Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСТИ И ОТВЕРСТИЯ В ПРЕССОВАННОЙ ЗАГОТОВКЕ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при изготовлении прессованных металлических и диэлектрических заготовок, имеющих открытые полости и отверстия.
Известен способ изготовления охлаждающих каналов в металлической заготовке турбинной лопатки, включающий закладку перед штамповкой стержней-заполнителей, которые вытравливаются в течение 35-50 часов [1], стр. 67. К недостаткам способа относится высокая трудоемкость удаления заполнителя, нарушение качества поверхностного слоя, точности и прочности каналов из-за воздействия травителя.
Наиболее близким является способ получения отверстий в диэлектрических прессованных заготовках путем электрохимического удаления металлических вставок вдоль их длины [2], который заключается в том, что с целью расширения технологических возможностей за счет получения глубоких отверстий вставку выполняют в виде втулки, внутри которой размещают изолированный токоподвод.
Недостатками способа являются: высокая трудоемкость удаления вставок, ограничение глубины отверстий, возможность изготовления деталей только из диэлектрических материалов.
Изобретение направлено на снижение трудоемкости изготовления прессованных металлических заготовок с полостями и отверстиями, повышение качества.
Это достигается тем, что до прессования заготовки на вставки, помещаемые в места нахождения полостей и отверстий, наносят слой реологической жидкости, на которую одним слоем насыпают осесимметричные гранулы из легкоплавкого материала, вставку с жидкостью и гранулами помещают в магнитное поле и выдерживают до затвердевания реологической жидкости, затем устанавливают в пресс-форму и прессуют заготовку, после чего снимают магнитное поле и удаляют реологическую жидкость, далее спекают заготовку при температуре выше температуры плавления материала гранул, удаляют расплавленные гранулы и вынимают из заготовки вставки.
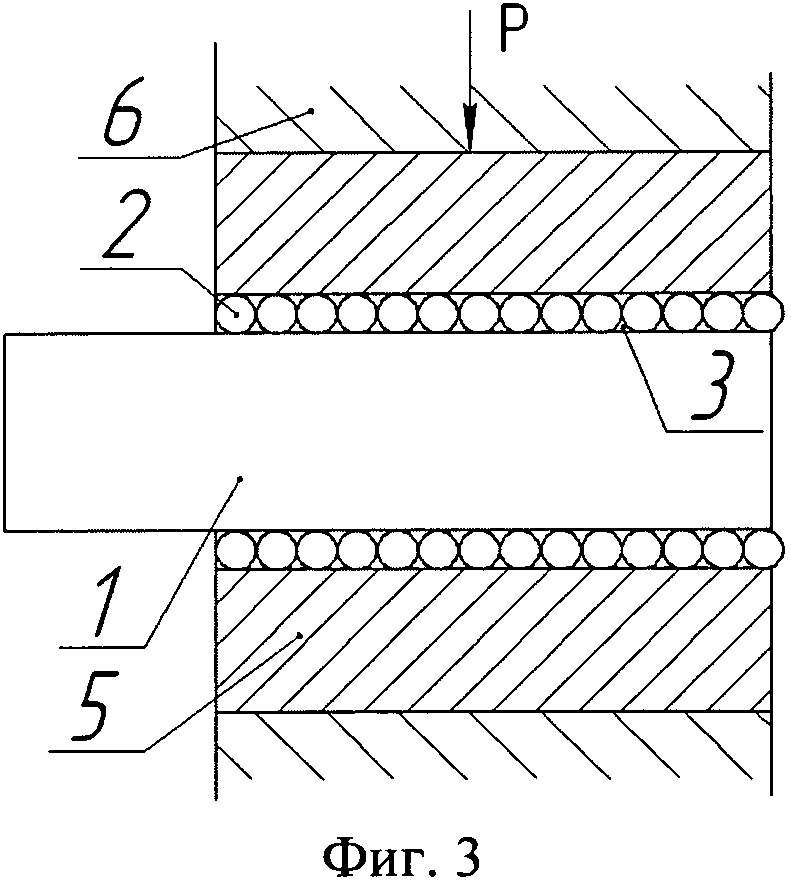
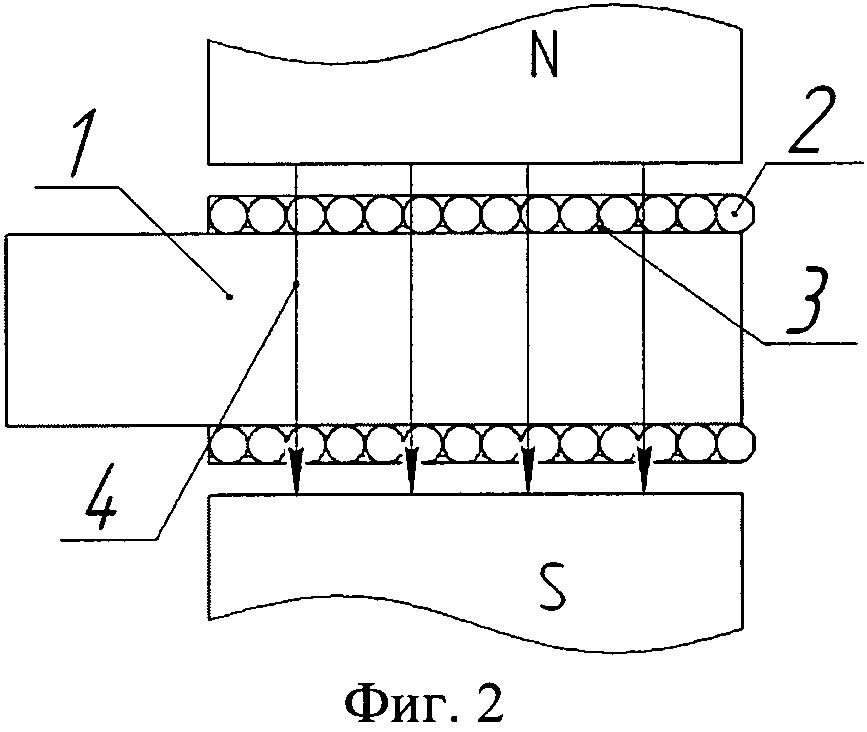
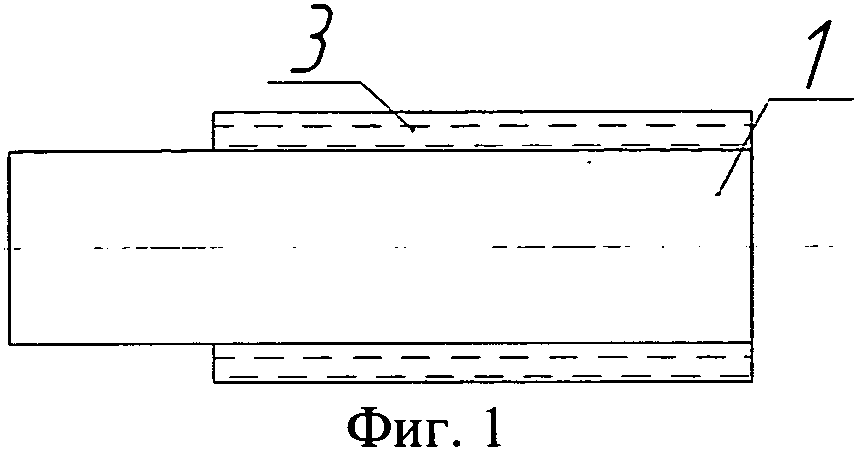
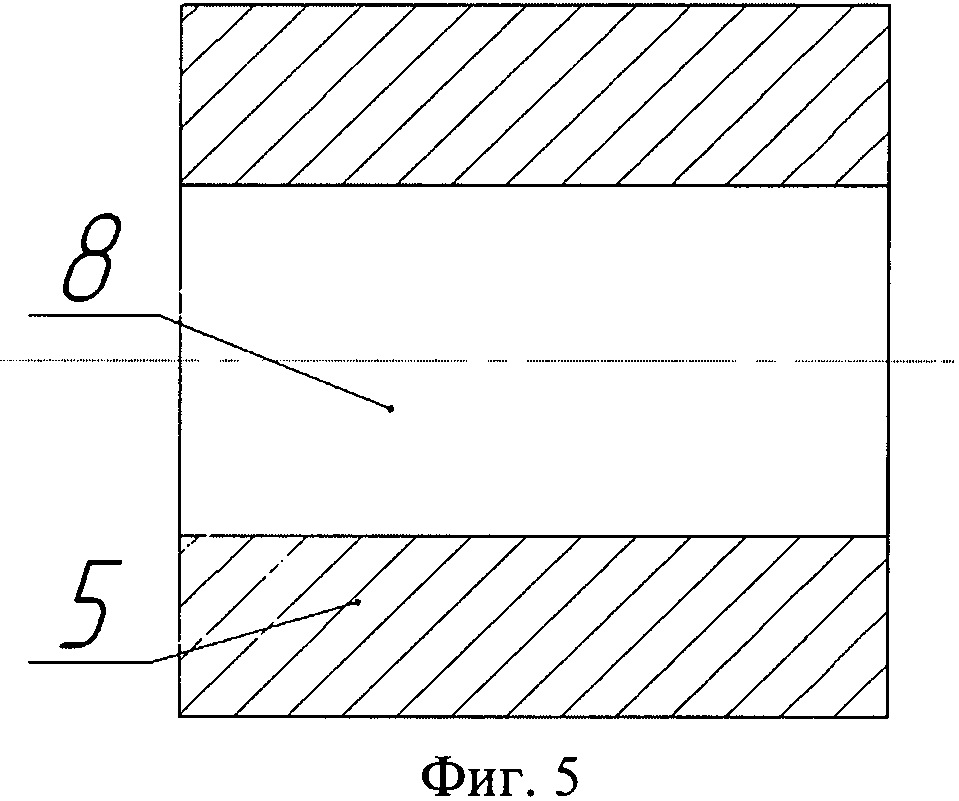
Способ поясняется следующими чертежами: на фиг. 1 показана вставка по форме полости или отверстия с нанесенным слом реологической жидкости; на фиг. 2 - вставка после нанесения в реологическую жидкость слоя гранул; фиг. 3 - схема прессования заготовки с вставками; фиг. 4 - спекание заготовки и расплавление материала вставок; фиг. 5 - готовая спеченная заготовка.
