Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО УСИЛИТЕЛЬНОГО ЭЛЕМЕНТА
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления металлического усилительного элемента, предназначенного для установки на передней кромке или на задней кромке композитной лопатки турбомашины, такой как лопатка вентилятора турбореактора или турбовинтовой двигатель самолета.
Для уменьшения веса и стоимости лопаток вентилятора турбомашины их в основном выполняют из композитного материала. Лопатки вентилятора должны оказывать сопротивление значительным напряжениям и ударам, из-за скорости их вращения, и столкновениям с частицами или посторонними предметами, которые могут проникнуть в путь прохождения воздуха. Для этого композитные лопатки защищены на уровне их передней и задней кромок металлическими усилительными элементами, приклеиваемыми на перо лопатки.
В документе ЕР 1574270-А1 на имя заявителя раскрыт способ изготовления усилительного элемента посредством диффузионной сварки или сверхпластичным формованием или SPF/DB (Super Plasting Forming/ Diffusion Bonding), заключающийся в том, что:
- сваривают друг с другом два металлических листа посредством диффузионной сварки для получения предварительной заготовки, при этом часть листов покрыта антидиффузионным материалом для избежания их сварки в определенных зонах;
- изгибают и скручивают предварительную заготовку;
- надувают предварительную заготовку, чтобы подвергнуть ее сверхпластичному формованию,
- обрезают заготовку для получения усилителя.
Этот способ не позволяет с точностью контролировать внутреннюю полость усилительного элемента. В частности, зоны стыка листов образуют зоны концентрации напряжений и возникновения разрывов, что делает усилитель непрочным.
Для улучшения механических свойств усилительного элемента в заявке на патент FR 10/51992, поданной заявителем и на данный момент не опубликованной, предлагается способ изготовления металлического усилительного элемента, состоящий в том, что:
- формируют два металлических листа посредством штамповки для того, чтобы приблизить их к окончательной форме реализуемого усилителя;
- позиционируют два листа по обеим сторонам от сердечника, воспроизводящей внутренние формы внешней поверхности и внутренней поверхности усилителя;
- соединяют два листа друг с другом вокруг центральной части герметичным образом и в вакууме;
- придают листам форму сердечника посредством горячей изостатической деформации сжатия;
- обрезают листы для отделения усилительного элемента и освобождения центральной части.
Горячая изостатическая деформация сжатия листов позволяет придать листам форму сердечника и получить в области стыка листов большой радиус сопряжения и, как следствие, избежать любых областей концентрации напряжений или возникновения разрыва.
Сердечник содержит две продольные канавки, расположенные на двух противоположенных сторонах сердечника. При горячей изостатической деформации сжатия металл листов течет, заполняет канавки сердечника и образует две продольные выемки на внешней поверхности листов, заметных снаружи и образующих линии разреза. Оператор, таким образом, знает, где выполнять разрез листа для отделения усилительного элемента и освобождения сердечника.
Инструмент для разрезания вступает в контакт с дном указанных канавок сердечника и механически обрабатывает более или менее глубоко. Сердечник, после освобождения, обычно вновь используется для образования других усилительных элементов. В результате последовательных механических обработок дна канавок количество возможных повторных использований сердечника ограничено.
Задачей изобретения, в частности, является обеспечение простого, эффективного и экономичного решения этой проблемы.
Для решения этой задачи предлагается способ изготовления металлического усилительного элемента, предназначенного для установки на передней или задней кромке композитной лопатки турбомашины, содержащий этапы, состоящие в том, что:
- формируют два металлических листа, чтобы приблизить их к окончательной форме изготовляемого усилительного элемента;
- располагают два металлических листа по обеим сторонам сердечника, воспроизводящей внутренние формы спинки и внутренней поверхности усилительного элемента;
- собирают два металлических листа друг с другом вокруг сердечника герметично и в вакууме,
- придают листам форму сердечника посредством горячего изостатического сжатия,
- разрезают листы для отделения усилительного элемента вдоль, по меньшей мере, одной линии разреза и освобождают сердечник;
отличающийся тем, что он состоит в том, что на сердечнике формируют защитные выступающие зоны, при этом листы согласуются с защитными зонами при горячем изостатическом сжатии, при этом разрезание листов выполняется вдоль защитных зон без повреждения оставшейся части сердечника.
Выступающие защитные зоны, таким образом, последовательно механически обрабатываются при каждом использовании сердечника без его повреждения, что повышает возможное число его использований. Эти защитные зоны дополнительно могут быть заменены, когда речь идет об элементах, связанных с сердечником или восстановленных, например, посредством наплавления материала электродом.
