Результат интеллектуальной деятельности: НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ МАГНИТНО-ПОРОШКОВОГО КОНТРОЛЯ КОЛЕСА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к намагничивающему устройству для магнитно-порошкового контроля колеса. В частности, настоящее изобретение относится к намагничивающему устройству для магнитно-порошкового контроля, пригодному для достаточного обеспечения плотности магнитного потока для магнитного потока, проходящего в направлении по окружности колеса, в пространстве вблизи каждой боковой поверхности колеса, через колесо от его ступицы к его ободу.
Уровень техники
Способ магнитно-порошкового контроля широко применялся в качестве стандартной технологии контроля качества для железнодорожного колеса (здесь и далее просто называемого колесом), включающего в себя ступицу, диск и обод в последовательности изнутри наружу в радиальном направлении колеса.
В качестве устройства магнитно-порошкового контроля для магнитно-порошкового контроля колеса известно, например, устройство, раскрытое в патентной литературе 1.
Устройство для магнитно-порошкового контроля, раскрытое в патентной литературе 1, для обеспечения возможности обнаружения дефектов по любому направлению всей поверхности колеса включает в себя сквозной проводник, введенный в канал (отверстие ступицы) и питаемый постоянным током; и пару намагничивающих катушек, расположенных таким образом, что они обращены к соответствующим противоположным боковым поверхностям колеса и питаемых переменным током.
В соответствии с устройством для магнитно-порошкового контроля, раскрытым в патентной литературе 1, питаемый током сквозной проводник порождает магнитный поток, проходящий в направлении окружности колеса, что позволяет обнаруживать радиальные дефекты, радиально проходящие вокруг отверстия в ступице. Кроме того, каждая намагничивающая катушка формирует магнитный поток, проходящий в радиальном направлении колеса, что позволяет обнаруживать периферийные дефекты, концентрически проходящие вокруг отверстия в ступице.
В патентной литературе 1 возможность обнаружения дефектов оценивается с использованием стандартного образца для испытаний A-типа, указанного в JIS (Промышленных стандартах Японии), и показано, что рисунки магнитных частиц отчетливо наблюдались.
В то же время, в Европе стандарты BN9 18277 и EN13262 известны как промышленные стандарты для железнодорожного колеса. Согласно BN9 18277 требуется, чтобы плотность магнитного потока в пространстве вблизи каждой боковой поверхности колеса в намагниченном состоянии составляла 2,5-8,2 мТл. Согласно EN 13262 требуется, чтобы плотность магнитного потока в пространстве вблизи каждой боковой поверхности колеса в намагниченном состоянии составляла 4 мТл или более.
Перечень цитированных источников
Патентная литература
Патентная литература 1 - JP2003-344359A
Раскрытие изобретения
Техническая задача
В соответствии с устройством для магнитно-порошкового контроля, раскрытым в патентной литературе 1, рисунки магнитных частиц, образованных на стандартном образце для испытаний, могут быть отчетливо видны, как было описано выше.
К сожалению, исходя из исследований, проведенных авторами настоящего изобретения, перед стимулированием продаж колес в Европе было обнаружено, что при использовании устройства для магнитно-порошкового контроля, раскрытого в патентной литературе 1, плотность магнитного потока для магнитного потока в пространстве вблизи каждой боковой поверхности колеса (в частности, плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса) не удовлетворяет вышеуказанным Европейским стандартам.
Задача настоящего изобретения, которое было создано, принимая во внимание уровень техники, состоит в создании намагничивающего устройства для магнитно-порошкового контроля, пригодного для достаточного обеспечения плотности магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса в пространстве вблизи каждой боковой поверхности колеса, через колесо от его ступицы к ободу.
Решение проблемы
Для решения вышеописанных проблем настоящее изобретение предусматривает намагничивающее устройство для магнитно-порошкового контроля колеса, которое включает в себя ступицу, диск и обод в последовательности изнутри наружу, в радиальном направлении колеса, причем устройство содержит проводник, введенный в канал; и пару вспомогательных проводников, соединенных с соответствующими противоположными концевыми частями проводника и расположенных таким образом, что они обращены к соответствующим противоположным боковым поверхностям колеса и выступают наружу от ступицы к ободу в радиальном направлении колеса, причем к паре вспомогательных проводников и проводнику подведено питание переменного тока.
Намагничивающее устройство для магнитно-порошкового контроля колеса согласно настоящему изобретению включает в себя проводник, введенный в канал, и к этому проводнику подведено электропитание током для формирования концентрического магнитного потока вокруг центральной оси проводника. Это означает, что формируется магнитный поток, проходящий в направлении вдоль окружности колеса. Плотность магнитного потока для магнитного потока, формируемого проводником, начинает плавно понижаться помимо проводника (то есть по направлению к ободу).
