Результат интеллектуальной деятельности: ЛИТЕЙНАЯ ФОРМА
Вид РИД
Изобретение
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок из металла, а также других литейных материалов, обладающих высокой твердостью и хрупкостью.
Известна литейная форма, состоящая из двух полуформ с металлическим каркасом, и устройства для отделения литниковой системы от отливки, которое выполнено в виде двух подпружиненных отсекателей, закрепленных на каркасе перпендикулярно к каждому каналу литниковой системы с двух его противоположных сторон. Причем заостренные концы отсекателей обращены в сторону канала, а другие их концы соединены с механизмом их перемещения (см. авт.св. СССР №737123, B22D 31/00).
Недостатком известного устройства является низкое качество отливки из-за возникновения на ее поверхности сколов, трещин и нарушений геометрических параметров. Это происходит в результате неполного отделения в литейной форме питателя от отливки, что приводит к возникновению значительных термических напряжений в периферийной зоне отливки, и при последующей ее зачистке наблюдается нарушение поверхности отливки.
Наиболее близким аналогом к заявляемому объекту является литейная форма, содержащая жестко соединенные верхнюю и нижнюю полуформы, образующие между собой литниковый канал, соосно расположенные нож для отделения литникового канала от отливки и толкатель, один конец которого контактирует с торцом ножа, а на другом его конце закреплен упор, и предохранительные вставки (см. авт.св. СССР №1053958, B22D 15/00).
Недостатком данной конструкции является низкое качество поверхности изготавливаемой отливки из-за возникновения на ней механических повреждений в виде трещин и сколов. Это происходит в результате того, что нож, взаимодействуя с горячим расплавом в зоне отделения литниковой системы от отливки, приваривается с противоположных сторон к их поверхностям, а так как непосредственный процесс отделения литниковой системы от отливки происходит после кристаллизации последней, то в зоне контакта поверхности отливки с поверхностью приваренного к ней ножа возникают значительные механические напряжения, которые, воздействуя на поверхность отливки, приводят к нарушению ее целостности и образованию дефектов.
Задача, решаемая изобретением, заключается в повышении качества изготавливаемой отливки за счет предотвращения образования на ее поверхности трещин, сколов и вырыва металла при отделении от литникового канала.
Технический результат, обеспечивающий решение поставленной задачи, заключается в предотвращении возникновения термонапряжений в зоне контакта литниковый канал - отливка при ее отделении путем создания в этой зоне термостойкой границы раздела между жидким расплавом отливки и литниковой системы, что обеспечит формирование заданных геометрических параметров отливки при высоком качестве ее поверхности.
Поставленная задача решается тем, что в известной литейной форме, содержащей жестко соединенные верхнюю и нижнюю полуформы с образованным между ними литниковым каналом, соосно расположенные нож для отделения литникового канала от отливки и толкатель, один конец которого контактирует с торцевой поверхностью ножа, а на другом его конце установлен упор, и предохранительные вставки, согласно изобретению, в верхней полуформе установлен корпус с центрирующей крышкой, имеющей осевое отверстие, а в днище корпуса соосно указанному отверстию выполнено другое отверстие с жестко закрепленными в нем направляющими, в которых со стороны литникового канала размещена предохранительная вставка в виде заглушки Т-образной формы из разрушаемого огнеупорного материала, при этом нож для отделения литникового канала от отливки и толкатель установлены в полости корпуса так, что конец толкателя с упором выведен наружу корпуса через осевое отверстие центрирующей крышки, а нож установлен в направляющих корпуса с возможностью вертикального перемещения и выполнен составным из двух сопряженных между собой вертикальных пластин, концевая часть одной из которых со стороны заглушки имеет скошенную торцевую поверхность, образующую режущую грань с поверхностью наклонного выступа, выполненного заодно целое с концевой частью указанной пластины, при этом на внутреннюю поверхность наклонного выступа оперта торцевая поверхность другой вертикальной пластины ножа, выполненная конгруэнтной поверхности указанного выступа, а в теле ножа выше наклонного выступа размещена съемная вставка из огнеупорного материала, выполненная по форме двух усеченных пирамид, большие основания которых расположены по линии сопряжения вертикальных пластин ножа, а меньшие их основания расположены заподлицо с лицевыми гранями ножа, при этом соосно указанному ножу в нижней полуформе установлена дополнительная предохранительная вставка, выполненная в виде пакета подвижных относительно друг друга вертикальных пластин, крайняя из которых установлена с возможностью скольжения вдоль фиксатора, жестко закрепленного со стороны отливки на стенке нижней полуформы.
