Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО МАТЕРИАЛА, СНАБЖЕННОГО ПОВТОРЯЮЩИМСЯ РИСУНКОМ, ВЫПОЛНЕННЫМ ПЕЧАТНОЙ КРАСКОЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления упаковочного материала, согласно которому полотно бумаги или картона снабжают повторяющимся рисунком, выполняемым печатной краской, который печатают непосредственно на поверхности полотна бумаги или картона, после чего полотно скатывают в рулон для дополнительной обработки и транспортировки.
Предпосылки создания изобретения
В упаковочной промышленности часто используют одноразовую потребительскую упаковку одноразового использования для упаковки и транспортировки жидких пищевых продуктов, например молока. Упаковочный материал для этих так называемых «упаковок одноразового использования» обычно содержит жесткий, но поддающийся сгибанию слой бумаги или картона и наружные непроницаемые для жидкости покрытия из пластика, предпочтительно из полиэтилена. Для обеспечения возможности транспортировки и хранения соков и подобных пищевых продуктов, восприимчивых к воздействию газообразного кислорода, упаковочный материал дополнительно снабжают по меньшей мере одним добавочным слоем материала, обладающего требующимся свойством газонепроницаемости. Одним общим примером такого слоя, обладающего свойством газонепроницаемости, является алюминиевая фольга («Alifoil»), которая, кроме того, обладает благоприятным свойством, заключающимся в том, что она придает упаковочному материалу способность к сварке посредством индукционной термосварки (IH sealing), являющейся быстрым, простым и эффективным способом герметизации.
Из упаковочного материала одноразового использования изготавливают упаковки как таковым известным способом на современных упаковочных и фасовочных машинах, на которых либо из полотна, либо из отдельных листов упаковочного материала формируют, заполняют и сваривают готовые упаковки.
Например, из полотна изготавливают готовые упаковки, используя способ, заключающийся в том, что полотно сначала преобразуют в трубку посредством соединения друг с другом обоих продольных краев полотна прочным непроницаемым для жидкости сварным соединением (соединением внахлест). Трубку заполняют соответствующим пищевым продуктом, например молоком, и подразделяют на непрерывные упаковки подушкообразной формы посредством повторяемых операций сварки в поперечном направлении трубки ниже уровня содержимого трубки. Упаковки подушкообразной формы отделяют друг от друга посредством просечек или разрезов в поперечных сварных соединениях и придают упаковкам желаемую геометрическую конфигурацию, обычно представляющую собой параллелепипед, посредством формирования сгибов и сварных соединений.
Требования, предъявляемые к потребительским упаковкам указанного выше типа, действительно заключаются в том, что они должны обеспечивать упакованный пищевой продукт наилучшей возможной механической, а также химической защитой. Кроме того, упаковки должны быть легко вскрываемыми и обладать другими свойствами, обеспечивающими удобное обращение с ними потребителя, и, кроме того, они должны обладать хорошей формой и эстетически привлекательным внешним видом.
Требование, касающееся наилучшей возможной защиты продукта, удовлетворяется посредством использования соответствующего сочетания отдельных слоев материала, введенных в упаковочный материал, которые во взаимодействии друг с другом предназначены для обеспечения упакованного продукта требующейся механической, а также химической защитой, пока пищевой продукт хранится в закрытой упаковке. Возможность вскрытия упаковки обеспечивается обычно тем, что упаковки, снабжаются отдельным вскрываемым устройством, с помощью которого упаковка может быть легко вскрыта каждый раз, когда требуется опустошить упаковку.
Привлекательный внешний вид и конфигурацию упаковки обеспечивают тем, что упаковочный материал, уже во время его изготовления, снабжают желаемым рисунком, выполняемым печатной краской, который может обладать желаемой декоративной, а также информативной природой. Соответственно, требование, касающееся обеспечения желаемой конфигурации упаковки, удовлетворяют тем, что упаковочный материал, также во время его изготовления, снабжают соответствующим рисунком линий сгиба, посредством чего облегчают сгибание, заключающееся в формировании сгибов упаковочного материала во время изготовления упаковок.
Упаковочный материал описанного выше типа изготавливают как таковым известным способом, заключающимся в сматывании полотна бумаги или картона с накопительной бобины и пропуске его через первую обрабатывающую станцию, на которой полотно снабжают повторяющимся рисунком, выполняемым печатной краской, который печатают непосредственно на поверхности полотна бумаги или тонкого картона. Как было упомянуто ранее, этот рисунок, выполненный печатной краской, может обладать как декоративной, так и информативной природой. В первом случае рисунок обычно состоит из множества различных печатных красок, наносимых методом печати последовательно одна за другой, а в последнем случае печатаемый рисунок наиболее часто состоит всего из одной печатной краски, наносимой методом печати в виде оптически или другим способом распознаваемых знаков произвольного размера и конфигурации в повторяющихся пригодных местах на поверхности полотна бумаги или картона.
В данном контексте термин «печатная краска» принят для обозначения дисперсии или подобной пригодной для печатания композиции пигмента, адгезива или связующего и растворителя. Такие дисперсии или композиции доступны для приобретения, и поэтому, вероятно, здесь не требуется сколько-нибудь подробное их описание. Для получения более подробной информации о них следует вместо этого обратиться к доступной технической литературе, касающейся данного вопроса.