Намагничивающее устройство для магнитно-порошкового контроля колеса согласно настоящему изобретению включает в себя пару вспомогательных проводников, соединенных с соответствующими противоположными концевыми частями проводника, и расположенных таким образом, что они обращены к соответствующим противоположным боковым поверхностям колеса и проходят наружу в радиальном направлении колеса от ступицы к ободу. Точнее говоря, один вспомогательный проводник из пары вспомогательных проводников соединен с одной концевой частью проводника и расположен таким образом, что он обращен к одной боковой поверхности колеса и выступает наружу в радиальном направлении колеса. Другой вспомогательный проводник из пары вспомогательных проводников соединен с другой концевой частью проводника и расположен таким образом, что он обращен к другой боковой поверхности колеса и выступает наружу в радиальном направлении колеса. Пару вспомогательных проводников подключают к электропитанию током с формированием таким образом концентрического магнитного потока вокруг центральной оси каждого вспомогательного проводника. Как было описано выше, каждый вспомогательный проводник соединен с каждой концевой частью проводника и выступает наружу в радиальном направлении колеса, и таким образом магнитный поток, формируемый каждым вспомогательным проводником, проходит в направлении вдоль окружности колеса, и ориентация этого магнитного потока (ориентация магнитного потока, формируемого между каждым вспомогательным проводником и каждой боковой поверхностью колеса) будет той же, что и ориентация магнитного потока, формируемого проводником. Поскольку каждый вспомогательный проводник проходит от ступицы к ободу колеса, плотность магнитного потока для магнитного потока, формируемого каждым вспомогательным проводником, становится по существу однородной от ступицы к ободу колеса. Следовательно, плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса, который формируется проводником и каждым из пары вспомогательных проводников, повышается по сравнению со случаем использования одного проводника и легко становится однородной от ступицы к ободу колеса по сравнению со случаем использования одного проводника. За счет вращения колеса в его направлении вдоль окружности, при намагничивании колеса, плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса, может быть повышена во всем пространстве вблизи каждой боковой поверхности колеса, а плотность магнитного потока может легко стать однородной от ступицы к ободу колеса.
В намагничивающем устройстве для магнитно-порошкового контроля колеса к паре вспомогательных проводников и проводнику подведено питание переменного тока, вследствие чего магнитный поток может быть сосредоточен вблизи каждой боковой поверхности колеса, из-за поверхностного эффекта, с повышением, таким образом, плотности магнитного потока в пространстве вблизи каждой боковой поверхности колеса.
Как было описано выше, согласно намагничивающему устройству для магнитно-порошкового контроля колеса согласно настоящему изобретению, плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса в пространстве вблизи каждой боковой поверхности колеса, может быть обеспечена в значительной степени через колесо от его ступицы до его обода.
Предпочтительно намагничивающее устройство для магнитно-порошкового контроля колеса дополнительно содержит пару намагничивающих катушек, каждая из которых в направлении осевой центральной линии обращена к каждой боковой поверхности колеса, причем намагничивающие катушки подключают к электропитанию переменного тока.
Согласно вышеуказанной предпочтительной конфигурации пару намагничивающих катушек, подключаемую к электропитанию переменного тока, устанавливают таким образом, чтобы направление их центральных осевых линий было обращено к соответствующим противоположным боковым поверхностям колеса. Точнее говоря, одну намагничивающую катушку из пары намагничивающих катушек устанавливают таким образом, чтобы направление ее осевой центральной линии было обращено к одной боковой поверхности колеса. Другую намагничивающую катушку из пары намагничивающих катушек устанавливают таким образом, чтобы направление ее осевой центральной линии было обращено к другой боковой поверхности колеса. Магнитный поток, проходящий в радиальном направлении колеса, формируется этой парой намагничивающих катушек.
Согласно вышеуказанной предпочтительной конфигурации магнитный поток, проходящий в направлении вдоль окружности колеса, формируется проводником и парой вспомогательных проводников, как было описано выше, и в то же время магнитный поток, проходящий в радиальном направлении колеса, формируется парой намагничивающих катушек; поэтому можно обнаруживать дефекты в любом направлении на каждой боковой поверхности колеса.
Полезные эффекты изобретения
Согласно настоящему изобретению можно значительно обеспечить плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса в пространстве вблизи каждой боковой поверхности колеса через колесо от его ступицы к его ободу. Следовательно, можно обеспечить удовлетворение требованиям стандартов BN918277, EN13262, принятых в Европе, за счет надлежащей регулировки значения тока для переменного тока и т.п. без избыточного повышения этого значения.
Краткое описание чертежей
Фиг.1A и 1B представляют собой принципиальные схемы конфигурации, показывающие колесо в намагниченном состоянии, с использованием намагничивающего устройства для магнитно-порошкового контроля согласно одному варианту выполнения настоящего изобретения.
Фиг.2A-2C представляют собой схемы, показывающие пример результатов измерения плотности магнитного потока в пространстве вблизи каждой боковой поверхности колеса с использованием намагничивающего устройства для магнитно-порошкового контроля, показанного на Фиг.1.
Фиг.3 представляет собой принципиальную схему, показывающую стандартный образец для испытаний, используемый для оценки обнаружимости дефектов, с использованием намагничивающего устройства для магнитно-порошкового контроля, показанного на Фиг.1.
