучкам волокон придается достаточная устойчивость и предотвращается распад на отдельные филаменты или отдельные группы филаментов. Одновременно у предлагаемых изобретением покрытий из смолы обеспечивается, что пучки армирующих волокон при образовании волокнистой заготовки прилипают друг к другу, и так волокнистая заготовка приобретает достаточную для последующего обращения устойчивость. Такого рода покрытие из смолы часто также называется связующим или соответственно покрытием из связующего. Как уже излагалось, непосредственный, еще необходимый для образования композитного конструктивного элемента матричный материал только в позднейшем рабочем ходе путем пропитки или впрыска вводится в заготовку. Предпочтительно пучки армирующих волокон в волокнистой заготовке содержат первую композицию смол в концентрации в пределах от 2 до 7 вес.%, относительно доли волокон.
Первая композиция смол может представлять собой связующий материал, который выполняет вышеназванные задачи. В одном из предпочтительных вариантов осуществления изобретения первая композиция смол представляет собой термически активируемый связующий материал, например, термопласт. Однако предпочтительным является связующий материал на основе эпоксидных смол, при этом связующий материал может многократно расплавляться и путем охлаждения до температуры помещения переводиться в твердое состояние. Такого рода композиции смол или соответственно армирующие волокна, которые содержат такие композиции смол, описываются, например, в WO 2005/095080. В WO 98/22644 также описываются такого рода композиции смол, пригодные в качестве связующих.
Указанная по меньшей мере одна волокнистая лента на или внутри указанной по меньшей мере одной второй зоны и вместе с тем указанная по меньшей мере одна вторая зона сама расположена, например, в областях особенно высоких нагрузок в получаемом позднее, изготовленном из волокнистой заготовки конструктивном элементе или соответственно в предлагаемом изобретением конструктивном элементе из композитного материала и ориентирована соответственно преобладающим там направлениям нагрузок. То есть указанная по меньшей мере одна волокнистая лента, предпочтительно расположена ориентируясь по силовому потоку, или соответственно ориентирована в соответствии с нагрузками в стенке волокнистой заготовки или соответственно конструктивного элемента из композитного материала. При этом указанная по меньшей мере одна волокнистая лента может или соответственно волокнистые ленты могут проходить от одной стороны или соответственно кромки стенки волокнистой заготовки или соответственно конструктивного элемента из композитного материала до другой стороны или кромки волокнистой заготовки или соответственно конструктивного элемента из композитного материала и, таким образом, по всему размеру в этой области. При этом кромки могут задавать наружный периметр волокнистой заготовки, но они могут также получаться внутри волокнистой заготовки посредством выемок, пропускных отверстий, выступов или т.п.
Предлагаемая изобретением волокнистая заготовка отличается, в частности, тем, что она может гибко согласовываться с локальными нагрузками в конструктивном элементе, который должен изготавливаться из этой волокнистой заготовки. Поэтому волокнистая заготовка в одном из вариантов осуществления включает в себя по меньшей мере волокнистую ленту, которая заканчивается по меньшей мере на одном из ее концов внутри стенки, то есть не проходит от одной кромки волокнистой заготовки до другой кромки. Одна волокнистая лента или несколько волокнистых лент проходят, таким образом, только по частям соответствующего размера или соответственно протяженности стенки в направлении этой одной волокнистой ленты или соответственно этих волокнистых лент, то есть образует или соответственно образуют островные или полуостровные области. Концы волокнистой ленты соответствуют при этом концам образующего эту ленту по меньшей мере одного однонаправленно ориентированного жгута армирующих нитей. Например, возможно также, чтобы в случае, когда волокнистая заготовка или соответственно конструктивный элемент из композитного материала имеет выступ для образования патрубка, только в области этого выступа волокнистые ленты были нанесены в качестве упрочнения. При этом волокнистые ленты могут или соответственно по меньшей мере одна волокнистая лента может также проходить или соответственно быть уложена по нелинейной траектории.
Предпочтительно указанная по меньшей мере одна волокнистая лента имеет длину, равную по меньшей мере 7 см, и особенно предпочтительно равную по меньшей мере 10 см. При меньших длинах передача усилий в волокнистые ленты в конструктивном элементе недостаточна. Кроме того, обращение с более короткими волокнистыми лентами, в частности, также при автоматической выкладке, которая, например, описывается в DE 10 2007012608 B4, оказывается затруднительным. Особенно предпочтительно указанная по меньшей мере одна волокнистая лента имеет длину, равную по меньшей мере 20 см. Как излагалось выше, в отдельном случае верхний предел длины волокнистой ленты получается из геометрии конструктивного элемента.
