Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ПОЗИЦИОНИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ИЗ ДВУХ ЛИТЕЙНЫХ РОЛИКОВ В НЕПРЕРЫВНОМ ПРОЦЕССЕ ЛИТЬЯ ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к устройству для позиционирования, по меньшей мере, одного из двух литейных роликов для получения металлической полосы. Кроме того, изобретение относится к способу позиционирования, по меньшей мере, одного из двух литейных роликов в процессе литья для получения металлической полосы.
Устройства и способы описанного выше рода уже известны из DE 69813424 Т2. Здесь описана непрерывная отливка металлических полос посредством двухвалкового разливочного устройства, в котором расплавленный металл вводится в литейный зазор между двумя вращающимися навстречу друг другу охлаждаемыми литейными валками или роликами. Расплавленный металл подается на литейные валки, по меньшей мере, одним расположенным над литейным зазором сопловым устройством, причем над литейным зазором образуется так называемая «разливочная ванна». Термин «разливочная ванна» обозначает при этом зону, в которой расстояние между поверхностями литейных валков наименьшее. Обычная ширина литейного зазора составляет <10 мм, в частности <5 мм. На поверхности каждого литейного валка в контакте с застывшим в отлитую полосу металлом образуется корочка, причем обе корочки в литейном зазоре в так называемой точке «kissing point» или точке контакта сводятся в металлическую полосу, которая в направлении силы тяжести отводится из литейного зазора. Между корочками полосы в этот момент находится кашеобразный металлический соединительный слой, который является гибким и лишь во время отвода металлической полосы в направлении силы тяжести из литейного зазора вниз все больше охлаждается и также затвердевает. Чтобы предотвратить вытекание жидкого металла в зоне обоих концов отлитой полосы, разливочная ванна обычно заключается между двумя боковыми плитами или барьерами, которые находятся в скользящем контакте с торцевыми поверхностями литейных валков.
Возникает близкая к конечному размеру металлическая полоса, которая либо непосредственно после прохождения через литейный зазор и охлаждения вытягивается в виде готовой полосы, либо прокатывается до нужной толщины или до нужного конечного размера и охлаждается.
Позиционирование литейных валков в таком процессе литья является трудоемким и сложным делом. Толщина и/или профиль полученной металлической полосы зависят, прежде всего, от характера литейных роликов, времени и дуги контакта корочки полосы и литейного ролика, а также от положения точки «kissing point». Так, помимо скорости литейных роликов необходимо точно установить ширину зазора между ними, чтобы получить металлическую полосу нужной толщины и нужного профиля.
Согласно DE 69813424 Т2, по меньшей мере, один из литейных валков размещается на паре подвижных держателей, за счет которых один литейный валок движется в направлении другого литейного валка или от него. Упорное устройство ограничивает движение литейного валка (валков) и устанавливает минимально достигаемую ширину зазора. Кессонная рама, в которой установлены литейные валки и упорные устройства, приподнимается в рабочем положении посредством подъемного механизма, содержащего гидроцилиндры, и в этом положении неподвижно зажимается посредством горизонтальных гидроцилиндров, в результате чего ширина зазора фиксируется.
Уже при изменении всего лишь одного параметра, влияющего на толщину и профиль полосы, например характера литейных роликов в текущем процессе литья, например за счет изменения профиля поверхности литейного ролика (роликов), изменяется толщина и/или профиль полученной металлической полосы. Также изменения в зоне подачи охлаждающего средства к литейным роликам или в зоне их привода могут повлиять на достигнутую толщину и/или достигнутый профиль полосы. При этом нередко возникает также тот эффект, что металлическая полоса по всей своей ширине имеет разную толщину. Изменение первоначально заданной ширины зазора в миллиметровом диапазоне посредством изменения расстояния между концами обоих литейных роликов, на одном или обоих их концах, может потребоваться для соблюдения толщины и/или профиля полосы. Необходимое изменение ширины зазора для корректировки положения литейных роликов в текущем процессе литья в соответствии с уровнем техники было до сих пор невозможно.
Задачей изобретения является создание устройства и способа позиционирования литейных роликов в непрерывном процессе литья для получения металлической полосы, которые обеспечивали бы подгонку ширины зазора в процессе литья.
В части устройства задача решается за счет того, что оно включает в себя:
- по меньшей мере, один рамный элемент,
- по меньшей мере, одну пару рычажных элементов на каждый позиционируемый литейный ролик, установленных с возможностью вращения на первом конце вокруг неподвижной расположенной, по меньшей мере, на одном рамном элементе первой оси вращения, причем первые оси вращения рычажных элементов имеют одну общую первую продольную ось,
- расположенный, по меньшей мере, на одном рамном элементе подъемный цилиндр на каждый рычажный элемент, причем подъемный цилиндр воздействует на второй конец соответствующего рычажного элемента и шарнирно соединен с ним,
- по меньшей мере, одно установочное устройство на каждый рычажный элемент для размещения, по меньшей мере, одного опорного устройства для вращательного опирания одного конца позиционируемого литейного ролика, причем, по меньшей мере, одно установочное устройство расположено на верхней стороне рычажного элемента, и
- расположенный, по меньшей мере, на одном рамном элементе упор на каждый рычажный элемент, причем расположенная на нижней стороне соответствующего рычажного элемента контактная поверхность касается упорной поверхности соответствующего упора, по меньшей мере, когда соответствующий подъемный цилиндр находится в исходном положении.
В части способа задача решается за счет того, что разливаемый жидкий металл вводится сверху в образованный двумя литейными роликами литейный зазор, над литейным зазором в контакте с обоими вращающимися литейными роликами образуется разливочная ванна, причем используется предложенное устройство, и осуществляются следующие этапы:
а) позиционирование, по меньшей мере, одного литейного ролика за счет того, что подъемные цилиндры приводятся в соответствующее рабочее положение;
б) приведение во вращение вокруг своей продольной оси, по меньшей мере, одного литейного ролика посредством приводного блока;
в) регистрация, по меньшей мере, одного параметра литья, влияющего на толщину и/или поверхностный профиль металлической полосы, в частности параметра литья из группы, включающей в себя:
- усилие нажима позиционированного литейного ролика, по меньшей мере, на одно опорное устройство,
- качество поверхности литейных роликов,
- толщину полосы, и/или скорость, и/или температуру, и/или распределение температуры, и/или пространственное положение, и/или поверхностный профиль отводимой из литейного зазора вертикально вниз металлической полосы,
- ширину литейного зазора,
- температуру разливаемого жидкого металла,
- температуру охлаждающего средства для охлаждения литейных роликов,
- данные приводных блоков,
г) корректировку рабочего положения, по меньшей мере, одного приводного цилиндра в зависимости от, по меньшей мере, одного зарегистрированного параметра литья.
Предложенные устройство и способ обеспечивают подгонку или изменение ширины зазора между литейными роликами в текущем процессе литья, а также изменение дуги контакта между разливаемым металлом и литейным роликом и, тем самым, близкое по времени воздействие на толщину и/или профиль полученной металлической полосы в текущем процессе литья.
