Результат интеллектуальной деятельности: ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ДИСКРЕТНОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ
Вид РИД
Изобретение
Изобретение относится к области абразивной обработки и может быть использовано в процессах дискретного шлифования материалов.
Известен шлифовальный инструмент с дискретной режущей поверхностью, в котором на режущую периферийную поверхность стандартного шлифовального круга наносят с использованием лазерного луча большого количества радиальных отверстий диаметром 1,8-1,9 мм (патент США №4882878, B24D 5/00). Эти отверстия расположены по образующим цилиндрической режущей поверхности (строкам) на расстоянии 2,8 мм друг от друга, при этом строки отверстий параллельны оси вращения инструмента.
Шлифовальный инструмент, режущая поверхность которого подвергнута дискретизации по пат. №4882878, B24D 5/00, позволяет уменьшить изменение силы резания, что положительно сказывается на снижении уровня вибрации технологической системы.
Недостатком шлифовального инструмента с дискретной режущей поверхностью по пат. №4882878, B24D 5/00 является низкая механическая прочность, которая обусловлена высокой тепловой напряженностью процесса выжигания и радиальным расположением отверстий в инструменте.
Известен также шлифовальный инструмент с дискретной режущей поверхностью (прототип) (патент RU 2385216, МПК B24D 5/02), в котором радиальные отверстия расположены в чередующихся длинных и коротких строках со смещением на половину осевого шага их расположения в направлении строк. Данный инструмент позволяет уменьшить изменение силы резания, что положительно сказывается на снижении уровня вибрации технологической системы.
Недостатком шлифовального инструмента с дискретной режущей поверхностью по пат.RU 2385216, МПК B24D 5/02 является низкая механическая прочность, которая обусловлена высокой тепловой напряженностью процесса выжигания отверстий и радиальным расположением выжженных отверстий.
Высокая температура, возникающая в процессе выжигания отверстий с использованием лазерного излучения, приводит к образованию прижогов, появлению цветов побежалости, необратимым изменениям структуры абразивного инструмента, микротрещинам, растягивающим остаточным напряжениям, которые снижают его механическую прочность. Шлифовальные инструменты (шлифовальные круги) с термическими дефектами к эксплуатации не допускаются по причине большой вероятности разрыва в процессе обработки заготовок на шлифовальном станке. Радиальное расположение выжженных отверстий в инструменте приводит к возникновению значительных растягивающих напряжений в абразивном материале, что также снижает его механическую прочность.
Чтобы избежать структурных изменений в абразивном материале инструмента, уменьшают плотность мощности лазерного излучения, прожигание отверстий выполняют за большое число проходов, а также периодически прекращают процесс прожигания с целью охлаждения абразивного материала. Все это приводит к снижению производительности процесса дискретизации и увеличению стоимости дискретного шлифовального инструмента.
В процессе вырезания радиальных отверстий гидроабразивной струей высокого давления термических дефектов в абразивном материале не происходит. Однако радиальное расположение вырезанных отверстий приводит к уменьшению площади несущих сечений, воспринимающих внешнюю рабочую нагрузку, обусловленную процессом шлифования, а следовательно, к появлению больших значений напряжений в абразивном материале, что снижет механическую прочность инструмента.
Технический эффект, достигаемый изобретением, - повышение механической прочности шлифовального инструмента, режущая поверхность которого подвергнута дискретизации высококонцентрированным потоком энергии (лазерным лучом или гидроабразивной струей высокого давления).
Технический эффект достигается тем, что ось вырезанного отверстия расположена в плоскости, параллельной продольной плоскости симметрии инструмента, и составляет с радиусом, проведенным к точке пересечения режущей поверхности инструмента с осью отверстия, угол
α=arcsin(l/R),
где l - расстояние оси вырезанного отверстия от продольной плоскости симметрии шлифовального инструмента;
R - радиус режущей поверхности шлифовального инструмента.
Эффект достигается тем, что максимально допускаемое значение радиуса наклонного вырезанного отверстия лимитировано выражением:
где D, d - диаметры режущей поверхности и посадочного отверстия шлифовального инструмента соответственно;
B - высота шлифовального инструмента;
[σр] - допускаемые напряжения растяжения абразивного материала, из которого выполнен шлифовальный инструмент;
m1 - масса половины шлифовального инструмента;
ω - угловая скорость шлифовального инструмента;
ρ - радиус центра тяжести половины шлифовального инструмента;
nd - количество отверстий, вырезанных в длинной строке, параллельной оси шлифовального инструмента.
