Результат интеллектуальной деятельности: СГИБАЮЩЕЕ УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ГЕРМЕТИЧНЫХ УПАКОВОК ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к сгибающему устройству для формования герметичных упаковок текучего пищевого продукта.
УРОВЕНЬ ТЕХНИКИ
Как известно, многие жидкие или текучие пищевые продукты, такие как фруктовый сок, пастеризованное молоко (молоко ультравысокотемпературной обработки), вино, томатный сок и т.д. продаются в упаковке, выполненной из стерилизованного упаковочного материала.
Типичным примером является выполненная в форме параллелепипеда упаковка для жидких или текучих пищевых продуктов, известная как Tetra Brik Aseptic (зарегистрированный товарный знак), которую изготавливают с помощью сгибания и сварки ламинированного полосового упаковочного материала. Упаковочный материал имеет многослойную структуру, содержащую базовый слой, например из бумаги, покрытой с обеих сторон слоями термосвариваемого пластикового материала, например полиэтилена. В варианте асептических упаковок для долго хранящихся продуктов, таких как пастеризованное молоко, упаковочный материал также содержит слой кислородонепроницаемого материала, например алюминиевой фольги, которым покрыт сверху слой термосвариваемого пластикового материала и который в свою очередь покрыт другим слоем термосвариваемого пластикового материала, образующего внутреннюю поверхность упаковки, фактически контактирующую с пищевым продуктом.
Упаковки данного вида в нормальных условиях производят на полностью автоматических упаковочных машинах, на которых формируется непрерывная труба из подаваемого из рулона упаковочного материала; рулон упаковочного материала стерилизуется на упаковочной машине, например, с помощью нанесения химического стерилизующего агента, такого как раствор перекиси водорода, который по завершении стерилизации удаляется с поверхностей упаковочного материала, например, испарением с помощью нагрева; стерилизованный рулон затем удерживают в закрытой стерильной среде, сгибают и продольно сваривают для образования трубы, которая подается вертикально.
Для завершения операций формования трубу заполняют стерилизованным или стерильно переработанным пищевым продуктом, и заваривают, и затем отрезают по разнесенным на равные интервалы сечениям.
Точнее, труба заваривается продольно и поперечно соответственно своей собственной оси.
Получаются упаковки в виде подушек, которые имеют продольный сварной шов и пару поперечных сварных швов сверху и снизу.
Альтернативно, упаковочный материал может разрезаться на заготовки, которые формуются в упаковки на формующих оправках, и упаковки затем заполняются пищевым продуктом и свариваются. Одним примером данного типа упаковки является так называемая "гребешковая" упаковка, известная как Tetra Rex (зарегистрированный товарный знак).
Конкретнее, упаковки в виде подушки содержат основной участок в форме параллелепипеда; и противоположные, соответственно, верхний и нижний, концевые участки, сужающиеся от основного участка к линиям соответствующих сварных швов, проходящих поперек упаковки. Каждый концевой участок имеет, по существу, треугольные клапаны, выступающие от противоположных сторон основного участка; и нижний прямоугольный отгиб, отходящий от линии сварного шва.
Известными являются упаковочные машины указанного выше типа, на которых упаковки в виде подушки превращаются в готовые упаковки с помощью автоматических сгибающих устройств.
Сгибающие устройства известны, например, из публикации WO 2008122623 на имя заявителя, в которой блок по существу содержит:
- вращающийся конвейер, который принимает упаковки в виде подушки, подлежащие сгибанию на пункте входа, перемещает упаковки в виде подушки, подлежащие сгибанию, по пути сгибания дугообразной формы, и подает на выход готовые упаковки на пункте выхода;
- первое сгибающее устройство, которое взаимодействует с нижним участком упаковки, проходящей вдоль пути сгибания, для выполнения операций сгибания на упаковках;
- нагревающее устройство для нагрева клапанов упаковок, проходящих вдоль пути сгибания; и
- второе сгибающее устройство для прижатия клапанов каждой упаковки, проходящей вдоль пути формования к соответствующей стенке, когда клапаны охлаждаются.
Более подробно, вращающийся конвейер содержит множество разнесенных на угловые интервалы транспортирующих устройств, которые захватывают упаковки на пункте входа, и подают их вдоль пути формования к пункту выхода.
Каждое транспортирующее устройство содержит две плоских поверхности, которые обращены друг к другу и работают совместно, при использовании, соответственно, с передней и задней стенкой основного участка соответствующей упаковки, подлежащей сгибанию.
В промышленности существует необходимость максимальной гибкости в отношении конечной формы упаковок, сгибание которых выполняет сгибающее устройство.
