Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ЖЕСТКОЙ ПЕЧАТНОЙ ПЛАТЫ
Вид РИД
Изобретение
Изобретение относится к области электротехники и радиотехники, в частности к технологии изготовления гибко-жестких печатных плат (ГЖПП).
Проблема, решаемая изобретением, заключается в необходимости защиты уязвимой гибкой части ГЖПП на этапе формирования финишного электропроводного покрытия (горячего оплавления ПОС или нанесения иммерсионных покрытий) от воздействия агрессивных химикатов, температурных и механических воздействий.
Из предшествующего уровня техники известен способ изготовления гибких печатных схем (патент РФ №1632352, МПК H05K 3/28, опубл. 20.11.1995), согласно которому для повышения качества печатных схем предусмотрено снижение температурного градиента и исключение неконтролируемых деформаций в фольгированной диэлектрической пленке путем проведения контролируемой пластической деформации для выравнивания заготовки на предварительном этапе штамповки заготовки из фольгированной диэлектрической пленки, обеспечения равномерной толщины слоя фоторезиста и улучшения условий травления.
В качестве прототипа заявляемого известен способ изготовления ГЖПП, в котором используют защитную липкую ленту, которую помещают на прорези в жесткой части ГЖПП, формируемые перед прессованием заготовки (Технологии в производстве электроники, ч. III. Гибкие печатные платы. /Под ред. A.M. Медведева и Г.В. Мылова. - М.: изд. «Группа ИДТ», 2008, с. 130-131).
Недостатками аналогов является то, что в них не предусмотрена достаточно надежная защита гибкой части ГЖПП от воздействия агрессивных химикатов на этапе формирования финишного электропроводного покрытия, которые могут просочиться в прорези в жесткой части ГЖПП и значительно снизить качество готовых изделий.
Задачей изобретения является разработка способа изготовления гибко-жесткой печатной платы, в котором предусмотрена защита гибкой части (фольгированного полиимида с медными проводниками и покрывной пленки) от воздействия агрессивных химикатов на этапе формирования финишного электропроводного покрытия (горячего оплавления ПОС или иммерсионных покрытий).
Новый технический результат, обеспечиваемый при использовании предлагаемого способа изготовления гибко-жесткой печатной платы, заключается в обеспечении надежной защиты подверженной опасности разрушения гибкой части (полиимида с медными проводниками и покрывной пленки) от воздействия агрессивных химикатов на этапе формирования финишного электропроводного покрытия (горячего оплавления ПОС или иммерсионных покрытий).
Указанные задача и новый технический результат обеспечиваются тем, что в отличие от известного способа изготовления гибко-жесткой печатной платы, включающего формирование методом фотолитографии и последующего гальванического нанесения токопроводящих компонентов электрической схемы на комбинированном гибко-жестком основании ГЖПП, нанесение финишного и защитного покрытий, согласно предлагаемому способу перед нанесением финишного покрытия на жесткую часть и на прорези в контактных окнах гибкой части ГЖПП наносят защитную сухую паяльную маску, которую засвечивают посредством УФ-облучения, подвергают полимеризации для получения заданного контура защитной маски, после чего проводят окончательную стадию металлизации ГЖПП, затем удаляют окна над гибкой частью совместно с маской до полного раскрытия поверхности гибкой части ГЖПП.
Предлагаемый способ изготовления гибко-жесткой печатной платы поясняется следующим образом.