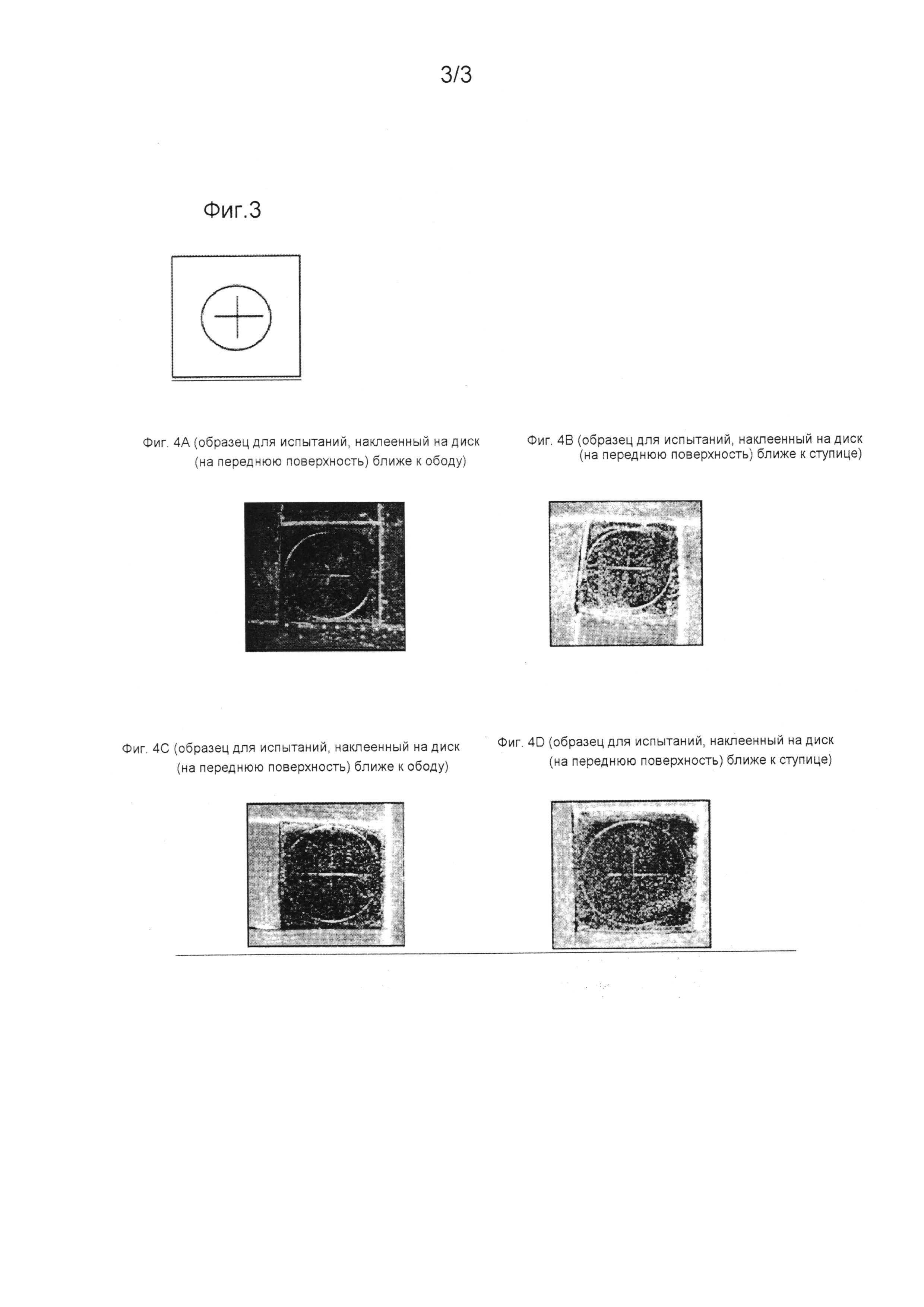
Фиг.4A-4D показывают примеры рисунков магнитных частиц, налипающих на стандартный образец для испытаний, показанный на Фиг.3.
Осуществление изобретения
Один вариант выполнения настоящего изобретения здесь и далее будет описан со ссылкой на сопровождающие чертежи.