С первой обрабатывающей станции полотно, отпечатанное таким образом, предпочтительно дополнительно проводят во вторую обрабатывающую станцию, где полотно снабжают повторяющимся рисунком линий сгиба, посредством которых облегчают сгибание и вдоль которых готовый упаковочный материал подлежит сгибанию при преобразовании полотна в готовые упаковки, как это описано выше. Рисунок линий сгиба может содержать, согласно как таковому известному способу, как продольные, так и поперечные линии сгиба, в зависимости от желаемой конфигурации упаковки.
Для обеспечения наилучшего возможного внешнего вида упаковки важно, чтобы рисунок линий сгиба был совмещен с ранее напечатанным рисунком, выполненным печатной краской, таким образом, чтобы рисунок упаковки, выполненный печатной краской, после фальцевания упаковочного материала постоянно пребывал в правильном положении относительно сфальцованных краевых линий и углов упаковки.
Для обеспечения того, чтобы рисунок линий сгиба был совмещен с рисунком, выполненным печатной краской, предпочтительно наносят оптически или другим образом распознаваемые метки печатной краской, которые печатают на полотне в виде направляющих меток, распознаваемых соответствующим детекторным устройством. Сигнал от этого устройства передается в центральный блок мониторинга и управления, в котором производится сравнение этого сигнала с эталонным сигналом, и который в случае отклонения этого сигнала от эталонного сигнала генерирует корректирующий сигнал, посредством которого корректируется положение полотна.
Со второй обрабатывающей станции полотно далее направляют для скатывания его в рулон до последующей дополнительной обработки. Примерами таких дополнительных рабочих операций могут служить: экструзия пластиковых слоев, ламинирование пленки и механическая коррекция полотна.
При способе согласно предшествующему уровню техники не редко случалось так, что части рисунка, выполненного печатной краской, при скатывании полотна в рулон оставляли смазанные отпечатки на противоположной, не подвергавшейся печати, поверхности полотна на непосредственно предыдущем витке скатываемого полотна. Образование таких нежелательных отпечатков на не подвергавшейся печати поверхности полотна обычно приводит в результате к тому, что рисунок, выполненный печатной краской, не только теряет резкость и контрастность, но может даже быть настолько смазанным, что происходят обесцвечивание и другие серьезные ухудшения внешнего вида упаковки. Проблема, связанная с образованием нежелательных отпечатков, становится особенно серьезной, когда отпечатанные метки печатной краски подлежат использованию в качестве направляющих меток для управления положением полотна, как это описано выше. Для обеспечения возможности эффективного и соответствующего функционирования такие отпечатанные направляющие метки должны представлять заданные геометрическую форму и размеры и в то же самое время должны быть такими, чтобы их можно было обнаруживать и отличать от смежных участков полотна. Появление каждого отпечатка на не подвергавшейся печати поверхности полотна при его сматывании увеличивает риск того, что напечатанные направляющие метки станут ослабленными или искаженными настолько, что их больше нельзя будет использовать по назначению.
Таким образом, существует потребность в данной области техники в способе такого типа, который описан во вводной части, использование которого способствовало бы изготовлению упаковочного материала без сопутствующих проблем и недостатков, присущих технологии предшествующего уровня техники.
Цели изобретения
Одной целью настоящего изобретения, таким образом, является удовлетворение указанной потребности.
Другой целью настоящего изобретения является реализация способа изготовления упаковочного материала без сопутствующих проблем и недостатков, присущих технологии предшествующего уровня техники.
Эти и другие цели и преимущества достигают посредством использования настоящего изобретения, согласно которому способу, описанному во вводной части настоящего документа, приданы отличительные особенности, изложенные в п. 1 прилагаемой формулы изобретения.
Предпочтительные практические варианты осуществления способа согласно настоящему изобретению обладают дополнительными отличительными особенностями, изложенными в зависимых пп. 2-13 прилагаемой формулы изобретения.
Сущность изобретения
Таким образом, посредством использования изобретения реализуют способ изготовления упаковочного материала, согласно которому полотно бумаги или картона снабжают повторяющимся рисунком, выполняемым печатной краской, который печатают непосредственно на поверхности полотна бумаги или картона, после чего полотно сматывают для дополнительной обработки и транспортировки. Способ согласно настоящему изобретению отличается тем, что полотно бумаги или картона до сматывания подвергают механической обработке, посредством которой выбранные области шероховатой поверхности полотна бумаги или тонкого картона сплющивают таким образом и в такой степени, что напечатанный рисунок, выполненный печатной краской, во всех этих сплющенных областях располагается на одном уровне с или ниже уровня остальных областей поверхности полотна бумаги или картона.
Принимая, что рисунок, выполненный печатной краской, в соответствии со способом согласно настоящему изобретению, постоянно удерживается на уровне, ни в коем случае не возвышающемся над уровнем смежных, необработанных областей поверхности полотна, обеспечивают возможность того, что напечатанный рисунок при скатывании полотна постоянно скрывается или защищается от непосредственного контакта с противоположной, не подвергавшейся печати поверхностью непосредственно предыдущего витка сматываемого полотна.
В одном варианте осуществления способа согласно настоящему изобретению полотно подвергают механической обработке до нанесения или во время нанесения повторяющегося рисунка, выполняемого печатной краской, который печатают непосредственно на поверхности полотна бумаги или картона в выбранных областях, сплющенных с использованием механической обработки.
