Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ СТАТИЧЕСКОГО ДИСБАЛАНСА РОТОРА НА БАЛАНСИРОВОЧНЫХ НОЖАХ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к способам определения статического дисбаланса ротора на балансировочных ножах и может быть использовано для статической балансировки различных роторов.
Известен способ определения статического дисбаланса ротора на балансировочных ножах, при котором производят изменение дисбаланса ротора относительно зоны контакта ротора с опорными поверхностями ножей и измеряют параметр, характеризующий величину дисбаланса, приводящего ротор к движению, затем переустанавливают ротор на ножах в другое угловое положение и повторяют изменение дисбаланса и измерение параметра. При этом в качестве измеряемого параметра при первом измерении используют угол дисбаланса, на который ротор поворачивается под действием сил тяжести из начального в устойчивое положение. При повторном измерении в качестве измеряемого параметра используют массу корректирующего груза, подбираемого для уравновешивания ротора после переустановки ротора поворотом на 90° от устойчивого равновесного положения.
(см. Левит М.Е., Рыженков В.М. «Балансировка деталей и узлов». - М.: Машиностроение, 1986, с. 62: «Станки для статической балансировки СБС-4». Методика определения статического дисбаланса, см. там же, стр. 50, рис. 2.1.в).
Недостатком известного способа является сравнительно низкая точность, не позволяющая определять статические дисбалансы роторов, недостаточно сбалансированных, но находящихся в состоянии безразличного равновесия при любом угловом положении ротора из-за действия сил трения в опорах.
Более точным является способ определения статического дисбаланса ротора на балансировочных ножах, при котором производят изменение дисбаланса ротора относительно зоны контакта ротора с опорными поверхностями ножей и измеряют параметр, характеризующий величину дисбаланса, приводящего ротор к движению, затем переустанавливают ротор на ножах в другое угловое положение и повторяют изменение дисбаланса и измерение параметра. При этом в