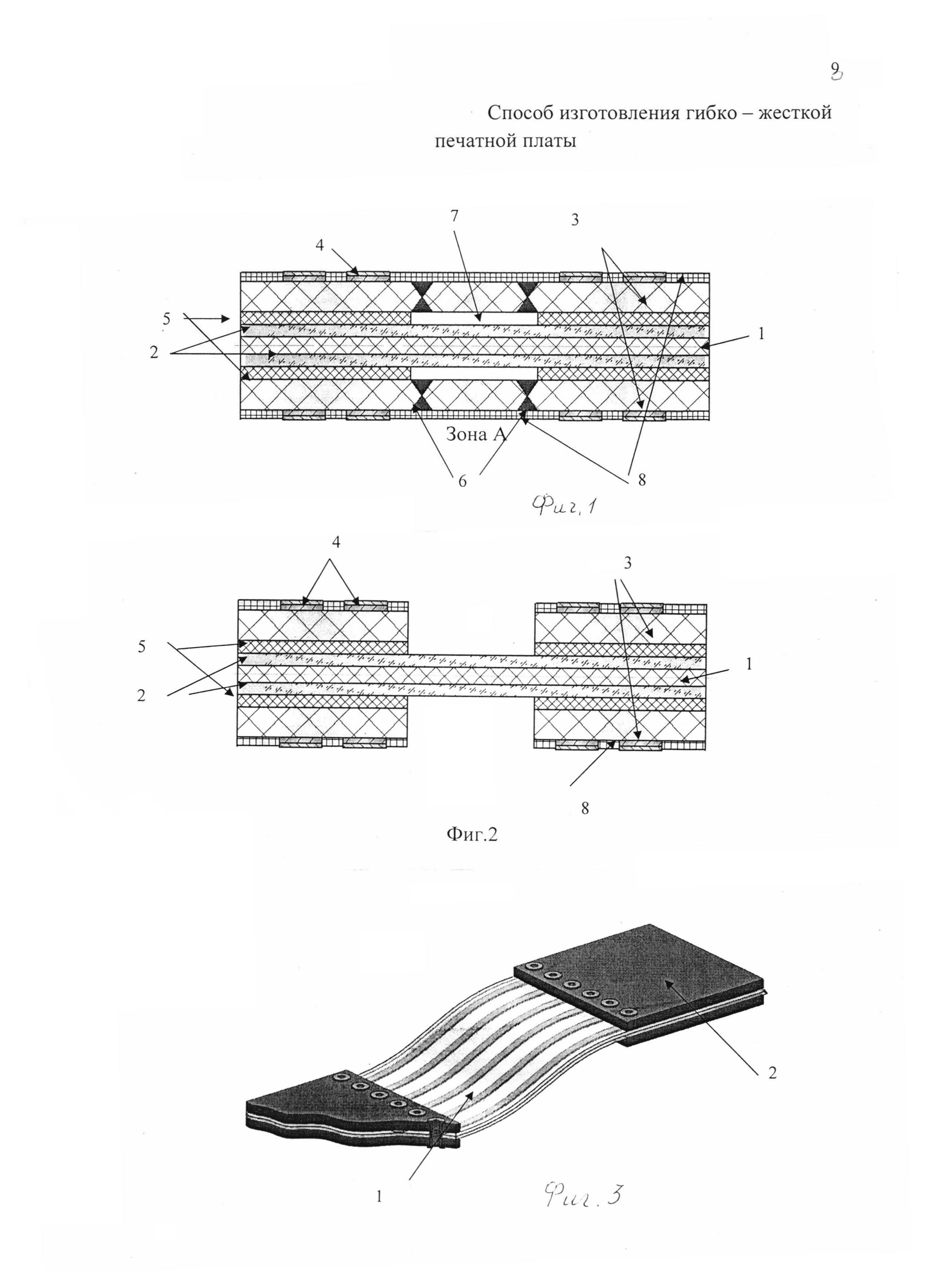
На фиг. 1 представлен вид сборки гибко-жесткой печатной платы после нанесения финишного покрытия (прорези закрыты паяльной маской), где 1 - слой полиимида (гибкая часть ПП), 2 - покрывная пленка, 3 - фольгированный стеклотекстолит + гальваническая медь, медная фольга + гальваническая медь (жесткая часть ПП), 4 - финишное покрытие, 5 - препрег, 6 - прорези 7 - окна, 8 - защитная паяльная маска.
Первоначально изготавливают заготовки гибкой и жесткой частей ГЖПП, затем осуществляют формирование методом фотолитографии и последующего гальванического нанесения токопроводящих компонентов электрической схемы на комбинированном гибко-жестком основании ГЖПП.
Перед нанесением финишного и защитного покрытий ГЖПП на жесткую часть и на прорези в контактных окнах гибкой части ГЖПП наносят защитную сухую паяльную маску. Маску наносят на всю заготовку (в том числе и на прорези в окнах над гибкой частью).
На полученные таким образом изделия с нанесенными защитными покрытиями оказывают воздействие УФ-облучения и осуществляют процесс полимеризации для получения заданного контура защитной маски, после чего проводят окончательную стадию металлизации ГЖПП.
Затем удаляют окна над гибкой частью совместно с маской до полного раскрытия поверхности гибкой части ГЖПП.
После нанесения финишного покрытия окна над гибкой частью совместно с нанесенной маской удаляются, освобождая гибкую часть ГЖПП.
На фиг. 2 изображена ГЖПП в готовом виде после удаления окна 7 над ее гибкой частью с нанесенной ранее маской 8.
Экспериментально установлено, что проведение операции защиты гибкой части ГЖПП с использованием указанной сухой паяльной маски способствует повышению качества готовых изделий, поскольку данное покрытие является надежной защитой ГЖПП перед последующей операцией металлизации ГЖПП.