Механическую обработку полотна можно осуществлять множеством различных известных способов, например посредством механического шлифования волокнистого материала, но предпочтительно осуществляют посредством механического прессования с одновременным уменьшением толщины полотна.
В другом варианте осуществления способа согласно настоящему изобретению полотно подвергают механической обработке после нанесения повторяющегося рисунка, выполняемого печатной краской, где области полотна с напечатанным рисунком сплющивают в такой степени, что напечатанный рисунок, выполненный печатной краской во всех этих сплющенных областях, располагается на одном уровне или ниже уровня остальных областей поверхности полотна бумаги или тонкого картона.
Механическую обработку полотна можно осуществлять множеством различных способов, например посредством механического шлифования волокнистого материала, но предпочтительно ее осуществляют посредством механического прессования с одновременным уменьшением толщины полотна.
Как описано выше, полотно бумаги или картона можно после печатания с использованием печатной краски проводить через вторую обрабатывающую станцию, на которой полотно снабжают повторяющимся рисунком линий сгиба, посредством которых облегчают сгибание для облегчения преобразования полотна в правильно сформированные упаковки посредством сгибания. В таком случае полотно проводят через зону контакта между двумя вращаемыми валами, один из которых («ведущий вал») на его поверхности несет линейные периферические выступы в виде рисунка, соответствующего желаемому рисунку линий сгиба. Другой вал («ведомый вал») может соответствующим образом содержать линейные периферические углубления, или канавки, совмещаемые с линейными выступами на ведущем валу, чтобы они входили при вращении валов в зацепление с полотном, которое проводят через зону контакта валов, при проведении его через зону контакта валов.
В соответствии со способом согласно настоящему изобретению механическую обработку полотна, когда это применимо, например, во втором варианте осуществления, описанном выше, объединяют и осуществляют вместе с операцией образования линий сгиба на второй обрабатывающей станции, где один из двух валов («ведущий вал») дополнительно снабжен дополнительным рисунком периферических выступов, расположение, конфигурация и размер которых соответствуют ранее напечатанному рисунку, выполненному печатной краской, на полотне.
Независимо от того, производят ли механическую обработку полотна до, после или во время нанесения печатной краски, способ согласно настоящему изобретению можно осуществлять, используя любой тип печатной краски, например радиационно фиксируемую печатную краску, термофиксируемую печатную краску и т.д. Однако особенно благоприятно способ согласно настоящему изобретению осуществляют, используя печатные краски такого типа, которые содержат сочетание твердого пигмента, связующего и растворителя, где проблемы, заключавшиеся в образовании отпечатков на скатываемом полотне, ранее возникали и проявлялись особенно часто. В частности, такие отпечатки могли возникать из-за присутствия твердого пигмента в использовавшейся композиции печатной краски. Примерами таких пигментов могу служить: оксид железа, оксид титана, оксид хрома и оксид кобальта, а также и частицы, например, магнетита и маггемита.
После скатывания в рулон отпечатанное бумажное полотно раскатывают для дополнительной обработки, например экструзии наружных, непроницаемых для жидкости слоев пластика на обе стороны полотна; и, если это необходимо, ламинирования по меньшей мере одного дополнительного слоя материала, обладающего очень высокой непроницаемостью для соприкасающихся с ним газов, в частности газообразного кислорода. Такой дополнительный слой может быть пленкой из сополимера этилена и винилового спирта (ЭВС), полиамида (ПА), сложного полиэфира (СПЭ), но предпочтительно слоем Алифойла (алюминиевой фольги), посредством которой, кроме того, придают упаковочному материалу способность к свариванию индукционной термосваркой (ИТС), являющейся быстрой и эффективной технологией сварки.
После выполнения одной или большего числа дополнительных, механических, исправительных и корректирующих операций относительно полотна упаковочный материал готов к преобразованию в готовые упаковки, как это описано выше.
Дополнительные преимущества и практические варианты осуществления способа согласно настоящему изобретению описаны более подробно ниже со ссылками на прилагаемые чертежи.
