Результат интеллектуальной деятельности: СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОДЕФОРМИРУЕМЫХ ТРУБ
Вид РИД
Изобретение
Изобретение относится к трубному производству и направлено на совершенствование технологии термической обработки холоднодеформированных труб из углеродистых, низколегированных и среднелегированных сталей при проведении нормализации садок в роликовых печах.
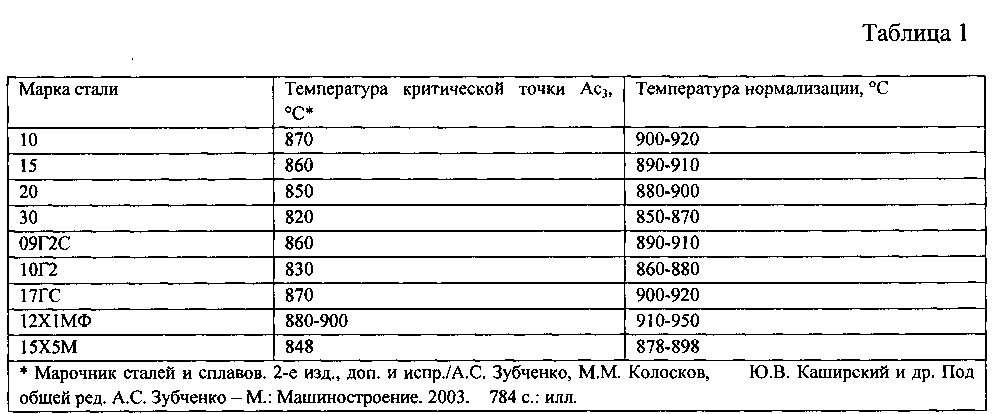
При изготовлении холоднодеформированных труб для наиболее часто применяемых углеродистых, низколегированных и среднелегированных сталей температура критической точки Ас3 различна и составляет 820-900°С (таблица 1). В результате при назначении температуры нормализации, руководствуясь правилом Ас3+30÷50°С [Технология упрочнения машиностроительных материалов. Учебное пособие-справочник / Под редакцией д.т.н., проф. В.Д. Евдокимова. - Одесса-Николаев: Изд-во НГГУ им. Петра Могилы, 2005. - 352 с.], возникает большое количество температурных режимов. Это приводит к простоям печи по причине технологических переходов с одного температурного режима на другой.
Известен способ термической обработки среднеуглеродистой стали (патент РФ №2178003, опубл. 10.01.2002), включающий нормализацию и отпуск при 655-750°С в течение 120-300 мин, охлаждение на воздухе и повторную нормализацию с выдержкой 10-60 мин. Недостаток способа состоит в необходимости проведения дополнительного отпуска и повторной нормализации. Также длительность процесса делает его экономически невыгодным для изделий, к которым не предъявляются повышенные требования по ударной вязкости.
Известен способ комплексной термической обработки стали (патент РФ №2503726, опубл. 04.05.2011), включающий нагрев заготовки до полной аустенитизации структуры, охлаждение в печи до температуры выдержки 735-740°С или на воздухе до комнатной температуры с последующим нагревом до температуры выдержки, выдержку в межкритическом интервале Ac1-Ас3 для формирования двухфазной аустенитно-ферритной структуры и охлаждение после выдержки со скоростью, обеспечивающей неполное мартенситное превращение аустенита и формирование многофазной микроструктуры. После чего дополнительно осуществляют высокотемпературный отпуск-старение при 550°С в течение 2-2,5 ч, либо перед нагревом до полной аустенитизации проводят предварительную нормализацию при температуре от 930°С. Недостатками способа являются необходимость проведения дополнительных операций термической обработки (отпуска, нормализации) и длительность процесса.
Известен способ нормализации труб в проходных роликовых печах (патент РФ №2242522, опубл. 20.12.2004), включающий нагрев трубы до заданной температуры при скорости ее перемещения в печи, вычисляемой по формуле [1], с температуры не выше 600°С и до температуры структурных превращений и кантовку косорасположенными роликами при перемещении в печи:

где L - длина печи, м;
λ - теплопроводность, ккал/(м·ч·град);
с - теплоемкость, ккал/(кг· град);
ρ - плотность, кг/м3;
S - толщина стенки трубы, м;
D - диаметр трубы, м;
ТП - максимальная температура в печи, °С;
ТН - начальная температура трубы перед печью, °С;
ТК - заданная температура нагрева, °С.
Недостатком способа является невозможность термической обработки труб из углеродистых низколегированных и среднелегированных сталей по одному унифицированному режиму. Как по времени нормализации, так и по температуре для каждой отдельной марки стали и толщины стенки труб требуется индивидуальный режим нормализации. Кроме того, способ разработан для термической обработки труб, проходящих через печь последовательно по одной друг за другом, и не может быть использован для садок труб.