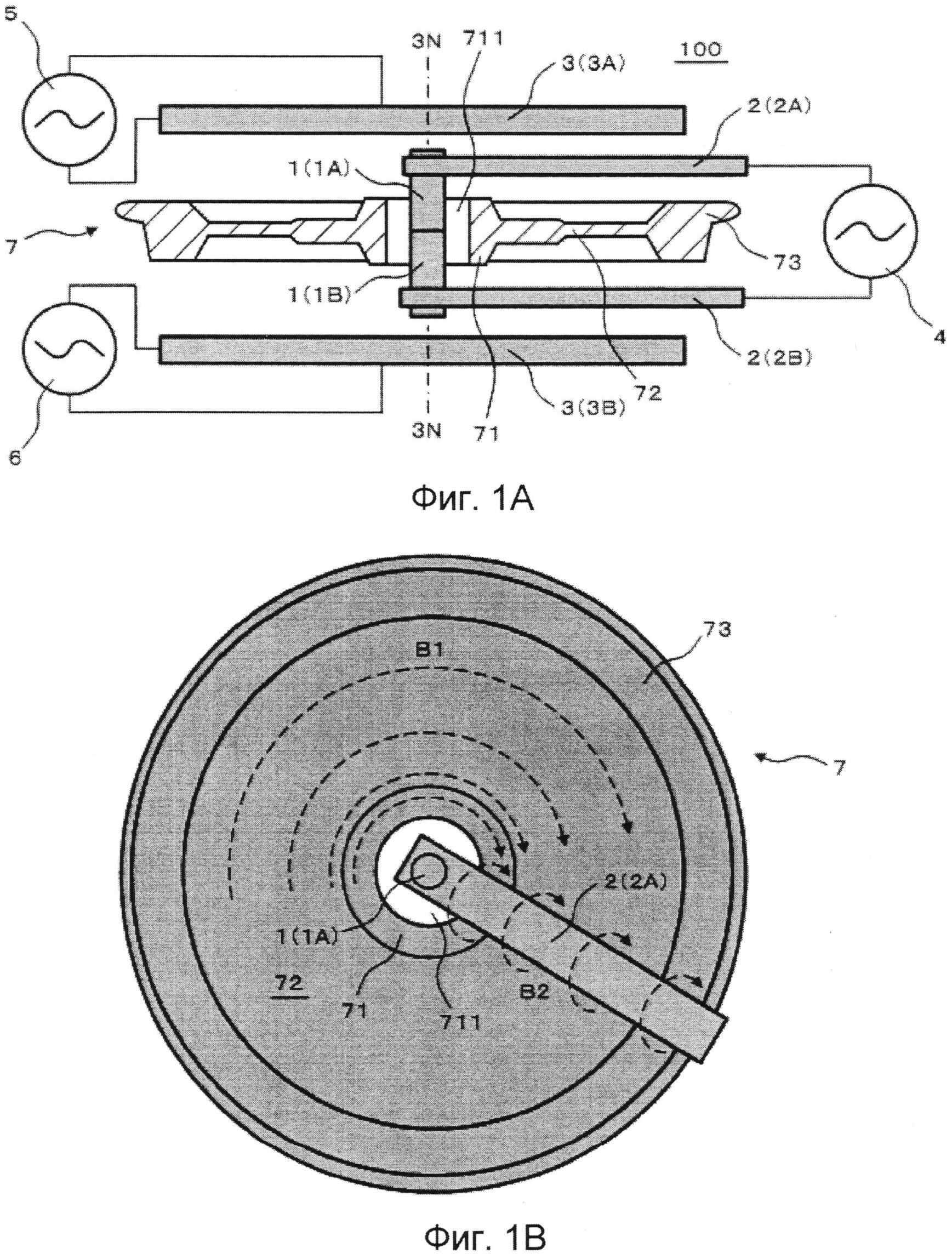
Фиг.1A и 1B представляют собой принципиальные схемы конфигурации, показывающие колесо в намагниченном состоянии с использованием намагничивающего устройства для магнитно-порошкового контроля согласно одному варианту выполнения настоящего изобретения. Фиг.1A представляет собой вид спереди, рассматриваемый в направлении, перпендикулярном осевому направлению колеса. На Фиг.1A колесо проиллюстрировано в виде его поперечного сечения. Фиг.1B представляет собой вид спереди, рассматриваемый в осевом направлении колеса. На Фиг.1B намагничивающие катушки и источники электропитания переменного тока не показаны на чертеже.
Как показано на Фиг.1A и 1B, намагничивающее устройство 100 для магнитно-порошкового контроля (также называемое здесь и далее просто «намагничивающим устройством») согласно настоящему варианту выполнения представляет собой намагничивающее устройство для магнитно-порошкового контроля колеса 7, включающего в себя ступицу 71, диск 72 и обод 73 в последовательности изнутри наружу, в радиальном направлении колеса 7.
Намагничивающее устройство 100 включает в себя проводник 1 и пару вспомогательных проводников 2 (2A, 2B), соединенных с соответствующими противоположными концевыми частями проводника 1. Намагничивающее устройств 100 также включает в себя источник 4 электропитания переменного тока, соединенный с соответствующими вспомогательными проводниками 2A, 2B.
Проводник 1 сформирован, например, из меди и введен в канал (отверстие, через которое проходит ось) 711, образованный в ступице 71 колеса 7. Проводник 1 согласно настоящему варианту выполнения включает в себя пару цилиндрических участков 1A, 1B проводника, и каждый из участков 1A, 1B проводника введен в канал 711 со стороны каждой боковой поверхности колеса 7 (боковой поверхности в направлении, перпендикулярном осевому направлению колеса 7), вследствие чего каждая противоположная концевая часть участков 1A, 1B проводника приведена в состояние соударения друг о друга.