Краткое описание прилагаемых чертежей
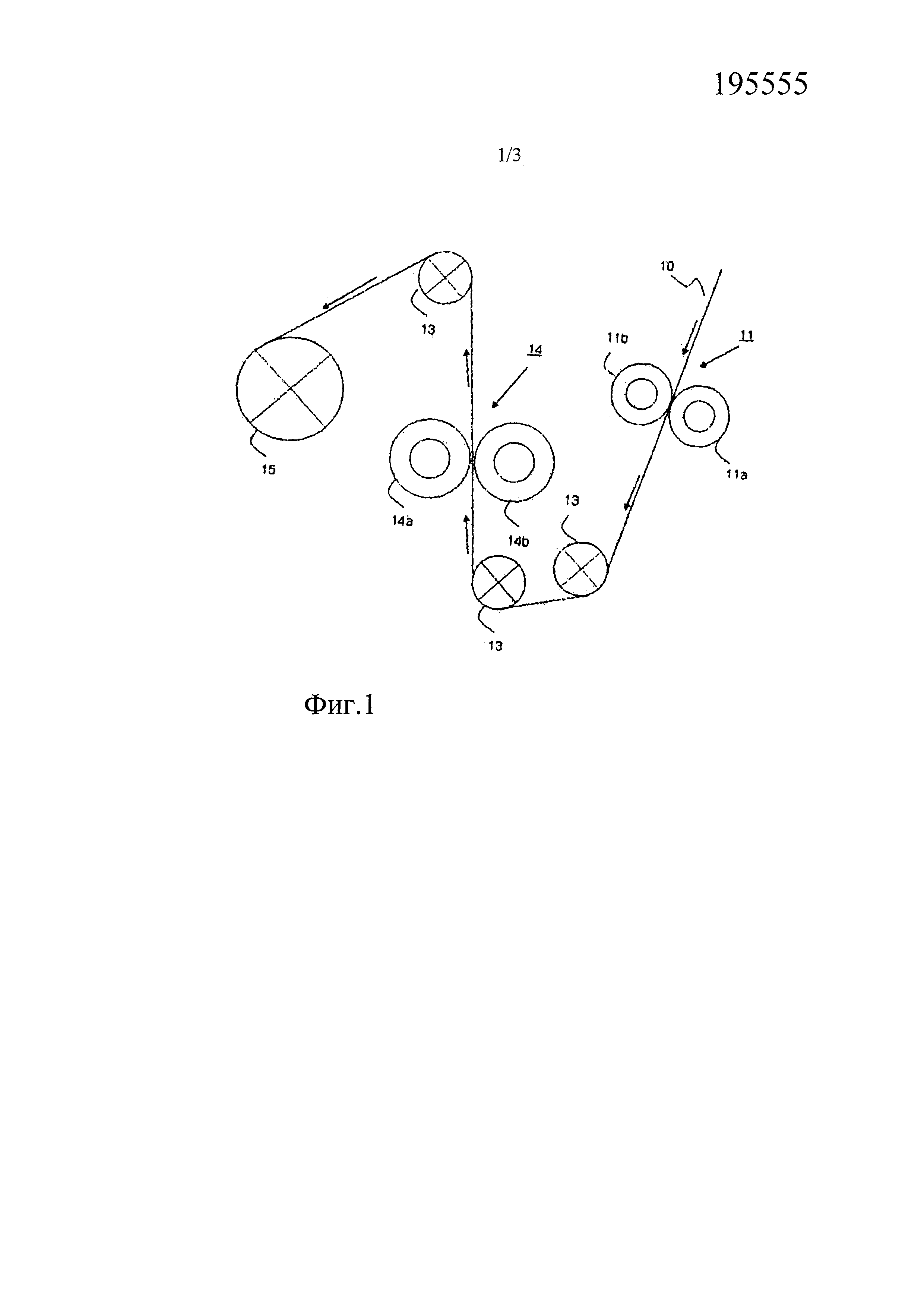
На фиг. 1 схематически проиллюстрирован способ согласно первому варианту осуществления настоящего изобретения;
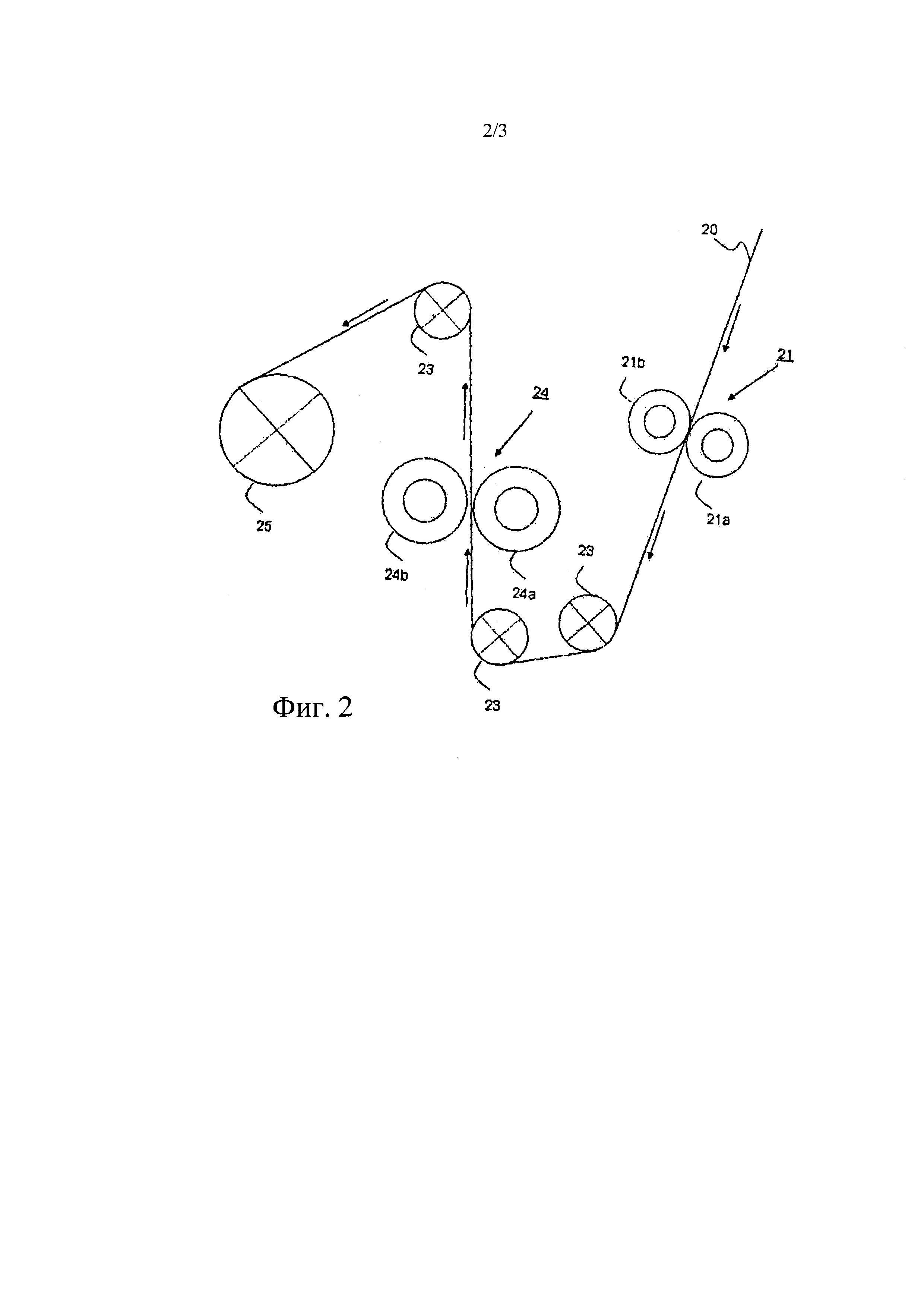
на фиг. 2 схематически проиллюстрирован способ согласно второму варианту осуществления настоящего изобретения;
