Результат интеллектуальной деятельности: МИКРОМЕХАНИЧЕСКАЯ ДЕТАЛЬ СЛОЖНОЙ ФОРМЫ С ОТВЕРСТИЕМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к микромеханической детали сложной формы, изготавливаемой из любого материала, такого как, например, материал на основе углерода, а также к способу изготовления детали подобного типа.
Уровень техники
Изготовление микромеханической детали полностью из искусственного алмаза или DLC (алмазоподобного углерода) весьма дорогостояще и трибологически нецелесообразно из-за нежелательной шероховатости, образуемой в результате процесса нанесения толстого слоя или способа сплошного травления. Поэтому в настоящее время покрытие на микромеханические детали предпочтительно наносится в виде тонкого слоя искусственного алмаза или DLC, хотя это не позволяет получать все необходимые формы, особенно если в одной из частей детали необходимо проделать отверстие.
Раскрытие изобретения
Цель настоящего изобретения заключается в преодолении всех или части вышеупомянутых недостатков за счет использования способа изготовления микромеханической детали со сложной геометрией и проделанными отверстиями, для изготовления которой требуется минимальное количество материала и этапов, позволяющего получать детали со значительно меньшей шероховатостью, низким количеством отходов и себестоимостью.
Изобретение, таким образом, относится к способу изготовления микромеханической детали из цельного куска материала, отличающемуся тем, что он состоит из следующих этапов:
a) Формирование подложки, которая включает в себя негативную полость для изготовляемой упомянутой микромеханической детали;
b) Формирование временного слоя на одной из частей упомянутой подложки;
c) Осаждение частиц на подложке, которые должны стать точками проращивания;
d) Удаление временного слоя таким образом, чтобы на одной из частей подложки выборочно были удалены все частицы;
e) Осаждение слоя материала при помощи химического парофазного осаждения только в тех местах, где остались частицы;
f) Удаление подложки для освобождения микромеханической детали, образованной в упомянутой негативной полости.
Таким образом, понятно, что способ предлагает изготовление цельной микромеханической детали, т.е. без прерывания материала, у которой имеется «кожа», т.е. небольшая часть материала, внешняя поверхность которого имеет очень незначительную шероховатость подложки. Это весьма существенно снижает стоимость материала, который приходится использовать на внешнем слое и уменьшает общую шероховатость, особенно на внешней поверхности, а также улучшает его трибологию. Кроме этого, материал выборочно осаждается путем осаждения лишь такого количества материала, которое необходимо для создания финишного покрытия, без использования каких-либо последующих этапов доработки.
Согласно другим предпочтительным признакам изобретения:
- Перед этапом f) способ включает в себя этап g): уменьшение подложки на толщину, которая больше толщины осаждаемого слоя, для того чтобы оставить в упомянутой негативной полости ограниченную толщину упомянутого слоя материала.
- Этап b) осуществляется при помощи фотолитографии;
- Этап с) включает в себя фазу 1): нанесения на подложку покрытия в виде коллоидного раствора, включающего в себя упомянутые частицы, а также фазу 2): удаления растворителя из коллоидного раствора таким образом, чтобы на подложке остались только частицы;
- Частицы имеют такую же природу, что и материал, осаждаемый на этапе е);
- Материал, осаждаемый на этапе е), состоит из компаунда на основе кремния или частично из аллотропной модификации углерода;
- После этапа е) способ включает в себя этап h): заполнения пресс-формы, имеющей покрытие из материала, осажденного на этапе е), вторым материалом таким образом, чтобы получить деталь, изготовленную из первого материала, который усилен и/или декорирован вторым материалом;
- На этапе h) происходит формирование второго материала, выступающего из упомянутой полости таким образом, чтобы получить дополнительный функциональный элемент микромеханической детали;
- Второй материал включает в себя металл или металлический сплав.
Краткое описание чертежей
Другие признаки и преимущества станут очевидны из последующего описания, предлагаемого исключительно в качестве иллюстративного, неограничивающего примера, со ссылкой на прилагаемые чертежи, где:
- На фигурах с 1 по 8 показаны последовательные этапы способа изготовления по первому варианту осуществления изобретения;
- На фиг.9 показан пример микромеханической детали, изготовленной по первому варианту осуществления изобретения;
- На фигурах с 10 по 14 показаны последовательные этапы способа изготовления по второму варианту осуществления изобретения;
- На фигурах с 15 по 17 показаны последовательные этапы способа изготовления по третьему варианту осуществления изобретения;
- На фиг.18 показан пример микромеханической детали, изготовленной по третьему варианту осуществления изобретения;
- На фигурах с 19 по 20 показаны последовательные этапы способа изготовления по четвертому варианту осуществления изобретения;
- На фиг.21 показан пример микромеханической детали, изготовленной по четвертому варианту осуществления изобретения.