При этом каждый конец, по меньшей мере, одного литейного ролика выполнен с возможностью позиционирования в обычно требуемом диапазоне регулирования ширины зазора в значительной степени независимо от его другого конца. Это реализуется за счет того, что подъемные цилиндры приводятся в действие независимо друг от друга.
За счет этого регулирование ширины зазора возможно таким образом, что изменяется положение, по меньшей мере, одного литейного ролика относительно другого литейного ролика, причем их продольные оси остаются параллельно ориентированными. В этом случае литейный зазор имеет прямоугольное сечение, если смотреть вертикально сверху на литейные ролики. Возможно также изменение ширины зазора, при котором положение, по меньшей мере, одного литейного ролика относительно другого литейного ролика изменяется таким образом, что их продольные оси ориентированы непараллельно или больше непараллельно. В этом случае литейный зазор имеет четырехугольное сечение, если смотреть вертикально сверху на литейные ролики, причем продольные стороны четырехугольника, следуя за продольными осями литейных роликов, ориентированы непараллельно друг другу, если смотреть вертикально сверху. При этом одни концы продольных осей литейных роликов отстоят дальше друг от друга, чем другие концы.
Согласно изобретению, возможна оптимальная подгонка ширины зазора между литейными роликами к изменяющимся в процессе литья, например из-за износа, их поверхностным профилям и другим изменяющимся параметрам, влияющим на толщину и/или профиль получаемой металлической полосы. Точной настройки ширины зазора еще перед монтажом устройства в положении литья или на месте использования в установке для получения полосы больше не требуется.
Толщина и/или профиль полученной металлической полосы могут, тем самым, предпочтительным образом поддерживаться особенно равномерными, и за счет этого может повышаться ее качество. Кроме того, с тем же комплектом литейных роликов может быть реализовано более длительное время литья, поскольку возможна подгонка ширины зазора к изменяющемуся характеру литейных роликов, и можно отсрочить их обслуживание. Это значительно сокращает издержки производства металлических полос.
В исходном положении устройства, в котором энергоснабжение отсутствует, а литейный зазор имеет максимальную ширину, рычажные элементы за счет своей собственной массы покоятся на упорах, причем расположенная на нижней стороне соответствующего рычажного элемента контактная поверхность прилегает к упорной поверхности соответствующего упора. В этом положении могут осуществляться простые контроль, обслуживание и калибровка устройства и литейного зазора.
Предложенные устройство и способ подходят, в частности, для получения полос из стали, предпочтительно высококачественной или углеродистой стали.
Предпочтительно с помощью устройства и способа производятся металлические полосы шириной в диапазоне от 0,5 до 2 м, в частности в диапазоне от 1 до 5 м, и толщиной <10 мм, в частности <5 мм.
Для определения фактической ширины зазора зарекомендовало себя определение минимального расстояния между литейными роликами посредством дистанционного измерения.
В одном особенно предпочтительном выполнении устройства оно предназначено для позиционирования обоих литейных роликов в непрерывном процессе литья для получения металлической полосы и включает в себя вторую пару рычажных элементов, установленных с возможностью вращения на первом конце вокруг неподвижной расположенной, по меньшей мере, на одном рамном элементе второй оси вращения, причем вторые оси вращения рычажных элементов имеют одну общую вторую продольную ось, параллельную первой продольной оси, и первые концы рычажных элементов обеих пар обращены друг к другу. За счет этого можно изменять положение соответственно обоих концов обоих литейных роликов, причем в обычном диапазоне регулирования возможно в значительной степени независимое изменение положения всех четырех концов.
Предпочтительно, если предусмотрен один приводной блок на каждую пару рычажных элементов, предназначенный для приведения во вращение позиционируемого посредством пары рычажных элементов литейного ролика вокруг его продольной оси. Так, каждый их обоих литейных роликов может приводиться во вращение независимо от другого литейного ролика.
Оказалось благоприятным, если приводной блок придан одному из рычажных элементов соответствующей пары и компактно закреплен, по меньшей мере, на одном расположенном на рычажном элементе опорном устройстве. Однако в качестве альтернативы возможно также закрепление, например, на рамном элементе. Такое расположение приводного блока, при необходимости, включая энергоснабжение, минимизирует его мешающее влияние на литейный зазор.
Предпочтительно приводной блок расположен напротив противовеса на другом конце литейного ролика. Это препятствует натяжению литейного ролика и гарантирует равномерную скорость его вращения.
Расстояние между рычажными элементами соответствующей пары можно изменять преимущественно с возможностью его подгонки к длине удерживаемого этой парой литейного ролика. Таким образом, устройство можно эксплуатировать с литейными роликами разной длины, и можно получать металлические полосы разной ширины. Разумеется, такое регулирование расстояния между рычажными элементами соответствующей пары возможно только перед началом процесса литья при использовании нужных литейных роликов, но не в текущем процессе литья.
Особенно предпочтительно в зоне первой оси (осей) вращения и, при необходимости, второй оси (осей) вращения присоединен, по меньшей мере, один трубопровод снабжения охлаждающим средством, по которому им снабжается соответствующий литейный ролик. Это обеспечивает достаточное охлаждение жидкого металла на соответствующем литейном ролике с образованием корочки полосы и надежное отделение корочек от поверхностей литейных роликов после прохождения через литейный зазор. Влияние изменений в снабжении охлаждающим средством на литейный зазор минимизируется. В зоне первой и/или второй оси (осей) вращения устанавливаются предпочтительно и другие присоединения для прочих сред и т.д.
Зарекомендовало себя, если, по меньшей мере, одно опорное устройство соединено, по меньшей мере, с одним посадочным устройством посредством вращающейся опоры. В частности, вращающиеся опоры скользят по горизонтально расположенным салазкам. Эти меры уменьшают механические нагрузки в зоне подъемных цилиндров. Чтобы оптимально настроить точку «kissing point», по меньшей мере, одно опорное устройство выполнено с возможностью преимущественно перемещения по высоте относительно, по меньшей мере, одного посадочного устройства.
При соединении корочек полосы литейные ролики нагружаются высокими усилиями, причем для системы позиционирования могут использоваться регулируемые по жесткости пружинящие элементы и/или сервогидравлические (отдельные) контуры регулирования усилий.
Предпочтительно, по меньшей мере, одно опорное устройство содержит на каждый рычажный элемент для определения оказываемого литейным роликом, по меньшей мере, на одно опорное устройство усилия нажима, по меньшей мере, один силоизмерительный блок, в частности в виде месдозы. Она придана предпочтительно системе позиционирования. Благодаря этому можно избежать повреждений опорного блока вследствие перегрузки.
Зарекомендовало себя, если, будучи также придан системе позиционирования, на каждом подъемном цилиндре установлен датчик положения и/или на каждой первой и/или второй оси вращения - датчик вращения. Это позволяет однозначно определить фактическое позиционирование литейного ролика.