Согласно одному из характеристик настоящего изобретения сердечник содержит две защитные противоположные зоны, расположенные по обеим сторонам от сердечника и ограниченные двумя противоположными линиями разреза.
В соответствии с еще одним вариантом осуществления разрез металлических листов осуществляется при помощи режущего инструмента, подвод которого выполняется перпендикулярно поверхностям разрезаемых металлических листов, причем внешняя часть защитных зон механически обрабатывается во время указанных разрезаний.
В соответствии с другим вариантом разрез осуществляется при помощи режущего инструмента, подвод которого является боковым относительно выступающей зоны, при этом боковая часть защитных зон обрабатывается механически во время указанных разрезаний.
Защитные зоны могут представлять собой единую деталь с сердцевиной или могут образовывать вставки из металлического материала или керамики.
Предпочтительно, вставки размещены, по меньшей мере частично, в полостях, сформированных в сердечнике.
Предпочтительно, при операции разрезания металлических листов механически обрабатываются от 2 до 10% защитных зон.
Разрезание листов может быть осуществлено при помощи фрезы, например при помощи гравировальной фрезы.
Предпочтительно, защитные зоны выполнены выступающими, причем металлическим листам придают такую форму, что они имеют полые зоны, расположенные на выступах защитных зон, перед сборкой металлических листов вокруг сердечника.
Это позволяет металлическим листам лучше адаптироваться к форме сердечника после горячего изостатического сжатия. Выступающие зоны и полые зоны также образуют средства позиционирования металлических листов относительно сердечника.
Настоящее изобретение, а также другие элементы, характеристики и преимущества будут более понятны из нижеследующего описания, приведенного в рамках неограничительного примера, со ссылкой на прилагаемые чертежи, на которых:
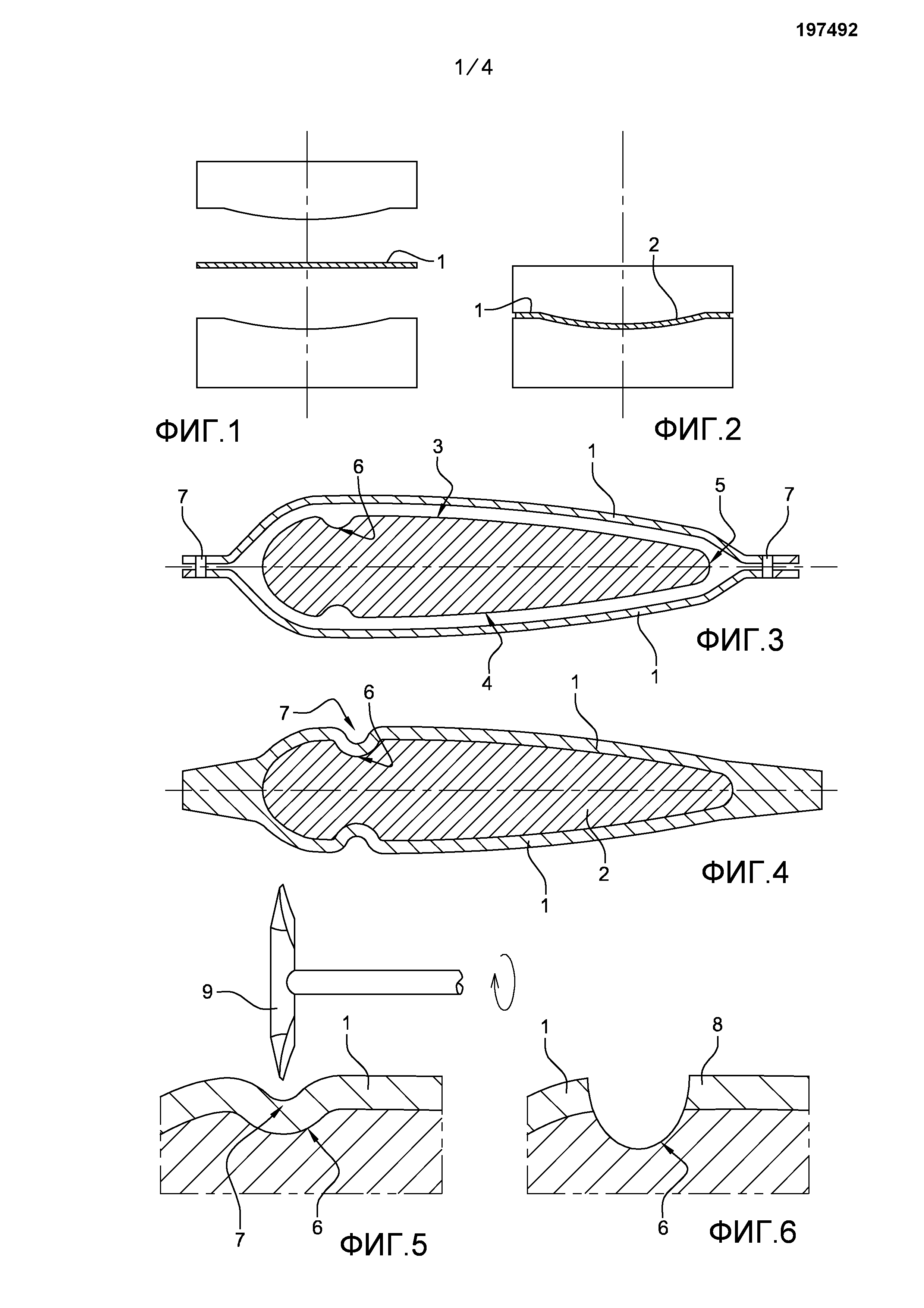