Кроме того, площадь каждого меньшего основания съемной вставки ножа превышает площадь поперечного сечения литникового канала на 10-20%.
Сущность изобретения поясняется чертежами, где:
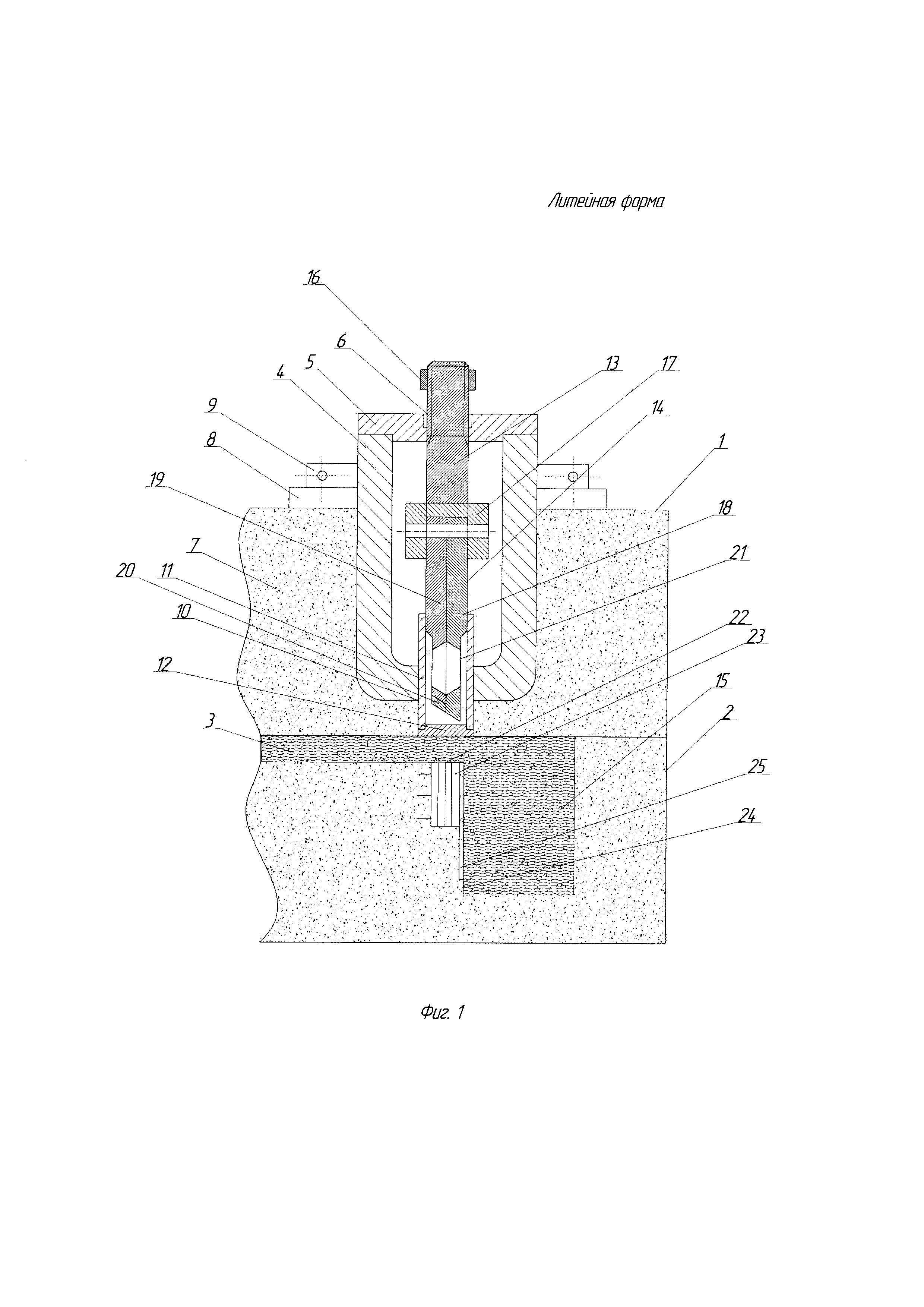
- на фиг. 1 схематично изображен общий вид литейной формы, в разрезе;