На каждую пару рычажных элементов может быть предусмотрен рамный элемент, причем производимая металлическая полоса пропускается в вертикальном направлении вниз между рамными элементами. Преимущественно при наличии двух пар рычажных элементов предусмотрен только один рамный элемент, на котором закреплены обе пары рычажных элементов.
В частности, устройство включает в себя далее, по меньшей мере, одно регулирующее устройство, предназначенное для настройки положения подъемных цилиндров в зависимости от параметров литья, влияющих на толщину и/или поверхностный профиль металлической полосы, в частности параметров литья из группы, включающей в себя:
- усилие прижима, по меньшей мере, одного литейного ролика, по меньшей мере, к одному опорному устройству,
- качество поверхности, по меньшей мере, одного литейного ролика,
- толщину полосы, и/или скорость, и/или температуру, и/или распределение температуры, и/или пространственное положение, и/или поверхностный профиль полученной металлической полосы,
- ширину литейного зазора,
- температуру разливаемого жидкого металла,
- температуру охлаждающего средства для охлаждения литейных роликов,
- данные приводных блоков.
Таким образом, возможно особенно быстрое и целенаправленное позиционирование, по меньшей мере, одного литейного ролика в текущем процессе литья. В целях изменения ширины зазора в качестве альтернативы возможно также приведение в действие подъемных цилиндров вручную.