Осуществление изобретения
Изобретение относится к способу производства цельной микромеханической детали, изготовленной, например, из материала на основе углерода. «На основе углерода» означает аллотропные модификации искусственного углерода в кристаллической форме, такие как алмаз, либо один или несколько слоев графена в аморфной форме, такие как DLC.
Разумеется, по настоящему изобретению вместо аллотропных модификаций искусственного углерода также могут использоваться и другие виды материалов, которые могут осаждаться послойно и которые обеспечивают трибологические преимущества. Подобным альтернативным материалом может быть, например, компаунд на основе кремния, т.е. например, нитрид кремния, оксид кремния или карбид кремния.
Подобная микромеханическая деталь предназначена для использования в часовой отрасли. Между тем, также возможно ее использование и в других областях, в частности в аэронавтике, ювелирной или автомобильной отраслях.
В часовой отрасли подобная микромеханическая деталь может быть, например, внешней частью наручных часов, пружиной баланса, балансом, паллетой, мостом или даже комплектом колес, таких как анкерные колеса, изготовленных полностью или частично на основе аллотропных модификаций искусственного углерода или из альтернативных материалов, рассмотренных выше.
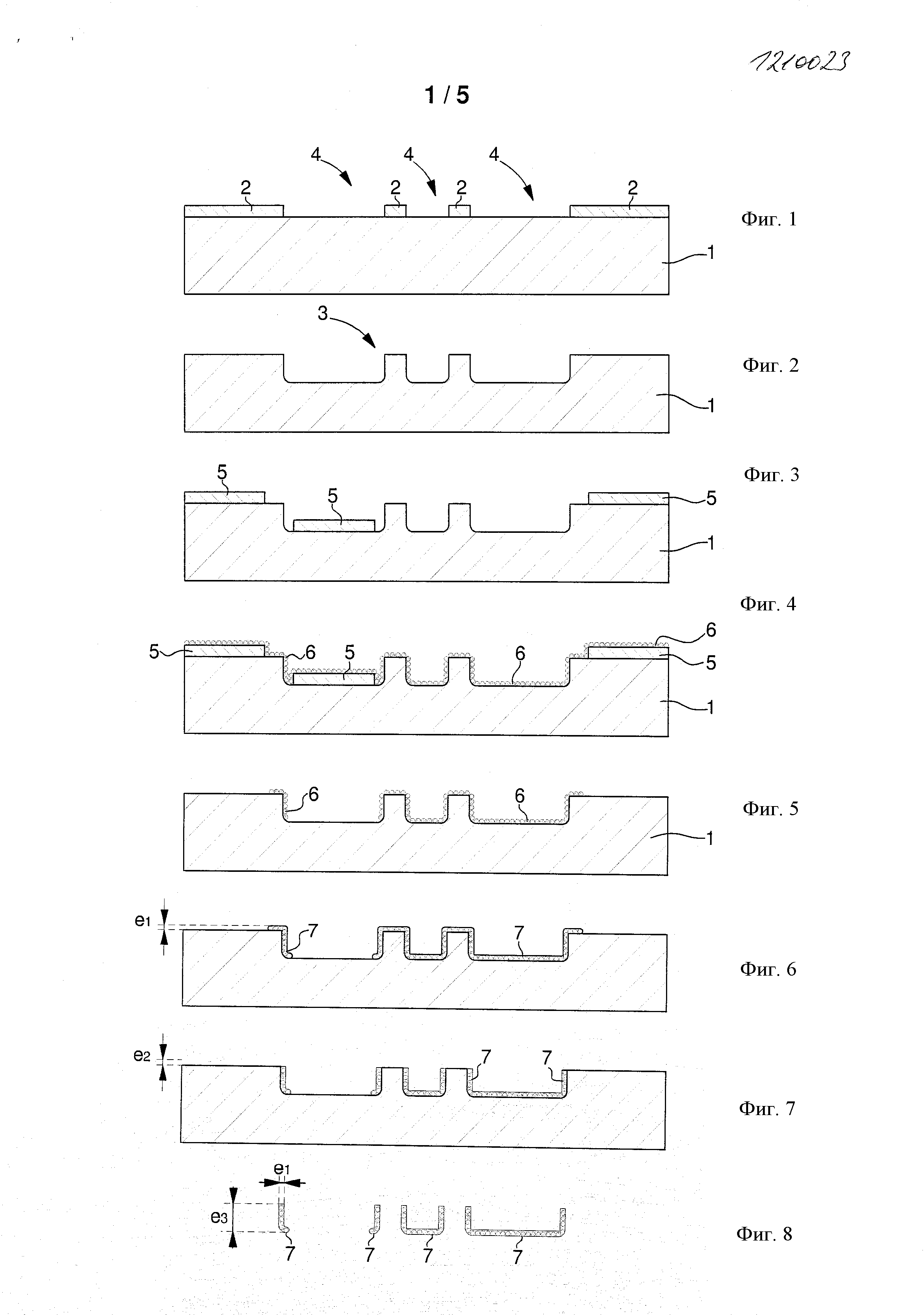
На фигурах с 1 по 8 показан первый вариант осуществления способа изготовления подобной микромеханической детали. На этапе а) способа на подложке 1 происходит формирование негативной полости 3 для будущей микромеханической детали. Можно использовать подложки 1 из разных материалов. Предпочтительно для изготовления подложки 1 выбирается материал с низкой шероховатостью, т.е. природной особенностью которого является гладкая поверхность, который также устойчив к агрессивному воздействию наносимых покрытий.