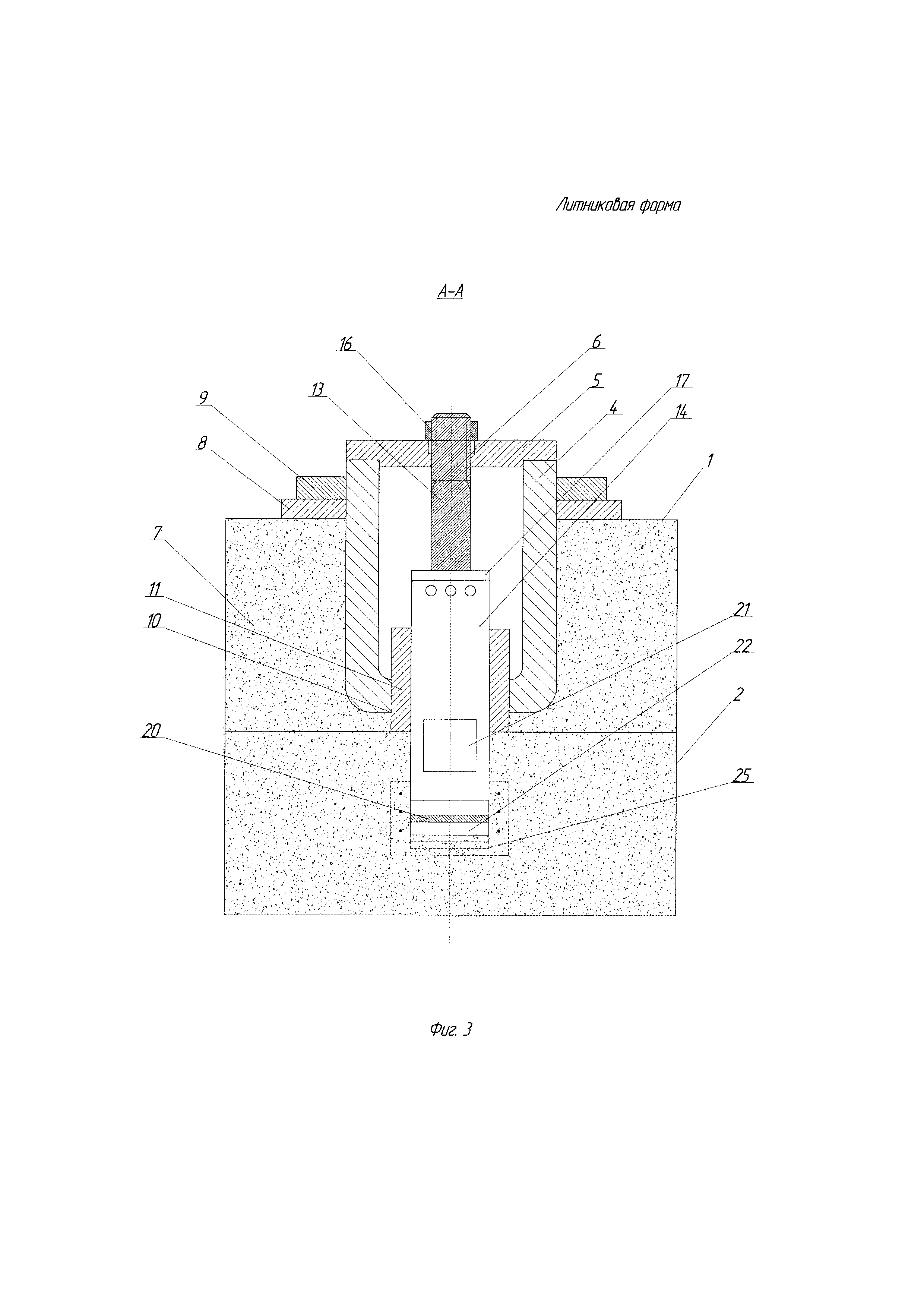
- на фиг. 2 - литейная форма в работе, в разрезе;
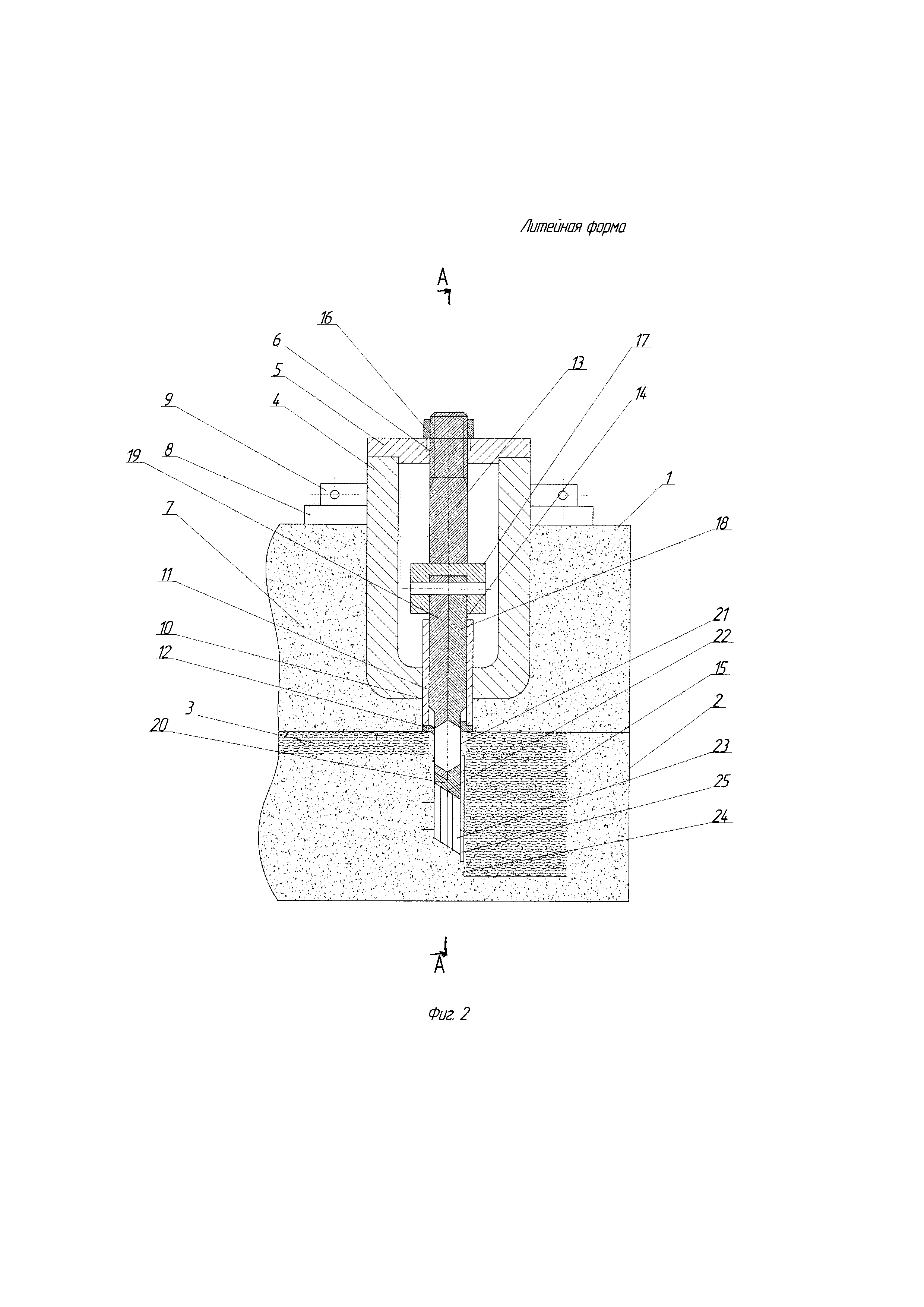
- на фиг. 3 - разрез Α-A на фиг. 2.