Указанная по меньшей мере одна волокнистая лента может, например, состоять из одной отдельной растянутой и уложенной плоско филаментной армирующей нити, т.е. из одного отдельного жгута армирующих нитей. Предпочтительно указанная по меньшей мере одна волокнистая лента состоит, однако, из нескольких расположенных рядом друг с другом и параллельно друг другу жгутов армирующих нитей.
При этом в одном из вариантов осуществления предлагаемой изобретением волокнистой заготовки или соответственно конструктивного элемента из композитного материала указанная по меньшей мере одна вторая зона может состоять из одной отдельной волокнистой ленты, которая также может состоять из нескольких расположенных рядом друг с другом и уложенных друг на друга филаментных армирующих нитей. Предпочтительно указанная по меньшей мере одна вторая зона включает в себя, однако, несколько уложенных пластами друг на друга волокнистых лент, при этом количество пластов, а также их ширина получаются из соответствующих нагрузок в получаемом позднее конструктивном элементе.
Как излагалось, вследствие специфической конфигурации предлагаемой изобретением волокнистой заготовки расчет по нагрузкам этой волокнистой заготовки, а также изготавливаемых из нее конструктивных элементов возможен простым образом. В настоящем случае это достигается за счет того, что указанная по меньшей мере одна волокнистая лента предпочтительно в стенке волокнистой заготовки или соответственно конструктивного элемента из композитного материала расположена, ориентируясь на силовой поток или соответственно ориентирована в соответствии с нагрузкой. Поэтому в одном из вариантов осуществления стенка волокнистой заготовки или соответственно конструктивного элемента из композитного материала включает в себя по меньшей мере две волокнистые ленты, и ориентация указанного по меньшей мере одного однонаправленно ориентированного жгута армирующих нитей по меньшей мере одной волокнистой ленты отличается от ориентации указанного по меньшей мере одного однонаправленно ориентированного жгута армирующих нитей другой волокнистой ленты. При этом в одном из вариантов осуществления расположенные внутри второй зоны друг на друге пластами волокнистые ленты или соответственно образующие их, однонаправленно ориентированные внутри волокнистых лент жгуты армирующих нитей могут иметь различные ориентации. В случае нескольких вторых зон на и/или внутри стенки волокнистой заготовки или соответственно конструктивного элемента из композитного материала в другом варианте осуществления волокнистые лены различных двух зон или, соответственно, образующие эти волокнистые ленты, однонаправленно ориентированные внутри волокнистых лент жгуты армирующих нитей различных двух зон могут иметь различные ориентации. Различно ориентированные жгуты армирующих нитей могут, например, образовывать друг с другом угол α в пределах от 5° до 175° и предпочтительно от 20° до 160°. Конечно, включены также варианты осуществления, в которых волокнистые ленты внутри одной второй зоны и различных вторых зон имеют различные ориентации друг относительно друга.
В другом предпочтительно варианте осуществления по меньшей мере один однонаправленно ориентированный жгут армирующих нитей по меньшей мере одной волокнистой ленты или соответственно по меньшей мере одна волокнистая лента относительно своей продольной протяженности не ориентирована параллельно ни одной из кромок волокнистой заготовки или соответственно конструктивного элемента из композитного материала.
В соответствии с изобретением однонаправленно ориентированные жгуты армирующих нитей или соответственно указанная по меньшей мере одна волокнистая лента содержат вторую композицию смол. Благодаря этому достигается надежная выкладка и фиксация указанной по меньшей мере одной волокнистой ленты и стабилизация волокнистой заготовки. В зависимости от применения волокнистая лента может представлять собой также так называемый однонаправленный препрег, у которого однонаправленно ориентированные армирующие волокна уже пропитаны матричной смолой и концентрация матричной смолы в препреге по существу уже соответствует концентрации в конструктивном элементе, т.е. находится в пределах приблизительно от 25 до 45 вес.%. Предпочтительно указанная по меньшей мере одна волокнистая лента предлагаемой изобретением волокнистой заготовки содержит вторую композицию смол, однако в концентрации, равной от 1 до 10 вес.%, относительно доли волокон. То есть вторая концентрация смол действует тогда также в качестве связующего материала. При таких концентрациях, во-первых, обеспечивается упомянутая выше хорошая возможность обращения и фиксация. Во-вторых, указанная по меньшей мере одна волокнистая лента обладает достаточной гибкостью и при позднейшем изготовлении конструктивного элемента обеспечивается хорошая возможность инфильтрации матричной смолы.