качестве измеряемых параметров используют массы корректирующих грузов, подбираемых для поворота ротора под действием сил тяжести на 45° после переустановки ротора в восемь угловых позиций.
(см. Левит М.Е., Рыженков В.М. «Балансировка деталей и узлов». - М.: Машиностроение, 1986, с. 51, «Метод кругового обхода»).
Данный способ, являющийся наиболее близким аналогом предлагаемому техническому решению, позволяет определять статические дисбалансы роторов, находящихся в состоянии безразличного равновесия при любом угловом положении ротора.
Недостатком наиболее близкого аналога является сравнительно большая трудоемкость и длительность его осуществления, связанная с необходимостью большого числа операций по подбору восьми неуравновешенных масс, поворачивающих ротор на 45°.
Техническим результатом заявленного способа является снижение длительности и трудоемкости при проведении измерений статического дисбаланса роторов.
Указанный технический результат обеспечивается тем, что в способе определения статического дисбаланса ротора на балансировочных ножах, при котором производят изменение дисбаланса ротора относительно зоны контакта ротора с опорными поверхностями ножей и измеряют параметр, характеризующий величину дисбаланса, приводящего ротор к движению, затем переустанавливают ротор на ножах в другое угловое положение и повторяют изменение дисбаланса и измерение параметра, новым является то, что в качестве измеряемого параметра используют угол наклона балансировочных ножей от первоначального горизонтального положения, изменение дисбаланса производят синхронным вращением ножей относительно оси, совпадающей с осью ротора, а измерение угла наклона ножей производят в момент начала движения ротора.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
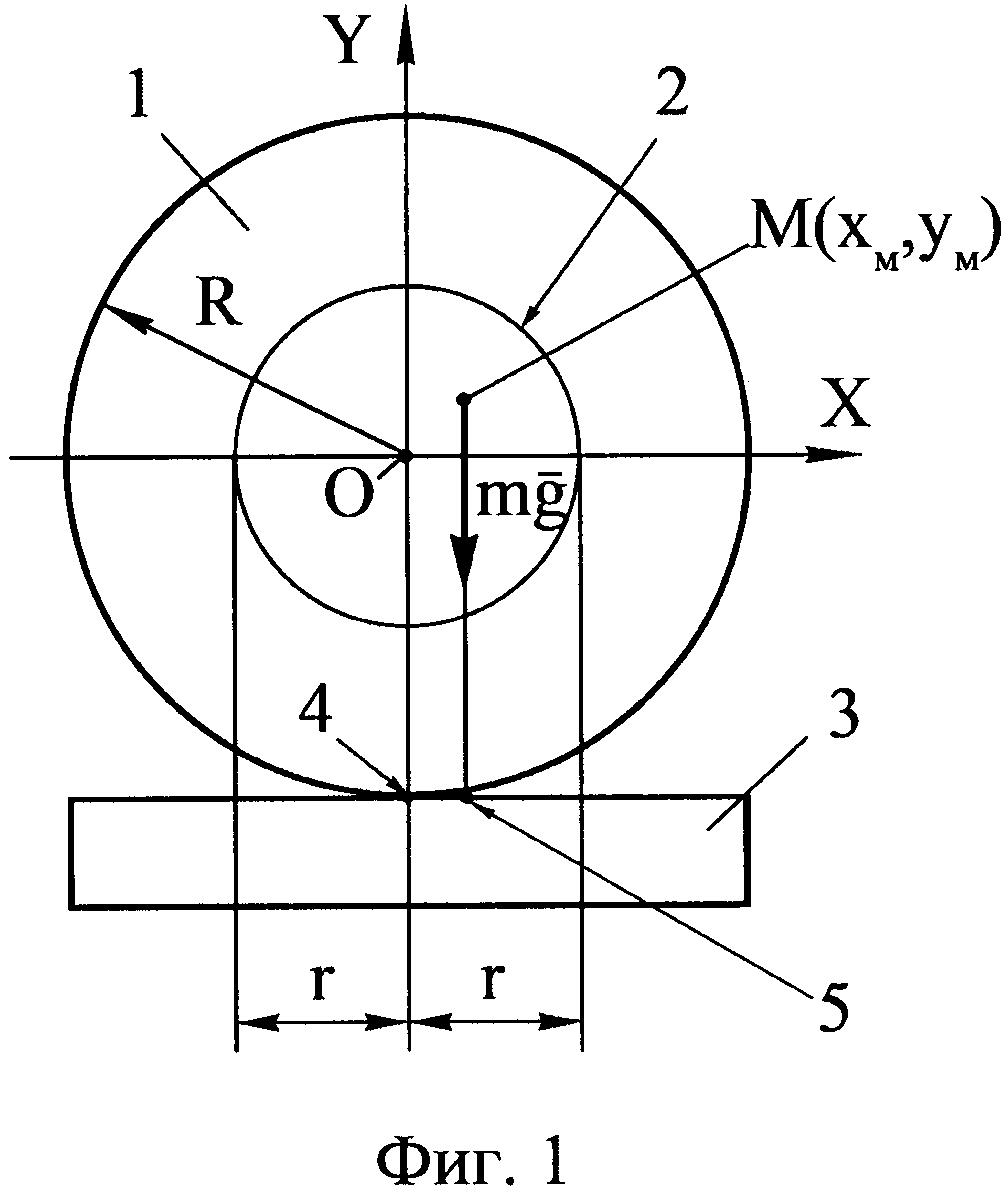
- на фиг. 1 показано начальное положение ротора на балансировочных ножах;
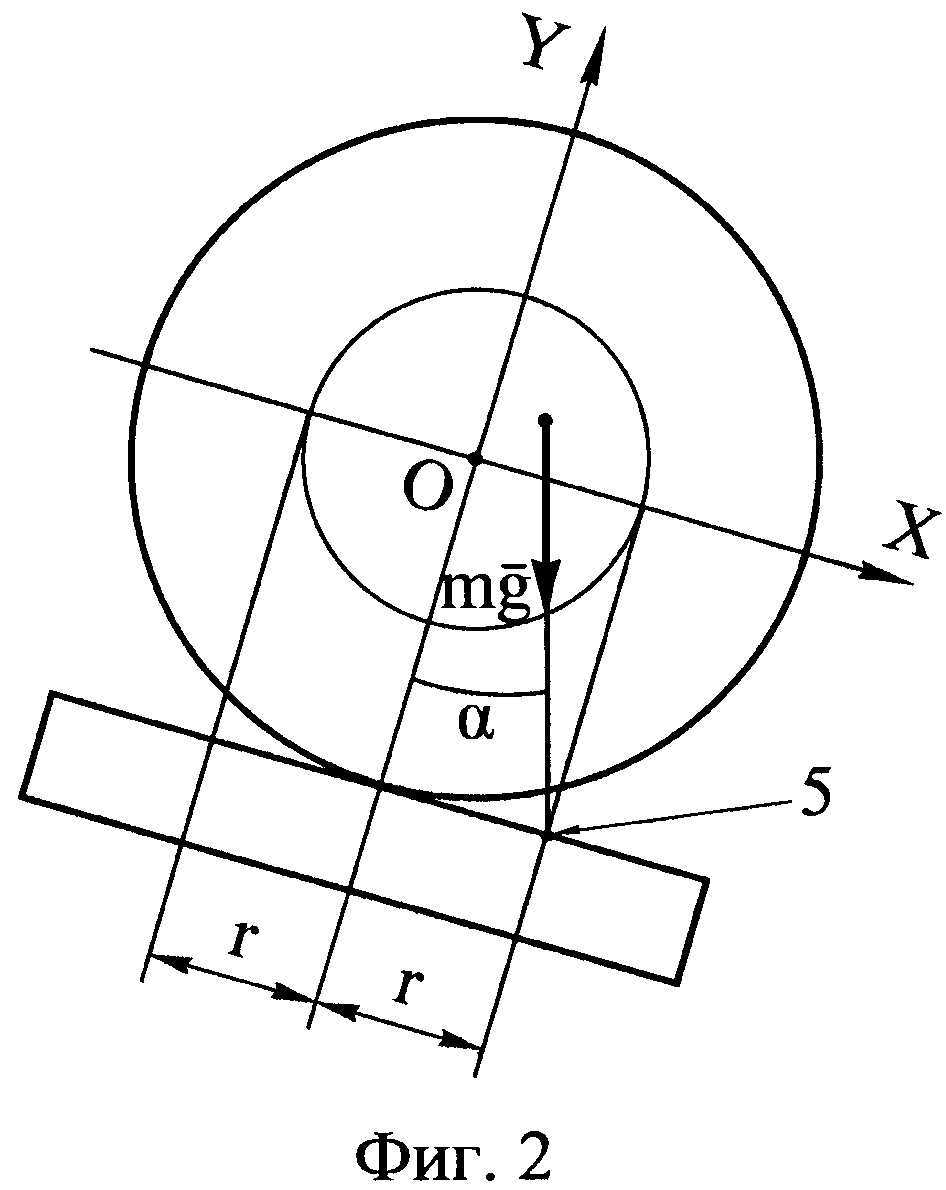
- на фиг. 2 показано положение ротора на границе равновесного состояния при наклоне ножей в направлении по ходу часовой стрелки относительно оси, совпадающей с осью ротора, на чертеже совпадающей с точкой О;