В качестве примера на фигурах 1 и 2 показан этап а) изготовления кремниевой подложки 1 с очень низкой шероховатостью, т.е. арифметическим средним значением Ra, по существу менее 10 нм.
Таким образом, на первом этапе, показанном на фиг.1, подложка 1 покрывается маской 2 с проделанными в ней отверстиями 4, оставляющими верхнюю часть подложки 1 незащищенной. На втором этапе осуществляется травление отверстий 4. Подобное травление может быть сухим или мокрым травлением. Наконец, на третьем этапе, показанном на фиг.2, маска 2 удаляется, оставляя лишь негативную полость 3, сделанную в подложке 1.
На втором этапе b), показанном на фиг.3, подложка 1 покрывается временным слоем 5, оставляющими области подложки 1 незащищенными. Предпочтительно этап b) осуществляется при помощи фотолитографии с использованием положительных или отрицательных светочувствительных полимеров.
Как показано на фиг.4, третий этап с) заключается в нанесении покрытия на всю подложку 1 в виде частиц 6 для создания точек проращивания при последующем осаждении.
Предпочтительно этап с) включает в себя первую фазу нанесения на подложку 1 покрытия с использованием коллоидного раствора, содержащего упомянутые частицы. Покрытие, таким образом, может формироваться, по меньшей мере, за счет частичного погружения подложки 1 в раствор, в котором частицы принудительно заставляют перемещаться в растворителе для максимально гомогенного распределения раствора. Например, подвижность частиц в растворителе может обеспечиваться за счет ультразвукового возмущения. Наконец, растворитель может быть, в том числе, но не только, спиртовым или водяным.
Частицы 6 используются в качестве точек проращивания. В этой связи точки могут быть загрязнителями по отношению к впоследствии осаждаемому материалу, либо они могут иметь такую же природу, что и впоследствии осаждаемый материал. Предпочтительно диаметр частиц составляет от нескольких нанометров до нескольких десятых долей нанометра.
Далее осуществляется вторая фаза этапа с), на которой происходит удаление растворителя из раствора для формирования частиц 6 на подложке 1. Подобная вторая фаза может, например, осуществляться путем выпаривания растворителя.
На четвертом этапе d) способа, показанном на фиг.5, осуществляется удаление временного слоя 5 с подложки 1 для полного освобождения одной из частей подложки 1 от всех частиц 6. Понятно, что части, на которых находятся частицы 6, не имеют временного слоя 5. В качестве неограничивающего примера этап d) может осуществляться за счет растворения или выборочного химического травления временного слоя 5.
На пятом этапе е) способа по первому варианту осуществления происходит осаждение материала 7 при помощи химического парофазного осаждения таким образом, чтобы частицы 6 исключительно осаждались или оставались на месте. По завершении этапа е), как это показано на фиг.6, создается подложка 1, непосредственно формируемая с необходимым частичным слоем из материала 7.
Способ по изобретению может включать в себя необязательный шестой этап g). На этапе g) происходит удаление одной из частей подложки 1 с нанесенным на нее слоем 7 покрытия таким образом, чтобы в упомянутой негативной полости 3 оставался упомянутый слой 7 ограниченной толщины. Согласно изобретению с подложки 1 предпочтительно удаляется толщина е2, которая больше толщины e1 слоя 7, как это показано на фиг.7. Таким образом, понятно, что слой 7 полостью удаляется везде, кроме полости 3 подложки 1.
На последнем этапе f) способа по первому варианту осуществления происходит удаление подложки 1 для освобождения микромеханической детали, сформированной, по меньшей мере, частично внутри полости 3. В конечном итоге, в приведенном выше примере, когда подложка 1 изготавливается из кремния, на этапе f) может осуществляться выборочное травление кремния. Это может осуществляться, например, при помощи химического травления с использованием ванны, наполненной гидроксидом тетраметиламмония (ТМАН и ТМАОН).