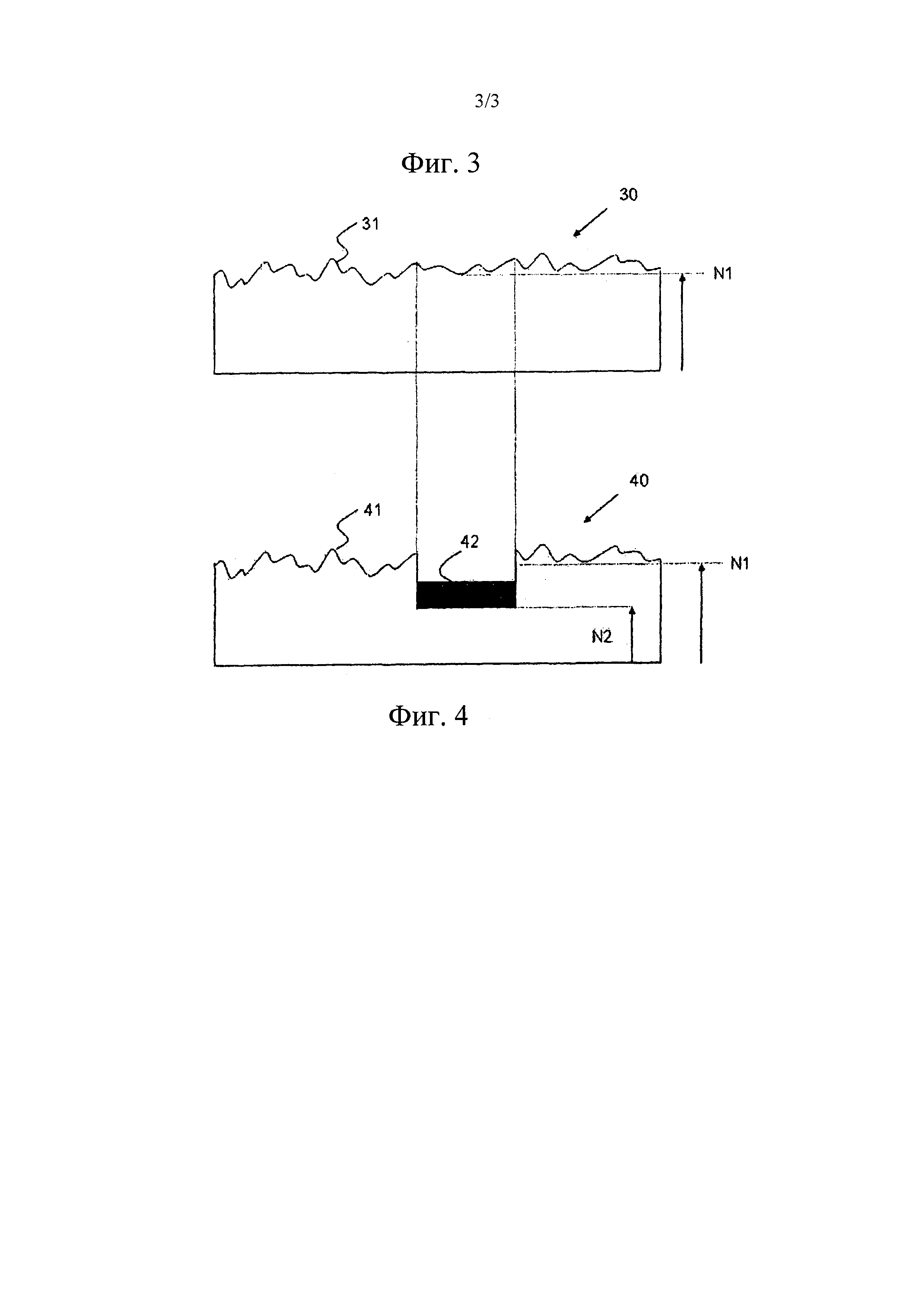
на фиг. 3 схематически показано поперечное сечение полотна бумаги или картона до механической обработки в соответствии со способом согласно настоящему изобретению; и
на фиг. 4 схематически показано поперечное сечение полотна бумаги или картона после механической обработки в соответствии со способом согласно настоящему изобретению.