Эффект достигается также тем, что длина наклонного вырезанного отверстия определяется по формуле:

lп - толщина полезно используемого абразивного слоя шлифовального инструмента.
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 представлен вид спереди на шлифовальный инструмент с дискретной режущей поверхностью; на фиг. 2 - конструкция приспособления, с помощью которого вырезают наклонные отверстия в шлифовальном инструменте; на фиг. 3 - половина шлифовального инструмента с системой вырезанных наклонных отверстий; на фиг. 4 - график напряжений растяжения в опасном сечении шлифовального инструмента; на фиг. 5 - схема сегмента, ограниченного смежными наклонными вырезанными отверстиями; на фиг. 6 - график разрывных скоростей шлифовального инструмента с радиальными и наклонными отверстиями; на фиг. 7 - напряжения растяжения в продольной плоскости симметрии шлифовального инструмента с радиальными и наклонными отверстиями; на фиг. 8 - напряжения в опасных сечениях сегмента шлифовального инструмента с радиальными и наклонными отверстиями.
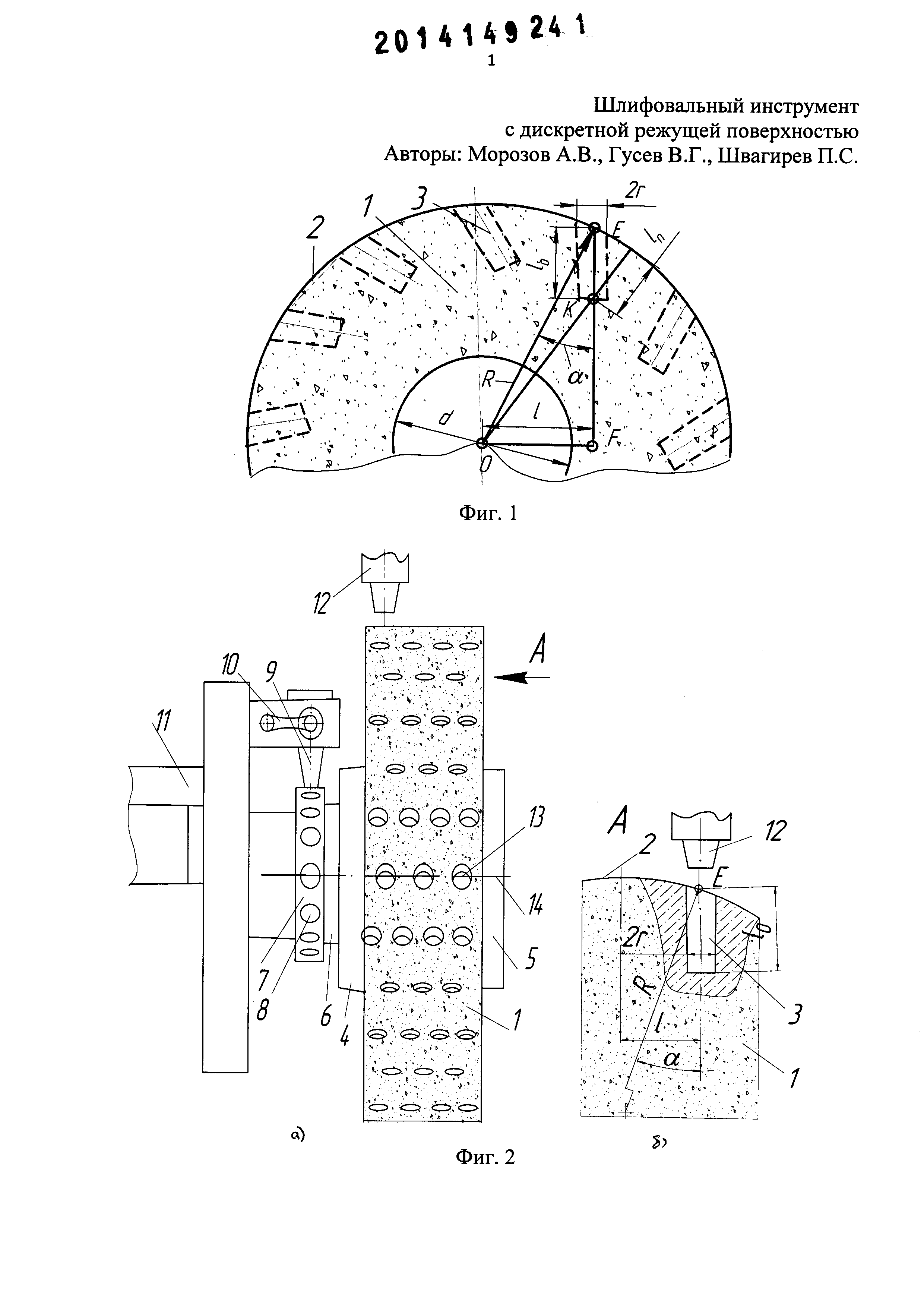
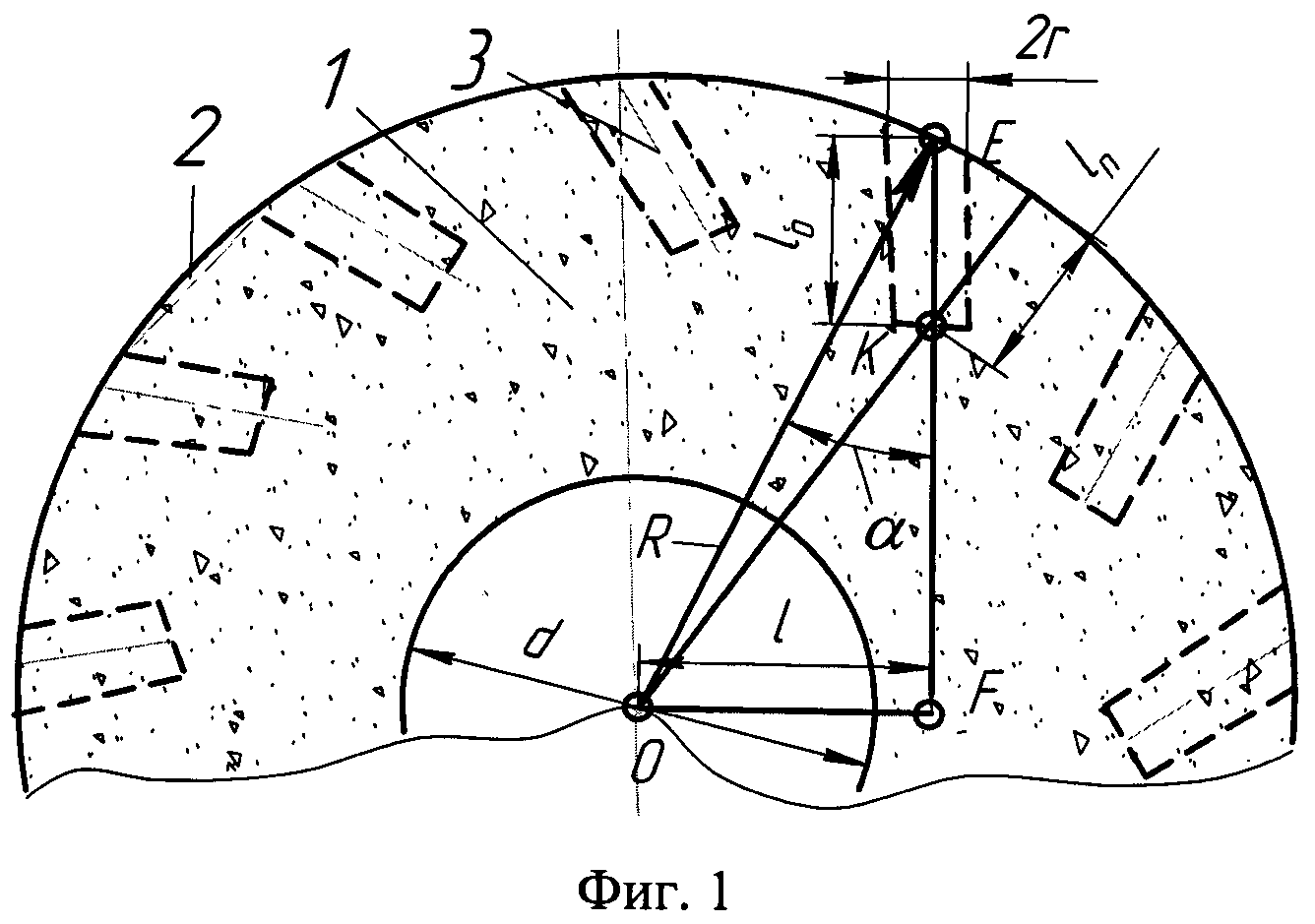
Предлагаемый шлифовальный инструмент с дискретной режущей поверхностью представляет собой стандартный шлифовальный круг 1 (фиг. 1), в теле которого со стороны периферийной режущей поверхности 2 вырезаны отверстия 3, оси которых параллельны вертикальной продольной плоскости симметрии инструмента, Ось отверстия 3 пересекается в точке Е с периферийной режущей поверхностью инструмента и образует угол α с радиусом R, проведенным в точку Е. Отверстия 3 создают прерывистую режущую поверхность, позволяющую реализовать процесс шлифования заготовок с кратковременными перерывами во времени. Во время отсутствия резания обрабатываемая заготовка остывает, температура в зоне шлифования снижается, что положительно отражается на качестве поверхностного слоя деталей и стойкости шлифовального инструмента.