Задачей изобретения является разработка унифицированного способа нормализации садок труб, применимого как для углеродистых, так и для низколегированных и среднелегированных сталей.
Техническим результатом является получение мелкозернистой микроструктуры, состоящей из феррита и пластинчатого перлита, увеличение равномерности нагрева заготовки, снижение искривления труб в процессе их изготовления.
Указанный результат достигается тем, что термическую обработку (нормализацию) производят в три стадии нагрева (температура рабочего пространства устанавливается по зонам печи):
1. Предварительный подогрев до температуры не более 870°С составляет 10-15% от общего количества времени нагрева. Максимальная температура 870°С, устанавливаемая по зонам печи на первой стадии, составляет не более Ас3 +50°С (таблица 1). Таким образом, подогрев не приводит к росту зерна аустенита в обрабатываемых сталях. При снижении времени менее 10% происходит искривление труб, подвергаемых термической обработке. Отсутствие первой стадии предварительного подогрева при термической обработке (нормализации) в печи с защитной атмосферой приводит к значительному искривлению труб, которые задевают искривленными концами источники нагрева (радиационные трубы) и выводят их из строя. Увеличение времени предварительного подогрева нецелесообразно, т.к. приводит к повышению длительности процесса.
2. Равномерный нагрев от температуры предварительного подогрева до температуры 950°С составляет 55-60% от общего количества времени нагрева. Температуры по зонам печи устанавливаются с плавным равномерным повышением, например, если температура предварительного нагрева составляет 870°С, то в последующих зонах печи она должна составлять 890-910-930-950°С. Такой нагрев исключает основной недостаток термической обработки (нормализации) садкой (пучком) - неравномерный нагрев труб, которые находятся с края садки в сравнении с трубами, находящимися внутри садки (внутри трубы лежат плотно друг к другу и хуже прогреваются). При резком повышении температуры печи, трубы которые непосредственно контактируют с рабочим пространством, наиболее быстро прогреются, микроструктура будет состоять из аустенитных зерен. Если температура составляет более Ас3 +50°С и нет легирующих элементов, препятствующих росту зерна, то с течением времени в этих участках труб будет происходить укрупнение аустенитных зерен. Вместе с тем микроструктура труб внутри садки будет состоять из феррита и перлита, с начальной стадией образования аустенита. В итоге получается разнозернистая микроструктура, а трубы имеют явно выраженную анизотропию свойств. При этом такие структурные отличия наблюдаются не только на различных трубах, но и на одной трубе, часть поверхности которой контактировала с рабочим пространством печи, а другая часть лежала плотно к другим трубам и нагревалась медленнее. Плавное равномерное повышение температуры рабочего пространства печи исключает эти недостатки.
Длительность второй стадии 55-60% от общего количества времени нагрева определена экспериментально. При снижении продолжительности второй стадии увеличивается скорость нагрева и наблюдаются участки в микроструктуре труб, имеющие более крупные и более мелкие зерна (наблюдается разнозернистость). При повышении продолжительности второй стадии наблюдается рост размеров зерна у обрабатываемых труб в целом.
3. Выдержка при температуре 950°С составляет 25-30% от общего количества времени нагрева.
Температура нормализации 950°С для сталей типа 12Х1МФ является минимально возможной, которая регламентирована при изготовлении котельных труб (согласно требованиям ТУ 14-3-460, ТУ 14-3Р-55 температура нормализации должна составлять 950-1030°С). В то же время эта температура для сталей типа 20, 30 действует двойственно: с одной стороны, превышая критическую точку Ас3 более чем на 50°С, приводит к росту зерна, с другой стороны, приводит к увеличению степени переохлаждения при последующем охлаждении труб и ускорению процессов, протекающих при охлаждении. В связи с этим и выбрана длительность третьей стадии 25-30% от общего количества времени нагрева, снижение которого приведет к некачественной нормализации сталей типа 12Х1МФ, а увеличение - к значительному укрупнению зерен для сталей типа 20, 30.