Переменный ток подают к каждому из вспомогательных проводников 2A, 2B от источника 4 электропитания переменного тока с обеспечением, таким образом, подключения к электропитанию переменного тока проводника 1.
Проводник 1 подключают к электропитанию переменного тока с образованием, таким образом, магнитного потока B1, расположенного концентрически вокруг центральной оси проводника 1. Это означает, что формируется магнитный поток B1, проходящий в направлении вдоль окружности колеса 7. Плотность магнитного потока для магнитного потока B1, формируемого проводником 1, начинает постепенно снижаться, начиная с проводника 1 (то есть по направлению к ободу 73).
Магнитный поток B1, показанный на Фиг.1B, указывает на магнитный поток, образованный в состоянии, когда ток течет от этой стороны к другой стороне, в направлении, перпендикулярном плоскости листа бумаги.
Пару вспомогательных проводников 2 создают, например, из меди и соединяют с соответствующими противоположными концевыми частями проводника 1, как было упомянуто выше. В частности, в настоящем варианте выполнения один вспомогательный проводник 2A соединен с концевой частью (концевой частью, не находящейся в контакте с участком 1B проводника) одного участка 1A проводника, а другой вспомогательный проводник 2B соединен с концевой частью (концевой частью, не находящейся в контакте с участком 1A проводника) другого участка 1B проводника. Пара вспомогательных проводников 2 согласно настоящему варианту выполнения конфигурирована таким образом, что они представляют собой длинные пластинчатые элементы и расположены таким образом, что они обращены к соответствующим противоположным боковым поверхностям колеса 7 и проходят наружу в радиальном направлении колеса 7 от ступицы 71 к ободу 73.
В настоящем варианте выполнения вспомогательные проводники 2A, 2B расположены по существу в одном и том же положении, если смотреть по осевому направлению колеса 7, но настоящее изобретение не ограничено этим. Например, вспомогательный проводник 2A и вспомогательный проводник 2B могут быть расположены перпендикулярно друг к другу, если смотреть по осевому направлению колеса 7, или вспомогательный проводник 2A и вспомогательный проводник 2B могут быть расположены таким образом, чтобы направления их распространения были противоположны друг другу.
Каждую концевую часть вспомогательных проводников 2A, 2B подключают к электропитанию переменного тока от источника 4 электропитания переменного тока для подключения к электропитанию переменного тока каждого из вспомогательных проводников 2A, 2B. Каждый из вспомогательных проводников 2A, 2B подключают к электропитанию переменного тока, с формированием, таким образом, магнитного потока B2, концентрически расположенного вокруг каждой центральной оси вспомогательных проводников 2A, 2B. Как было упомянуто выше, вспомогательные проводники 2A, 2B соединяются с соответствующими концевыми частями проводника 1, а также проходят наружу в радиальном направлении колеса 7; поэтому магнитный поток B2, формируемый каждым из вспомогательных проводников 2A, 2B, проходит в направлении вдоль окружности колеса 7, а ориентация магнитного потока B2 (ориентация магнитного потока B2, формируемая между каждым вспомогательным проводником 2 и каждой боковой поверхностью колеса 7) является той же, что и ориентация магнитного потока B1, формируемого проводником 1. Поскольку каждый из вспомогательных проводников 2A, 2B проходит от ступицы 71 к ободу 73 колеса 7, плотность магнитного потока для магнитного потока B2, формируемого каждым из вспомогательных проводников 2A, 2B, становится по существу однородной от ступицы 71 к ободу 73 колеса 7.
Магнитный поток B2, показанный на Фиг.1B, проиллюстрирован в качестве магнитного потока, формируемого в состоянии, когда ток течет во вспомогательном проводнике 2A в направлении от обода 73 к ступице 71 (состояние, когда ток течет к проводнику 1 в направлении от этой стороны к другой стороне, в направлении, перпендикулярном к плоскости листа бумаги).
Следовательно, плотность магнитного потока для магнитного потока (магнитный поток, образованный за счет наложения магнитных потоков B1, B2), проходящего в направлении вдоль окружности колеса 7, который формируется проводником 1 и парой вспомогательных проводников 2, повышается, по сравнению со случаем использования одного проводника 1, и легче становится однородной от ступицы 71 к ободу 73 колеса 7, по сравнению со случаем использования одного проводника 1. За счет вращения колеса 7 в его направлении вдоль окружности при намагничивании колеса 7 плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7, может быть повышена во всем пространстве вблизи каждой боковой поверхности колеса 7, и плотность магнитного потока может легко стать однородной от ступицы 71 до обода 73 колеса 7.
В намагничивающем устройстве 100 пара вспомогательных проводников 2 и проводник 1 подключают к электропитанию переменного тока, вследствие чего магнитный поток может быть сконцентрирован вблизи каждой боковой поверхности колеса 7, из-за поверхностного эффекта, с повышением, таким образом, плотности магнитного потока в пространстве вблизи каждой боковой поверхности колеса 7.