Доля армирующих волокон в указанной по меньшей мере одной волокнистой ленте указанной по меньшей мере одной второй зоны волокнистой заготовки должна быть меньше 70 объемн.%, чтобы в готовом конструктивном элементе после инфильтрации матричной смолы обеспечивалось по существу полное внедрение армирующих волокон в матричную смолу. С другой стороны, доля волокон должна быть как можно более высокой, чтобы при имеющемся объеме достигалось как можно более высокое армирующее действие. Не в последнюю очередь также с точки зрения практической возможности обращения приемлемыми оказались объемные доли армирующих волокон в указанной по меньшей мере одной волокнистой ленте волокнистой заготовки или соответственно конструктивного элемента из композитного материала в пределах от 40 до 65 объемн.% и предпочтительно в пределах от 50 до 65 объемн.%.
Вторая композиция смол может, как и первая композиция смол, представлять собой термически активируемый связующий материал, например, термопласт. Предпочтительным также является связующий материал на основе эпоксидных смол, причем этот связующий материал может многократно расплавляться и путем охлаждения до температуры помещения переводиться в твердое состояние. Также в отношении вторых композиций смол или соответственно в отношении волокнистых лент, которые содержат эти композиции смол, можно, например, сослаться на описанные в WO 2005/095080 нити и композиции смол. Предпочтительно первая композиция смол и вторая композиция смол химически подобны, и особенно предпочтительно одинаковы. Надлежащие композиции смол или соответственно связующие материалы описываются, например, также в уже упомянутой WO 98/22644.
Применяемые в предлагаемой изобретением волокнистой заготовке или соответственно в предлагаемом изобретением конструктивном элементе из композитного материала армирующие волокна или соответственно нити из армирующих волокон могут представлять собой нити на основе углерода, стекла, арамида, керамики, бора, стали или синтетических полимеров, таких как, например, полиамид, полигидроксиэфир, полиэтилен, в частности, полиэтилен UHMW (Ultra-high molecular weight, сверхвысокомолекулярный высокой плотности) или полиэстер, или комбинацию этих материалов, например, в форме смешанных нитей (co-mingled yarns). В одном из предпочтительных вариантов осуществления армирующие волокна пучков армирующих волокон и/или жгутов армирующих нитей указанной по меньшей мере одной волокнистой ленты представляют собой углеродные волокна. При этом речь может идти о таких углеродных волокнах, которые были получены из дегтя, полиакрилонитрила или вискозных продуктов.
Комбинация изотропно ориентированных пучков армирующих волокон и ориентированных по силовому потоку волокнистых лент или соответственно жгутов армирующих нитей позволяет получить оптимальное по затратам и одновременно согласованное со специфическими нагрузками в получаемом позднее конструктивном элементе изготовление волокнистых заготовок. Так, первые зоны с пучками армирующих волокон могут выполняться с оптимальными затратами, например, посредством так называемых способов разбрызгивания волокна, при которых обработанные первой композицией смол армирующие нити подаются к режущей головке, нарезаются на пучки соответствующих размеров с желаемой длиной и затем разбрызгиваются в согласованный с окончательным контуром волокнистой заготовки инструмент. Альтернативно в инструмент может также выкладываться засыпка из соответствующих пучков армирующих волокон. В обоих случаях позиционирование пучков армирующих волокон может облегчаться путем приложения вакуума к инструменту, который в этом случае является перфорированным.
Одновременно или же, например, впоследствии в областях, в которых в получаемом позднее конструктивном элементе возникают повышенные нагрузки, в направлении нагрузок могут ориентированно выкладываться волокнистые ленты, причем для этого могут применяться известные в уровне техники способы, такие как, например, описанный в WO 2007/101578 способ выкладки с применением способа газопламенного напыления с целью нанесения второй композиции смол во время выкладки или описанный в DE 10 2007012608 B4 способ, при котором волокнистые ленты или, соответственно, жгуты армирующих нитей, которые покрыты термически активируемым связующим материалом, например, термопластом, то есть второй композицией смол, посредством автоматических устройств для выкладки позиционируются над укладочной головкой. Такого рода способы известны также под названием способов выкладки волокна.