Таким образом, использование предлагаемого способа обеспечивает более высокий, чем достигнутый в прототипе, технический результат, заключающийся в обеспечении надежной защиты подверженной опасности разрушения гибкой части (полиимида с медными проводниками и покрывной пленки) от воздействия агрессивных химикатов на этапе формирования финишного электропроводного покрытия (горячего оплавления ПОС или иммерсионных покрытий).
Возможность промышленной реализации предлагаемого способа подтверждается следующим примером выполнения.
Пример 1. В лабораторных условиях предлагаемый способ опробован с получением опытного образца ГЖПП, изображенного на фиг. 3, где 1 - гибкая часть (полиимид с медными проводниками и пленка покрывная) ГЖПП, 2 - металлизированное отверстие, 3 - жесткая часть платы (стеклотекстолит с токопроводящим рисунком, металлизированными отверстиями, защитной паяльной маской и финишным покрытием). Технология изготовления ГЖПП состояла в проведении следующих операций:
- нарезка гибких (полиимид с медными проводниками и пленка покрывная) и жестких (стеклотекстолит с токопроводящим рисунком, металлизированными отверстиями, защитной паяльной маской и слоем финишного покрытия) заготовок в размер групповых заготовок (пакета однородных элементов);
- формирование базовых отверстий в заготовках;
- формирование на гибких слоях рисунка проводников (последовательным сочетанием методов фотохимии и травления);
- фиксация покрывной пленки на гибком слое полиимида методом подпрессовки;
- формирование фрезерованием пазов (частичное или полное прорезание канавки) в жестких ламинированных слоях ГЖПП для последующего освобождения гибкой части на конечном этапе изготовления готовых ГЖПП;
- нарезка соединительных прокладок (препрегов) с удалением определенных участков для предохранения гибких областей от склеивания между собой и с жесткими частями;
- сборка пакета жестких и гибких слоев прессованием;
- прессование собранного пакета;
- формирование отверстий под металлизацию сверлением;
- химическая и электрохимическая металлизация отверстий:
- формирование негативного изображения на наружных жестких слоях заготовки ГЖПП;
- травление медного слоя и удаление фоторезиста;
- контроль электрических параметров ГЖПП;
- нанесение защитной маски на жесткие основания ГЖПП;
- нанесение паяльной маски;
- экспонирование паяльной маски;
- проявление паяльной маски.
Сухая защитная маска наносится на всю жесткую часть (в том числе и на прорези в окнах над гибкой частью ГЖПП), рабочий фотошаблон доработан таким образом, чтобы зона А на нем была прозрачной для УФ облучения на операции экспонирования. Засвеченные участки фотополимеризуются и теряют способность к растворению на этапе проявления. Над прорезями в жестком основании образуется надежная защита от реагентов, применяемых при проведении операции нанесения финишного покрытия (фиг. 2): 1 - покрывная пленка; 2 - слой полиимида с медным покрытием; 3 - слой фольги + гальваническая медь; 4 - слой финишного покрытия; 5 - препрег; 8 - маска. Последующие операции изготовления готовой ГЖПП были следующие:
- нанесение финишного покрытия;
- проведение контроля электрических параметров;
- проведение обработки по контуру.
При обрезке платы по контуру жесткая часть ГЖПП, покрывающая гибкое окно с нанесенной защитной маской, освобождается (вываливается), в результате чего образуется готовая ГЖПП. На фиг. 3 изображена ГЖПП после нанесения финишного покрытия. Прорези закрыты паяльной маской.
Полученный образец ГЖПП был подвергнут испытаниям.