Как было описано выше, согласно намагничивающему устройству 100 по настоящему варианту выполнения магнитная плотность магнитного потока, проходящего в направлении вдоль окружности колеса 7 в пространстве вблизи каждой боковой поверхности колеса 7, может быть в достаточной степени обеспечена через колесо 7 от ступицы 71 к ободу 73.
В качестве предпочтительной конфигурации намагничивающее устройств 100 согласно настоящему варианту выполнения может включать в себя пару намагничивающих катушек 3 (3A, 3B), расположенных таким образом, чтобы направление их осевых центральных линий 3N было обращено к соответствующим противоположным боковым поверхностям колеса 7. Точнее говоря, каждая из намагничивающих катушек 3A, 3B создана из проводящей проволоки, намотанной вокруг осевой центральной линии 3N, противоположной к каждой боковой поверхности колеса 7, а осевая центральная линия 3N расположена таким образом, чтобы она была по существу коаксиальна с осью колеса 7. Намагничивающее устройств 100 включает в себя источник 5 электропитания переменного тока, соединенный с намагничивающей катушкой 3A, и источник 6 электропитания переменного тока, соединенный с намагничивающей катушкой 3B.
Переменный ток подают на намагничивающую катушку 3A от источника 5 электропитания переменного тока, для подключения к электропитанию переменного тока намагничивающей катушки 3A, с формированием, таким образом, магнитного потока, проходящего в радиальном направлении колеса 7 (магнитного потока, проходящего радиально вокруг оси колеса 7). Таким же образом, переменный ток подают на намагничивающую катушку 3B от источника 6 электропитания переменного тока, для подключения к электропитанию переменного тока намагничивающей катушки 3B, с формированием, таким образом, магнитного потока, проходящего в радиальном направлении колеса 7.
Согласно намагничивающему устройству 100 по настоящему варианту выполнения, как было упомянуто выше, не только магнитный поток, проходящий в направлении вдоль окружности колеса 7, формируется проводником 1 и каждым из пары вспомогательных проводников 2, но также магнитный поток, проходящий в радиальном направлении колеса 7, формируется каждой из пары намагничивающих катушек 3; поэтому можно обнаруживать дефекты в любом направлении от противоположных боковых поверхностей колеса 7.
Пример
Здесь и ниже будет описан пример настоящего изобретения.
Было проведено испытание с измерением плотности магнитного потока, в котором колесо 7 было подвергнуто намагничиванию с использованием намагничивающего устройства 100, имеющего вышеупомянутую конфигурацию, и в ходе намагничивания была измерена плотность магнитного потока в пространстве вблизи каждой боковой поверхности колеса 7 (плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7, и плотность магнитного потока для магнитного потока, проходящего в радиальном направлении колеса 7).
В частности, переменный ток был подан на каждый из вспомогательных проводников 2A, 2B от источника 4 электропитания переменного тока для подключения к электропитанию переменного тока вспомогательных проводников 2A, 2B и проводника 1, и в то же время была измерена плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7.
Впоследствии, после того, как подача переменного тока от источника 4 электропитания переменного тока была прекращена, переменный ток подавали на намагничивающую катушку 3A от источника 5 электропитания переменного тока, а переменный ток также подавали на намагничивающую катушку 3B от источника 6 электропитания переменного тока для осуществления энергоснабжения намагничивающих катушек 3A, 3B переменным током, и в то же время была измерена плотность магнитного потока для магнитного потока, проходящего в радиальном направлении колеса 7.
В качестве сравнительного примера согласно настоящему изобретению было проведено испытание на измерение плотности магнитного потока, при котором пара вспомогательных проводников 2 была опущена, так же, как и устройство, раскрытое в вышеупомянутой патентной литературе 1, и к проводнику 1 от источника электропитания постоянного тока подавался постоянный ток для обеспечения подключения к электропитанию постоянного тока проводника 1, и в то же время была измерена плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7.
При измерении плотности магнитного потока в примере и в сравнительном примере был использован дейтрометр от компании Nihon Matech Corporation.