Фиг.1 и 2 схематично показывают этап формирования металлических листов согласно предшествующему уровню техники;
Фиг.3 схематично показывает этап сборки металлических листов вокруг сердечника согласно предшествующему уровню техники;
Фиг.4 схематично показывает этап придания металлическим листам формы сердечника посредством горячего изостатического сжатия согласно предшествующему уровню техники и этап разрезания металлических листов для отделения усилительного элемента и освобождения сердечника;
Фиг.5 и 6 схематично показывают разрезание одного металлического листа в соответствии со способом согласно предшествующему уровню техники;
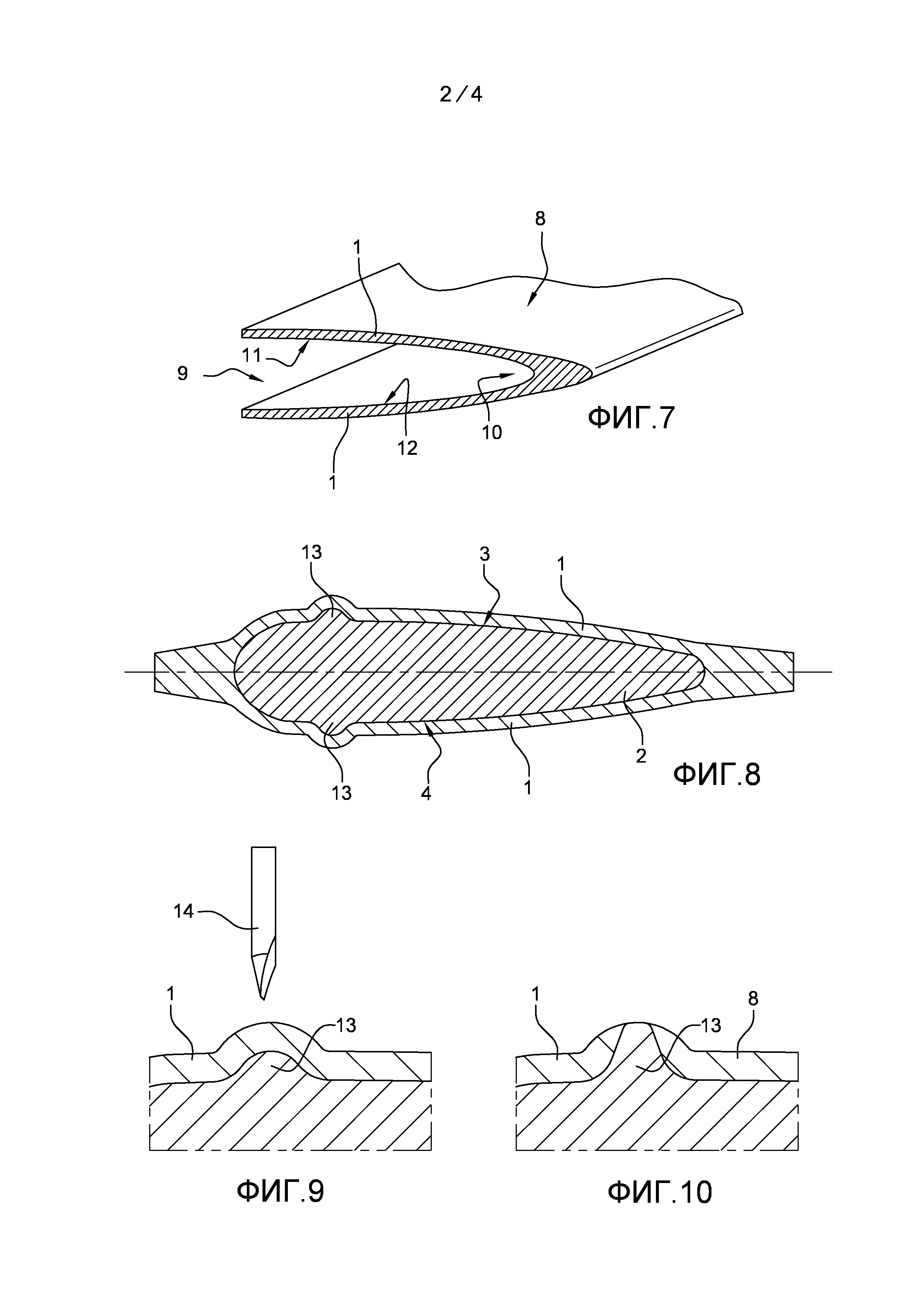
Фиг.7 показывает общий вид одной части усилительного элемента, полученной в результате осуществления способа согласно предшествующему уровню техники;
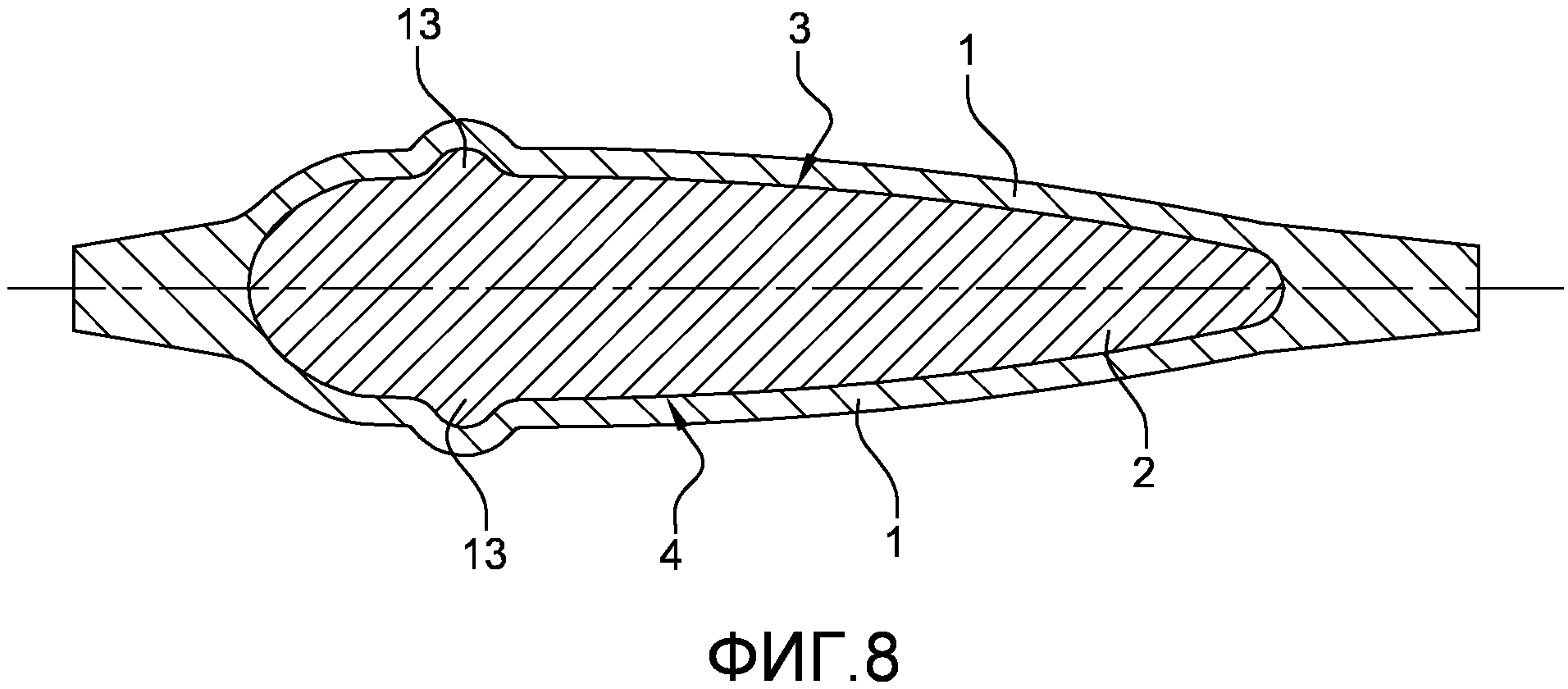
Фиг.8-10 показывают виды, соответствующие фиг.4-6 соответственно, первого варианта осуществления способа согласно настоящему изобретению;