Это, в частности, проявляется в варианте вновь сконструированных упаковок, которые имеют переднюю стенку, выпукло выступающую на противоположной задней стенке стороне.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание сгибающего устройства для производства герметичных упаковок текучих пищевых продуктов, и выполненного с возможностью достижения поставленной выше цели прямым малозатратным способом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительный неограничивающий вариант осуществления настоящего изобретения описан ниже в качестве примера со ссылкой на прилагаемые чертежи, на которых:
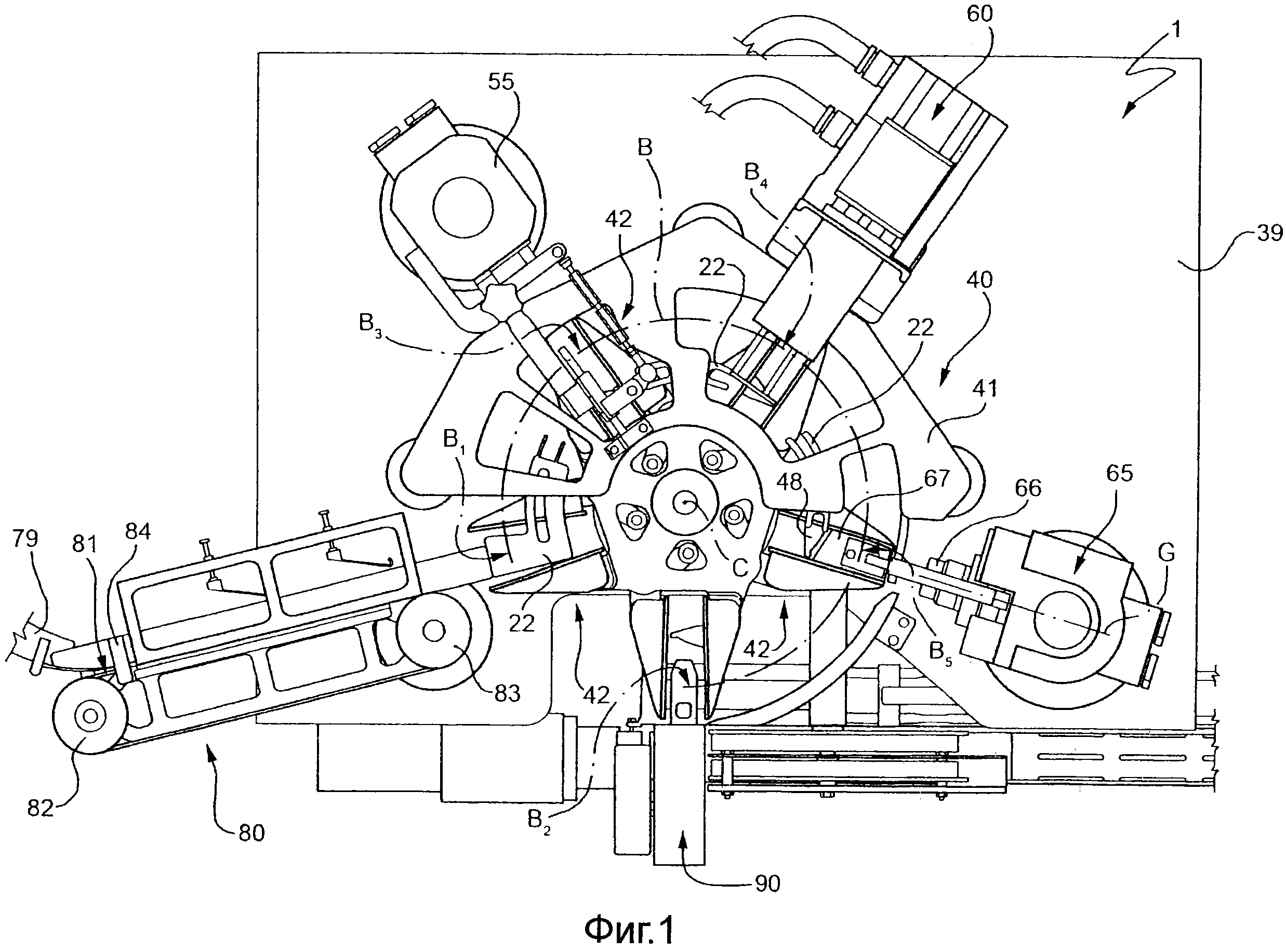
Фиг.1 - вид спереди сгибающего устройства для упаковочных машин текучих пищевых продуктов согласно настоящему изобретению.
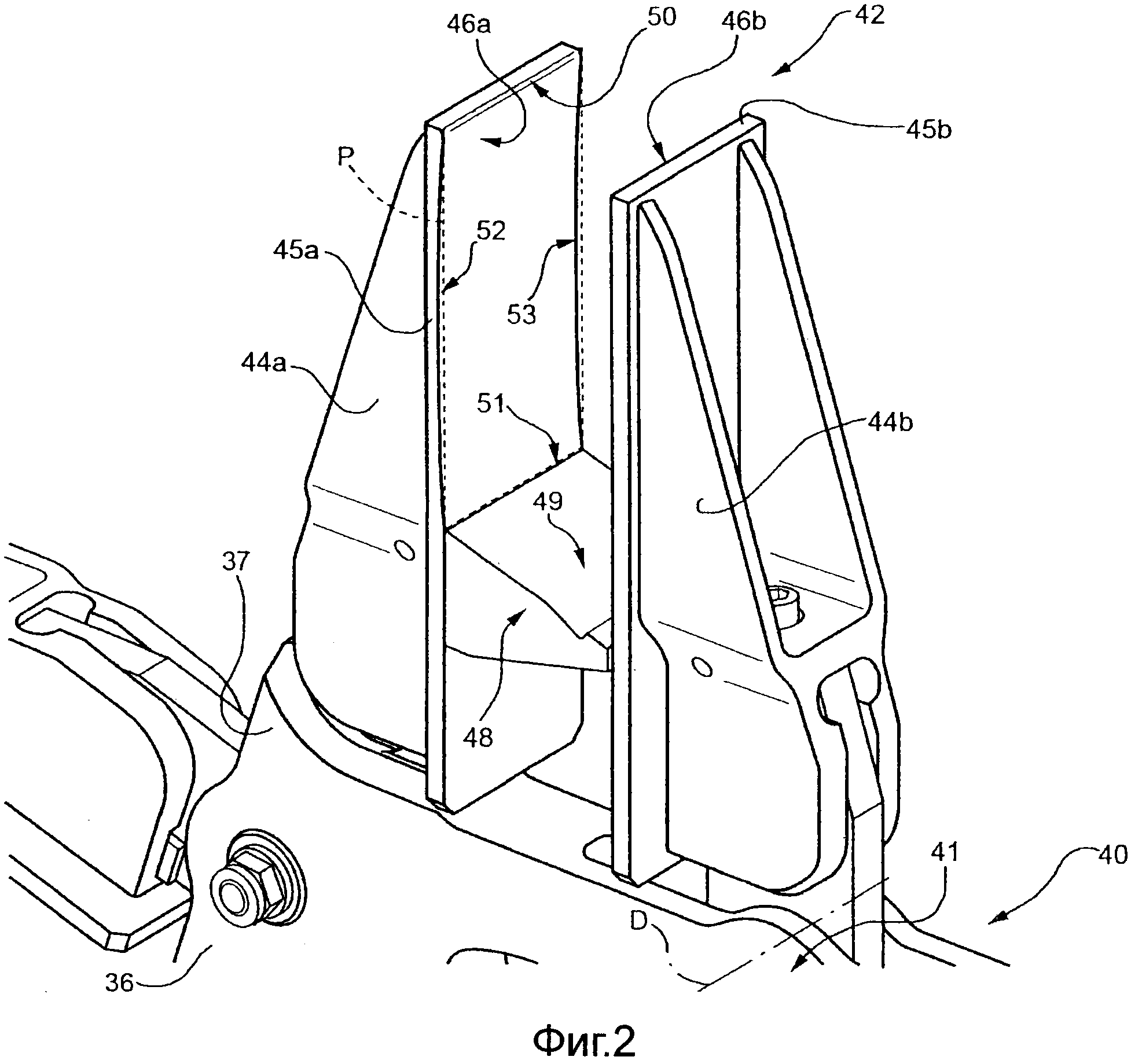
Фиг.2 - увеличенный изометрический вид первого узла сгибающего устройства по Фиг.1 в первом угловом положении.