Литейная форма содержит жестко соединенные верхнюю 1 (фиг. 1-3) и нижнюю 2 полуформы, которые образуют литниковый канал 3 (фиг. 1, 2). В верхней полуформе 1 установлен корпус 4 (фиг. 1-3) с центрирующей крышкой 5, в которой выполнено осевое отверстие 6. Корпус 4 внутри верхней полуформы 1 жестко зафиксирован посредством формовочной смеси 7, а снаружи опертыми на нее пластиной 8 и стяжными хомутами 9. В днище корпуса 4 соосно отверстию 6 выполнено отверстие 10, с жестко закрепленными в нем направляющими 11, в которых со стороны литникового канала 3 размещена предохранительная вставка 12 (фиг. 1, 2), выполненная в виде заглушки Т-образной формы из разрушаемого огнеупорного материала, например, из асбеста. Материал заглушки 12 предназначен для предотвращения попадания жидкого расплава в полость корпуса 4.
В полости корпуса 4 соосно расположены толкатель 13 (фиг. 1-3) и нож 14, предназначенный для отделения литникового канала 3 от отливки 15 (фиг. 1, 2). При этом один конец толкателя 13 (фиг. 1-3) выведен наружу корпуса 4 через осевое отверстие 6 центрирующей крышки 5 и на его конце установлен регулируемый по высоте упор 16 (фиг. 1-3), предназначенный для регулирования вертикального хода ножа 14 в зависимости от габаритов литникового канала 3. Другой конец толкателя 13 торцевой поверхностью контактирует с торцевой поверхностью ножа 14, установленного в направляющих 11 корпуса 4 с возможностью вертикального перемещения. Причем толкатель 13 и нож 14 в зоне контакта их торцевых поверхностей жестко соединены между собой посредством штифтов 17.
Нож 14 для отделения литникового канала 3 от отливки 15 выполнен составным, из двух жестко сопряженных между собой вертикальных пластин, соответственно 18 (фиг. 1, 2) и 19 (фиг. 1, 2). Со стороны Т-образной заглушки 12 концевая часть вертикальной пластины 18 ножа 14 выполнена со скошенной торцевой поверхностью, сопряженной с поверхностью наклонного выступа 20, выполненного заодно целое с концевой частью указанной пластины 18. Причем скошенная торцевая поверхность и сопряженная с ней поверхность наклонного выступа 20 пластины 18 образуют режущую грань ножа 14. Торцевая поверхность другой вертикальной пластины 19 ножа 14 со стороны наклонного выступа 20 выполнена конгруэнтной внутренней поверхности указанного выступа 20 и оперта на него. Кроме того, нож 14 для отделения литникового канала 3 от отливки 15 снабжен съемной вставкой 21 (фиг. 1-3) из огнеупорного материала, которая выполнена по форме двух усеченных пирамид, большие основания которых обращены друг к другу и расположены по линии сопряжения вертикальных пластин 18 (фиг. 1, 2) и 19 (фиг. 1, 2) ножа 14, а меньшие основания вставки 21 (фиг. 1-3) расположены заподлицо с лицевыми гранями ножа 14. При этом площадь каждого меньшего основания вставки 21 превышает площадь поперечного сечения литникового канала 3 на 10-20%, а в качестве огнеупорного материала указанной вставки 21 может быть использован графит, шамот и другие материалы.
Такое конструктивное выполнение ножа 14 с огнеупорной вставкой 21 позволяет путем надежного перекрытия литникового канала 3 по всему его сечению создать в зоне контакта "литниковый канал - отливка" термостойкую границу раздела между высокотемпературным расплавом, находящимся как в отливке 15, так и в канале 3. Это исключает возможность прорыва расплава к металлической поверхности ножа 14, а следовательно, и приваривания его к металлу отливки 15 в процессе ее кристаллизации. В результате, в зоне отделения отливки 15 от литникового канала 3 исключается возможность возникновений в металле термонапряжений. Это позволяет получить отливку с высоким качеством поверхности.
Выполнять площадь меньших оснований вставки 21, контактирующих с расплавом, меньше чем на 10% площади поперечного сечения литникового канала 3, нецелесообразно, так как в этом случае возможен прорыв жидкого расплава к металлической поверхности ножа 14 и приваривание его к металлу отливки 15, в результате чего, при отделении литникового канала 3 от отливки 15 на поверхности последней образуются дефекты в виде трещин, выровов металла, сколов, что значительно снижает качество изготовляемой отливки.
Выполнять площадь меньших оснований вставки 21 больше, чем на 20% площади поперечного сечения литникового канала, также нецелесообразно, так как это приводит к увеличению габаритов ножа, а значит, и литейной формы в целом.