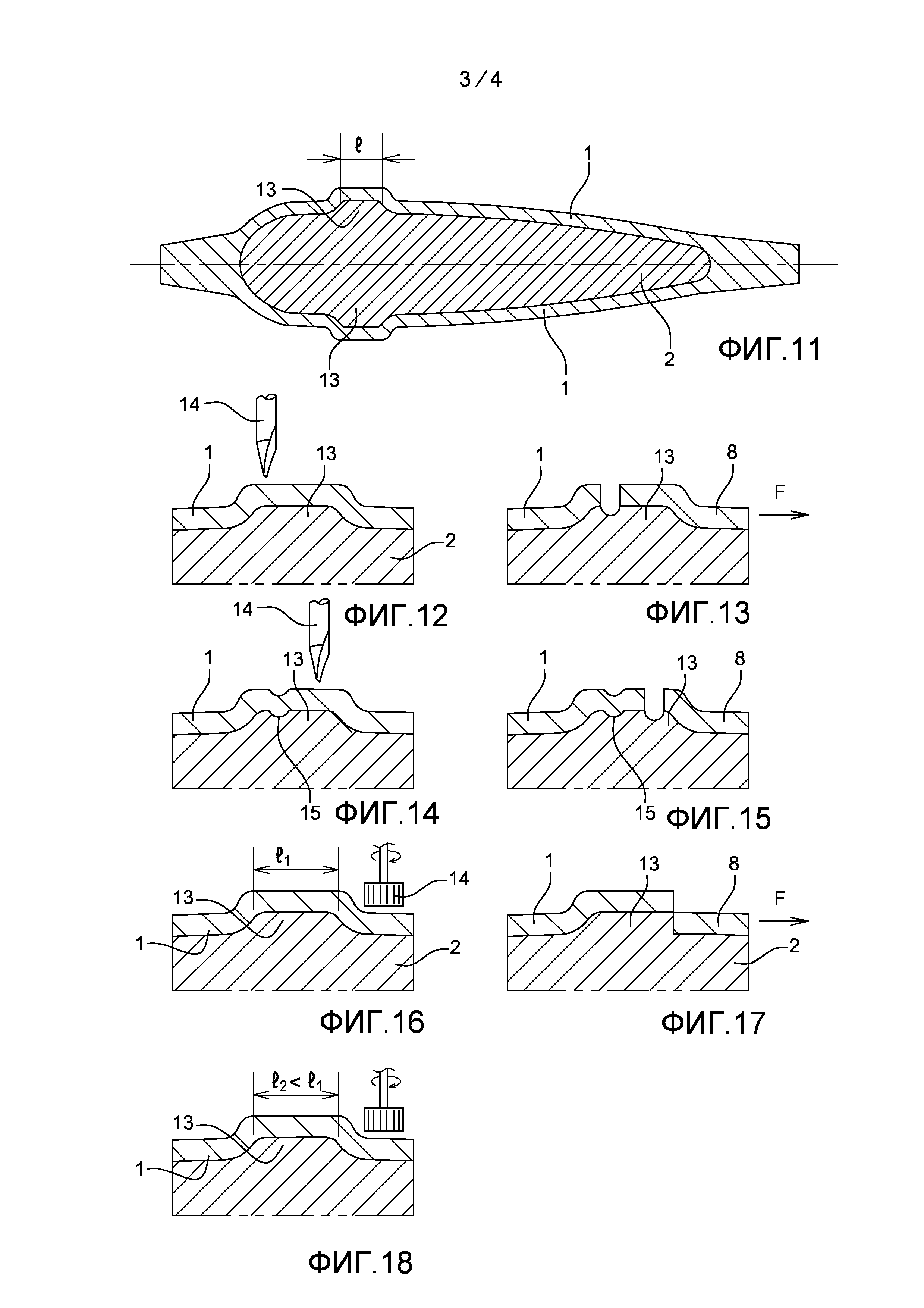
Фиг.11 показывает вид, соответствующий фиг.4, второго варианта осуществления способа согласно настоящему изобретению;
Фиг.12-15 схематично показывают разрезание одного металлического листа в соответствии со вторым вариантом осуществления способа согласно настоящему изобретению;
Фиг.16-18 схематично показывают разрезание одного металлического листа в соответствии с третьим вариантом осуществления способа согласно настоящему изобретению;
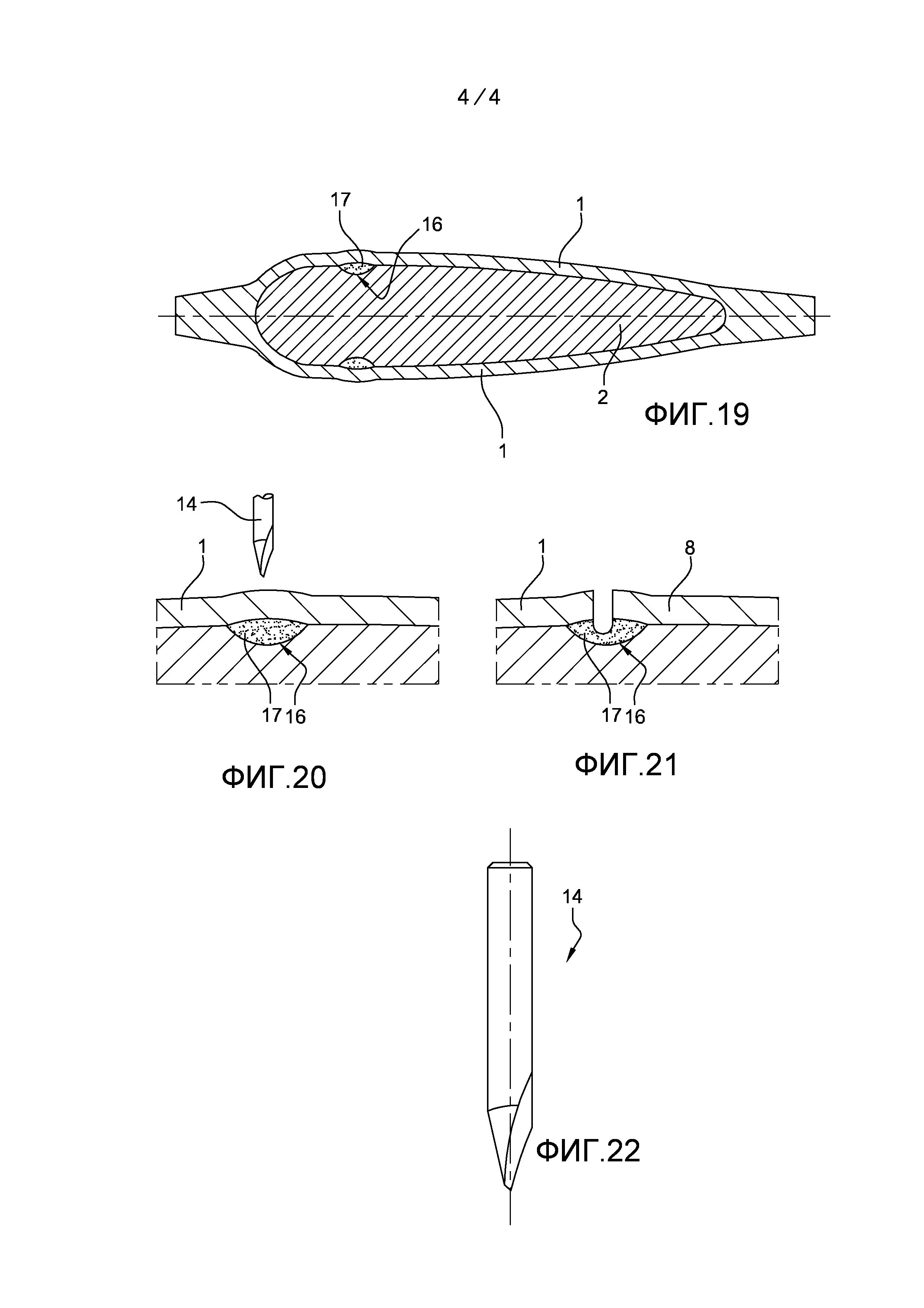
Фиг.19-21 показывают виды, соответствующие видам на фиг.4-6 соответственно, четвертого варианта осуществления способа согласно настоящему изобретению;
Фиг.22 показывает вид спереди гравировальной фрезы, используемой для разрезания металлических листов.
На фиг.1 показан этап горячей штамповки металлических листов 1 для придания им формы, приближенной к окончательной форме изготавливаемого усилительного элемента. По окончании этого придания формы каждый лист 1 имеет вогнутую область 2, ограничивающую полость. Металлические листы 1 выполнены из сплава на основе титана, например TA6V. Этап придания формы осуществляется при температуре порядка 950°С.
Как это показано на фиг.3, два идентичных металлических листа 1 далее располагают друг напротив друга по обеим сторонам сердечника, причем каждая вогнутость металлических листов 1 вмещает в себя часть сердечника 2.
Сердечник 2 содержит первую поверхность 3, воспроизводящую внутреннюю форму задней части выполняемого усилительного элемента, и вторую поверхность 4, воспроизводящую внутреннюю форму спинки усилительного элемента.
Зона связи между двумя этими поверхностями, иначе говоря соответствующая боковая кромка 5 сердечника 2, имеет радиус кривизны, изменяющий длину усилителя от 1 до 5 мм, причем каждая из сторон 3, 4 сердечника содержит продольную канавку 6, функция которой раскрыта ниже.