Отверстия 3 получают путем вырезания абразивного материала шлифовального инструмента (шлифовального круга) с использованием высококонцентрированного потока энергии, например лазерного луча или гидроабразивной струи высокого давления. В известных шлифовальных кругах с дискретной режущей поверхностью в теле шлифовального круга вырезают отверстия, расположенные по радиусу инструмента.
Для выполнения в шлифовальном инструменте 1 (фиг. 2, а) наклонных отверстий 3 (фиг. 2, б) его закрепляют во фланцах 4, 5 и устанавливают на оправку 6 приспособления. На оправке 6 жестко закреплен диск 7, в котором просверлены радиальные отверстия 8, в которые может входить подпружиненный конический фиксатор 9. Фиксатор можно выводить из отверстия поворотом рукоятки 10.
Приспособление жестко крепится к координатному столу 11 гидроабразивной или лазерной установки, оснащенной головкой 12 для вырезания отверстий 3 в теле шлифовального инструмента. Вырезание отверстий осуществляется строками, параллельными оси 14 шлифовального инструмента; одна из строк является длинной, а вторая соседняя - короткой строкой. Число отверстий в длинной строке на единицу больше, чем в короткой строке.
Отверстия соседних строк смещены на половину осевого шага Тос. Осевой шаг Тос и радиус r вырезанного отверстия назначают соответственно из условий: Зг<Тос<4r; r>L/2, где L - длина дуги контакта инструмента с заготовкой (патент РФ №2385216 С2 «Дискретный шлифовальный инструмент» от 23.03.2010, с. 3).
Окружной шаг одноименных соседних строк отверстий выбран из условия:
где ω - угловая скорость вращения шлифовального инструмента;
В - высота шлифовального инструмента;
с, m - коэффициент жесткости и приведенная масса консоли шпинделя с установленным шлифовальным инструментом (патент РФ №2385216 С2 «Дискретный шлифовальный инструмент» от 23.03.2010, с. 4).
Процесс вырезания на гидроабразивной установке отверстий, расположенных в одной строке, осуществляется поочередно, при этом гидрорезная головка 12 позиционируется напротив каждого вырезаемого отверстия, дискретно перемещаясь от координаты одного отверстия к координате соседнего отверстия. Гидрорезная головка 12 позиционируется не только напротив каждого вырезаемого отверстия строки, но и на расстоянии от продольной плоскости симметрии шлифовального инструмента (фиг. 2, вид по стрелке А), равном:

где R - радиус режущей поверхности шлифовального инструмента;
α - угол между радиусом R и осью вырезанного отверстия в точке Е;
nс - общее число строк в шлифовальном инструменте.
После вырезания отверстий, расположенных в одной строке, поворотом рукоятки 10 выдвигают фиксатор 9 из радиального отверстия диска 7, при этом оправка 6 со шлифовальным инструментом 1 освобождается. Шлифовальный инструмент поворачивают вокруг оси 14. При освобождении рукоятки 10 фиксатор 9 под действием сжатой пружины входит в очередное отверстие диска 7, жестко фиксируя шлифовальный инструмент в очередной угловой позиции для вырезания отверстий в следующей строке.