Таким образом, в отличие от волокнистых заготовок уровня техники посредством настоящего изобретения могут получаться волокнистые заготовки, в принципе, с любой произвольной плоской или соответственно двухмерной геометрией поверхности или предпочтительно с отличающейся от плоской геометрии поверхности трехмерной геометрией поверхности. Предлагаемая изобретением волокнистая заготовка, а также предлагаемый изобретением конструктивный элемент из композитного материала может на протяженности своей стенки меть различные толщины стенки или же выступы, пропускные отверстия и пр. Поэтому одна из предпочтительных волокнистых заготовок имеет, в частности, в области указанной по меньшей мере одной первой зоны различные толщины стенки.
При этом предлагаемая изобретением волокнистая заготовка или соответственно предлагаемый изобретением конструктивный элемент из композитного материала может иметь множество разных вариантов осуществления. Путем гибкого управления первой и второй зонами друг относительно друга может осуществляться простое согласование с нагрузками в конструктивном элементе. Так, в зависимости от состояния нагрузок может также осуществляться согласование путем увеличения толщины стенки за счет дополнительных долей первых зон, т.е. путем добавления армирующих пучков. Также в специфических областях возможно упрочнение за счет вторых зон с ориентированными по силовому потоку волокнистыми лентами. При этом, в зависимости от конструктивного элемента или соответственно в зависимости от волокнистой заготовки, может преобладать доля первых зон с пучками армирующих волокон по сравнению с долей вторых зон с волокнистыми лентами из жгутов армирующих нитей или наоборот. Решающим для такого варианта осуществления являются прогнозируемые нагрузки в готовом конструктивном элементе, а также цели, которые должны достигаться в отношении, например, толщин стенок, веса, объема и т.д., и не в последнюю очередь также в отношении стоимости изготовления конструктивного элемента.
Изобретение поясняется подробнее в качестве примера с помощью последующих фиг.1,2, причем эти фигуры ни в коем случае не должны иметь ограничивающий характер. В упрощенном схематичном изображении показано:
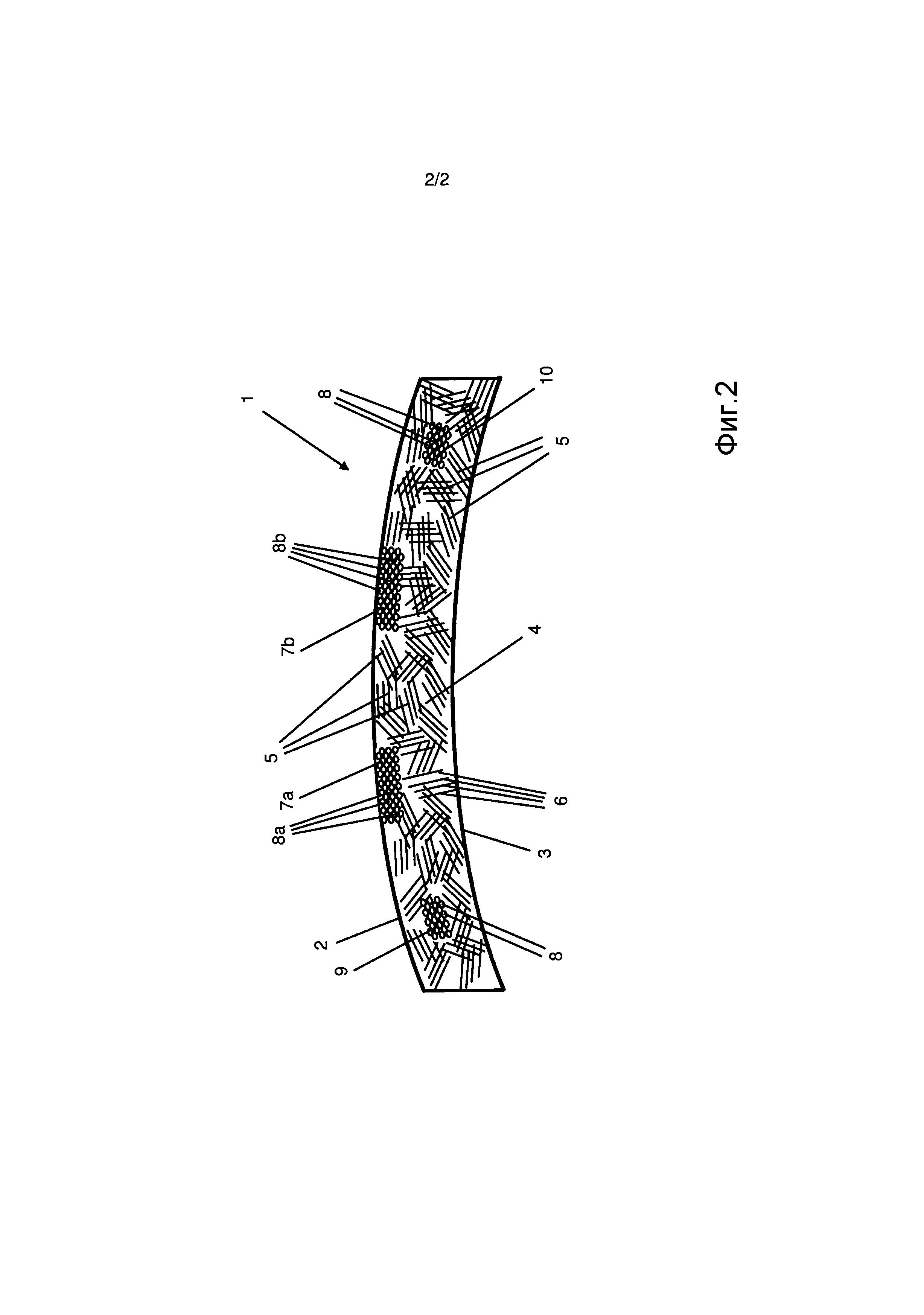
фиг.1: вид сверху предлагаемой изобретением волокнистой заготовки в форме нелинейного шарового сегмента;
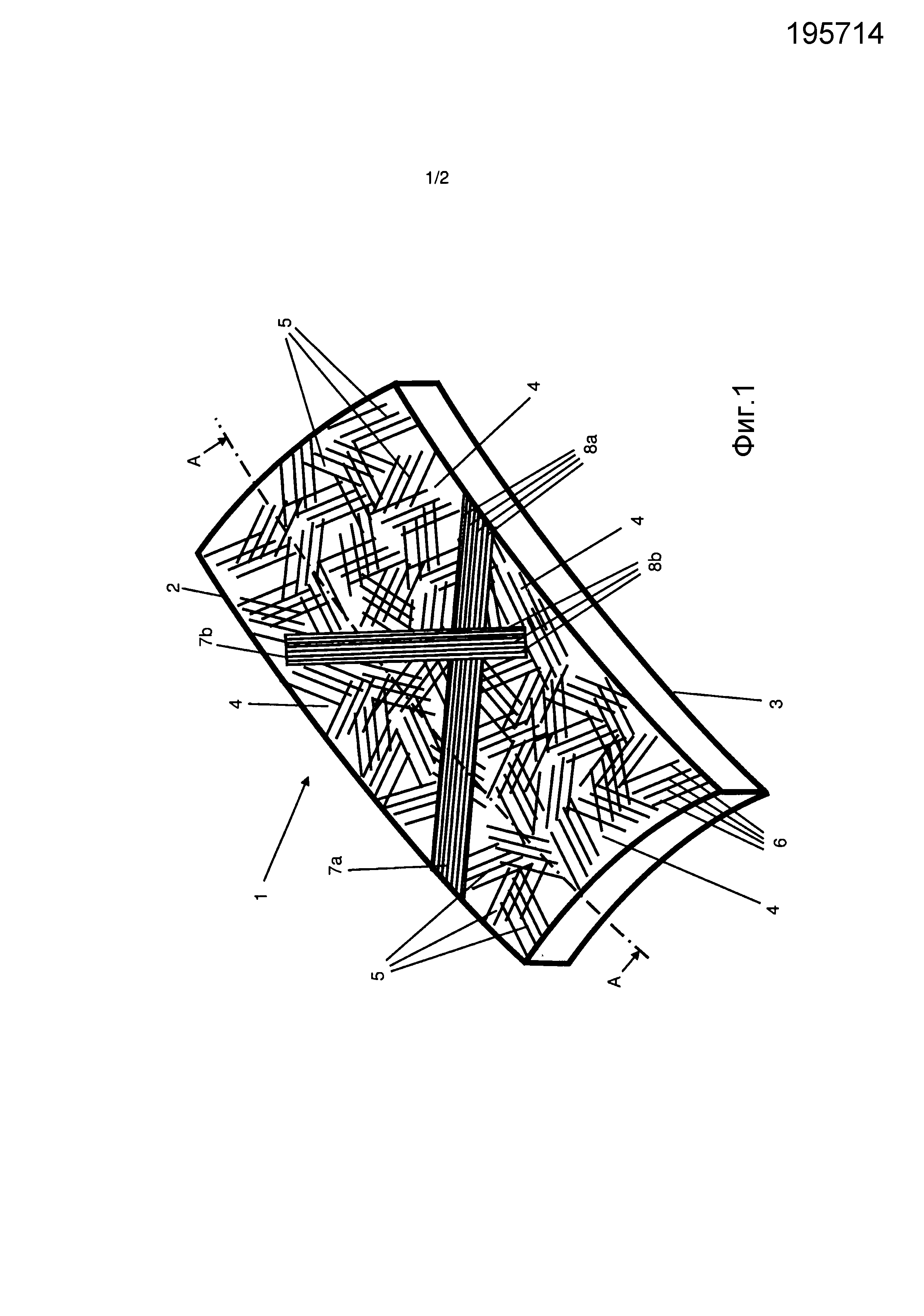
фиг.2: поперечное сечение показанного на фиг.1 сегмента волокнистой заготовки по линии A-A.