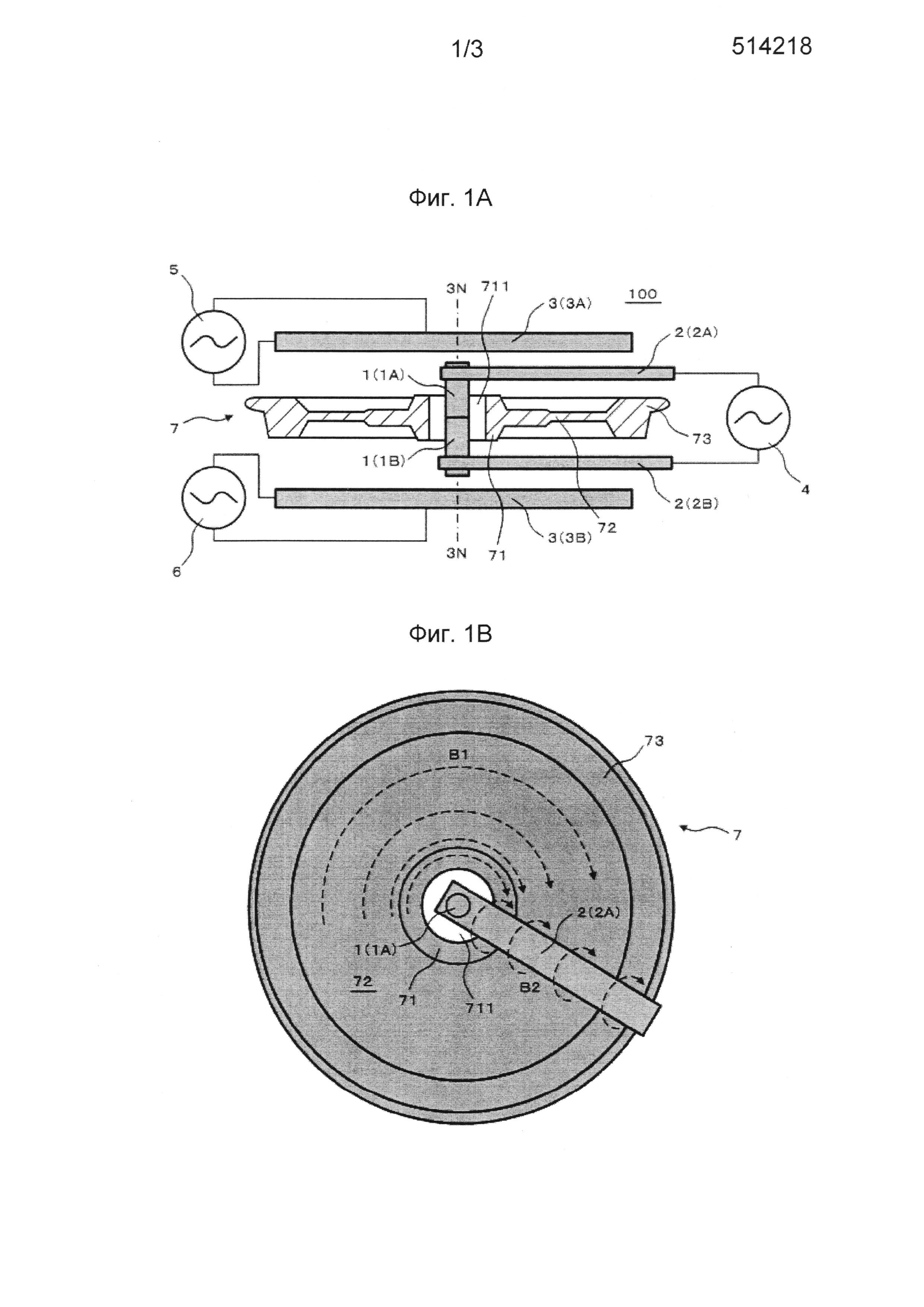
Фиг.2A-2C представляют собой схемы, показывающие пример результатов измерения плотности магнитного потока при испытании, как было описано выше. Фиг.2A представляет собой схему для разъяснения областей (A, B, C), где была измерена плотность магнитного потока. На Фиг.2A область, обозначенная условным обозначением A, представляет собой пространственную область между ободом 73 колеса 7 и вспомогательным проводником 2A. Область, обозначенная ссылочным обозначением B, представляет собой пространственную область между диском 72 (центром диска 72) колеса 7 и вспомогательным проводником 2A. Область, обозначенная ссылочным обозначением C, представляет собой пространственную область между ступицей 71 колеса 7 и вспомогательным проводником 2A. Фиг.2B показывает результат измерения плотности магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7 на соответствующих областях, показанных на Фиг.2A. Фиг.2C показывает результат измерения плотности магнитного потока для магнитного потока, проходящего в радиальном направлении колеса 7 в соответствующих областях, показанных на Фиг.2A.
Как показано в примере согласно Фиг.2B, было обнаружено, что в намагничивающем устройстве 100 согласно настоящему варианту выполнения при подключении к электропитанию переменного тока 4500 A каждого вспомогательного проводника 2 и проводника 1 плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7, удовлетворяет диапазону 2,5-8,2 мТл, указанному стандартом BN918277 во всей области A (пространственной области вблизи обода 73), области B (пространственной области вблизи диска 72) и области C (пространственной области вблизи ступицы 71). Было также обнаружено, что плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7, удовлетворяет требованию 4 мТл или более точно указанному требованию стандарта EN 13262 во всех областях A-C.
Напротив, как показано в сравнительном примере согласно Фиг.2B, в случае подключения к электропитанию постоянного тока лишь проводника 1, хотя была задана такая большая величина тока, как 6000 A, плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7, удовлетворяет стандарту BN9 18277 только в области C. Плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7, не удовлетворяет стандарту EN13262 ни в какой из областей A-C.