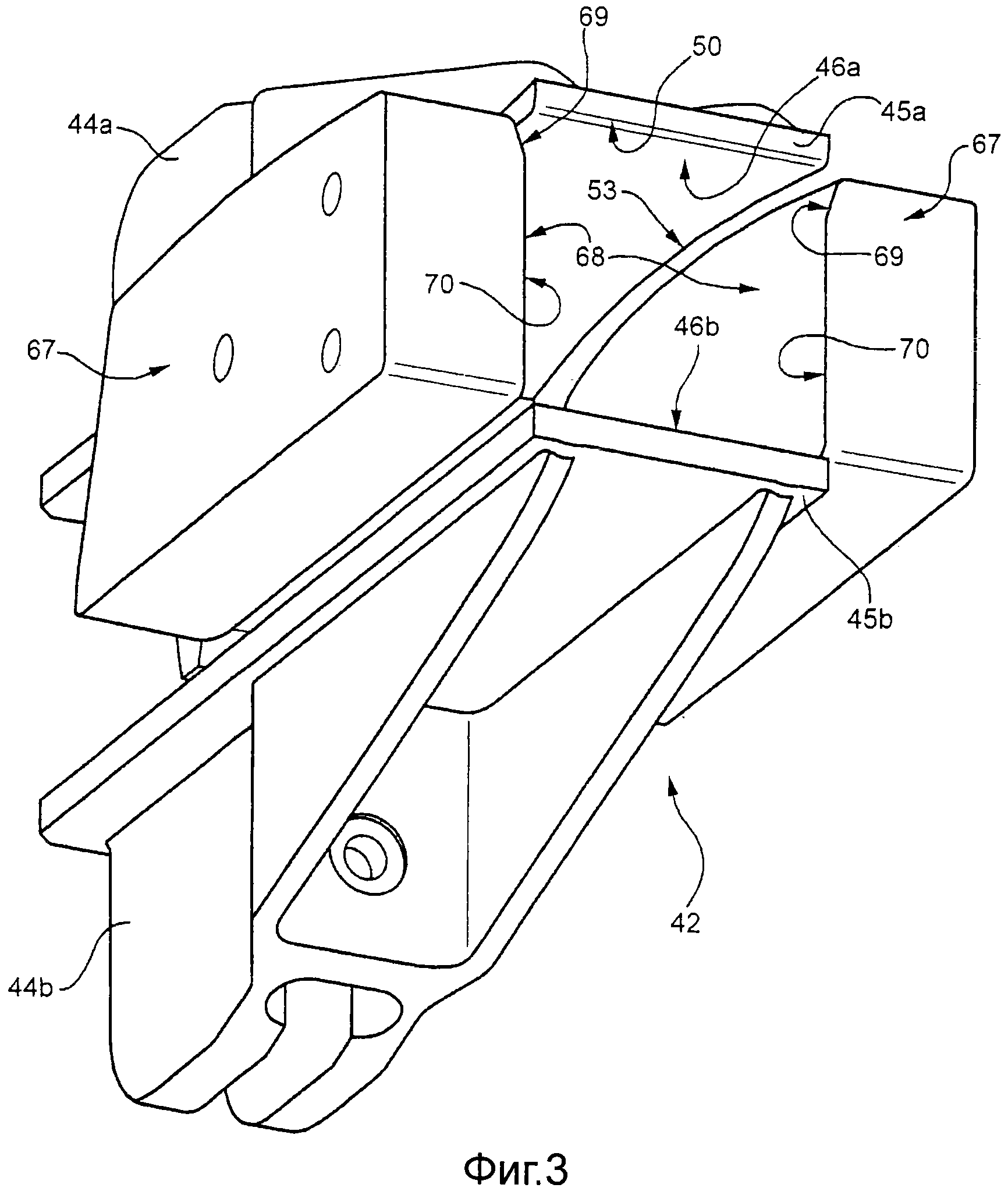
Фиг.3 - изометрический вид первого узла Фиг.1 во втором угловом положении и второго узла сгибающего устройства по Фиг.1.