Сердечник 2 выполнен из огнеупорного материала, в который не может проникать титан и из металлического сплава, имеющий коэффициент расширения очень отличающийся от коэффициента расширения металлических титановых листов 1, например IN100.
Целью является устранение возможности любого прилипания металлических листов 1 к сердечнику 2 при различных выполняемых операциях горячего изостатического сжатия и облегчение извлечения сердечника.
С этой же целью сердечник 2 может быть пассивирован путем нанесения антидиффузионного слоя без вредных примесей для металлического материала листов 1, например оксида иттрия.
Как только листы 1 размещены вокруг сердечника 2, их соединяют по их периферии посредством сварки прихваткой (не показано на фиг.) и сваркой TIG (Tungsten Inert Gas - вольфрамовый инертный газ) для соединения между собой и удержания в этом положении. Узел затем помещают в вакуумную камеру для сварки листов 1 друг с другом по всей их периферии, например сварка пучком электронов (FE). Сварной непрерывный периферийный шов 7 обеспечивает герметичность полости, образованной между листами 1.
Как показано на фиг.3, металлическим листам 1 затем придают форму сердечника 2 посредством горячего изостатического сжатия, во время которого металлические листы 1 подвергаются наружному давлению порядка 1000 бар при температуре приблизительно 940°С и в течение приблизительно двух часов, в случае, когда листы 1 выполнены из титанового сплава TA6V.
Во время этой операции листы 1 деформируются, чтобы идеально принять форму сердечника 2, в том числе в зоне 5 соединения сердечника 2. В этой зоне, в частности, листы 1 соединяются, полностью повторяя скругленную форму сердечника 2. Кроме этого металл листов 1 течет и заполняет канавки 6 сердечника с образованием двух продольных углублений 7 на внешней поверхности листов 1, видимых снаружи и образующих линии разрыва. Параллельно из-за высокой температуры и оказываемого наружного давления два листа 1 сваривают друг с другом диффузионной сваркой.
Усилитель 8 затем отделяют путем разрезания листов 1 вдоль линии разреза, например, при помощи фрезы или шлифовального круга 9 (фиг.5 и 6). Инструмент 9, позволяющий разрезать листы, также механически обрабатывает дно соответствующих канавок 6, что разрушает сердечник 2 и ограничивает ее повторное использование для изготовления других усилительных элементов 8.
Избыточный периферийный материал извлекают путем разрезания по линиям обрезки по профилю. И, наконец, механическая чистовая обработка позволяет придать усилительному элементу искомую внешнюю форму.
Таким образом, получают, усилительный элемент 8, имеющий форму, представленную на фиг.7, в которой стык между двумя листами 1, выполненный при помощи диффузионной сварки, обеспечивает механические характеристики, эквивалентные характеристикам моноблочной детали. Полость 9 усилительного элемента 8 дополнительно содержит на уровне зоны 10 стыка между нижней поверхностью 11 и спинкой 12, радиус кривизны достаточно большой, чтобы не вызывать концентрации напряжений и трещин при использовании.
Способ согласно настоящему изобретению отличается от ранее предложенного способа в основном тем, что он заключается в формировании на сердечнике 2 защитных выступающих областей.
Защитные зоны являются выступающими, при этом листам 1 может быть придана такая форма, что они имеют полые зоны, позиционирующиеся на выступах защитных зон перед сборкой листов 1 вокруг сердцевины.
В соответствии с первым вариантом осуществления, представленным на фиг.8, канавки сердечника заменяют продольными выступающими защитными зонами 13, расположенными на противоположных поверхностях 3, 4 сердечника.
Как видно на фиг.2, металлические листы принимают форму защитных зон при горячем изостатическом сжатии.
Разрезание листов 1 осуществляется при помощи режущего инструмента, например при помощи гравировальной фрезы 14 (фиг.22), обычной фрезы или на шлифовальном станке, подход которого осуществляется перпендикулярно поверхностям разрезаемых металлических листов 1, причем наружную часть защитных зон механически обрабатывают при указанных разрезаниях (фиг.10).
В частности, при каждой операции разрезания механически обрабатывается от 2-10% защитных зон 13.
В рамках примера, высота выступающей зоны 13 заключена между 3 и 5 мм, а каждая операция разрезания вызывает механическую обработку этой зоны по высоте приблизительно 0,2 мм, что позволяет повторно использовать сердечник 2 от 15 до 25 раз для формирования других усилительных элементов 8. Когда большая часть или все защитные зоны 13 механически обработаны, они могут быть восстановлены, например, наплавлением материала электродом, что позволяет еще больше увеличить продолжительность срока службы сердечника 2.