Подробное описание изобретения
Хотя настоящее изобретение описано с конкретными ссылками на прилагаемые чертежи, следует понимать, что эти проиллюстрированные и описанные варианты осуществления предназначены просто для иллюстрации изобретения, а не для ограничения его объема. Специалисту в данной области техники должно быть понятно, что может быть внесено множество близких по существу модификаций посредством использования указаний данного описания и прилагаемых чертежей, без отступления от концепции изобретения, определенной в прилагаемой формуле изобретения.
На фиг. 1 показано полотно 10 бумаги или картона, сматываемое с накопительной бобины (не показан), расположенной в правом верхнем углу чертежа. Полотно 10 проводят в направлении, указанном стрелкой, через обрабатывающую станцию 11, где на поверхность полотна 10, в выбранных областях, наносят рисунок, выполняемый печатной краской, печатаемый непосредственно на поверхности полотна 10 бумаги или картона. В этом примере полотно 10 проводят между двумя смежными вращаемыми валами 11a, 11b, где одним валом 11a переносят печатную краску в виде желаемого рисунка на поверхность полотна бумаги или картона при проведении полотна между двумя валами 11a, 11b и в контакте с ними.
Рисунок, выполняемый печатной краской, печатаемый непосредственно на поверхности полотна 10 бумаги или картона на станции 11, может быть любым, зрительно воспринимаемым, декоративным изображением, содержащим один или большее число различных цветов, которое печатают на полотне 10 последовательно с обеспечением их совмещения друг с другом. В другом примере рисунок, выполняемый печатной краской, может представлять собой текст, который печатают, используя только одну печатную краску. В еще одном дополнительном примере этот рисунок может быть напечатан в виде зрительно или другим образом распознаваемых меток, представляющих заданные геометрическую форму, размеры и расположения на полотне для использования их в качестве направляющих меток для направления и регулирования положения полотна, как это описано выше.
Со станции 11 отпечатанное полотно 10 проводят вокруг направляющих валов 13 к дополнительной обрабатывающей станции 14, где полотно 10 снабжают, с целью облегчения фальцевания, повторяющимся рисунком линий сгиба. При этом полотно 10 подвергают механической обработке, посредством которой полотно 10 спрессовывают, или сплющивают, в такой степени и в таких положениях, чтобы уровень ранее нанесенного рисунка, выполненного печатной краской, после механической обработки ни в одной точке не находился выше уровня смежных, необработанных областей поверхности бумаги или картона.
Во время механической обработки на станции 14 полотно 10, в проиллюстрированном варианте осуществления, проводят через зону контакта между двумя близко расположенными, смежными, вращаемыми валами 14a, 14b, из которых один вал 14a («ведущий вал») содержит на его окружной поверхности линейные периферические выступы (не показаны) в виде повторяющегося рисунка, соответствующего рисунку линий сгиба, который подлежит нанесению на полотно 10. Кроме того, ведущий вал 14a содержит периферические печатающие средства в виде рисунка, соответствующего рисунку, выполняемому печатной краской, нанесенному на предыдущей обрабатывающей станции 11. Второй вал 14b («ведомый вал») может содержать соответствующий рисунок линейных периферических канавок, или углублений (не показаны), для введения в них периферических выступов ведущего вала 14a при проведении полотна 10 через зону контакта валов.
Для обеспечения того, чтобы при дальнейшем производстве изготавливались хорошо сформированные, хорошо декорированные упаковки, важно, как уже было показано ранее, чтобы рисунок линий сгиба был нанесен с совмещением с рисунком, выполненным печатной краской.
Со станции 14 полотно 10, снабженное линиями сгиба, спрессованное и сплющенное в выбранных областях, затем проводят вокруг дополнительного направляющего вала 13 для наматывания полотна на накопительную бобину 15 для дополнительной обработки и транспортировки.
На фиг. 2 показано полотно 20 бумаги, сматываемое с накопительной бобины (не показана), расположенной в правом верхнем углу чертежа. Полотно 20 проводят в направлении, указанном стрелкой, через обрабатывающую станцию 21, где поверхность полотна 20 снабжают повторяющимся рисунком, выполняемым печатной краской, и в то же самое время полотно 20 подвергают механической обработке с целью придания полотну 20 сплющенной равномерной топографии в этих областях.
Такое объединение прессования и обработки удовлетворяет требованиям, например, тем, что поверхность полотна 20 спрессовывают таким образом, чтобы выступы профиля поверхности в сырой и шероховатой поверхности бумаги были выровнены или полностью удалены в то же время когда производят печатание печатной краской непосредственно на поверхности полотна в этих спрессованных областях полотна.
Механическую обработку, или прессование, полотна 20 предпочтительно производят в такой степени, чтобы полотно 20 было одновременно уменьшено по толщине под воздействием мощного прессования.
В проиллюстрированном примере такое прессование производят с одновременным уменьшением толщины полотна 20 с помощью двух смежных вращаемых валов 21a, 21b, между которыми заставляют проходить полотно 20. Один вал 21a содержит периферические прессующие средства (не показаны) в заданных, повторяющихся положениях по его окружной поверхности, где эти прессующие средства расположены с возможностью введения их в сопряжение с полотном 20 для прессования и сплющивания полотна 20. В то же самое время или во время механической обработки на полотно 20 наносят печатную краску на эти утоненные области, когда полотно 20 проводят между двумя вращаемыми валами 21a, 21b.