Для предложенного способа оказалось предпочтительным, если корректировка, по меньшей мере, одного рабочего положения осуществляется в зависимости, по меньшей мере, от одного параметра литья: ширина, и/или поверхностный профиль, или профиль металлической полосы. Эти значения регистрируются на ней и передаются, в частности, по меньшей мере, на одно регулирующее устройство, которое на их основе определяет требуемое изменение ширины зазора и настраивает ее за счет изменения положения подъемных цилиндров.
Для регистрации поверхностного профиля металлической полосы обычно используются приборы для измерения плоскостности, описанные, например, в WO 2010/049209 А1.
При выходе из строя электропитания устройства подъемные цилиндры опускаются и литейный зазор открывается до максимально возможной ширины, в результате чего занимается безопасное для человека и машины положение. Опасность повреждения литейных роликов минимизирована.
На чертежах в качестве примеров поясняются возможные устройство и способ, а также возможное применение такого устройства. На чертежах изображено:
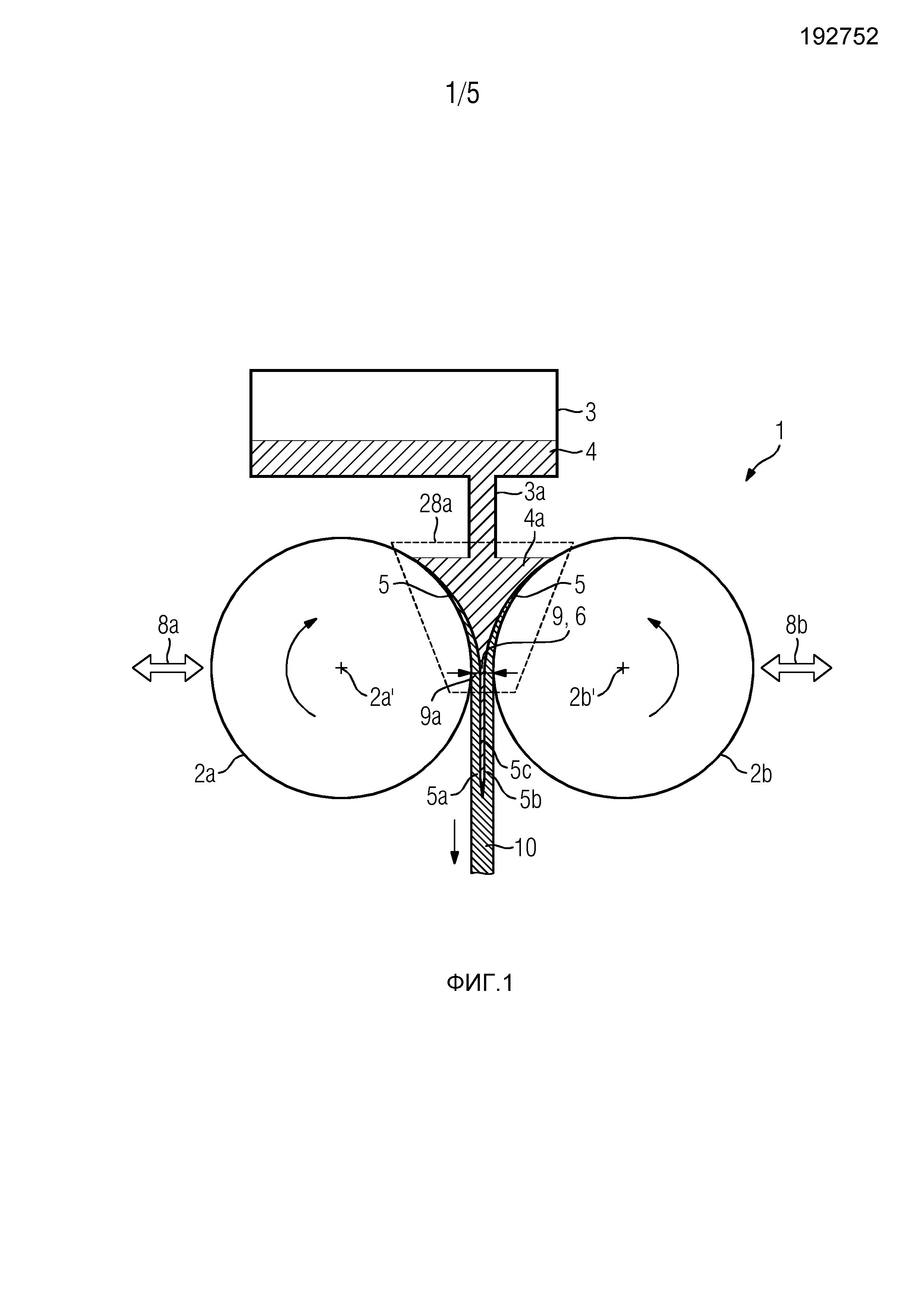
- фиг. 1: схематично вид сбоку устройства для позиционирования литейных роликов, т.е. в направлении их торцевых сторон;
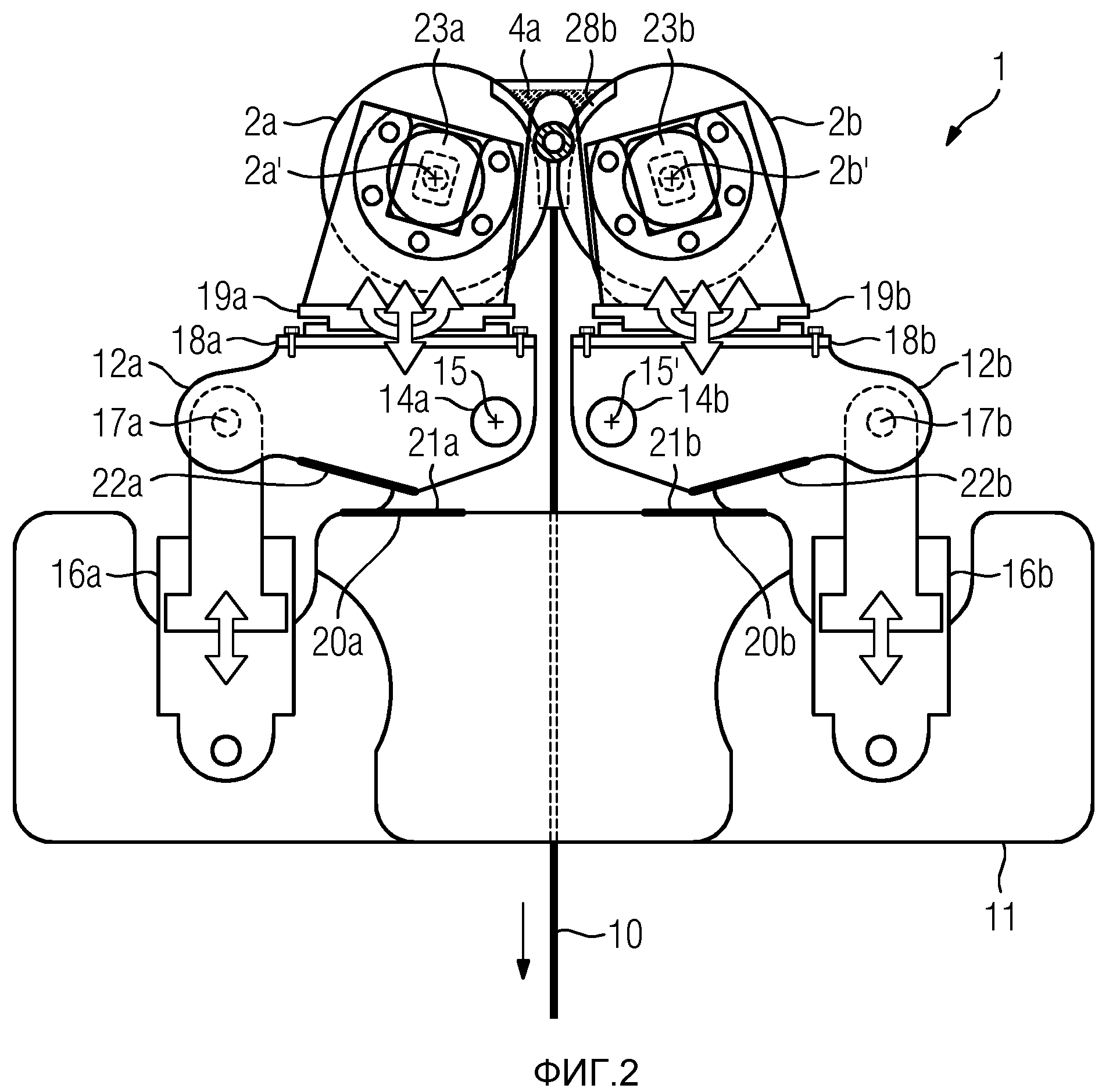
- фиг. 2: подробно вид сбоку устройства из фиг. 1 для позиционирования литейных роликов, т.е. в направлении их торцевых сторон;
- фиг. 3: подробно другой вид сбоку устройства из фиг. 2, здесь в направлении боковой поверхности одного из литейных роликов;
- фиг. 4: подробно другой вид сбоку устройства из фиг. 2 и 3, здесь в направлении боковой поверхности другого литейного ролика;
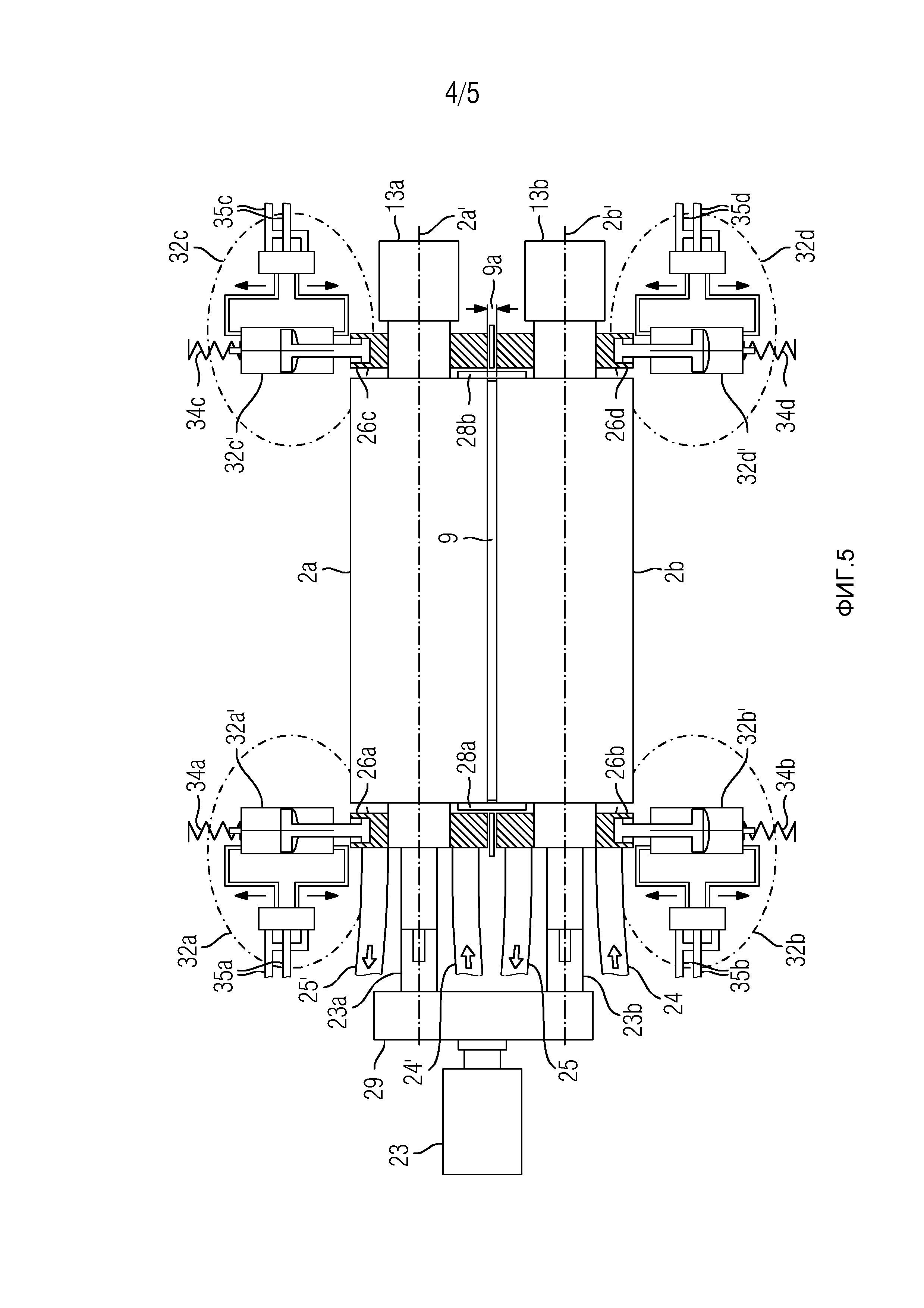
- фиг. 5: схематично вид сверху на устройство из фиг. 2-4;
- фиг. 6: вид сбоку установки для производства ленты, включающей в себя устройство из фиг. 2-4.