По завершении этапа f), как это показано на фиг.8, получают микромеханическую деталь, образованную исключительно из слоя 7, геометрия которой, по меньшей мере, частично соответствует полости 3. Предпочтительно внешняя поверхность, т.е. поверхность, непосредственно соприкасающаяся с подложкой 1, имеет очень низкую шероховатость, т.е. сопоставимую с шероховатостью подложки 1, и предпочтительно используется в качестве механической контактной поверхности.
Наконец, осаждаемая высота е3 микромеханической детали составляет от 10 до 500, а толщина e1 слоя 7 составляет всего лишь от 0.2 до 20 µm. Таким образом, совершенно очевидна экономия за счет стоимости материала и себестоимости производства, обеспечиваемая подобной укороченной продолжительностью нанесения на этапе е).
Таким образом, степень сложности микромеханической детали не затрудняет осуществление способа. Так, например, формирование зубцов на стенке полости 3, взаимодействующих с ответными зубцами микромеханической детали, не представляет дополнительной сложности.
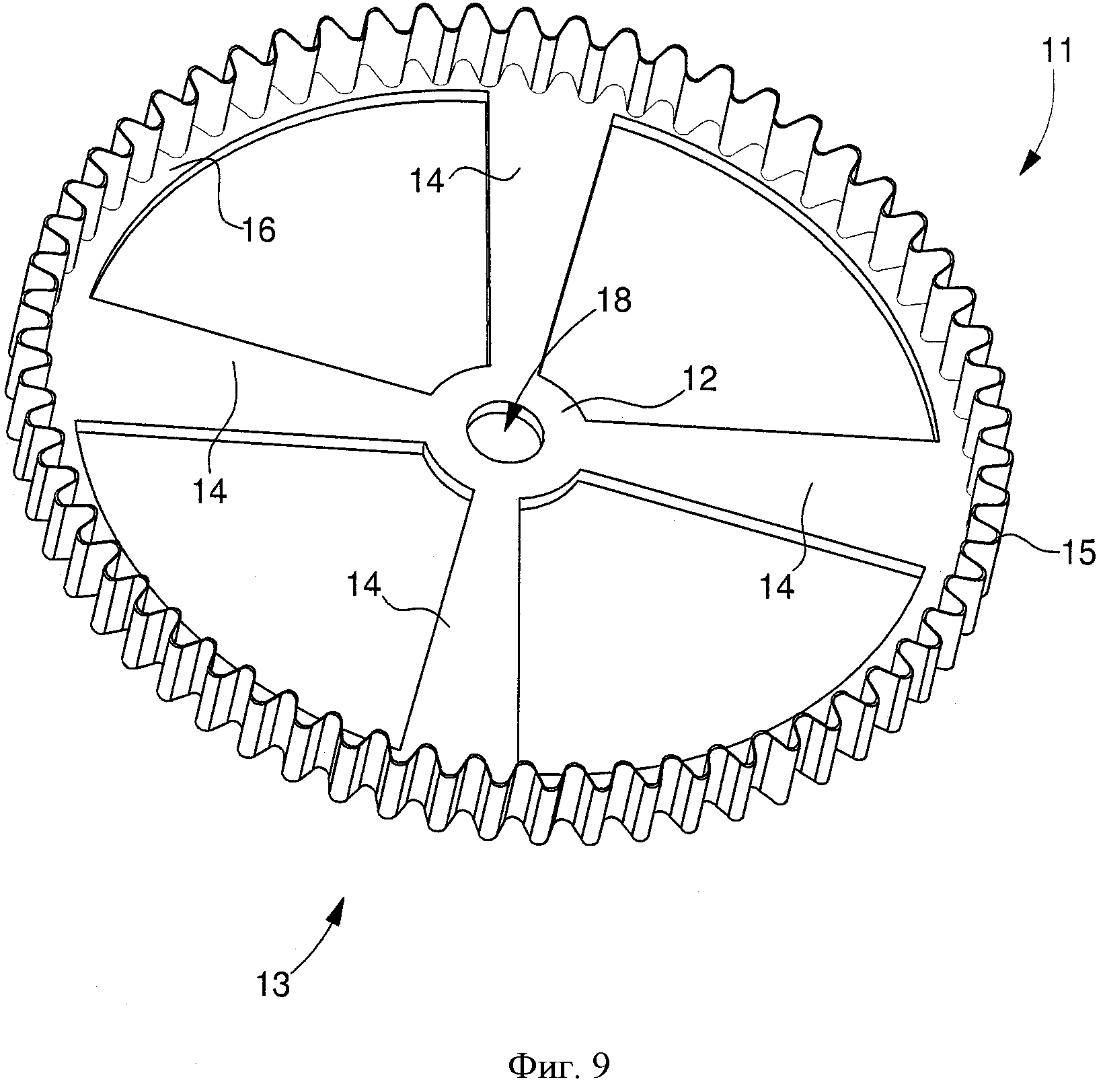
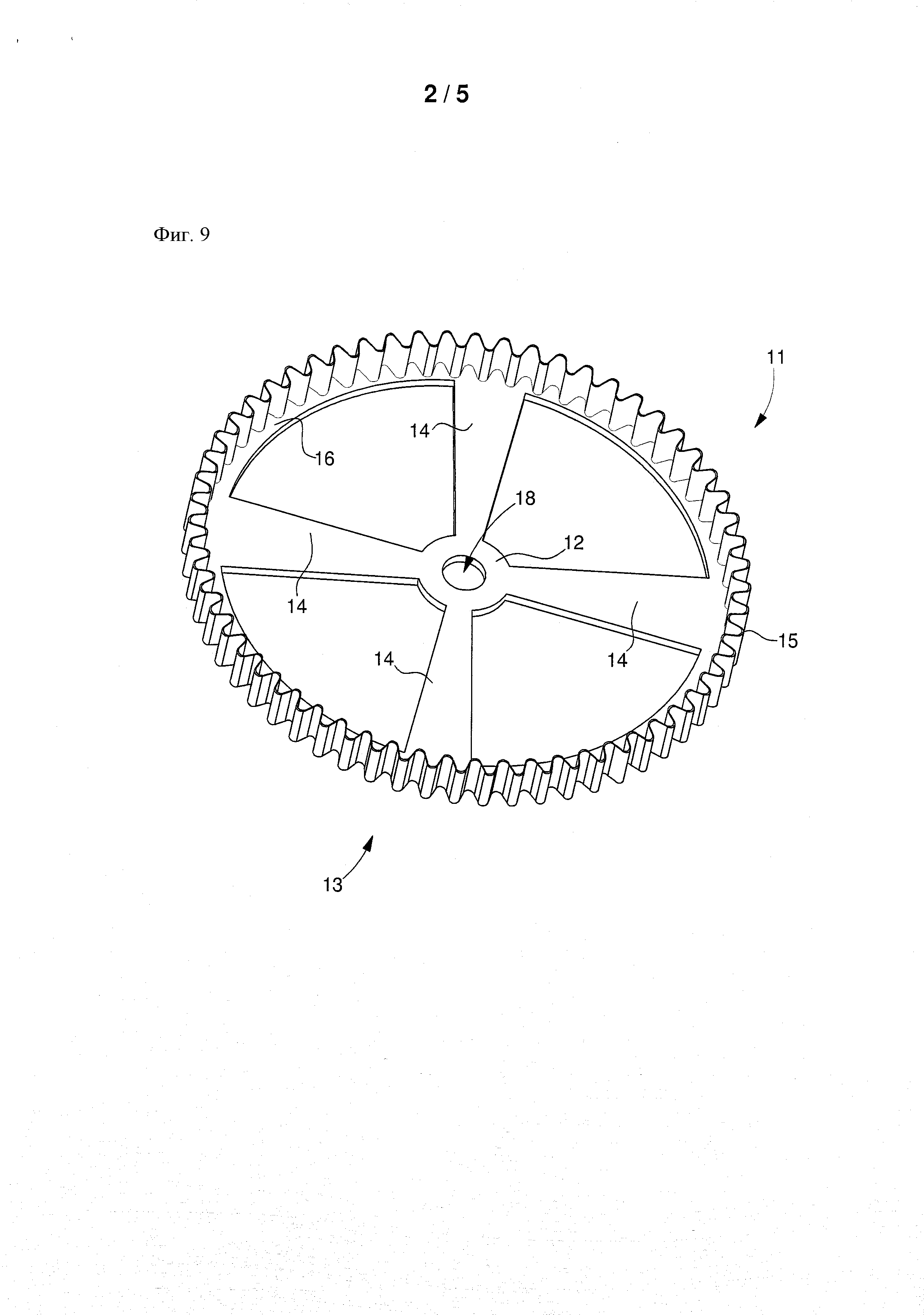
На фиг.9 в качестве неограничивающего примера показана микромеханическая деталь 11, которая может быть получена по первому варианту осуществления. Микромеханическая деталь 11 включает в себя, по существу, дискообразную пластину 13 с отверстием 18 в центре нее, обеспечивающим сопряжение, например, с поворотной шпилькой. Кроме этого, соосно отверстию 18 расположена втулка 12, соединяющая несколько рукавов, идущих к ободу 16. Зубцы 15 выступают ортогонально от окружности обода. На фиг.9 также видно, что толщина зубцов 15 и пластины 13 образована толщиной e1 слоя 7, осаждаемого на этапе е) способа.