Вырезание отверстия 3 на расстоянии l от вертикальной продольной плоскости симметрии шлифовального инструмента приводит к наклону оси отверстия под углом α к радиусу R, проведенному в точку Е. Угол наклона α вырезанных отверстий можно варьировать, в результате чего получать различные по конструкции и механической прочности дискретные шлифовальные инструменты.
Наиболее напряженное несущее продольное сечение шлифовального инструмента расположено диаметрально, пересекает наклонные вырезанные отверстия и воспринимает в процессе шлифования деталей рабочую нагрузку в виде центробежных сил и силы резания. Это сечение имеет вид двух прямоугольников с отверстиями эллиптической формы (фиг. 3).
Площадь несущего продольного сечения шлифовального инструмента с вырезанными наклонными отверстиями

где D и d - диаметры режущей поверхности и посадочного отверстия шлифовального инструмента соответственно; Sэ=πab - площадь эллипса, образованного пересечением вырезанного наклонного отверстия с диаметральной плоскостью; a=r - длина малой полуоси эллипса, r - радиус вырезанного отверстия; b=r/cosα - длина большой полуоси эллипса; nd - количество отверстий в длинной строке;
Напряжения растяжения в несущем продольном сечении шлифовального инструмента с наклонными вырезанными отверстиями, возникающие под действием центробежной силы в процессе испытания инструмента на механическую прочность путем вращения на стенде

где m1 - масса половины шлифовального инструмента;
ω, ρ - соответственно угловая скорость и радиус центра масс половины шлифовального инструмента;
α - угол наклона оси вырезанного отверстия к радиусу режущей поверхности шлифовального инструмента в точке Е.
Из (2) следует, что при увеличении угла α напряжения растяжения уменьшаются.
Масса половины шлифовального инструмента с вырезанными отверстиями

где γ - плотность абразивного материала;
m0 - масса абразивного материала, удаленного из половины
шлифовального инструмента в результате вырезания отверстий.
Радиус центра тяжести половины шлифовального инструмента с дискретной режущей поверхностью
где F1; F2 - площади продольного сечения половины шлифовального инструмента с наружным D и внутренним d диаметром соответственно; F3 - площадь продольного сечения вырезанного отверстия радиусом r  ρ3=0,5(D-l0) - соответственно радиусы центра тяжести полукруга диаметром D и d, а также радиус окружности, на которой располагаются центры вырезанных отверстий, φi - угол между горизонтальной осью и осью рассматриваемого вырезанного отверстия.
ρ3=0,5(D-l0) - соответственно радиусы центра тяжести полукруга диаметром D и d, а также радиус окружности, на которой располагаются центры вырезанных отверстий, φi - угол между горизонтальной осью и осью рассматриваемого вырезанного отверстия.
Масса абразивного материала, удаленного из половины шлифовального инструмента в результате вырезания отверстий

где n∑ - суммарное количество отверстий, вырезанных в шлифовальном инструменте; l0 - длина вырезанного отверстия.
Максимально допускаемое значение радиуса наклонного отверстия

где [σp] - допускаемые напряжения растяжения абразивного материала шлифовального инструмента.
Напряжения растяжения в несущем продольном сечении шлифовального инструмента с радиальными вырезанными отверстиями

где l0 - длина вырезанного радиального отверстия.
По полученным зависимостям (2) и (7) выполнен расчет напряжений для шлифовальных инструментов с дискретной режущей поверхностью (дискретных шлифовальных кругов): наружный диаметр - 250 мм, диаметр посадочного отверстия - 32 мм, высота - 32 мм, радиус вырезанных отверстий - 1,0; 1,5 и 2,5 мм, угол наклона оси вырезанного отверстия - 5; 10; 15 и 20°, скорость резания - 50 м/с; число отверстий в длинной строке - 4; допускаемые напряжения растяжения абразивного материала - 12 Н/мм2.
Результаты расчета показывают, что напряжения растяжения в опасном сечении дискретного шлифовального инструмента с наклонными отверстиями меньше (фиг. 4а, кривая 15), чем в дискретном инструменте с радиальными отверстиями (фиг. 4а, кривая 16). С увеличением радиуса вырезанных отверстий напряжения растяжения в опасном сечении обоих инструментов возрастают, что объясняется уменьшением площади несущего сечения. Для исходных данных, приведенных выше, построен график зависимости максимального радиуса rmax вырезанного отверстия от угла наклона α (фиг. 4, б). Превышение предельно допускаемого радиуса rmax вырезанного отверстия приводит к разрушению дискретного шлифовального круга, что недопустимо. Кривая 17 соответствует числу отверстий nd17 в длинной строке, а кривая 18 - числу nd18, причем nd17>ndl8. На значение rmax влияет не только число вырезанных отверстий в строке, но и характеристика абразивного материала, скорость резания и другие факторы.