Увеличенная степень переохлаждения и последующее охлаждение при помощи вентиляторов благоприятно влияет на получаемую микроструктуру труб: снижается образование полосчатости, а следовательно, анизотропия свойств. Снижается размер зерна за счет множественного образования зародышевых центров для развития и роста новых зерен при переходе стали из аустенитного в феррито-перлитное состояние с получением мелкозернистого феррита и мелких колоний перлита. Также это позволит избежать образования зернистого перлита. Во многих случаях трубы из углеродистых, низколегированных и среднелегированных сталей после изготовления подвергаются обработке резанием. Для нефтегазопроводных труб - это нарезка фаски для последующей сварки. Трубы для машиностроения в дальнейшем разрезают на части, нарезают резьбу, снимают наружный и внутренний слой и т.д. В структуре, состоящей из феррита и зернистого перлита, режущий инструмент увязает и ломается, снижается его стойкость, в отдельных случаях (при недостаточной мощности оборудования) не удается произвести нарезку трубы. При изготовлении труб для котлостроения микроструктура, содержащая зернистый перлит, не обеспечит высокую длительную прочность металла. Поэтому структура пластинчатого перлита в сравнении с зернистым является более предпочтительной для труб, к которым не предъявляются повышенные требования по ударной вязкости.
Охлаждение в камере, при применении принудительного перемешивания среды при помощи вентиляторов, обеспечивает равномерное охлаждение труб в садке.
Общая продолжительность нагрева, определенная экспериментально, составляет 40-45 мин. Время менее 40 мин не обеспечивает полного прохождения нормализации для сталей типа 12Х1МФ. В микроструктуре присутствуют деформированные неравноосные зерна. Превышение времени более 45 мин приводит к росту зерна для сталей типа 20, 30.
Последующее охлаждение осуществляют в камере охлаждения. Для увеличения скорости охлаждения применяют принудительное перемешивание среды при помощи вентиляторов.
Общая продолжительность нагрева составляет 40-45 мин.
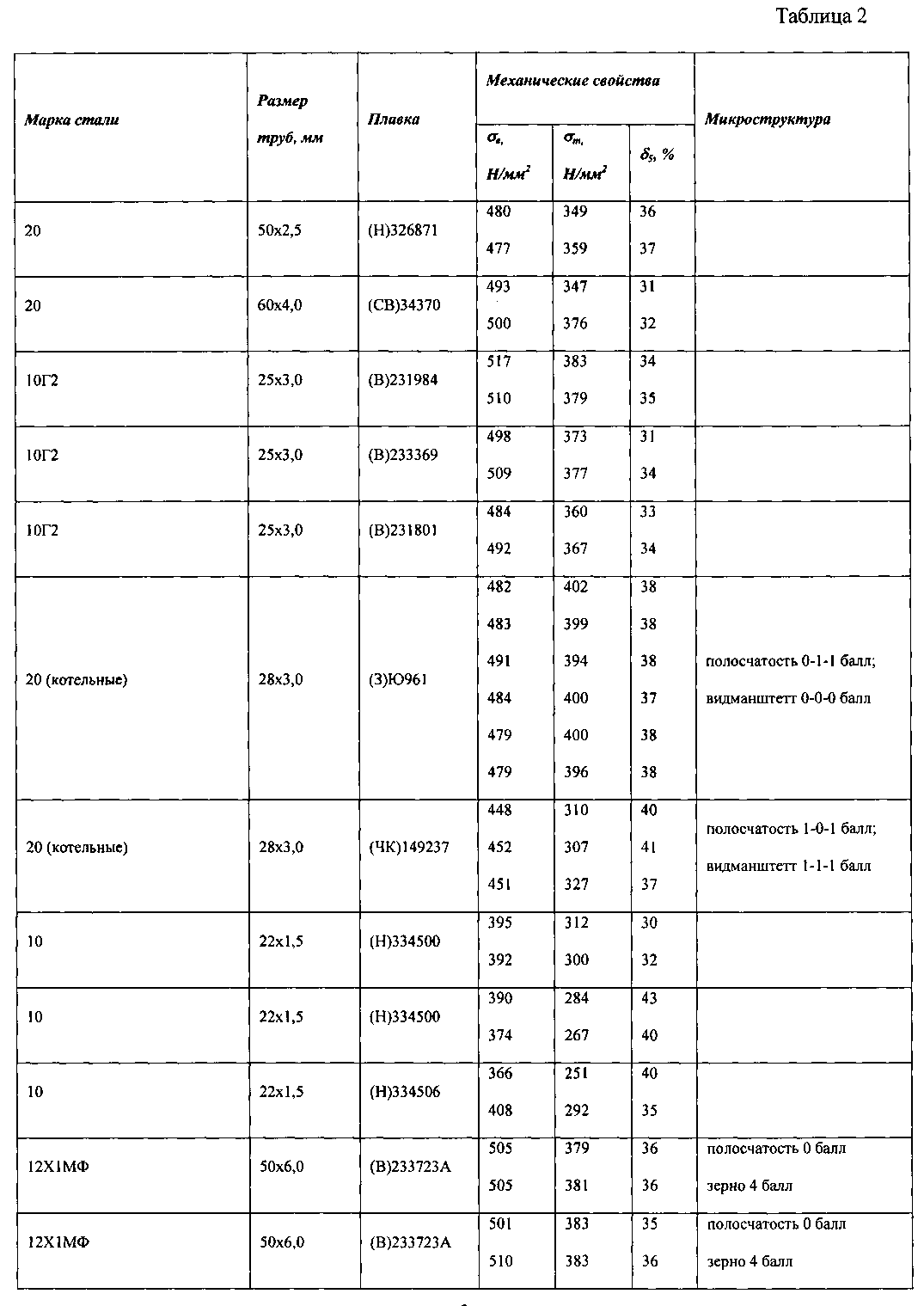