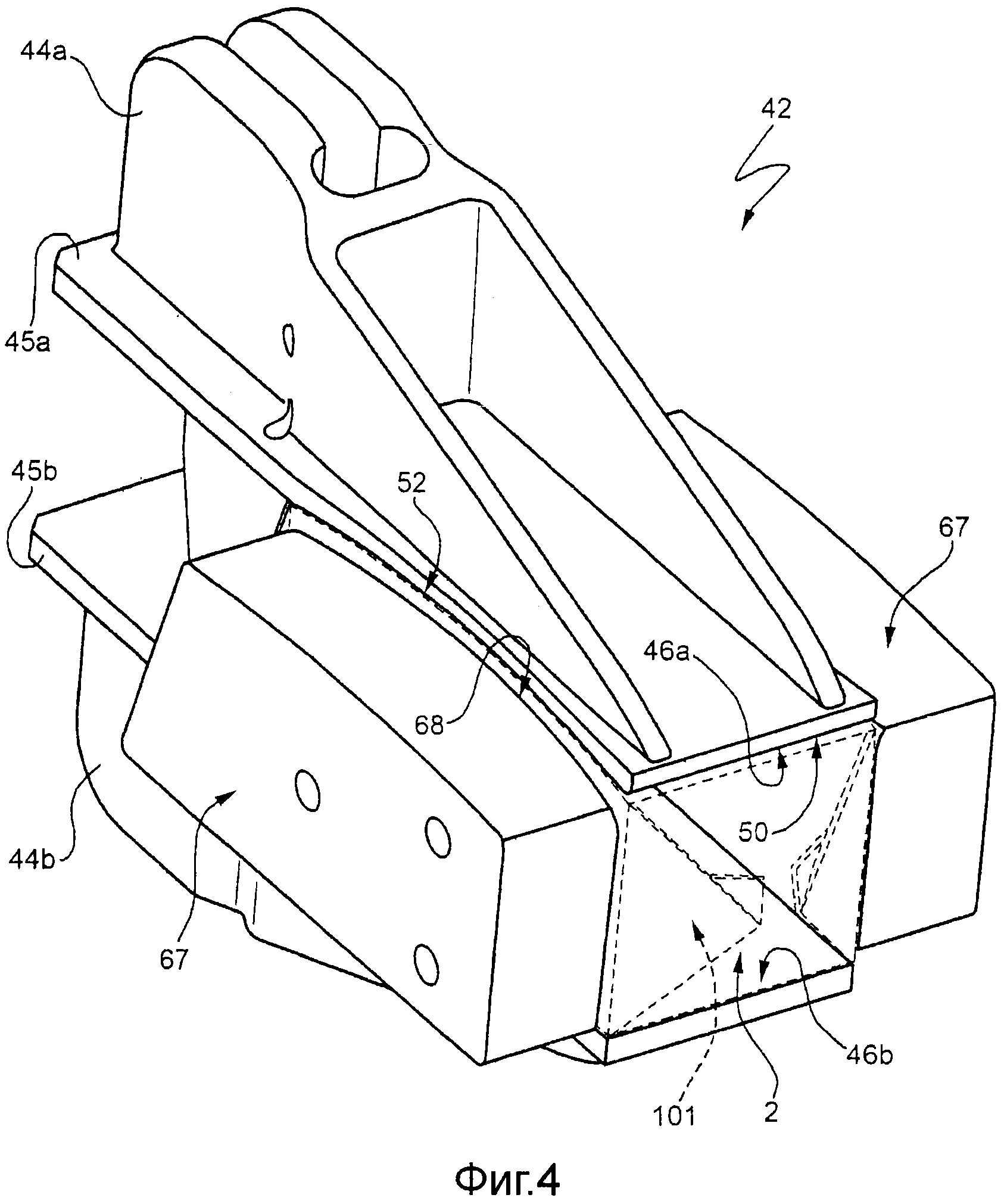
Фиг.4 - изометрический вид под другим углом зрения первого узла и второго узла по Фиг.3.
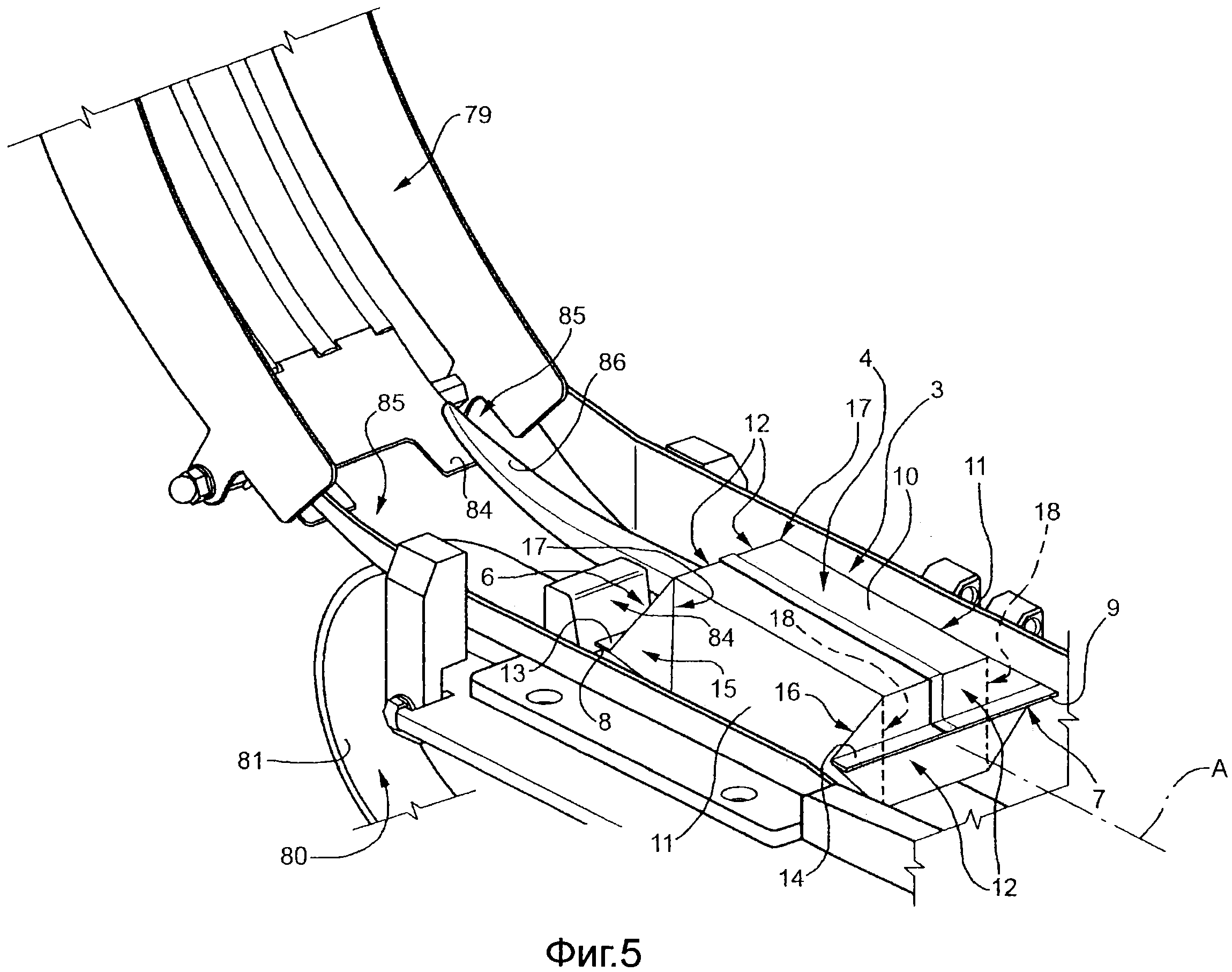
Фиг.5 - увеличенный изометрический вид третьего узла сгибающего устройства по Фиг.1.