На фиг.1 схематично показана волокнистая заготовка 1 в форме нелинейного шарового сегмента с первой поверхностью 2 и второй поверхностью 3 и проходящей между этими поверхностями толщиной. На виде сверху первой поверхности 2 видны первые зоны 4 из пучков 5 армирующих волокон, которые в среднем изотропно ориентированы в различных направлениях. Пучки 5 армирующих волокон состоят из параллельных друг другу коротко нарезанных армирующих филаментов 6, при этом количество филаментов армирующих волокон в пучке может находиться в пределах от 500 до 50000. Пучки 5 армирующих волокон покрыты первой композицией смол, благодаря чему достигается хорошая адгезия пучков армирующих волокон между собой, и волокнистая заготовка приобретает достаточную устойчивость для последующего обращения.
В настоящем примере волокнистая заготовка 1 имеет на своей первой поверхности 2 две вторые зоны 7a, 7b в форме волокнистых лент, которые состоят из однонаправленно ориентированных жгутов 8a, 8b армирующих нитей. В изображенном примере вторая зона 7a проходит по поверхности 2 от одной кромки к противоположной кромке, в то время как вторая зона 7b проходит только по одному сегменту поверхности и заканчивается внутри стенки. Жгуты 8a, 8b армирующих нитей вторых зон 7a, 7b ориентированы в различных направлениях и не ориентированы параллельно ни одной из кромок волокнистой заготовки.
На фиг.2 показано поперечное сечение схематично изображенного на фиг.1 сегмента волокнистой заготовки. Поэтому одинаковые части снабжены также одинаковыми ссылочными обозначениями. Волокнистая заготовка 1 имеется в виде нелинейного сегмента с первой поверхностью 2 и второй поверхностью 3, между которыми заключена толщина стенки волокнистой заготовки. Стенка состоит из первой зоны 4 и вторых зон 7a, 7b, 9, 10, при этом на изображении поперечного сечения становится ясно, что первая зона 4 из пучков 5 армирующих волокон образует сплошную область и может называться непрерывной фазой. Вторые зоны 7a, 7b, 9, 10, напротив, внедрены во вторую зону в качестве дискретных областей. При этом на фиг.2, кроме также показанных на фиг.1 зон 7a, 7b, на первой поверхности 2 изображены две другие вторые зоны 9, 10 внутри стенки, которые полностью охвачены первой зоной 4. Вторые зоны 7a, 7b, 9, 10 состоят из жгутов 8, 8a, 8b армирующих нитей, которые расположены друг на друге несколькими пластами.
Изображенная на фиг.1 и 2 волокнистая заготовка имеет относительно большую толщину. Поэтому в этом примере также на изображении поперечного сечения пучки 5 армирующих волокон по существу изотропно ориентированы по поперечному сечению стенки.
Система помощи водителю транспортного средства и способ управления ее работой
Прошитое мультиаксиальное многослойное нетканое полотно
Мультиаксиальное многослойное нетканое полотно, содержащее полимерный нетканый материал
Углеродное волокно для композитных материалов с улучшенной электропроводностью
Способ изготовления волокнистых заготовок
Укладочное устройство для управляемой укладки пучков упрочняющих волокон
Текстильная подложка, изготовленная из армирующих волокон
Система помощи водителю транспортного средства и способ управления ее работой
Прошитое мультиаксиальное многослойное нетканое полотно
Мультиаксиальное многослойное нетканое полотно, содержащее полимерный нетканый материал
Углеродное волокно для композитных материалов с улучшенной электропроводностью
Способ изготовления волокнистых заготовок
Укладочное устройство для управляемой укладки пучков упрочняющих волокон