Способ осуществляется следующим образом: выполняют вставку 1 (фиг. 1), имеющую форму полости или отверстия с размерами, уменьшенными на двойную величину размера гранулы 2 (фиг. 2). Гранулы 2 должны иметь осесимметричную форму, например шара, что гарантирует точность полостей или отверстий в получаемых заготовках. На вставку 1 наносят, например окунанием, слой реологической жидкости 3 (фиг. 1) на длину вставки 1, не менее глубины полости или отверстия в заготовке 5 (фиг. 3). Вставку 1 с гранулами 2 и реологической жидкостью 3 помещают в магнитное поле 4 (фиг. 2) и выдерживают до затвердевания реологической жидкости 3. После этого вставку 1 с гранулами 2 в реологической жидкости 3 помещают на место положения полостей или отверстий в заготовке 5 и прессуют силой «Р», определяемой в каждом конкретном случае, в пресс-форме 6 до формирования заготовки 5 (фиг. 3). Снимают магнитное поле 4, после чего реологическая жидкость 3 переходит в жидкое состояние и удаляется (фиг. 3) из пространства между вставкой 1 и заготовкой 5. Удаление жидкости 3 необходимо, т.к. при нагреве она может возгораться или выделять токсичные вещества. Спрессованную заготовку 5 (фиг. 3) вынимают из пресс-формы и спекают (фиг. 4) до получения требуемых свойств материала заготовки 5, расплавления гранул 2 (фиг. 3) и получения жидкого материала 7, который удаляют из пространства между вставкой 1 и заготовкой 5 (фиг. 4) вставку 1, после чего получают готовую прессованную заготовку 5 (фиг. 5) с полостью или отверстием 8.