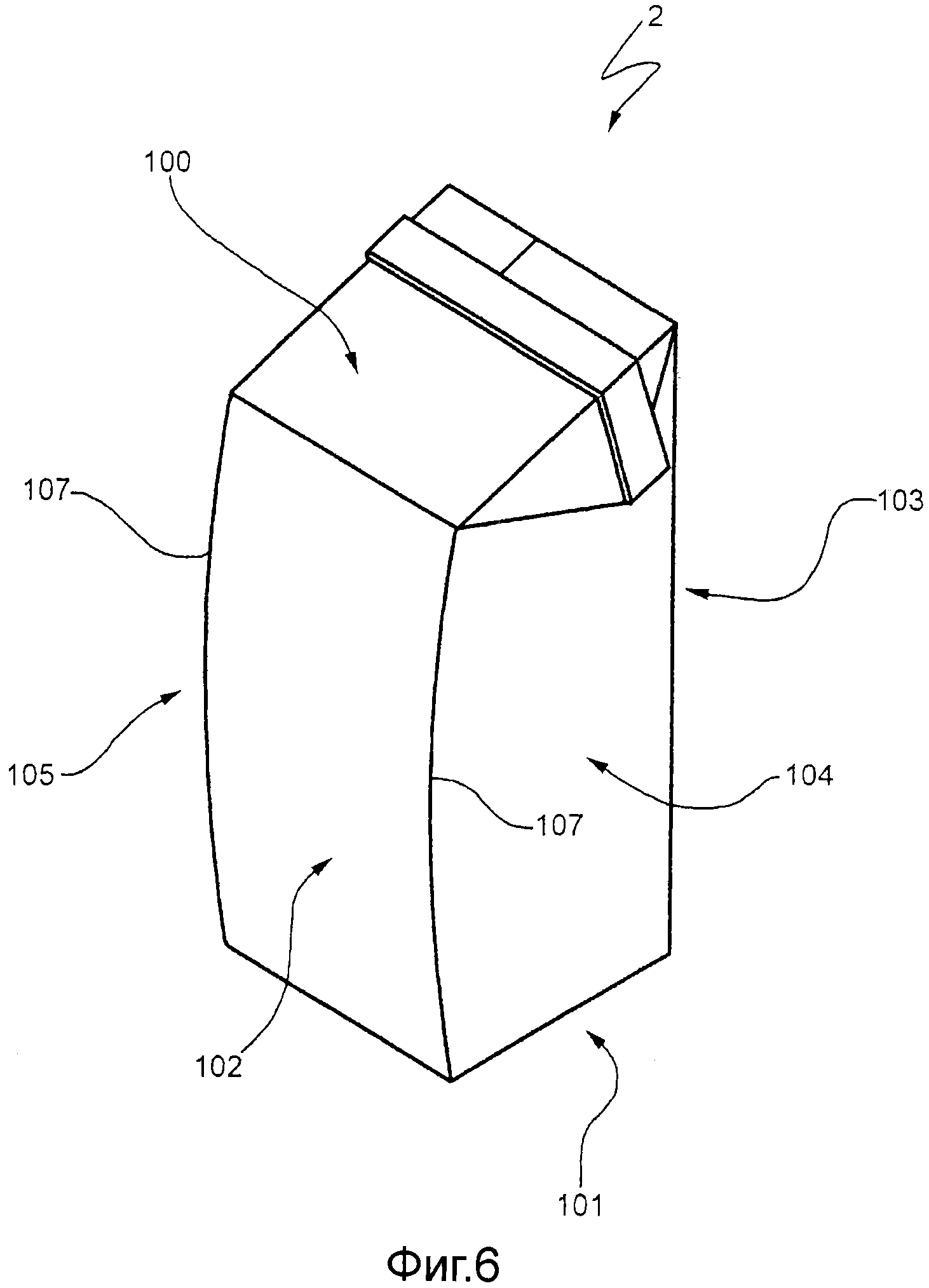
Фиг.6 - увеличенный изометрический вид упаковки, сгибание которой выполнено сгибающим устройством по Фиг.1.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Позицией 1 на Фиг.1 обозначено в целом сгибающее устройство упаковочной машины для непрерывного изготовления герметичных параллелепипедных упаковок 2 (Фиг.6) с текучим пищевым продуктом, таким как пастеризованное или УВТ молоко, фруктовый сок, вино и т.д., из известной трубы (не показано) упаковочного материала.
Конкретнее, эту трубу изготавливают известным способом раньше по ходу от сгибающего устройства 1 с помощью продольного сгибания и сварки рулонного термосвариваемого листового материала, и заполняется стерилизованным или стерильно-переработанным пищевым продуктом.
Труба упаковочного материала затем сваривается и отрезается вдоль разнесенных на равные интервалы сечений для образования ряда упаковок 3 в виде подушек (Фиг.5), которые затем подаются в узел 1, где их механически сгибают в соответствующие упаковки 2.
Как показано на Фиг.5, каждая упаковка 3 имеет ось A и содержит основной участок 4 в форме параллелепипеда; и противоположные, соответственно, верхний и нижний, концевые участки 6, 7, сужающиеся от участка 4 к соответствующим линиям 8, 9, поперечным оси A упаковки 3.
Конкретнее, участок 4 каждой упаковки 3 связан поперечно двумя прямоугольными стенками 10, противоположными друг другу на каждой из сторон от оси A; и двумя плосковогнутыми стенками 11, проходящими между стенками 10.
В деталях, первая стенка 10, предназначенная для образования передней стенки 102 готовой упаковки 2, является выпуклой, и вторая стенка 10, предназначенная для образования задней стенки 103 готовой упаковки 2, является плоской.
Каждый участок 6, 7 образуется двумя стенками 12, по существу, в форме равнобедренной трапеции, немного наклоненными друг к другу относительно плоскости перпендикулярной оси A, и имеющими малые кромки, образованные соответствующими концевыми кромками стенок 10 участка 4, и большими кромками, соединенными друг с другом соответствующими линиями 8, 9 сварного шва.
Для каждого участка 6, 7 каждая упаковка 3 имеет удлиненный, по существу, прямоугольный отгиб 13, 14, выступающий от соответствующей линии 8, 9 сварного шва; и два по существу треугольных клапана 15, 16, выступающие вбок от противоположных сторон участка 4 и образованные концевыми участками соответствующих стенок 12.
Показанная на Фиг.6 упаковка 2 имеет верхнюю панель типа, раскрытого в европейской заявке № 10165116, которая включена в данный документ в виде ссылки.