Рисунок, выполняемый печатной краской, печатаемый непосредственно на поверхности полотна 20 бумаги или тонкого картона на станции 21, может быть любым зрительно воспринимаемым декоративным изображением, состоящим из одной или большего числа различных печатных красок, наносимых на полотно 20 последовательно с обеспечением их совмещения друг с другом. В другом примере рисунок, выполняемый печатной краской, может представлять собой текст, который печатают, используя только одну печатную краску. В еще одном дополнительном примере этот рисунок может быть напечатан в виде зрительно или другим образом распознаваемых меток, представляющих заданные геометрическую форму, размеры и расположения на полотне для использования их в качестве направляющих меток для направления и регулирования положения полотна во время выполнения последующих рабочих операций с полотном.
Независимо от того, подлежит ли напечатанный рисунок, выполненный печатной краской на полотне 20, использованию в качестве декоративного изображения, носителя информации или направляющих меток, важно, как было указано выше, чтобы напечатанный рисунок постоянно удерживался на уровне, который ни в коем случае во время дополнительной обработки полотна, не выступал над уровнем смежных, необработанных областей поверхности полотна. Другими словами, важно, чтобы общий объем печатной краски, нанесенной на полотно, не был бы больше общего доступного объема абсорбирования печатной краски, создаваемого спрессованными, утоненными областями полотна. Если объем абсорбирования печатной краски небольшой, то и используемый объем печатной краски должен быть, таким образом, соответственно небольшим, тогда как обратная ситуация имеет место, если объем абсорбирования печатной краски большой.
Регулирование и/или корректирование взаимоотношения между этими двумя объемами можно осуществлять посредством простых испытаний, выполняемых вручную. Образец полотна для испытаний берут в произвольном месте и делят на две части. Отпечатанную сторону одной части трут о не подвергавшуюся печати сторону второй части для визуальной оценки того, переносится ли печатная краска и оставляет ли отпечатки на не подвергавшейся печати стороне. Если наблюдается образование отпечатков, то это означает, что количество печатной краски на отпечатанном образце для испытаний превышает допустимый уровень, и его следует уменьшить. Альтернативно созданный объем абсорбирования печатной краски можно вместо этого увеличить посредством увеличения снижения толщины полотна путем механической обработки. Посредством повторных испытаний можно, наконец, решить, когда печатная краска используется в приемлемом объеме, т.е. когда больше не наблюдается образование отпечатков печатной краски во время испытаний.
Со станции 21, таким образом, отпечатанное и механически обработанное полотно 20 проводят дополнительно вокруг одного или большего числа направляющих валов 23 (в проиллюстрированном примере показано два таких вала) и через одну или большее число дополнительных обрабатывающих станций, которые можно использовать для изготовления упаковочного материала, применяя способ согласно настоящему изобретению. В проиллюстрированном варианте осуществления, представленном на фиг. 2, полотно 20, таким образом, проводят дополнительно через такую обрабатывающую станцию 24, где полотно 20 снабжают повторяющимся рисунком линий сгиба для облегчения преобразования полотна посредством сгибания в хорошо сформированные упаковки. В проиллюстрированном варианте осуществления полотно 20 проводят через зону контакта между двумя близко расположенными, смежными, вращаемыми валами 24a, 24b, один из которых 24a («ведущий вал») содержит на его окружной поверхности линейные периферические выступы (не показаны) в виде повторяющегося рисунка, соответствующего рисунку линий сгиба, для нанесения меток на полотно 20. На окружной поверхности второго вала 24b («ведомого вала») соответствующим образом сформированы линейные периферические канавки, или углубления (не показаны), для введения в них периферических выступов при вращении валов 24a, 24b в зацеплении с полотном 20.
Для придания упаковке наилучшего, возможного, внешнего вида при преобразовании полотна 20 упаковочного материала в упаковки важно, как уже было показано ранее, чтобы рисунок линий сгиба был нанесен с совмещением с рисунком, выполненным печатной краской, таким образом, чтобы рисунок, выполненный печатной краской, был правильно расположен относительно геометрических краевых линий и углов фальцованной упаковки. Для направления полотна 20 таким образом, чтобы рисунок линий сгиба был нанесен в совмещении с рисунком, выполненным печатной краской, предпочтительно используют зрительно или другим образом распознаваемый рисунок или его части, выполненные печатной краской, в виде направляющих меток, распознаваемых с помощью соответствующей системы распознавания, относительно которой заставляют проходить полотно. Детектированный сигнал обрабатывается как таковым известным способом для корректирования, если это необходимо, положения полотна при выполнении обрабатывающей операции на станции 24 таким образом, чтобы рисунок линий сгиба был нанесен с совмещением с рисунком, выполненным печатной краской.
Со станции 24 полотно 20, снабженное линиями сгиба и отпечатанное, затем проводят дополнительно вокруг дополнительного направляющего вала 23 для наматывания на накопительную бобину 25 для дополнительной обработки и транспортировки, как это было упомянуто выше.
На фиг. 3 показано схематически поперечное сечение полотна бумаги или картона такого типа, которое используют для изготовления упаковочного материала, применяя способ согласно настоящему изобретению. В частности, на фиг. 3 показано полотно бумаги или картона в стадии до механической обработки, т.е. когда поверхность бумаги или тонкого картона все еще имеет сырую и шероховатую топографию.