Если можно повысить величину тока, используемого для энергоснабжения проводника 1 током, большим приблизительно в шесть раз (36000 A), плотность магнитного потока для магнитного потока, проходящего в направлении вдоль окружности колеса 7, может удовлетворять стандарту EN13262 во всех областях A-C. Однако очень вероятно, что стандарт BN918277 в области C не удовлетворяется, поскольку плотность магнитного потока становится избыточно высокой.
Как было описано выше, согласно намагничивающему устройству 100 по настоящему варианту выполнения, магнитный поток образован проводником 1 и парой вспомогательных проводников 2, вследствие чего плотность магнитного потока может быть повышена при меньшем токе, по сравнению со случаем использования одного проводника 1, и легко может стать более однородной от ступицы 71 до обода по сравнению со случаем использования одного проводника 1. Следовательно, можно относительно легко достичь соответствия стандарту BN918277 и стандарту EN13262.
Как показано в примере 2 согласно Фиг.2C, было обнаружено, что использование намагничивающих катушек 3 из пяти витков в намагничивающем устройстве 100 согласно настоящему варианту выполнения и при подключении к электропитанию переменного тока 3000 А намагничивающих катушек 3 плотность магнитного потока для магнитного потока, проходящего в радиальном направлении колеса 7, может удовлетворять требованию 2,5-8,2 мТл, указанному стандартом BN918277 во всех областях: в области A, в области B и в области C. В области A, тем не менее, плотности магнитного потока для магнитного потока, проходящего в радиальном направлении колеса 7, слегка менее 4 мТл или она более точно указана стандартом EN 13262.
По этой причине, как показано в примере 1 согласно Фиг.2C, интенсивность намагничивания была повышена за счет повышения количества витков в каждой намагничивающей катушке 3 от пяти до семи; и в результате было обнаружено, что плотность магнитного потока для магнитного потока, проходящего в радиальном направлении колеса 7, удовлетворяет как стандарту BN918277, так и стандарту EN13262 во всех областях A-C.
При намагничивании колеса 7 использование намагничивающего устройства 100 согласно настоящему варианту выполнения, оценочные испытания на возможность обнаружения дефектов также были проведены с использованием стандартного образца для испытаний, указанного согласно ASTM (ASTM CX-230), как показано на Фиг.3. На Фиг.4A-4D показаны примеры рисунков магнитных частиц, налипающих на стандартный образец для испытаний, который был исследован при этом испытании.
Согласно намагничивающему устройству 100 по настоящему варианту выполнения, как было упомянуто выше, плотность магнитного потока может быть повышена при меньшем токе по сравнению с использованием одного проводника 1 согласно уровню техники, и можно получить плотность магнитного потока, более однородную от ступицы 71 до обода 73 по сравнению с использованием одного проводника 1 согласно уровню техники. Следовательно, было подтверждено, что таким образом можно наблюдать рисунки магнитных частиц, такие четкие или более четкие, чем рисунки согласно уровню техники.
Перечень ссылочных позиций
1 - проводник;
1A, 1B - участок проводника;
2, 2A, 2B - вспомогательный проводник;
3, 3A, 3B - намагничивающая катушка;
4, 5, 6AC - источник электропитания;
7 - колесо;
71 - ступица;
72 - диск;
73 - обод;
100 - намагничивающее устройство для магнитно-порошкового контроля;
711 - канал.
Способ получения холоднокатаного стального листа
Горячештампованная высокопрочная деталь, имеющая превосходное антикоррозийное свойство после окрашивания, и способ ее изготовления
Плазменная горелка
Высокопрочный гальванизированный погружением стальной лист с превосходной характеристикой сопротивления удару и способ его изготовления и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист и способ его изготовления
Жаростойкая ферритная сталь и способ ее получения
Гальванизированный горячим способом стальной лист и способ его изготовления
Титановый сляб для применения в горячей прокатке и способ его получения
Высокопрочный гальванизированный погружением стальной лист, высокопрочный подвергнутый легированию гальванизированный погружением стальной лист с превосходной характеристикой механической резки и способ их изготовления
Горячегальванизированный холоднокатаный стальной лист и способ его получения
Высокопрочный гальванизированный горячим погружением стальной лист
Способ получения холоднокатаного стального листа
Горячештампованная высокопрочная деталь, имеющая превосходное антикоррозийное свойство после окрашивания, и способ ее изготовления
Плазменная горелка
Высокопрочный гальванизированный погружением стальной лист с превосходной характеристикой сопротивления удару и способ его изготовления и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист и способ его изготовления
Жаростойкая ферритная сталь и способ ее получения
Гальванизированный горячим способом стальной лист и способ его изготовления
Титановый сляб для применения в горячей прокатке и способ его получения
Высокопрочный гальванизированный погружением стальной лист, высокопрочный подвергнутый легированию гальванизированный погружением стальной лист с превосходной характеристикой механической резки и способ их изготовления
Горячегальванизированный холоднокатаный стальной лист и способ его получения
Высокопрочный гальванизированный горячим погружением стальной лист