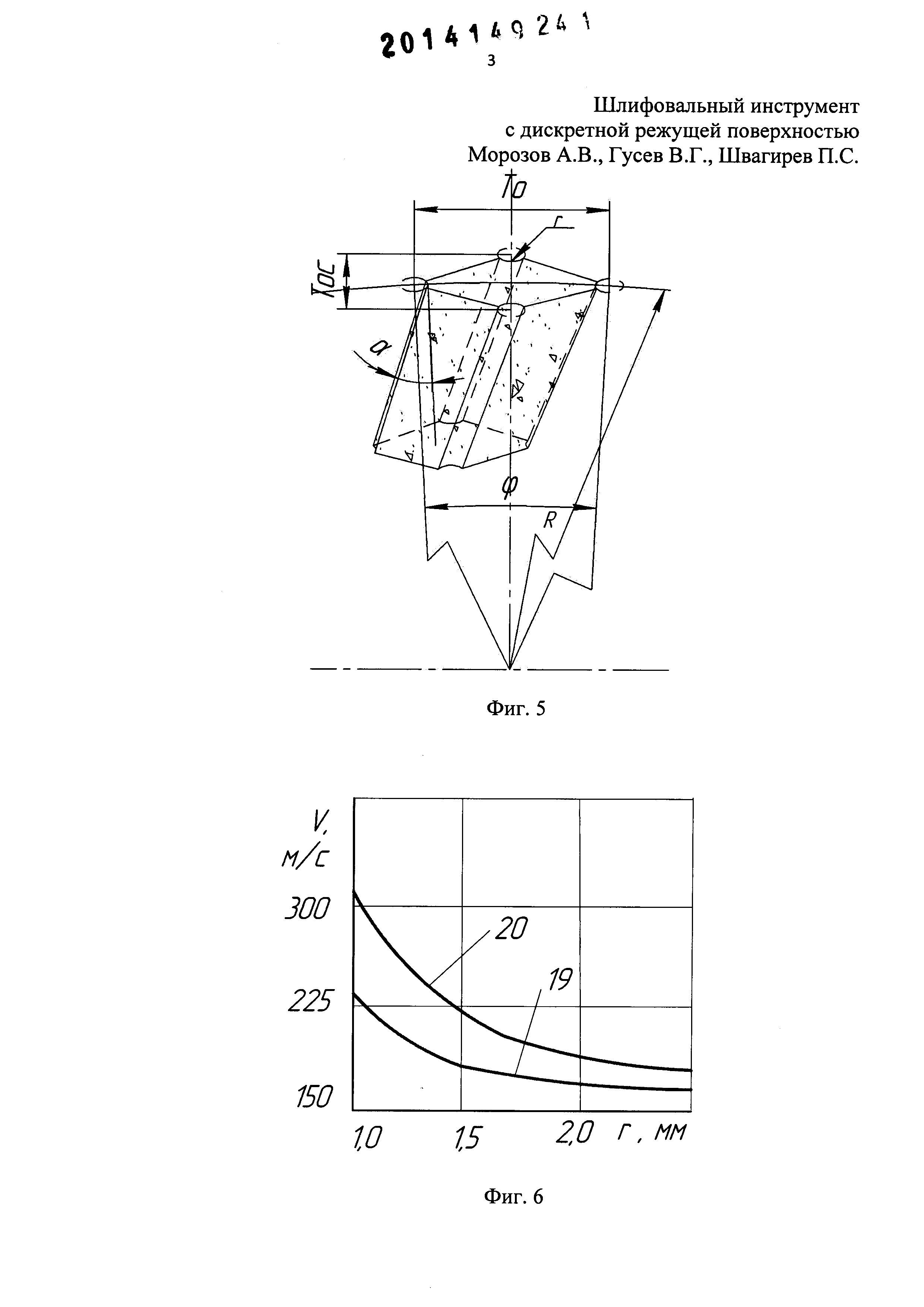
Кроме опасного несущего продольного сечения, в шлифовальном инструменте с дискретной режущей поверхностью возникают также опасные сечения, расположенные в сегментах, образованных соседними вырезанными отверстиями. Расчетная схема сегмента, ограниченного смежными наклонными отверстиями шлифовального инструмента, представлена на фиг. 5, где изображен сегмент, который может под действием центробежной силы и силы резания разрушиться. Показаны осевой Тос и окружной То шаги расположения вырезанных отверстий на режущей поверхности инструмента, а также радиус r, угол α наклона отверстий, радиус режущей поверхности R и центральный угол φ, соответствующий окружному шагу То отверстий.