На фиг. 1 схематично при виде сбоку изображено устройство 1 для позиционирования двух вращающихся навстречу друг другу вокруг своих продольных осей 2a', 2b' литейных роликов 2a, 2b, т.е. в направлении их торцевых сторон. Устройство 1 представляет собой так называемое двухвалковое литейное устройство, в котором расплавленный металл 4 из расположенного над устройством 1 резервуара 3 вводится в литейный зазор 9 между двумя вращающимися навстречу друг другу охлаждаемыми литейными роликами 2a, 2b. Металл 4 подается на них через, по меньшей мере, одно расположенное над литейным зазором 9 сопловое устройство 3а, причем над литейным зазором 9 образуется так называемая разливочная ванна 4а. При этом термин «литейный зазор» 9 обозначает зону, в которой расстояние или ширина 9а между поверхностями литейных роликов наименьшее. Обычно ширина 9а литейного зазора 9 в зависимости от нужной ширины полосы составляет < 10 мм, в частности 2-6 мм.
На поверхности каждого охлаждаемого литейного ролика 2a, 2b образуется металлический осадок 5, причем осажденный металл по мере возрастания времени контакта с литейным роликом все больше затвердевает, в результате чего образуются корочки 5a, 5b, причем обе корочки 5a, 5b в литейном зазоре 9 сводятся в металлическую полосу 10 в так называемой точке «kissing point». Между корочками 5a, 5b в этот момент находится еще кашеобразный металлический соединительный слой 5с, который во время отвода металлической полосы 10 в направлении силы тяжести из литейного зазора 9 вниз все больше остывает и также затвердевает. Чтобы предотвратить вытекание жидкого металла 4 в зоне обоих концов разливочной ванны 4а или концов литейных роликов 2a, 2b, образующаяся разливочная ванна 4а обычно заключается между двумя боковыми плитами 28a, 28b, которые находятся в скользящем контакте с торцевыми поверхностями литейных роликов 2a, 2b и положение которых здесь для наглядности лишь обозначено штриховой линией. Ширина 9а литейного зазора 9 регулируется посредством усилий 8a, 8b в текущем процессе литья. Так, согласно изобретению, можно быстро и надежно реагировать на изменения в процессе литья, например на изменяющееся качество поверхности литейных роликов 2a, 2b.
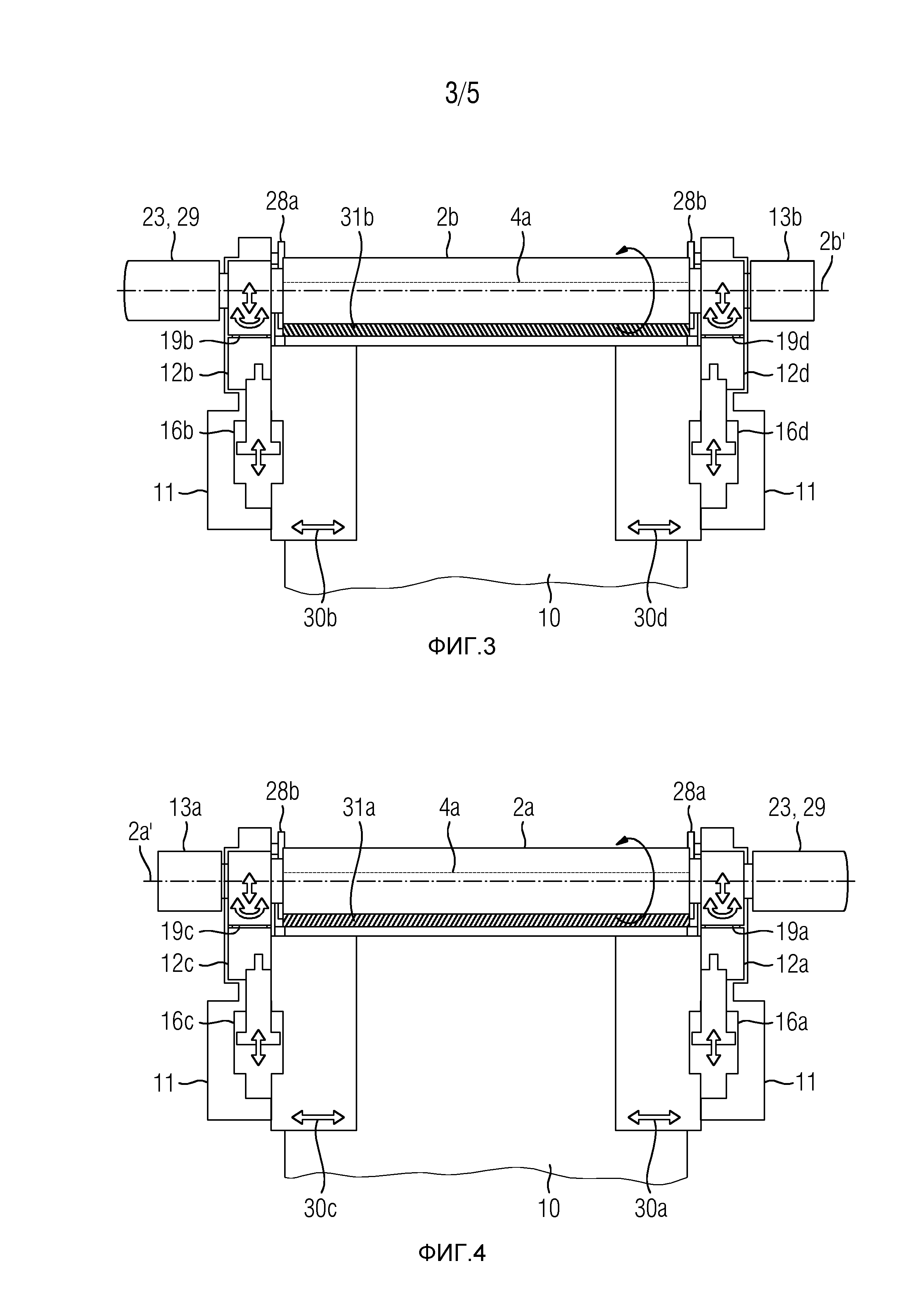
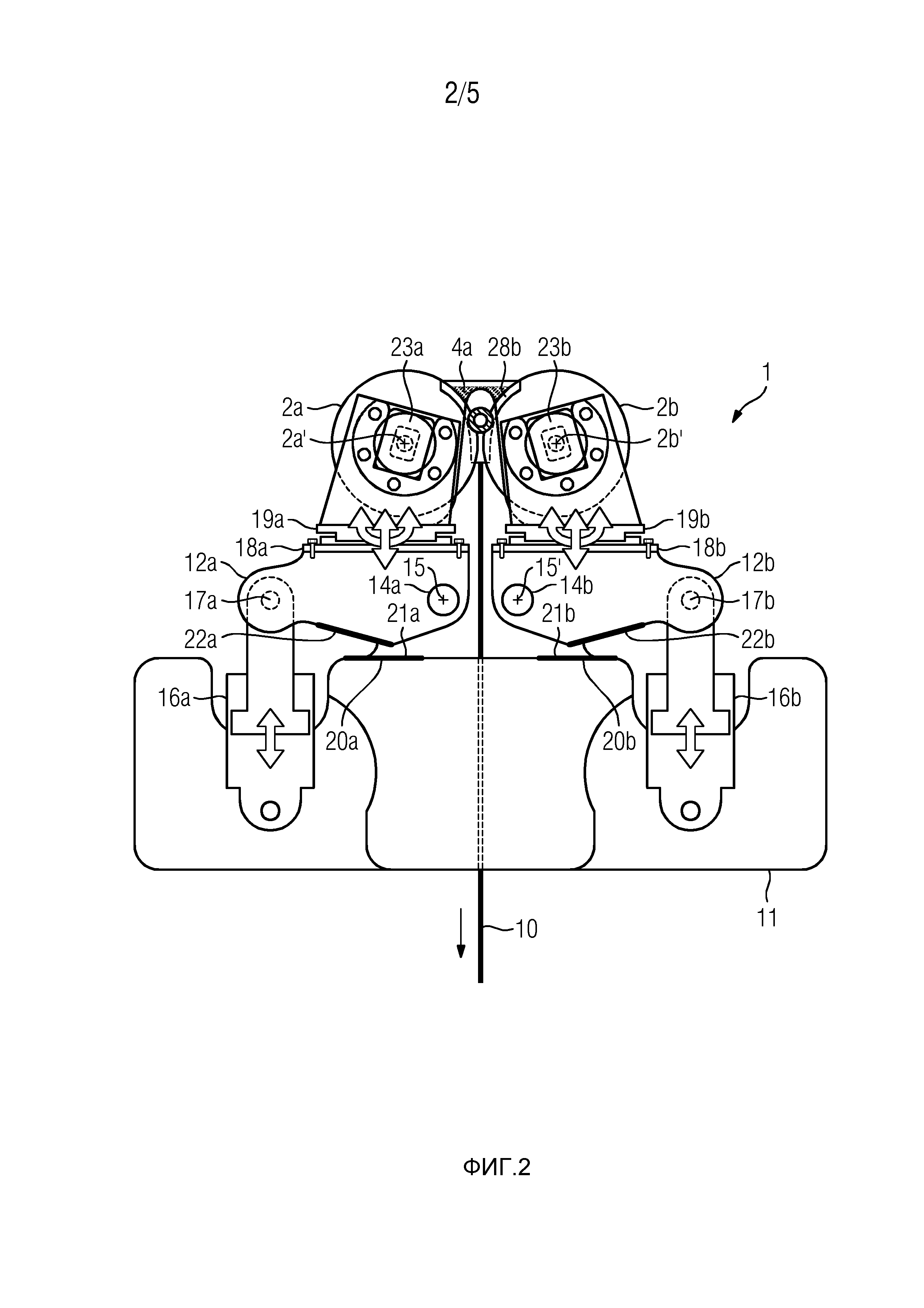