Очень кратко, упаковка 2 содержит:
- наклонную верхнюю стенку 100;
- нижнюю стенку 101;
- выпуклую переднюю и плоскую заднюю стенки 102, 103, которые продолжаются между стенками 100, 101; и
- пару вогнутых боковых стенок 104, 105, которые продолжаются между стенками 100, 101 и между стенками 102, 103.
Кроме того, выпуклая передняя стенка 102 ограничена сбоку кривыми линиями 107 перегиба, противоположными друг другу и проходящими между стенками 100, 101.
Для формования упаковки 2 в блоке 1 участки 6, 7 упаковки 3 прижимаются друг к другу, одновременно сгибают соответствующие отгибы 13, 14 на участках 6, 7; сгибают и сваривают клапаны 15 участка 6 на соответствующих стенках 12; и сгибают и сваривают клапаны 16 участка 7 на соответствующих стенках 11 участка 4.
Конкретнее, клапаны 15, 16 сгибают относительно стенок 12, 11 по соответствующим линиям 17, 18 сгибания, совпадающим с соответствующими кромками между стенками 11 и участками 6, 7.
Узел 1, по существу, содержит (Фиг.1):
- основной конвейер 40, вращающийся вокруг оси C и подающий непрерывный ряд упаковок 3 синхронно вдоль дугообразного пути В формования;
- сгибающее устройство 55, установленное на фиксированной конструкции 39 узла 1, имеет взаимодействующую поверхность, перемещающуюся вперед и назад радиально к оси C для взаимодействия с участками 6 упаковок 3, проходящих вдоль пути B для выполнения операций сгибания на упаковках;
- нагревающее устройство 60, установленное на конструкции 39 узла 1 и нагревающее несогнутые клапаны 15, 16 каждой упаковки 3, проходящей вдоль пути B при подготовке к их термической сварке на соответствующих стенках 11, 12; и
- дополнительное сгибающее устройство 65, установленное на конструкции 39 узла 1 и имеющее прижимное устройство 66 и пару прижимных устройств 67 для прижатия клапанов 15, 16, соответственно, каждой упаковки 3, проходящей вдоль пути B, к соответствующим стенкам 12, 11, когда клапаны 15, 16 охлаждаются.
Кроме того, узел 1 также содержит несколько пар направляющих 22, установленных на конструкции 39 узла 1. Направляющие 22 каждой пары продолжаются вдоль пути B на соответствующих аксиально противоположных сторонах конвейера 40 и взаимодействуют с упаковками 3 вдоль путь B для выполнения ряда операций сгибания на них.
В деталях, путь B проходит от пункта В1 загрузки, где конвейер 40 принимает каждую упаковку 3 с загрузочного конвейера 80, к пункту B2 выгрузки, где конвейер 40 выгружает соответствующую упаковку 2 (Фиг.4) на выходной конвейер 90.
От пункта B1 до пункта B2 путь B также содержит:
- первый участок, вдоль которого первая пара направляющих 22 взаимодействует с каждой упаковкой 3 для ее направления вдоль пути B; и
- пункт B3, где взаимодействующая поверхность сгибающего устройства 55 взаимодействует с каждой упаковкой 3 для преобразования ее из конфигурации в виде подушки, показанной на Фиг.5, в конфигурацию, в которой участки 6, 7 прижимаются друг к другу для сгибания стенок 12 участков 6 в положении, перпендикулярном к оси A, и сгибания стенок 12 участка 7 в положении с наклоном относительно оси A; сгибающее устройство 55 дополнительно сгибает отгибы 13, 14 на соответствующих стенках 12, клапаны 15 по линиям 17 сгиба в положение, параллельное оси A, и клапаны 16 по линиям сгиба 18 в положение с небольшим наклоном к участку 6 относительно согнутой стенки 12 участка 7; и
- второй участок, вдоль которого вторая пара направляющих 22 взаимодействует с каждой упаковкой 3 для преобразования ее в конфигурацию, в которой клапаны 15, 16 имеют угол наклона сорок пять градусов относительно соответствующих стенок 12, 11 и проходит от соответствующих линий 17, 18 сгиба к оси A и от оси A соответственно.
От второго участка до пункта B2 путь B также содержит:
- пункт B4, где нагревающее устройство 60 нагревает клапаны 15, 16 каждой упаковки 3, для подготовки их к термической сварке на соответствующих стенках 12, 11;
- третий участок, вдоль которого третья пара направляющих 22 сгибает клапаны 15, 16 каждой упаковки 3 для преобразования их в конфигурацию, в которой клапаны 15, 16 имеют наклон около десяти градусов относительно стенок 12, 11 и продолжаются от линий 17, 18 сгиба, соответственно, к оси A и от оси A;
- пункт B5, где прижимные устройства 66 и 67 сгибающего устройства 65 сгибают соответствующие клапаны 15, 16 каждой упаковки 3 на соответствующие стенки 12, 11 для завершения формования упаковки 2 (Фиг.4); и
- четвертый участок, заканчивающийся в пункте B2, и вдоль которого четвертая пара направляющих 22 сохраняет клапаны 16 прижатыми к стенкам 11 для предотвращения случайного отсоединения клапанов, когда они охлаждаются.
Конвейер 80 (Фиг.1) содержит бесконечную конвейерную ленту 81, делающую петлю вокруг непоказанных приводного барабана и возвратного барабана 82, 83 и нескольких толкающих элементов 84 (только один из которых показан на Фиг.5), установленных на заданных расстояниях от ленты 81 и которые взаимодействуют с участками 6 соответствующих упаковок 3 для перемещения упаковок от лотка 79, расположенного раньше по ходу, на конвейер 40.
Конкретнее, толкающие элементы 84 разнесены с равными интервалами вдоль ленты 81 и продолжаются, при использовании, вдоль бесконечного пути одинаковой формы с лентой 81.
На конвейер 80 каждая упаковка 3 устанавливается в нужное положение с первой стенкой 10, обращенной к конвейеру 80, со второй стенкой 10, обращенной от конвейера 80, и с участком 6, опирающимся на соответствующий толкающий элемент 84.
Конвейер 80 также содержит пару стационарных направляющих 85, которые располагаются на противоположных боковых сторонах ленты 81. Направляющие 85 имеют соответствующий участок 86 с наклоном относительно ленты 81 и взаимодействуют с соответствующими участками отгибов 13, 14, которые опираются на участок 86 направляющей 85 для защиты первой стенки 10.