Получены формулы, позволяющие рассчитывать разрывные скорости для обоих вариантов шлифовальных инструментов с дискретной режущей поверхностью с учетом допускаемых нормальных растягивающих [σр] и тангенциальных [τ] напряжений.
Математическая модель разрывных скоростей дискретного шлифовального инструмента с радиально вырезанными отверстиями
где R - радиус режущей поверхности инструмента; [τ], [σр] - допускаемые напряжения абразивного материала на срез и растяжение соответственно; То, Тос - окружной и осевой шаги отверстий на режущей поверхности инструмента соответственно; r и l0 - радиус и глубина вырезанных отверстий соответственно; φ-центральный угол, соответствующий длине дуги окружного шага То;  γ - плотность абразивного материала; k=1,5 - коэффициент увеличения рабочей частоты вращения шлифовального инструмента при испытании на механическую прочность на стенде.
γ - плотность абразивного материала; k=1,5 - коэффициент увеличения рабочей частоты вращения шлифовального инструмента при испытании на механическую прочность на стенде.
Для дискретного шлифовального инструмента с наклонными отверстиями разрывные скорости
где α - угол наклона оси вырезанного отверстия к радиусу режущей поверхности шлифовального инструмента, проведенному в точку Е.
На основании полученных математических моделей построены графики разрывных скоростей дискретного шлифовального круга в зависимости от радиуса отверстий, вырезанных в теле инструмента (фиг. 6). Кривая 19 характеризует разрывные скорости шлифовального инструмента с вырезанными отверстиями, расположенными радиально; кривая 20 - с отверстиями, расположенными под углом к радиусу круга.
Из фиг. 6 следует, что численные значения разрывных скоростей дискретного шлифовального инструмента с отверстиями, расположенными под углом α к радиусу R (фиг. 1), больше на 10…30% по сравнению с дискретным инструментом с радиальными отверстиями.
При увеличении радиуса r вырезанных отверстий уменьшается площадь несущего сечения, что приводит к увеличению разрывных напряжений. Для инструмента с наклонными отверстиями характерны меньшие значения напряжений, что связано с большими площадями несущих сечений.
Проанализировано также напряженное состояние шлифовального инструмента с дискретной режущей поверхностью (дискретного шлифовального круга) от действия центробежных сил методом конечных элементов, реализованным в современном CAE-комплексе COSMOS WORKS, в результате чего установлено, что максимальные напряжения концентрируются в области посадочного отверстия круга диаметром d (см. фиг. 1), но они частично компенсируются закреплением инструмента в металлических фланцах.