На фиг. 2 подробно изображен вид сбоку устройства 1 для позиционирования литейных роликов 2a, 2b, как и на фиг. 1, в направлении их торцевых сторон. На фиг. 3 подробно изображен другой вид сбоку устройства 1 из фиг. 2 в направлении боковой поверхности литейного ролика 2b. На фиг. 4 подробно изображен другой вид сбоку устройства 1 из фиг. 2 и 3 в направлении боковой поверхности литейного ролика 2а. Одинаковые элементы обозначены одинаковыми с фиг. 1 ссылочными позициями.
Устройство 1 включает в себя один рамный элемент 11 и четыре рычажных элемента 12a, 12b, 12c, 12d. Пара рычажных элементов 12a, 12c придана литейному ролику 2а. Они установлены одним концом с возможностью вращения вокруг неподвижной расположенной на рамном элементе 11 первой оси вращения, причем на фиг. 2 видна только первая ось вращения 14а, и первые оси вращения рычажных элементов 12a, 12c имеют одну общую первую продольную ось 15. Другая пара рычажных элементов 12b, 12d придана литейному ролику 2b. Они установлены одним концом с возможностью вращения вокруг неподвижной расположенной на рамном элементе 11 второй оси вращения, причем на фиг. 2 видна только вторая ось вращения 14b, и вторые оси вращения рычажных элементов 12b, 12d имеют одну общую вторую продольную ось 15'.
Устройство 1 включает в себя далее по одному расположенному на рамном элементе 11 подъемному цилиндру 16a, 16b, 16c, 16d на каждый рычажный элемент 12a, 12b, 12c, 12d, причем подъемный цилиндр 16a, 16b, 16c, 16d воздействует на второй конец соответствующего рычажного элемента 12a, 12b, 12c, 12d и шарнирно соединен с ним посредством шарнира 17а, 17b.
Кроме того, предусмотрено посадочное устройство 18а, 18b на каждый рычажный элемент 12a, 12b, 12c, 12d для размещения опорного устройства 19a, 19b, 19c, 19d с целью опирания с возможностью вращения одного конца позиционируемого литейного ролика 2a, 2b, причем посадочное устройство 18а, 18b расположено на верхней стороне рычажного элемента 12a, 12b, 12c, 12d. Посадочные устройства на рычажных элементах 12c, 12d выполнены аналогичным образом и поэтому подробно не показаны.
Также устройство 1 включает в себя расположенный на рамном элементе 11 упор 20a, 20b на каждый рычажный элемент 12a, 12b, 12c, 12d, причем расположенная на нижней стороне соответствующего рычажного элемента 12a, 12b, 12c, 12d контактная поверхность 22a, 22b касается его упорной поверхности 21a, 21b, по меньшей мере, тогда, когда соответствующий подъемный цилиндр 16a, 16b, 16c, 16d находится в исходном положении. Соответствующие рычажным элементам 12c, 12d упоры, контактные и упорные поверхности выполнены аналогичным образом, как на фиг. 2, и поэтому подробно не показаны.