- на фиг. 3 показано положение ротора на границе равновесного состояния при наклоне ножей в направлении против хода часовой стрелки;
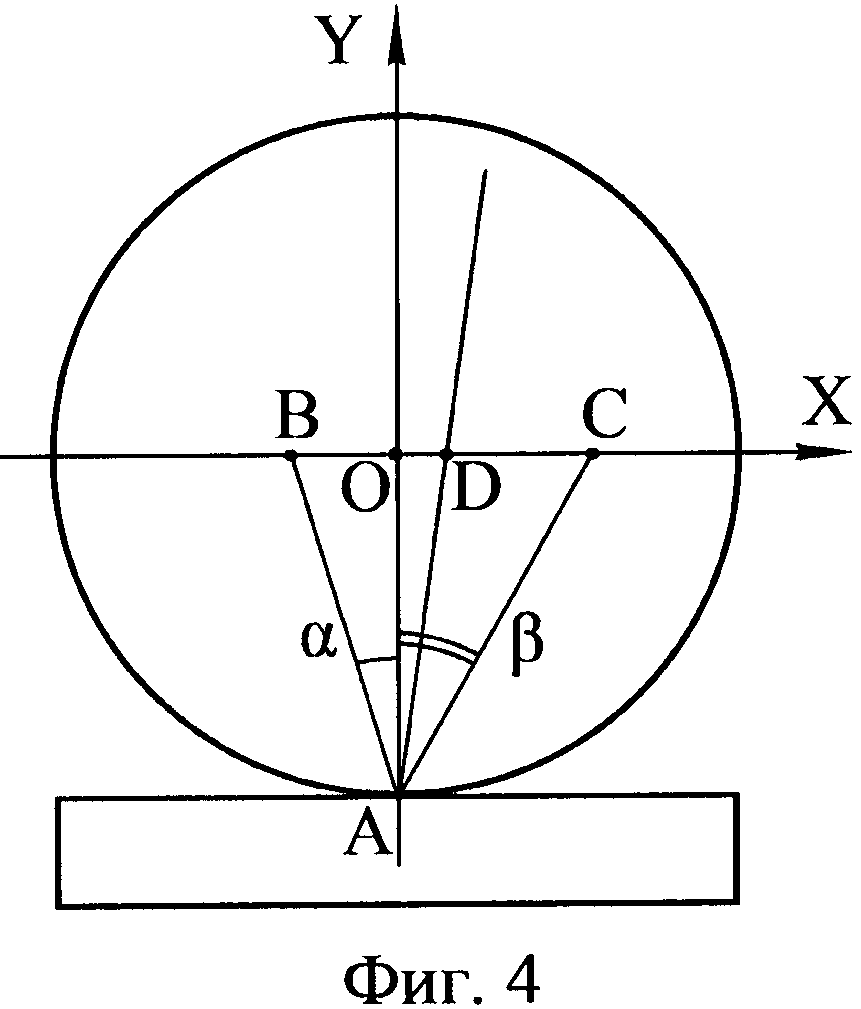
- на фиг. 4 показано построение в системе координат XOY линии, на которой находится центр масс ротора;
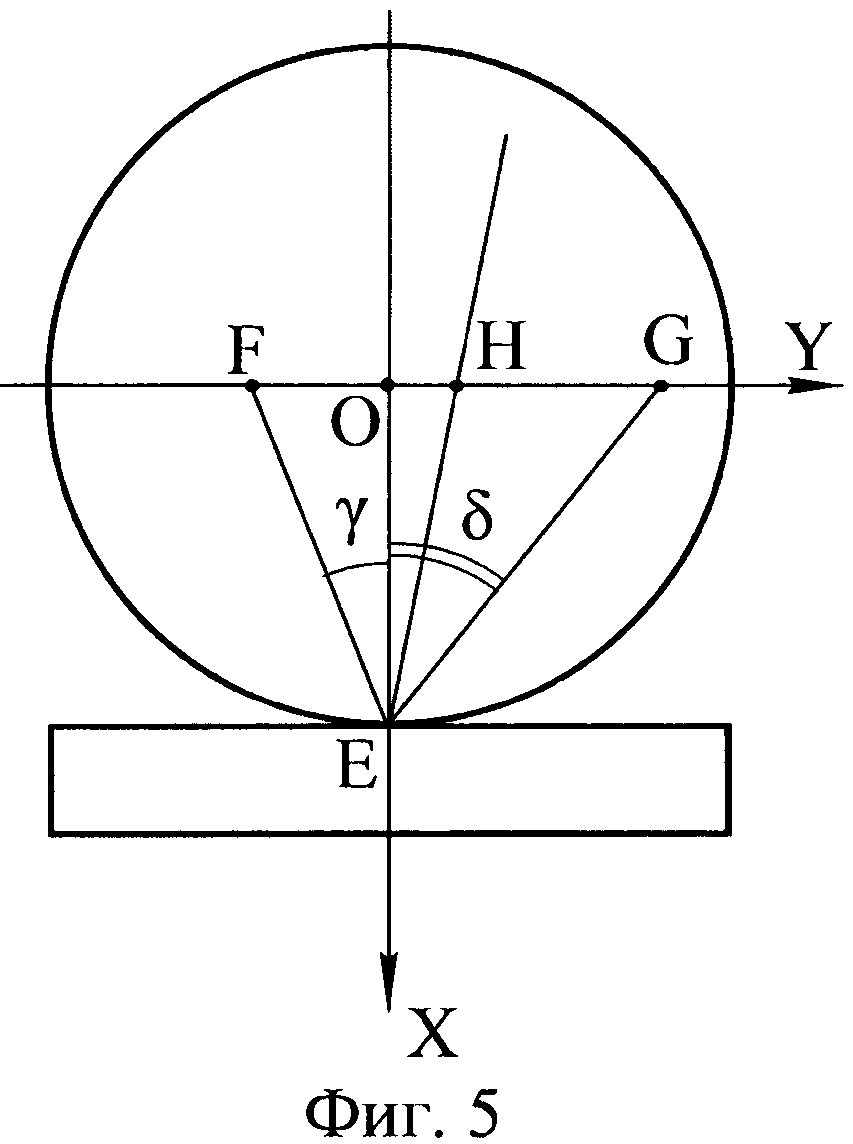
- на фиг. 5 показано в повернутой на 90° системе координат XOY построение линии, на которой находится центр масс ротора;
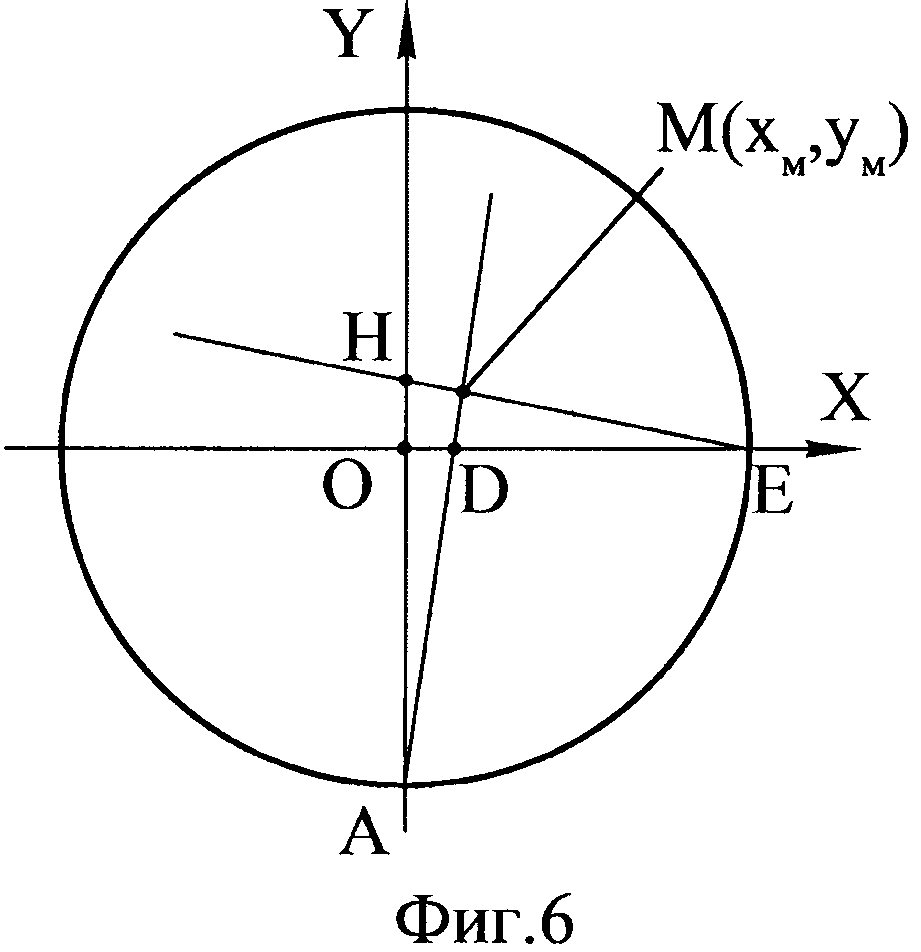
- на фиг. 6 показано нахождение центра масс ротора, как точки пересечения построенных линий на фиг. 4 и фиг. 5;
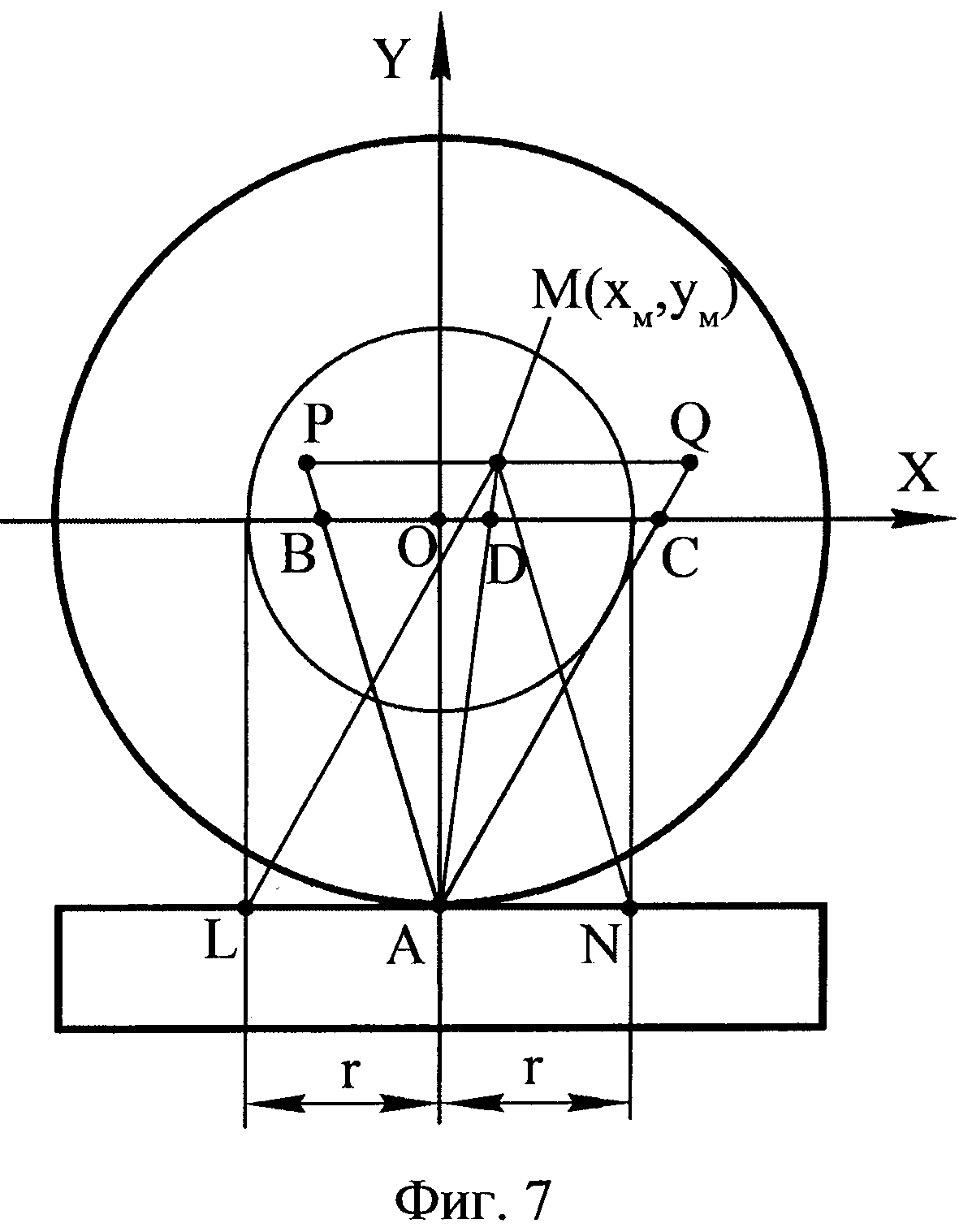
- на фиг. 7 приведено геометрическое обоснование нахождения центра масс ротора на построенных линиях.
Заявленный способ реализуют следующим образом.
В начальном положении ротор 1 (фиг. 1) находится в состоянии безразличного равновесия на ножах 3. При этом центр масс М(хм, yм) ротора при любом угловом положении ротора на горизонтальных ножах находится внутри окружности 2 с радиусом r, равным коэффициенту трения качения ротора по ножам. Зона контакта ротора с ножами обозначена позицией 4. След 5 вектора силы тяжести mg находится в пределах зоны трения, ограниченной радиусом r в обе стороны от зоны 4 контакта.
Производят изменение дисбаланса ротора 1 относительно зоны 4 контакта ротора 1 с опорными поверхностями ножей 3 медленным синхронным вращением ножей в направлении по ходу часовой стрелки относительно оси О, совпадающей с осью ротора. В момент начала качения, когда след 5 вектора силы тяжести выходит за пределы зоны трения (фиг. 2), производят измерение угла α наклона ножей.
Аналогично производят измерение угла β наклона ножей после изменения дисбаланса ротора вращением ножей в направлении против хода часовой стрелки, как это показано на фиг. 3.
Линию, на которой находится центр масс ротора, определяют как линию, совпадающую с медианой AD треугольника ABC, стороны АВ и АС которого составляют с вертикалью OY, соответственно, углы α и β, как показано на фиг. 4.