Предпочтительно материал выборочно осаждается путем осаждения лишь такого количества материала, которое необходимо для формирования финишного покрытия, без использования каких-либо последующих этапов доработки. Это позволяет уменьшить количество отходов во время операции по удалению материала (повреждение подложки 1, заусенцы на осаждаемом слое 7 и т.п.). Это также позволяет за счет сокращения этапа е) осаждения 7, снизить производственные расходы, использовать меньшее количество материала 7 и исключить любую механическую обработку.
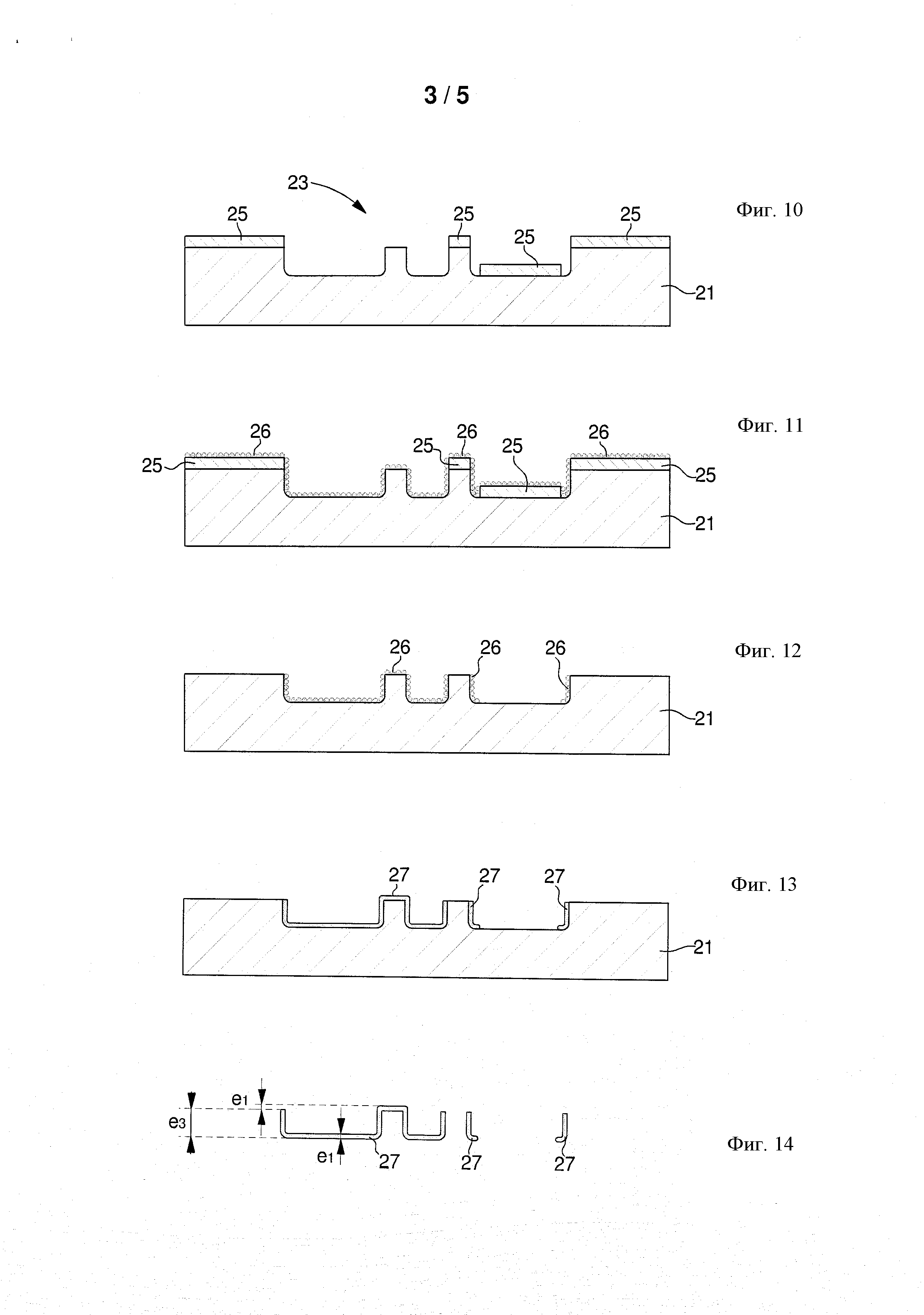
На фигурах с 10 по 14 показан второй альтернативный вариант осуществления. Этап а) по второму варианту осуществления идентичен первому варианту осуществления, заключается в формировании на подложке 21 негативной полости 23 для будущей микромеханической детали и обладает такими же преимуществами и возможностями модификации, что и первый вариант осуществления.