Предусмотрен приводной блок 23a, 23b на каждую пару рычажных элементов 12a, 12c; 12b, 12d, которые предназначены для приведения во вращение позиционируемого посредством пары рычажных элементов 12a, 12c; 12b, 12d литейного ролика 2a, 2b вокруг его продольной оси 2a', 2b'. При этом приводные блоки 23a, 23b, будучи синхронизированы передачей 29 (фиг. 5), соединены с двигателем 23. На каждый литейный ролик 2a, 2b предусмотрено очищающее устройство 31a, 31b, например в виде очищающей щетки, которое может вращаться навстречу очищаемому литейному ролику 2a, 2b или может быть выполнено также неподвижным. Очищающее устройство 31a, 31b служит для удаления отложений на поверхности литейного ролика 2a, 2b и обеспечивает равномерное качество поверхности металлической полосы 10.
Приводной блок 23a, 23b придан одному из рычажных элементов 12a, 12c, 12b, 12d соответствующей пары 12a, 12c; 12b, 12d и закреплен на расположенном на рычажном элементе 12a, 12c, 12b, 12d опорном устройстве 19a, 19b, 19c, 19d. Напротив двигателя 23 расположены противовесы 13a, 13b, которые полностью или, по меньшей мере, частично компенсируют изгибающую нагрузку на литейный ролик 2a, 2b расположенным/расположенной сбоку двигателем 23/передачей 29 и приводными блоками 23a, 23b.
Расстояние между рычажными элементами 12a, 12c, 12b, 12d соответствующей пары 12a, 12c; 12b, 12d может изменяться перед запуском процесса литья таким образом, что оно подгоняется к длине удерживаемого парой рычажных элементов литейном ролике 2a, 2b. Необходимые для этого регулирующие устройства 30а, 30с для регулирования расстояния между рычажными элементами 12a, 12c литейного ролика 2a и регулирующие устройства 30b, 30d для регулирования расстояния между рычажными элементами 12b, 12d литейного ролика 2b схематично обозначены двойными стрелками.
В зоне оси (осей) вращения 14а и, при необходимости, оси (осей) вращения 14b присоединены питающие трубопроводы 24, 24' для охлаждающего средства (фиг. 5), по которым им снабжается соответствующий литейный ролик 2a, 2b. В качестве охлаждающего средства используется, например, вода, которая направляется через литейные ролики 2a, 2b и отводится по отводящим трубопроводам 25, 25'.
Опорные устройства 19a, 19b, 19c, 19d соединены с соответствующим посадочным устройством 18a, 18b посредством вращающейся опоры, скользящей по горизонтально расположенным салазкам. Такие салазки, как и подшипники литейных роликов, выполняются с малым трением. Кроме того, опорные устройства 19a, 19b, 19c, 19d выполнены с возможностью перемещения по высоте относительно соответствующих посадочных устройств 18a, 18b. Это схематично обозначено на фиг. 3 и 4 двойными стрелками в зоне опорного устройства 19a, 19b, 19c, 19d.
На каждую пару рычажных элементов 12a, 12c; 12b, 12d могут быть предусмотрены один или несколько собственных рамных элементов 11, причем получаемая металлическая полоса 10 направляется вертикально вниз мимо имеющихся рамных элементов 11 или через них. В этом случае несколько рамных элементов 11, например посредством отдельных соединительных элементов (не показаны), соединяются со всеми другими необходимыми деталями в кессонообразное устройство, которое помещается в установку 100 для производства полосы (например, фиг. 6). Если рамное устройство 11 выполнено цельным, то оно также соединяется со всеми другими необходимыми деталями в кессонообразное устройство 1, которое помещается в установку 100 для производства полосы (например, фиг. 6).
На фиг. 5 устройство 1 из фиг. 2-4 изображено схематично при виде сверху на литейные ролики 2а, 2b. Те же ссылочные позиции, что и на фиг. 1-4, обозначают те же элементы. Здесь хорошо видны двигатель 23, передача 29, приводные блоки 23а, 23b и противоположные им противовесы 13а, 13b. Также видно расположение питающих 24, 24' и отводящих 25, 25' трубопроводов для охлаждающего средства. Как схематично показано, на каждом подъемном цилиндре 16a, 16b, 16c, 16d установлена система 32a, 32b, 32c, 32d с датчиками положения 32a', 32b', 32c', 32d'. Системы 32a, 32b, 32c, 32d включают в себя далее соответственно пружинящие элементы 34a, 34b, 34c, 34d регулируемой жесткости для создания усилий 8a, 8b с целью соединения корочек 5a, 5b полосы (фиг. 1), а также подходящие питающие трубопроводы 35a, 35b, 35c, 35d для рабочей жидкости к датчикам положения 32a', 32b', 32c', 32d'.
В качестве опции опорные устройства 19a, 19b, 19c, 19d содержат на каждый рычажный элемент 12a, 12b, 12c, 12d для определения усилия нажима, оказываемого соответствующим литейным роликом 2a, 2b на соответствующее опорное устройство 19a, 19b, 19c, 19d, блок измерения силы 26a, 26b, 26c, 26d, также приданные системе 32a, 32b, 32c, 32d.