Конвейер 40 содержит ступицу 41, вращающуюся вокруг оси C; и несколько, в примере показаны пять, транспортирующих устройств 42 для захвата соответствующих упаковок 3 в пункте B1 пути B и подачи их вдоль пути B в пункт B2, так что упаковки 3 взаимодействуют с направляющими 22, сгибающими устройствами 55, 65 и нагревающим устройством 60.
Ступица 41 содержит основной корпус 36 и множество пар держателей 37, которые радиально выступают от наружной периферии основного корпуса 36 (Фиг.2).
Конкретнее, ступица 41 вращается синхронно вокруг оси C двигателем, не показано.
Транспортирующие устройства 42 разнесены на равные угловые интервалы вокруг оси C; и выступают от ступицы 41, в противоположную сторону от оси C и вдоль соответствующих радиальных направлений относительно оси C.
Транспортирующие устройства 42, при этом, располагаются под углом интегрально со ступицей 41.
Каждое транспортирующее устройство 42 содержит (Фиг.2-4):
- пару опор 44a, 44b, радиально выступающих от соответствующего держателя 37; и
- пару элементов 45a, 45b, неподвижно закрепленных на соответствующих опорах 44a, 44b и обращенных друг к другу.
Опора 44b каждого транспортирующего устройства 42 шарнирно закреплена на соответствующем держателе 37 на оси D, параллельной оси C.
Опора 44a каждого транспортирующего устройства 42 неподвижно закреплена на соответствующем держателе 37.
Элементы 45a, 45b каждого транспортирующего устройства 42 содержат параллельные поверхности 46a, 46b, удлиненные радиально относительно оси C и обращенные друг к другу.
Поверхности 46a, 46b взаимодействуют с параллельными первой и второй стенками 10 соответственной упаковки 3, для удержания упаковки 3 на пути B.
В деталях, поверхность 46a взаимодействует с первой стенкой 10 упаковки 3, предназначенной для формования передней стенки 102 согнутой упаковки 2, и поверхность 46b взаимодействует со второй стенкой 10 упаковки 3, предназначенной для образования задней стенки 103 согнутой упаковки 2.
Предпочтительно, поверхность 46a является вогнутой.
В деталях, поверхность 46a ограничена прямолинейной радиальной наружной кромкой 50 и радиальной внутренней кромкой 51, противоположными друг другу, и парой кромок 52, 53, которые противоположны друг другу и продолжаются между кромками 50, 51.
Кромки 50, 51 образуют теоретическую плоскость P, радиальную к оси C, и кромки 52, 53 продолжаются на противоположных сторонах плоскости P относительно поверхности 46b.
В частности, кромки 52, 53 продолжаются, сначала удаляясь от плоскости P и затем приближаясь к ней, продолжаясь радиально в направлении к оси C от кромки 50 до кромки 51.
Кроме того, кромки 52, 53 сходятся друг с другом и затем расходятся друг от друга, продолжаясь радиально к оси C от кромки 50 к кромке 51, как показано на Фиг.4.
Поверхность 46b в показанном варианте осуществления является плоской. Каждое транспортирующее устройство 42 дополнительно содержит наклонный элемент 48, выступающий от кромки 51 поверхности 46a элемента 45a к поверхности 46b и проходящий поперек поверхности 46b.
Каждый элемент 48 содержит поверхность 49, имеющую наклон относительно оси C и проходящую вниз, продолжающуюся от поверхности 46a к поверхности 46b. Поверхность 49 взаимодействует с участком 7 каждой упаковки 3, которая перемещается вдоль пути B с помощью соответствующего транспортирующего устройства 42.
Как показано на Фиг.1-4, прижимное устройство 66 сгибающего устройства 65 способно перемещаться вперед и назад вдоль оси G радиальной к оси C между рабочим положением, в котором устройство прижимает клапаны 15 каждой упаковки 3 к стенкам 12 участка 6 упаковки 3, и нерабочим положением, в котором устройство отсоединено от клапанов 15.
Прижимные устройства 67 способны перемещаться вперед и назад между рабочим положением, в котором соответственные поверхности 68 прижимают соответствующие клапаны 16 каждой упаковки 3 к соответствующим стенкам 11, и нерабочим положением, в котором они отсоединены от клапанов 16 для обеспечения перемещения упаковки 3 вдоль пути B (Фиг.6).
Перемещение прижимного устройства 67 синхронизировано непоказанным способом с перемещением прижимного устройства 66.
Когда прижимные устройства 66, 67 находятся в соответствующем рабочем положении, каждое прижимное устройство 67 проходит между поверхностями 46a, 46b транспортирующего устройства 42, расположенного в пункте B5 (Фиг.3).
Поверхности 68 являются предпочтительно выпуклыми для образования вогнутых стенок 104, 105 законченной упаковки 2.
В деталях, каждая поверхность 68 содержит первую выпуклую зону 69, располагающуюся смежно с поверхностью 46a, и вторую выпуклую зону 70, располагающуюся смежно с поверхностью 46b, когда прижимные устройства 66, 67 находятся в соответствующем рабочем положении.
Кривизна поверхности 69 выше кривизны поверхности 70.
Работа узла 1 описана ниже для одной упаковки 3 и примера, в котором толкающий элемент 84 конвейера 80 подает соответствующее транспортирующее устройство 42, расположенное в пункте B1 с такой упаковкой 3.
Конкретнее, элемент 45b транспортирующего устройства 42 немного отделяется поворотом вокруг оси D от элемента 45a в пункте B1 для обеспечения вставления упаковки 3.
Как только упаковка 3 вставляется внутрь соответствующего транспортирующего устройства 42, элементы 45a, 45b перемещаются друг к другу так, что поверхности 46a, 46b опираются на соответствующие первую и вторую стенки 10.
Конкретнее, упаковка 3 размещается внутри транспортирующего устройства 42 с участком 7, обращенным к оси C и взаимодействующим с поверхностью 49 элемента 48, и с участком 6, расположенным на противоположной стороне оси C. Таким способом поверхность 49 элемента 48 сгибает участок 7 для образования верхней стенки 101 упаковки 3.
Упаковка 3 перемещается вдоль пути В формования конвейером 40, вращающимся по часовой стрелке, как показано на Фиг.1, вокруг оси C.