Для построения другой линии, на которой находится центр масс ротора, переустанавливают ротор на ножах в другое угловое положение, предпочтительно поворотом ротора на 90° из соображений простоты алгоритма вычислений, например, как показано на фиг. 5, при этом ось ОХ направлена вниз чертежа. Повторяют изменение дисбаланса наклоном ножей по часовой и против часовой стрелки до моментов начала движения ротора и измеряют соответствующие углы γ и δ. Линию, на которой находится центр масс ротора, определяют как линию, совпадающую с медианой ЕН треугольника EFG, стороны EF и EG которого составляют с осью ОХ, соответственно, углы α и β, как показано на фиг. 5.
Центр масс ротора в системе координат XOY определяется как точка пересечения построенных линий, совпадающих с медианами AD и ЕН, как показано на фиг. 6.
Геометрическое подтверждение нахождения центра масс ротора на построенных линиях, совпадающих с соответствующими медианами, приведено на фиг. 7. На граничных точках зоны трения и точке М(хм, yм) центра масс построен треугольник MLN, в нем проведена медиана МА. Треугольник MLN, повернутый на 180°, займет положение треугольника APQ с медианой AM, совпадающей с МА. Треугольник ABC подобен треугольнику APQ и совпадает с ним подобными сторонами. Очевидно, что и их медианы лежат на одной прямой линии, на которой находится точка М(хм, yм) центра масс ротора. Аналогично доказывается, что центр масс лежит на линии, совпадающей с медианой ЕН.
Для получения формул аналитического расчета дисбаланса обозначим:
OD=d;
OH=h.
Уравнения линий, совпадающих с медианами имеют вид:
Решая эти уравнения совместно, найдем координаты центра масс:
где величины d и h вычисляются по формулам:
d=(tgβ-tgα)R/2;
h=(tgδ-tgγ)R/2.
Величина статического дисбаланса вычисляется по формуле:
где m - масса ротора.
Угол дисбаланса вычисляется по формуле:
ψ=arctg(yм/xм).
Таким образом, предлагаемое техническое решение позволяет определить статический дисбаланс ротора на балансировочных ножах, минуя большое число трудоемких и длительных операций подбора восьми неуравновешенных масс, поворачивающих ротор на 45° в восьми угловых положениях ротора на ножах. В предлагаемом способе определения статического дисбаланса ротора на балансировочных ножах достаточно измерить четыре угла наклона ножей и совершить одну переустановку ротора.
Способ определения статического дисбаланса ротора на балансировочных ножах, при котором производят изменение дисбаланса ротора относительно зоны контакта ротора с опорными поверхностями ножей и измеряют параметр, характеризующий величину дисбаланса, приводящего ротор к движению, затем переустанавливают ротор на ножах в другое угловое положение и повторяют изменение дисбаланса и измерение параметра, отличающийся тем, что в качестве измеряемого параметра используют угол наклона балансировочных ножей от первоначального горизонтального положения, изменение дисбаланса производят синхронным вращением ножей относительно оси, совпадающей с осью ротора, а измерение угла наклона ножей производят в момент начала движения ротора.
Способ литья проволоки и установка для его осуществления
Устройство для получения изделий послойным лазерным спеканием порошков
Способ изготовления оребренных обечаек
Устройство для ультразвукового контроля изделий
Способ определения массы и положения центра масс изделия и устройство для его осуществления
Способ пайки
Стенд контроля осевой нагрузки узла шарикоподшипниковых опор роторов силовых гироскопов и двигателей-маховиков
Способ гибки труб и станок для осуществления способа
Установка для лазерно-дуговой сварки деталей
Способ электронно-лучевой сварки разнородных металлов
Способ литья проволоки и установка для его осуществления
Устройство для получения изделий послойным лазерным спеканием порошков
Способ изготовления оребренных обечаек
Устройство для ультразвукового контроля изделий
Способ определения массы и положения центра масс изделия и устройство для его осуществления
Способ пайки
Стенд контроля осевой нагрузки узла шарикоподшипниковых опор роторов силовых гироскопов и двигателей-маховиков
Способ гибки труб и станок для осуществления способа
Установка для лазерно-дуговой сварки деталей
Способ электронно-лучевой сварки разнородных металлов