На втором этапе b), показанном на фиг.10, подложка 21 покрывается временным слоем 25, оставляющим области подложки 21 незащищенными. Предпочтительно этап b) осуществляется при помощи фотолитографии с использованием положительных или отрицательных светочувствительных полимеров.
Как показано на фиг.11 третий этап с) заключается в нанесении покрытия на всю подложку 21 в виде частиц 26 для создания точек проращивания при последующем осаждении и обладает такими же преимуществами и возможностями модификации, что и этап с) по первому варианту осуществления.
На четвертом этапе d) способа, показанном на фиг.12, осуществляется удаление временного слоя 25 с подложки 21 для полного освобождения одной из частей подложки 21 от всех частиц 26. Понятно, что части, на которых находятся частицы 26, не имеют временного слоя 25. В качестве неограничивающего примера этап d) может осуществляться за счет растворения или выборочного химического травления временного слоя 25.
На пятом этапе е) способа по второму варианту осуществления происходит осаждение материала 27 при помощи химического парофазного осаждения таким образом, чтобы частицы 26 исключительно осаждались или оставались на месте. По завершении этапа е), как это показано на фиг.13, создается подложка 21, непосредственно формируемая с необходимым частичным слоем из материала 27.
Способ по второму варианту осуществления изобретения также может включать в себя необязательный шестой этап g) (не показан), идентичный соответствующему этапу по первому варианту осуществления.
На последнем этапе f) способа по второму варианту осуществления происходит удаление подложки 21 для освобождения микромеханической детали, образованной в полости 23, которая обладает такими же преимуществами и возможностями модификации, что и по первому варианту осуществления.
По завершении этапа f), как это показано на фиг.14, получают микромеханическую деталь, образованную исключительно из слоя 27, геометрия которой, по меньшей мере, частично соответствует полости 23. Предпочтительно, если необязательный этап g) не осуществляется, высота е3 микромеханической детали по первому варианту осуществления может увеличиваться на толщину e1 слоя 27, образуя общую высоту, как это показано на фиг.14.
Кроме этого, также понятно, что этап g) по второму варианту осуществления необязательно заключается в ограничении толщины слоя 27 в полости 23. На самом деле такой же результат может быть достигнут за счет формирования временного слоя 25 на всей поверхности подложки 21, кроме полости 23.
Таким образом, как и в первом варианте осуществления, степень сложности микромеханической детали не затрудняет осуществление способа. Так, например, формирование зубцов на стенке полости 23, формирующих ответные зубцы на микромеханической детали, не представляет дополнительной сложности. Поэтому очевидно, что второй вариант осуществления также позволяет изготавливать микромеханическую деталь 11 по фиг.9.
В конечном счете, второй вариант, также как и первый вариант осуществления, позволяет получать микромеханическую деталь, сформированную исключительно из слоя 27, геометрия которой, по меньшей мере, частично соответствует полости 23. Предпочтительно внешняя поверхность, т.е. поверхность, непосредственно соприкасающаяся с подложкой 21, имеет очень низкую шероховатость, т.е. сопоставимую с шероховатостью подложки 21, и предпочтительно используется в качестве механической контактной поверхности.
Кроме этого, предпочтительно, чтобы по второму варианту осуществления материал выборочно осаждался путем осаждения лишь такого количества материала, которое необходимо для создания финишного покрытия, без использования каких-либо последующих этапов обработки. Это позволяет уменьшить количество отходов во время операции по удалению материала (повреждение подложки 21, заусенцы на осаждаемом слое 27 и т.п.). Это также позволяет, за счет сокращения этапа е), снизить производственные расходы, использовать меньшее количество материала 27 и исключить любую механическую обработку.