Когда транспортирующее устройство 42 перемещается из пункта B1 к сгибающему устройству 55, первая пара направляющих 22 взаимодействует с боковыми концами отгиба 13 и с боковыми концами отгиба 14.
Когда транспортирующее устройство 42 достигает пункта B3, сгибающее устройство 55 достигает рабочего положения, в котором оно прижимает промежуточный участок стенки 12 между клапанами 15 участка 6 в направлении к оси C.
Указанная выше операция прижатия производит незначительное поступательное перемещение упаковки 3 к оси C так, что клапаны 15 поворачиваются относительно соответствующих линий 17 сгиба в положение, параллельное оси A, и клапаны 16 поворачиваются относительно соответствующих линий сгиба 18 в положение с наклоном около десяти градусов относительно плоскости верхней стенки 100 после завершения сгибания упаковки 2.
После этого сгибающее устройство 55 перемещается в свое нерабочее положение.
Конвейер 40 затем перемещает упаковку 3 вдоль пути B от сгибающего устройства 55 к нагревающему устройству 60.
Одновременно, вторая пара направляющих 22 сгибает клапаны 15, 16 к оси A так, что они ко времени достижения нагревающего устройства 60 наклонены приблизительно на сорок пять градусов относительно стенок 12, 11 соответственно.
В пункте B4 конвейер 40 останавливается, и нагревающее устройство 60 обдувает горячим воздухом клапаны 15, 16 упаковки 3 для подготовки термической сварки клапанов со стенками 12, 11.
Дополнительное вращение конвейера 40 подает упаковку 3 вдоль пути B от нагревающего устройства 60 и к сгибающему устройству 65.
При перемещении транспортирующим устройством 42 упаковки 3 третья пара направляющих 22 сгибает клапаны 15 к стенке 12 участка 6 до образования угла приблизительно 10 градусов со стенками 12 и сгибает клапаны 16 к стенкам 11 до образования плоским участком 16 угла приблизительно десять градусов с соответственной стенкой 11.
По достижении пункта B5 конвейер 40 останавливается, и прижимные устройства 66, 67 сгибающего устройства 65 перемещаются в свои соответствующие рабочие положения. В рабочем положении прижимное устройство 66 прижимает нагретые клапаны 16 к стенкам 12 упаковки 3, и поверхности 68 прижимного устройства 67 прижимают нагретые клапаны 16 к стенкам 11 упаковки 3 для завершения упаковки 2.
Вследствие вогнутости поверхность 46a транспортирующего устройства 42 придает форму первой стенке 10, с которой взаимодействует, когда упаковки 3 перемещаются вдоль пути B и во время всего процесса формования упаковки 2.
В результате, передняя стенка 102 упаковки 2 формуется выпуклой.
Точно таким же способом поверхность 46b транспортирующего устройства 42 придает форму стенке 10, с которой взаимодействует, когда упаковки 3 перемещаются вдоль пути B и во время всего процесса формования упаковки 2.
В результате, задняя стенка 103 упаковки 2 формуется плоской.
Кроме того, поверхности 68 являются выпуклыми и придают форму клапанам 16 и стенкам 11 во время конечного сгибания упаковки 3. Поэтому стенки 104, 105 согнутой упаковки 2 формуются вогнутыми.
Давление, приложенное, как описано выше, обеспечивает сварку клапанов 15, 16 со стенками 12, 11 для завершения формования нижней стенки 101, боковых стенок 104, 105 и верхней стенки 100 упаковки 2.
Когда транспортирующее устройство 42 достигает пункта B2, элемент 45b немного отделяется относительно оси D от элемента 45a для незначительного отведения поверхностей 46a, 46b от соответствующих стенок 10.
Готовая упаковка 2 затем выпускается на выходной конвейер 90.
Преимущества узла 1 согласно настоящему изобретению должны стать ясны из приведенного описания.
В частности, вогнутые поверхности 46a транспортирующих устройств 42 придают форму первым стенкам 10, с которыми взаимодействуют, когда соответственные упаковки 3 сгибают для формования соответствующих упаковок 2. В результате, передние стенки 102 упаковок 2 могут выполняться выпуклой формы.
Кроме того, кромки 52, 53 продолжаются на противоположной стороне плоскости P относительно поверхности 46b и придают форму линиям 107 сгиба, когда упаковки 3 сгибают для формования соответствующей упаковки 2.
Соответственно, может быть получена необходимая форма линий 107 сгиба упаковок 2.
Наконец, выпуклые поверхности 67 придают форму соответствующим стенкам 11 упаковок 3, с которыми они взаимодействуют, когда данные упаковки 3 сгибают для формования соответствующих упаковок 2. В результате, боковые стенки 104, 105 упаковок 2 могут быть выполнены вогнутыми.
Очевидно, возможны изменения узла 1, описанного и показанного в данном документе, без отхода от объема, определенного в прилагаемой формуле изобретения.
В частности, узел 1 можно использовать для выполнения упаковок 2, имеющих задние стенки 103, которые выпучиваются на противоположной стороне от соответствующих передних стенок 102. В данном случае поверхности 46b транспортирующих устройств 42 должны быть вогнутыми.
Упаковочный материал и способ получения конечной упаковки
Способ изготовления упаковочного контейнера и упаковочный контейнер
Способ изготовления упаковочного контейнера и упаковочный контейнер
Колпачок с индикацией вскрытия и горловина
Усовершенствованная флексографская печать, устройство и способ флексографской печати
Формующий элемент для формования запечатанных упаковок с текучими пищевыми продуктами из трубы упаковочного материала
Гомогенизирующий клапан
Способ изготовления упаковочного материала, снабженного повторяющимся рисунком, выполненным печатной краской
Способ получения и устройство для получения исходного молочного материала для обезжиренного молока
Обработка пламенем подложки
Упаковочный материал и способ получения конечной упаковки
Способ изготовления упаковочного контейнера и упаковочный контейнер
Способ изготовления упаковочного контейнера и упаковочный контейнер
Колпачок с индикацией вскрытия и горловина
Усовершенствованная флексографская печать, устройство и способ флексографской печати
Формующий элемент для формования запечатанных упаковок с текучими пищевыми продуктами из трубы упаковочного материала
Гомогенизирующий клапан
Способ изготовления упаковочного материала, снабженного повторяющимся рисунком, выполненным печатной краской
Способ получения и устройство для получения исходного молочного материала для обезжиренного молока
Обработка пламенем подложки