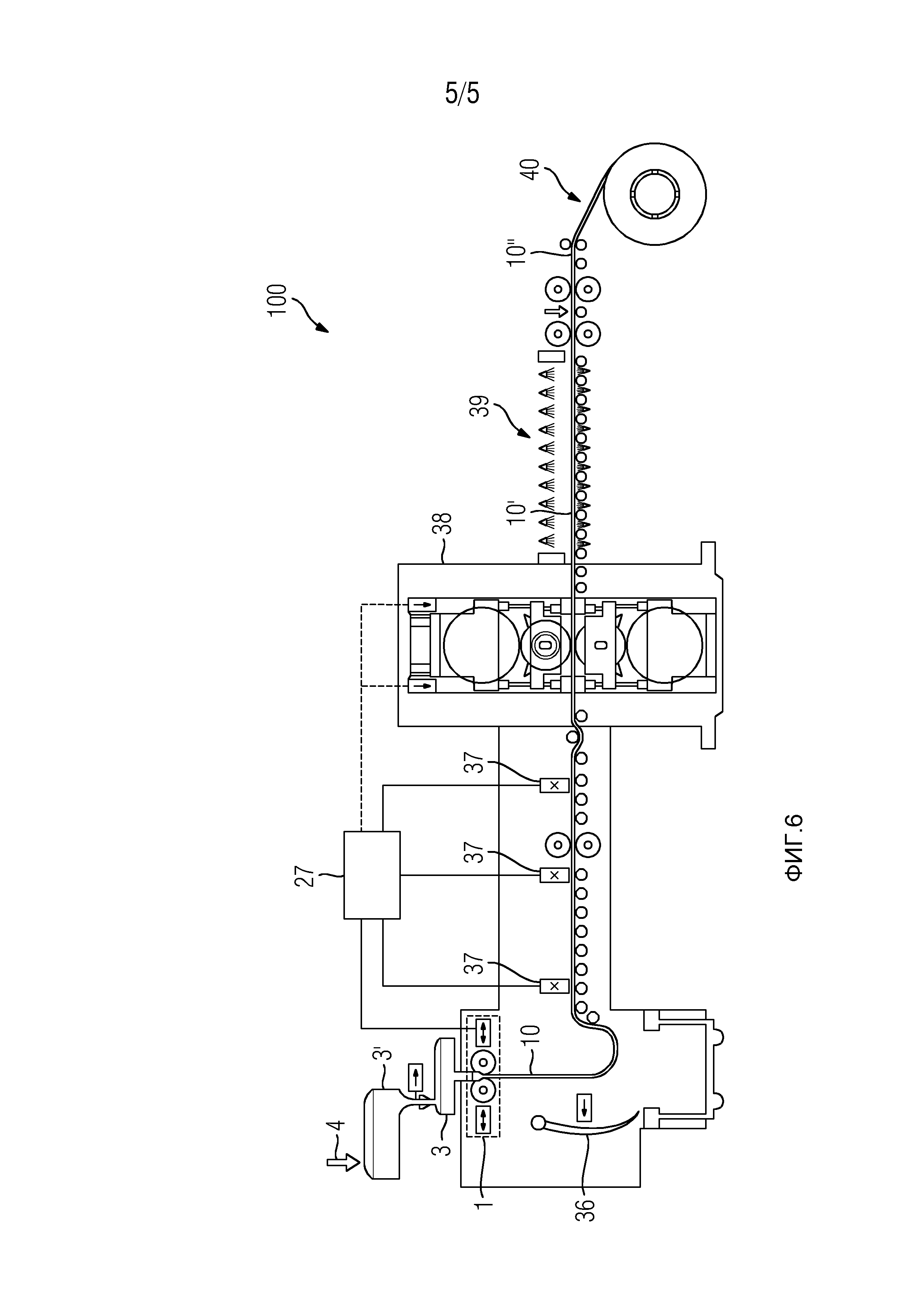
На фиг. 6 изображен вид сбоку установки 100 для производства полосы, включающей в себя устройство 1 из фиг. 1-5, питаемое жидким металлом 4 из резервуаров 3, 3' для металлического расплава. Предусмотрены заправочное устройство 36, посредством которого металлическая полоса 10 отклоняется в горизонтальное положение только в начале процесса литья, и прокатная клеть 38 для уменьшения толщины металлической полосы 10, тракт охлаждения 39 прокатанной металлической полосы 10' и намоточное устройство 40 для охлажденной металлической полосы 10''. Последняя отрезается в зоне намоточного устройства 40 на нужную длину и наматывается в рулоны.
Устройство 1 включает в себя здесь регулирующее устройство 27, которое предназначено для регулирования положения подъемных цилиндров 16a, 16b, 16c, 16d в зависимости от влияющих на толщину и/или поверхностный профиль металлической полосы параметров литья, регистрируемых посредством трех измерительных устройств 37 на движущейся к направлении прокатной клети 38 металлической полосы 10. Параметры литья могут быть выбраны, например, из группы, включающей в себя усилие нажима, по меньшей мере, одного литейного ролика 2a, 2b на опорное устройство 19a, 19b, 19c, 19d, качество поверхности литейных роликов 2a, 2b, толщину полосы, и/или скорость, и/или температуру, и/или распределение температуры, и/или пространственное положение, и/или поверхностный профиль полученной металлической полосы 10, и/или ширину 9а литейного зазора 9, и/или температуру разливаемого жидкого металла 4 и т.д. Здесь посредством измерительных устройств 37 определяются температура, поверхностный профиль и толщина полученной металлической полосы 10 в качестве параметров литья, с помощью которых регулируется положение одного или обоих литейных роликов 2a, 2b. Если, например, на одной стороне измеряется слишком большая толщина металлической полосы 10, то на этой стороне ширина 9а зазора между литейными роликами 2a, 2b уменьшается за счет их сближения. Это осуществляется путем корректировки рабочих положений одного или нескольких подъемных цилиндров 16a, 16b, 16c, 16d в зависимости от зарегистрированного параметра или параметров литья. На другой стороне металлической полосы 10, где ее толщина лежит еще в нужном диапазоне, ширина 9а зазора не изменяется. Таким образом, согласно изобретению, можно быстро и надежно реагировать на изменения в процессе литья, например на изменяющееся качество или изменяющиеся размеры поверхности литейных роликов 2a, 2b, чтобы обеспечить постоянное качество металлической полосы.
В качестве альтернативы, если должна вырабатываться готовая полоса, установка может включать в себя лишь резервуары 3, 3' для металлического расплава, устройство 1, тракт охлаждения 39 и намоточное устройство 40.
Со ссылкой на фиг. 1-6 описаны в качестве примера лишь возможные устройства и способы, а также возможности применения устройства. Однако специалист вполне может изменить выполнение деталей, например форму рычажных элементов или литейных роликов, форму и число рамного элемента/элементов, форму соответствующего опорного или посадочного устройства, положение первых и вторых осей вращения, шарниров, упоров, упорных поверхностей и т.д., а также форму боковых плит и положение питающих трубопроводов для охлаждающего средства. Вместо подъемных цилиндров могут использоваться также другие подъемные элементы, если они подходят для грубых окружающих условий на месте применения. Также, не выходя за рамки идеи изобретения, можно изменить установку для получения полосы за счет увеличения числа прокатных клетей и т.д.
Способ и устройство для отделения диоксида углерода от отходящего газа работающей на ископаемом топливе электростанции
Способ проверки функционирования вакуумного выключателя тягового выпрямителя тока
Устройство и способ для формирования, накопления и передачи электрической энергии
Головная часть для образования лобовой стороны транспортного средства, по меньшей мере, с одним энергопоглощающим элементом
Печной агрегат
Электрическая машина с повышенной степенью защиты с улучшенным охлаждением ротора
Корпусная насадка для электрической машины со степенью защиты ip 24w
Система, снабженная электрической машиной, а также способ эксплуатации электрической машины
Рельсовое транспортное средство, которое в качестве приводного двигателя снабжено синхронным двигателем, возбуждаемым постоянными магнитами
Осевая турбомашина с малыми потерями через зазоры
Способ изготовления вихревой распылительной форсунки для распыления жидкого топлива
Устройство для опрокидывания металлургического плавильного сосуда, металлургическая плавильная система и способ с применением такой плавильной системы
Направляющая или рабочая лопатка для осевого компрессора
Селективный детектор монооксида углерода
Способ для определения и оценки индикации вихревых токов, в частности трещин, в испытываемом объекте из электропроводного материала
Улавливающий подшипник для улавливания роторного вала машины
Способ и устройство для распознавания состояния исследуемой создающей шумы машины
Способ управления при резервировании многофазного выпрямителя переменного тока с распределенными накопителями энергии
Непрерывный прокатный стан с введением и/или выведением прокатных клетей в процессе функционирования
Способ определения меры кусковатости твердого материала в электродуговой печи, электродуговая печь, устройство обработки сигнала, а также программный код и носитель данных