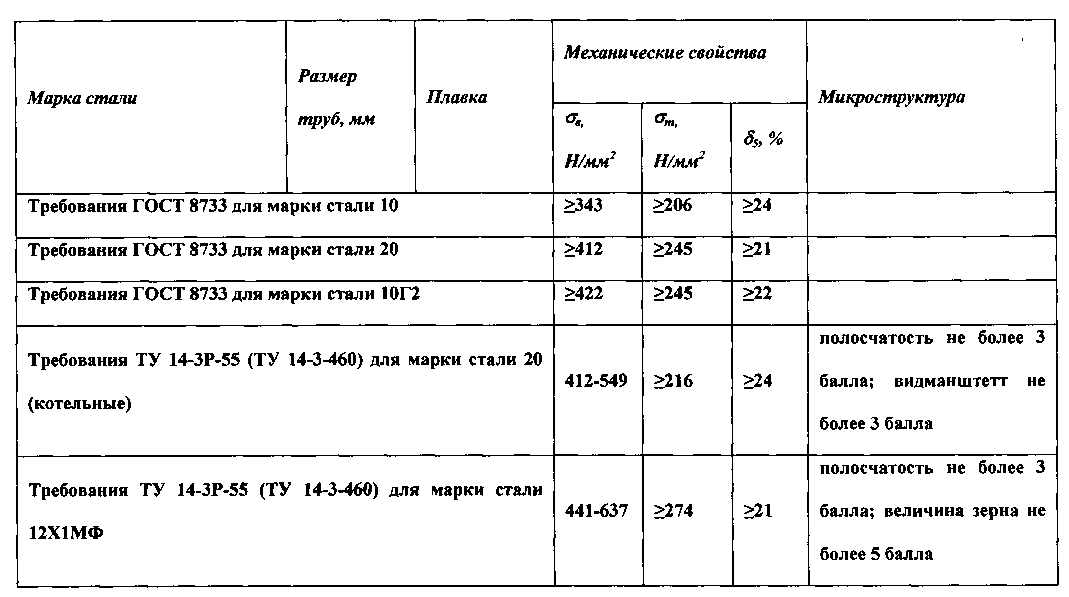
Предлагаемое решение опробовано в промышленных условиях. Термической обработке (нормализации) в печи с роликовым подом фирмы «EBNER» (тип ROS 225/35/2000St) подвергались трубы из сталей 10, 20, 10Г2, 12Х1МФ. Результаты исследования механических свойств и микроструктуры труб приведены в таблице 2. После проведения термической обработки (нормализации) повышенного искривления труб не наблюдалось.
Таким образом, предлагаемый способ термической обработки (нормализации) холоднодеформированных труб из углеродистых низколегированных и среднелегированных сталей обеспечивает повышение эффективности термической обработки, расширяет область ее применения, снижает искривление труб, а также позволяет получить благоприятный комплекс механических свойств и микроструктуры, полностью соответствующих предъявляемым требованиям.
Способ производства труб нефтяного сортамента под нарезку резьбы
Двухслойный валок прокатного стана с осевой полостью
Способ непрерывной прокатки труб
Способ прокатки труб с термомеханической обработкой
Способ изготовления теплоизолированной лифтовой трубы
Агрегат для изготовления бесшовных труб
Коррозионно-стойкая сталь для бесшовных горячекатаных насосно-компрессорных и обсадных труб повышенной эксплуатационной надежности и трубы, выполненные из нее
Способ комбинированной высадки концов труб
Способ термической обработки изделий из хромомолибденовой стали
Труба повышенной коррозионной стойкости
Способ производства труб нефтяного сортамента под нарезку резьбы
Двухслойный валок прокатного стана с осевой полостью
Способ непрерывной прокатки труб
Способ прокатки труб с термомеханической обработкой
Способ изготовления теплоизолированной лифтовой трубы
Агрегат для изготовления бесшовных труб
Коррозионно-стойкая сталь для бесшовных горячекатаных насосно-компрессорных и обсадных труб повышенной эксплуатационной надежности и трубы, выполненные из нее
Способ комбинированной высадки концов труб
Способ термической обработки изделий из хромомолибденовой стали
Труба повышенной коррозионной стойкости