Кроме того, в нижней полуформе 2 соосно ножу 14 для отделения литникового канала 3 отливки 15 установлена дополнительная предохранительная вставка 22 (фиг. 1-3), выполненная в виде пакета подвижных относительно друг друга вертикальных пластин 23 (фиг. 1, 2). Со стороны отливки 15 на стенке 24 нижней полуформы 2 жестко закреплен фиксатор 25 (фиг. 1-3). При этом крайняя пластина 23 пакета со стороны фиксатора 25 установлена с возможностью скольжения вдоль него. Такое конструктивное выполнение пакета пластин 23 позволяет обеспечить возможность свободного перемещения их в вертикальной плоскости при взаимодействии с режущей гранью ножа 14 (фиг. 1-2) в процессе отделения отливки 15 от литникового канала 3. При этом пластины 23, свободно перемещаясь относительно друг друга по ходу ножа 14, принимают при контакте с его режущей гранью форму последней. Это исключает попадание расплава из литникового канала 3 в направляющие 11, предотвращает заклинивание ножа 14 в устройстве.
Работает устройство следующим образом.
Предварительно заливают жидкий расплав в литниковую систему (не показано). Расплав, проходя по литниковому каналу 3 (фиг. 1, 2), заполняет полость, образованную в полуформе 2 для изготовления отливки 15 заданной формы и габаритов. При этом полость корпуса 4 защищена от попадания в него расплава заглушкой 12, выполненной из огнеупорного разрушаемого материала, например, асбеста. После полной заливки полости расплавом начинают осуществлять отделение отливки 15 от литникового канала 3 посредством ножа 14. Для этого приводят в движение толкатель 13, который, контактируя с торцевой поверхностью ножа 14, перемещает последний в корпусе 4 вертикально вниз по направляющим 11 до контакта режущей грани ножа 14 с заглушкой 12, выполненной из асбеста.
Под действием ножа 14 асбест разрушается. После чего нож 14 проходит через расплав литникового канала 3 и отсекает его от расплава отливки 15. Это осуществляют путем размещения огнеупорной вставки 21 ножа 14 так, что ее меньшие основания, выполненные заподлицо с лицевыми гранями ножа 14 и имеющие площадь, превышающую площадь поперечного сечения литникового канала 3, полностью перекрывают последний по всему его сечению и в зоне контакта "литниковый канал - отливка" обеспечивают создание надежной термостойкой границы раздела высокотемпературного расплава. При этом точность расположения огнеупорной вставки 21 в литниковом канале 3 обеспечивается величиной хода ножа 14, регулируемого посредством упора 16, установленного на толкателе 13.
Кроме того, взаимодействие режущей грани ножа 14 со свободно-перемещаемыми относительно друг друга пластинами 23 позволяет последним постепенно, по ходу отделения отливки 15 от канала 3, принимать форму режущей грани ножа 14, что предотвращает попадание расплава в направляющие 11 и заклинивания в них ножа 14 при кристаллизации металла отливки 15.
После затвердевания расплава в литниковом канале 3 и в теле отливки 15 литейную форму разбирают, а узел отделения литникового канала от отливки используют повторно.
Таким образом, заявляемая литейная форма позволяет обеспечить высокое качество изготавливаемой отливки за счет того, что при отделении ее в зоне контакта поверхности вставки ножа с поверхностью отливки отсутствуют термомеханические напряжения. Это предотвращает возникновение на поверхности отливки таких дефектов, как сколы, трещины, выровы металла.

Способ переработки сидеритовых руд
Пневмосистема для судна с воздушными кавернами на днище
Способ переработки сидеритовых руд (варианты)
Способ производства холоднокатаной полосы
Способ асимметричной прокатки толстолистового металла
Способ измерения температуры
Высокопрочный инварный сплав
Йогурт
Способ производства мясных рубленых полуфабрикатов
Флюс для электрошлакового переплава
Способ переработки сидеритовых руд
Пневмосистема для судна с воздушными кавернами на днище
Способ переработки сидеритовых руд (варианты)
Способ производства холоднокатаной полосы
Способ асимметричной прокатки толстолистового металла
Способ измерения температуры
Высокопрочный инварный сплав
Йогурт
Способ производства мясных рубленых полуфабрикатов
Флюс для электрошлакового переплава