Пример 1 использования способа: в керамической диэлектрической прессованной заготовке нужно получить сферическую полость диаметром 1 мм на глубину 3 мм. Используют реологическую жидкость МК2-40, гранулы из цинкового сплава сферической формы с радиусом 0,12 мм. Тогда радиус рабочей части вставки будет 0,88 мм, диаметр цилиндрической части 1,76 мм. После нанесения окунанием реологической жидкости на вставку ее обсыпают одним слоем цинковых гранул и вдавливают их до контакта с вставкой, после чего вставку помещают в пространство между электромагнитами и создают напряженность поля 20·103 А/м, что для реологической жидкости на базе магнетита (МК2-40) обеспечивает магнитную индукцию 0,029 Тл. При таких режимах время «застывания» реологической жидкости небольшой глубины составляет 3-4 секунды. Заготовка прессуется из порошка минералокерамики ЦН 222. В конце прессования электромагнит выключают, после чего через 6-7 секунд образуется жидкая фаза реологической жидкости, которая сливается для последующего использования.
Заготовку с вставкой помещают в печь для спекания при 1200 К в течение 2-5 минут. За это время цинковый сплав гранул с температурой плавления около 700 К переходит в жидкое состояние и вытекает из зазора между вставкой и заготовкой. После этого вставка вынимается из заготовки, которая имеет полость радиусом 1-0,3 мм и глубину  мм. Шероховатость поверхности полости 1,25 мкм, что соответствует требованиям чертежа. Общее время изготовления заготовки не превышало 1 часа, что на порядок ниже, чем при других методах.
мм. Шероховатость поверхности полости 1,25 мкм, что соответствует требованиям чертежа. Общее время изготовления заготовки не превышало 1 часа, что на порядок ниже, чем при других методах.
Пример 2. В твердосплавной заготовке матрицы высадочного штампа из вольфрамо-кобальтого сплава ВК20 необходимо получить сквозное отверстие диаметром 2,8 мм. Используя те же гранулы и реологическую жидкость, как в примере 1, получаем диаметр вставки 2,56 мм. При прессовании применяют силу 1,2·104 Па. Температура спекания 1700 К, остальные параметры аналогичны рассмотренным в примере 1. После удаления вставки получено отверстие с диаметром  с шероховатостью 0,63 мкм, что соответствует требованиям чертежа. Трудоемкость изготовления матрицы снизилась в 28 раз по сравнению с эрозионной прошивкой и доводкой отверстия на доводочном станке.
с шероховатостью 0,63 мкм, что соответствует требованиям чертежа. Трудоемкость изготовления матрицы снизилась в 28 раз по сравнению с эрозионной прошивкой и доводкой отверстия на доводочном станке.
Источники информации
1. Изготовление основных деталей авиадвигателей / М.И.Евстигнеев и др. М.: Машиностроение. 1972 - 448 с.
2. Авторское свидетельство 1673329 (СССР) Электрохимическое получение отверстий малого диаметра в диэлектриках (Авт. В.П.Смоленцев, В.Т.Трофимов, В.В.Трофимов). Бюл. изобр. №32, 1991.