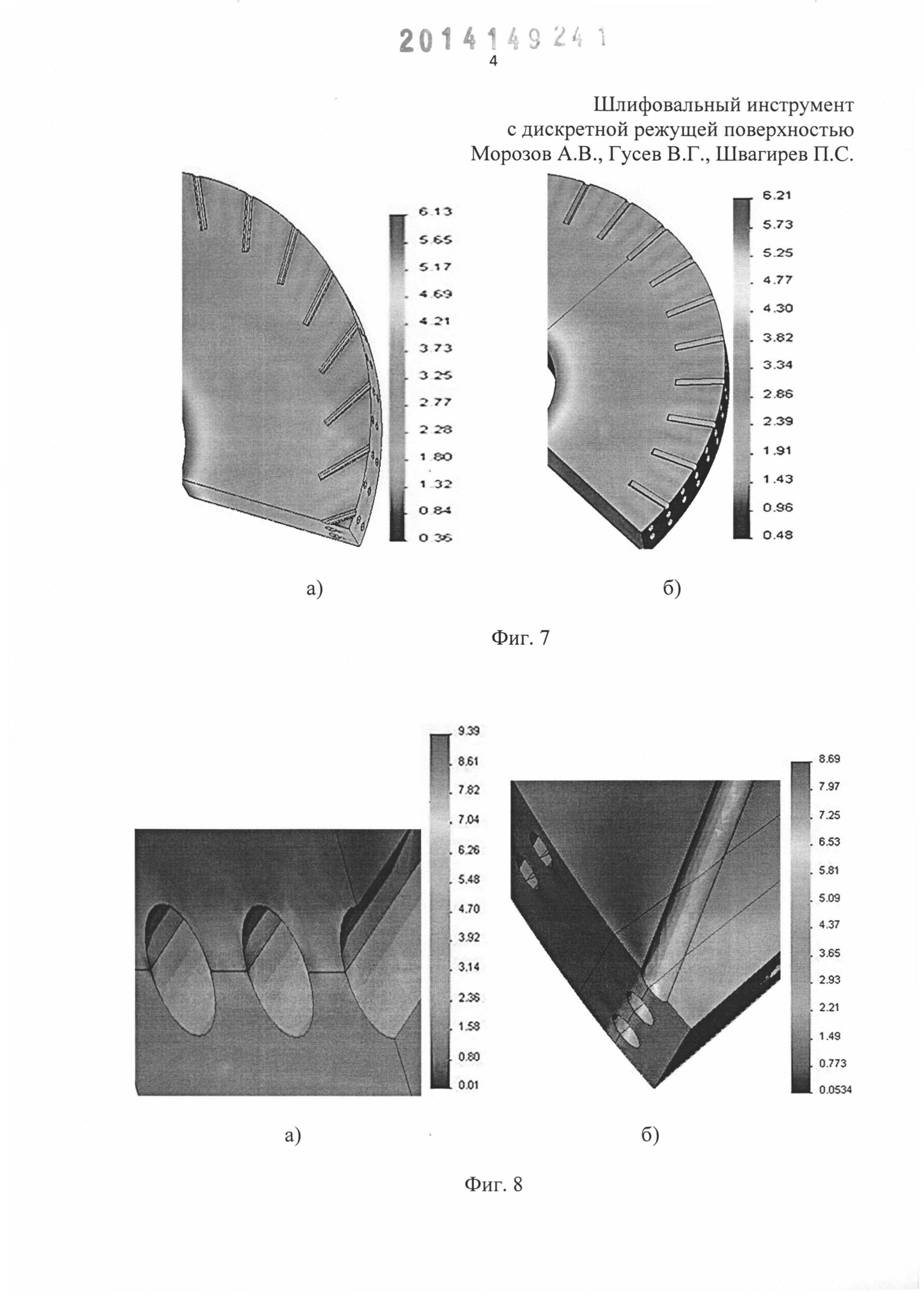
Напряжения в дискретном шлифовальном круге с наклонными отверстиями меньше, чем с радиально расположенными отверстиями (фиг. 7, а, б). Максимальные напряжения растяжения в области центрального отверстия диаметром d дискретного шлифовального круга с наклонными отверстиями составили 6,13 МПа (фиг. 7, а), а для круга с радиальными отверстиями - 6,21 МПа (фиг. 7, б).
Напряжения в опасных сечениях сегмента составили: для инструмента с радиальными отверстиями - 9,39 МПа (фиг. 8, а), а для инструмента с наклонными отверстиями - 8,69 МПа (фиг. 8, б), что свидетельствует о более высоких напряжениях в инструменте с радиальными отверстиями.
Таким образом, механическая прочность дискретного шлифовального круга с наклонными вырезанными отверстиями выше, чем дискретного шлифовального инструмента с радиальными отверстиями.




Сборная торцовая фреза
Режущий инструмент
Способ сверления отверстий в заготовках
Комплексный модификатор для заэвтектических силуминов
Литой композиционный сплав и способ его получения
Композиция для защитных покрытий
Способ генерации перепутанных поляритонов
Способ переработки шламов гальванических производств
Металломатричный композит
Способ электрошумовой диагностики высоковольтного оборудования
Способ испытания электрических машин постоянного тока
Сборная торцовая фреза
Режущий инструмент
Способ сверления отверстий в заготовках
Устройство для взвешивания массы в невесомости
Электрический привод
Изложница для получения литых протекторов
Способ пробивки микроотверстий лазерным импульсным излучением
Комплексный модификатор для заэвтектических силуминов
Литой композиционный сплав и способ его получения