Как четко показано на чертежах, полотно бумаги или картона, в общем, обозначенное ссылочной позицией 30, имеет сырую и шероховатую поверхность с нерегулярной волнообразной топографией с выступами профиля поверхности и впадинами профиля поверхности, расположенными на различных уровнях в вертикальном направлении вдоль волнообразной горизонтальной линии 31 профиля. Горизонтальной воображаемой линией N1 показан самый низкий уровень шероховатости поверхности бумаги или картона, видимый в вертикальном направлении, в области, предназначенной для печатания с использованием печатной краски, как это описано более подробно со ссылками на фиг. 4.
На фиг. 4 схематически показано поперечное сечение того же самого полотна бумаги или картона, показанного на фиг. 3, но на стадии после печатания с использованием печатной краски и механической обработки полотна. Для сравнения материалов, изображенных на фиг. 3 и фиг. 4, использованы те же ссылочные позиции, что и на фиг. 3 для обозначения соответствующих частей, показанных на фиг. 4, но с использованием цифры 4 вместо цифры 3 в качестве первого знака числа, обозначающего ссылочную позицию. Таким образом, полотно бумаги или картона, представленное на фиг. 4, обозначено, в общем, ссылочной позицией 40, и так же, как это показано на фиг. 3, полотно имеет сырую и шероховатую поверхность с нерегулярной волнообразной топографией с выступами профиля поверхности и впадинами профиля поверхности, расположенными на различных уровнях в вертикальном направлении вдоль волнообразной горизонтальной линии 41 профиля. Таким образом, так же, как и на фиг. 3, горизонтальной воображаемой линией N1 указан самый низкий уровень поверхности бумаги или картона в вертикальном направлении до печатания и механической обработки полотна 40.
Размер горизонтальной области для печатания и механической обработки полотна 30 на фиг. 3 и области полотна 40 на фиг. 4, на которую нанесена посредством печати печатаная краска и которая механически обработана, показан условно между двумя воображаемыми вертикальными линиями в центральных частях каждого соответствующего чертежа.
Как четко представлено на фиг. 4, область полотна 40, сплющенная и спрессованная посредством механической обработки, спрессована в такой степени, чтобы горизонтальная поверхность обработанной области была опущена до уровня N2, который находится четко ниже уровня N1 необработанной поверхности. Кроме того, на эту необработанную область полотна 40 нанесена способом печати печатная краска до уровня 42, который постоянно располагается ниже уровня непосредственно смежных необработанных областей полотна.
В соответствии со способом согласно настоящему изобретению, несмотря на то, осуществляют ли механическую обработку полотна бумаги или картона до, после или во время печатания полотна с использованием печатной краски, таким образом, можно изготавливать упаковочный материал, который можно сматывать в рулон, если это необходимо, без риска образования нежелательных отпечатков печатной краски, как это случается при использовании технологии предшествующего уровня техники. Следует понимать, что способ согласно настоящему изобретению можно также осуществлять посредством печатания и механической обработки с обеих сторон полотна и что такое его применение также подпадает под объем действия идеи изобретения, как это определено в прилагаемой формуле изобретения.
Промышленная применимость
Способ согласно настоящему изобретению пригоден для изготовления упаковочного материала, в котором полотно бумаги или картона, после печатания с использованием печатной краски с одной или обеих сторон полотна, предназначено для наматывания его на накопительную бобину до дополнительной обработки и транспортировки полотна. Настоящее изобретение особенно применимо в таких случаях, когда поверхность полотна бумаги или картона подлежит печатанию с использованием печатной краски такого типа, которая содержит пигмент и подобные твердые частицы в сочетании со связующим и растворителем.
Не содержащий металлической фольги ламинированный материал для мешка, способ производства материала для мешка и полученный из него упаковочный материал
Упаковочный материал, содержащий намагничиваемые участки
Устройство и способ изготовления герметично запечатанных упаковок пищевого продукта из многослойного полотна упаковочного материала
Способ управления процессом обработки пищи
Листовой упаковочный материал для изготовления герметичных упаковок наливных пищевых продуктов
Наполнительная машина с герметизирующим клапаном
Устройство и способ литьевого формования открывных устройств на листовом упаковочном материале для упаковки текучих пищевых продуктов
Открывающее устройство, способ его изготовления и упаковочный материал, содержащий упомянутое открывающее устройство
Способ производства упаковочной емкости, выливная крышка и упаковочная емкость
Устройство и способ для подачи полотна упаковочного материала
Не содержащий металлической фольги ламинированный материал для мешка, способ производства материала для мешка и полученный из него упаковочный материал
Упаковочный материал, содержащий намагничиваемые участки
Устройство и способ изготовления герметично запечатанных упаковок пищевого продукта из многослойного полотна упаковочного материала
Способ управления процессом обработки пищи
Листовой упаковочный материал для изготовления герметичных упаковок наливных пищевых продуктов
Наполнительная машина с герметизирующим клапаном
Устройство и способ литьевого формования открывных устройств на листовом упаковочном материале для упаковки текучих пищевых продуктов
Открывающее устройство, способ его изготовления и упаковочный материал, содержащий упомянутое открывающее устройство
Способ производства упаковочной емкости, выливная крышка и упаковочная емкость
Устройство и способ для подачи полотна упаковочного материала