Способ изготовления прессованной заготовки с отверстием, включающий использование вставки и пресс-формы, отличающийся тем, что на вставку наносят слой реологической жидкости, на который насыпают осесимметричные гранулы из легкоплавкого материала, затем вставку с жидкостью и гранулами помещают в магнитное поле и выдерживают до затвердевания реологической жидкости, затем вставку с реологической жидкостью и гранулами устанавливают в пресс-форму и прессуют до формирования заготовки, после чего снимают магнитное поле, удаляют реологическую жидкость и спекают заготовку при температуре выше температуры плавления материала гранул, удаляют расплавленные гранулы и вынимают вставку из готовой заготовки.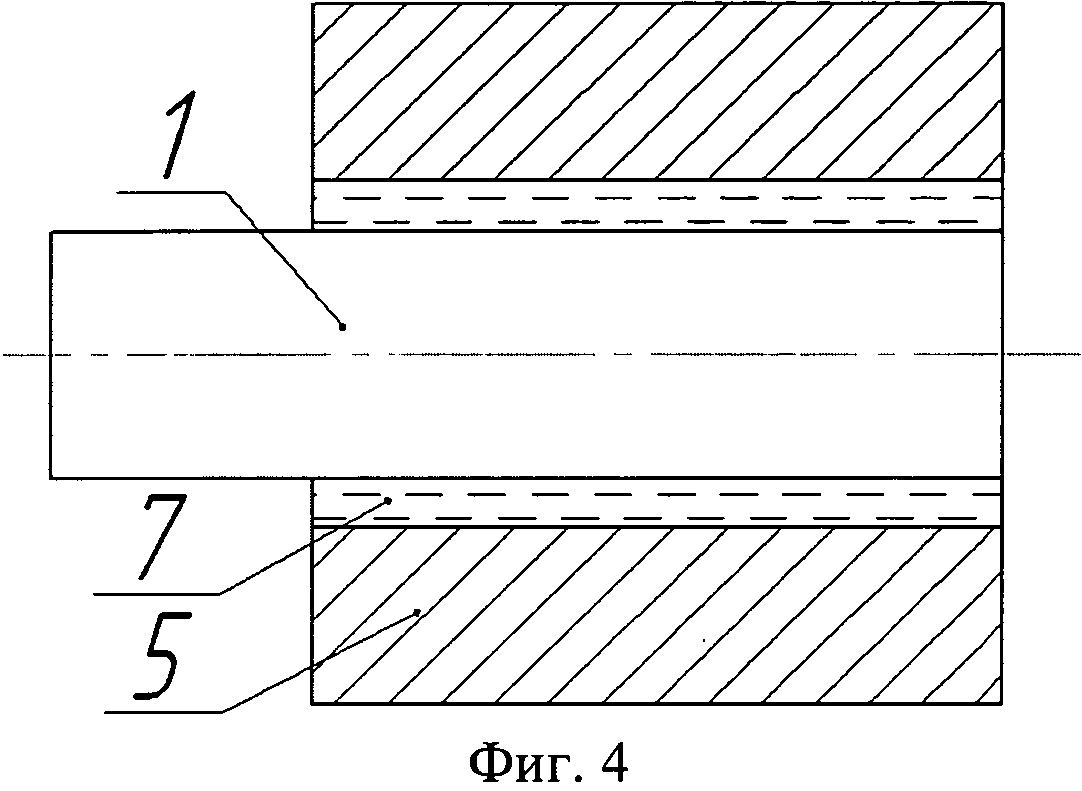
Способ обработки рабочих поверхностей деталей газотурбинных установок
Способ обработки рабочих поверхностей газотурбинных установок
Наноструктурное композитное покрытие из оксида циркония
Способ обработки рабочих поверхностей деталей лопастных машин
Алиасный аналого-цифровой преобразователь
Привод линейного перемещения
Гидравлическая система скрепера
Сканер ближнего электрического поля для двухсторонних и многослойных печатных плат
Смесительная головка камеры жидкостного ракетного двигателя
Способ безабразивной доводки сопрягаемых поверхностей
Способ гибки труб
Устройство для предотвращения поперечной деформации при продольном растяжении листового материала
Статор сегментного генератора
Способ подачи компонентов топлива в камеру жидкостного ракетного двигателя
Ветроэлектрическая станция
Затвор клиновой задвижки и способ его сборки
Задвижка
Затвор клиновой задвижки
Способ изготовления тракта охлаждения теплонапряженных конструкций
Кольцевая камера жидкостного ракетного двигателя