Способ изготовления гибко-жесткой печатной платы (ГЖПП), включающий формирование методом фотолитографии и последующего гальванического нанесения токопроводящих компонентов электрической схемы на комбинированном гибко-жестком основании ГЖПП, нанесение финишного и защитного покрытий, отличающийся тем, что, с целью обеспечения защиты от воздействия химикатов и температурного воздействия на этапе операции горячего оплавления поверхности гибкой составляющей ГЖПП, перед нанесением финишного покрытия на жесткую часть и на прорези в контактных окнах гибкой части ГЖПП наносят защитную сухую паяльную маску, которую засвечивают посредством УФ-облучения, подвергают полимеризации для получения заданного контура защитной маски, после чего проводят окончательную стадию металлизации ГЖПП, затем удаляют окна над гибкой частью совместно с маской до полного раскрытия поверхности гибкой части ГЖПП.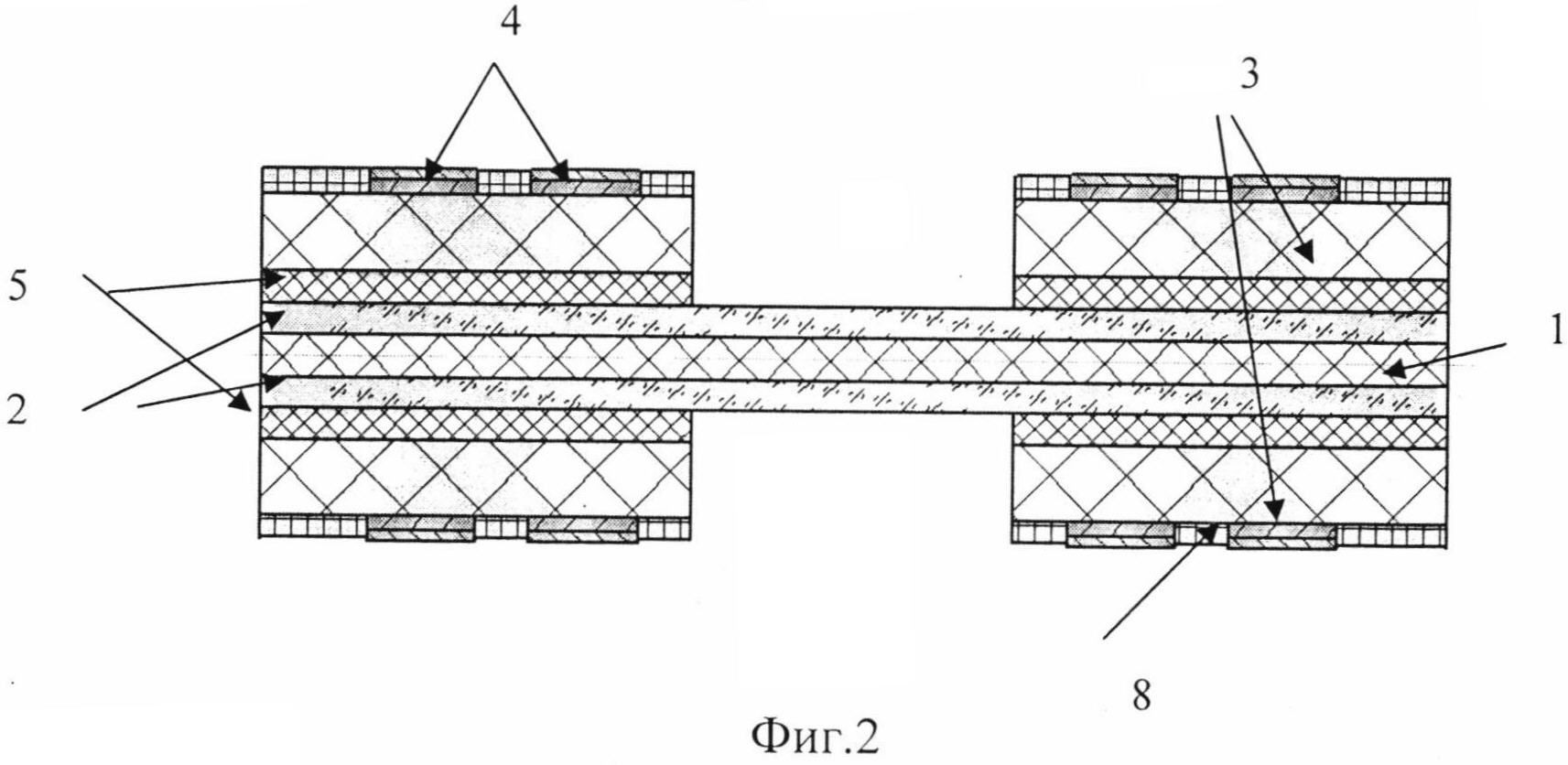
Способ определения скорости эрозии и осаждения тонких слоев на обращенных к плазме элементах плазменных установок (варианты)
Самодиагностируемая бортовая вычислительная система с резервированием замещением
Формирователь кода
Устройство контроля работы генератора
Способ балансировки магниторезистивного датчика
Формирователь меток времени
Дифференциальный измерительный преобразователь
Гидропривод
Устройство для перемотки ленточного сверхпроводника
Система управления неустойчивостью внутреннего срыва плазмы в режиме реального времени в установках типа токамак
Материал датчика для эпр дозиметрии ионизирующих излучений