Согласно второму варианту, представленному на фиг.11-14, защитные зоны 13 имеют ширину l, заключенную между 10 и 20 мм, например.
Разрезание металлических листов 1 выполняется с помощью режущего инструмента 14, подвод которого осуществляется перпендикулярно поверхностям разрезаемых металлических листов, при этом внешнюю часть защитных зон 13 механически обрабатывают при указанных разрезаниях. Продвижение инструмента может управляться под давлением, при этом материал сердечника в целом является более жестким, чем материал металлических листов. Управление давлением позволяет, таким образом, избежать чрезмерной механической обработки зон 13 сердечника 2 при разрезании листов 1.
Усилительный элемент 8 может затем быть отделен от сердечника в направлении стрелки F на фиг.13.
Во время второго использования сердечника разрезание листов 1 осуществляют таким же образом, как и ранее, при этом зона разреза тем не менее смещена вбок относительно предыдущей зоны в направлении части листов 1, предназначенной для формирования усилительного элемента 8. Это смещение позволяет избежать каждый раз механической обработки одной и той же части защитных зон 13 и, таким образом, увеличить срок службы сердечника.
Смещение в направлении усилительного элемента 8 позволяет также облегчить отделение усилительного элемента 8 и сердечника 2. В действительности, механическая обработка одной части защитной зоны 13 создает полость 15, в которую начинает затекать соответствующий лист 1 при реализации последующего усилительного элемента 8, как это показано на фиг.14, что делает более сложным извлечение усилительного элемента 8, если смещать в противоположном направлении.
Согласно третьему варианту, представленному на фиг.16-18, защитные зоны 13 имеют ширину l1, заключенную, например, между 10 и 20 мм.
Разрезание листов 1 осуществляют при помощи режущего инструмента 14, в данном случае традиционной фрезы, подвод которой является боковым (горизонтальным на чертеже) относительно выступающей зоны 13, при этом боковая часть защитных зон 13 обрабатывается механически при вышеуказанных разрезаниях так, что ширина защитных зон 13 уменьшена до ширины l2, меньшей, например, на 0,2 мм, чем ширина l1. Усилитель 8 может затем быть освобожден от сердечника 2 в направлении стрелки F на фиг.17.
Сердечник 2 может, таким образом, быть повторно использован, как это представлено на фиг.18, при этом ширина зон 13 постепенно уменьшается с каждым новым разрезанием.
Фиг.19-21 описывают четвертый вариант осуществления настоящего изобретения, в котором сердечник 2 содержит продольные канавки 16, в которых размещены продольные вставки 17 из металла или керамики. Вставки 17 могут быть, например, круглыми проволоками и выступать на внешнюю поверхность сердечника 2.
Таким образом, при разрезании металлических листов 1 инструментом 14 механически обрабатывают только вставки 17 так, что сердечник не разрушается и может быть повторно использован. Вставки 17 могут быть заменены после одного или нескольких разрезаний. Вставки 17 выполняют в легко обрабатываемом материале и имеют коэффициент расширения близкий к коэффициенту расширения сердечнику 2 во избежание любого ее разрушения при воздействии на узел высокой температуры.
Лопатка газотурбинного двигателя с профилем, обеспечивающим улучшенные аэродинамические и механические свойства
Способ установки двигателя летательного аппарата на пилоне и крепление двигателя для осуществления такого способа
Обнаружение и отслеживание повреждения вентилятора авиационного двигателя или столкновения с ним постороннего предмета
Способ описания характеристик объекта, содержащего по меньшей мере локально плоскость симметрии
Способ изготовления ванны электролита для нанесения металлического грунтового слоя на основе платины на металлический субстрат
Устройство для распыления проникающего вещества на детали
Способ механической обработки лопатки и газотурбинный двигатель
Способ охлаждения
Корпус компрессора с полостями, имеющими оптимизированную выше по потоку форму
Обечайка камеры сгорания турбомашины
Способ определения характеристик изделия, изготовленного из композитного материала
Лопатка газотурбинного двигателя с профилем, обеспечивающим улучшенные аэродинамические и механические свойства
Способ установки двигателя летательного аппарата на пилоне и крепление двигателя для осуществления такого способа
Обнаружение и отслеживание повреждения вентилятора авиационного двигателя или столкновения с ним постороннего предмета
Способ описания характеристик объекта, содержащего по меньшей мере локально плоскость симметрии
Способ изготовления ванны электролита для нанесения металлического грунтового слоя на основе платины на металлический субстрат
Устройство для распыления проникающего вещества на детали
Способ механической обработки лопатки и газотурбинный двигатель
Способ охлаждения
Корпус компрессора с полостями, имеющими оптимизированную выше по потоку форму