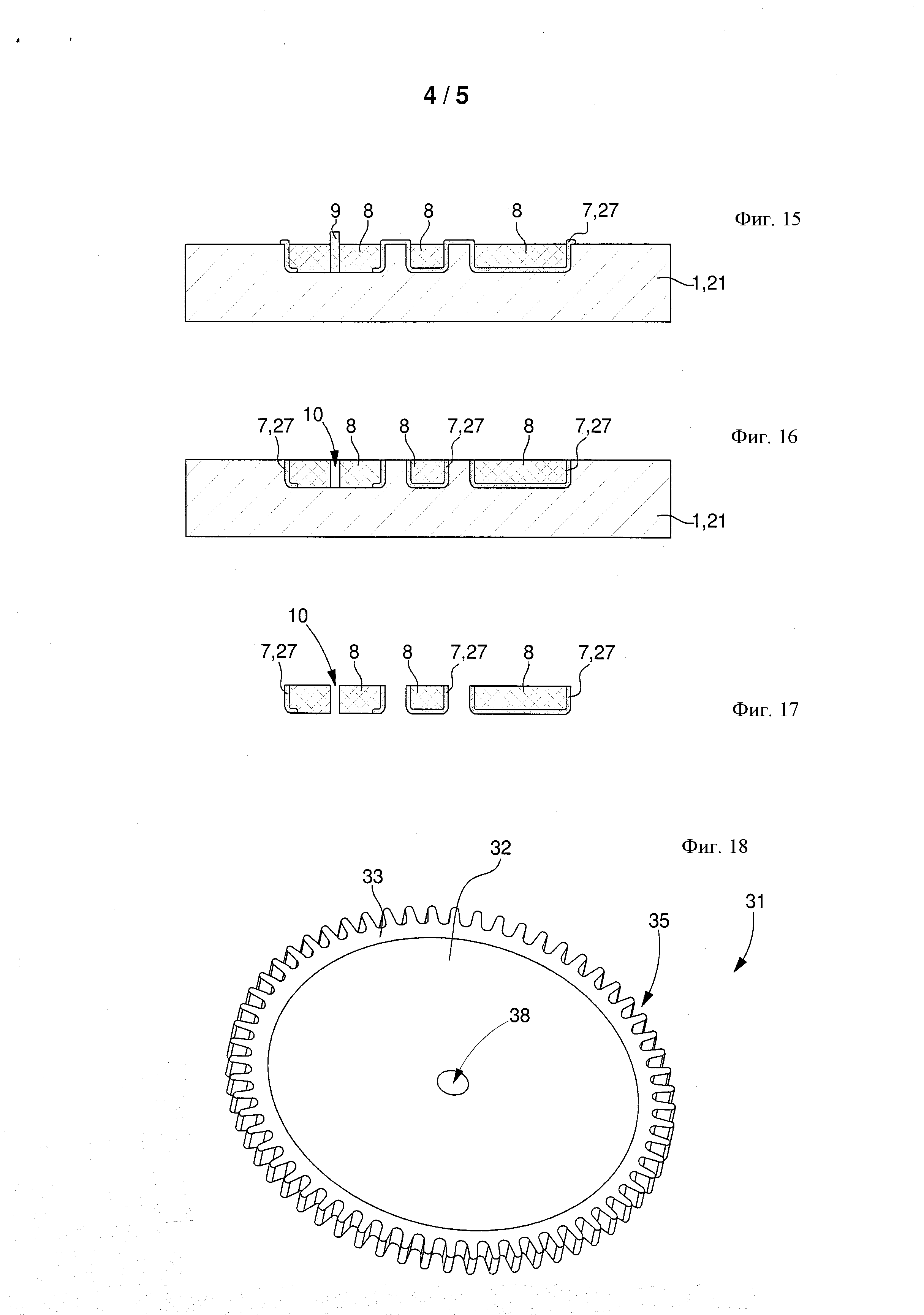
На фигурах с 15 по 17 показан третий вариант осуществления, используемый в качестве альтернативы первому и второму вариантам осуществления, рассмотренным ранее. Этапы с а) до е) идентичны соответствующим этапам по первому и второму вариантам осуществления. Между тем, как показано на фиг.15, после этапа е) осуществляется этап h), на котором происходит заполнение полости 3, 23, имеющей покрытие из первого материала 7, 27, вторым материалом 8.
Таким образом, при необходимости, после необязательного этапа g) и этапа f), которые идентичны соответствующим этапам по первому и второму вариантам осуществления, соответственно показанным на фигурах 16 и 17, получают микромеханическую деталь, которая изготовлена из первого материала 7, 27 и обладает такими же преимуществами и возможностями модификации, как и по первым двум вариантам осуществления, причем первый материал 7, 27 дополнительно увеличивает прочность и/или декорирует второй материал 8.
Еще одним преимуществом изобретения является также то, что оно позволяет наносить покрытие на детали тонкими слоями, что ранее было невозможно из-за особых условий, требовавшихся для осаждения тонких слоев, например, давления, температуры или используемых компаундов. В качестве неограничивающего примера изобретение, таким образом, предпочтительно позволяет формировать преимущественно металлическую деталь из осаждаемого материала 8, который покрывается алмазным слоем 7, 27, причем насколько известно Заявителю в настоящее время нанесение алмазного покрытия на металлическую деталь затруднено.
Как показано на фиг.15, стержень 9 также можно формировать перед этапом h) таким образом, чтобы на этапе h) формировалось отверстие 10, в котором отсутствует второй материал 8. Следует отметить, что после удаления стержня 9 в конечной детали проделывается сквозное отверстие 10, как это показано на фиг.17. По одному из неограничивающих вариантов стержень 9 может быть создан при помощи фотолитографии с использованием отрицательного или положительного фоточувствительного полимера.
Предпочтительно этап h) заполнения полости осуществляется путем гальванического осаждения или горячей деформации. Второй материал предпочтительно является металлом или металлическим сплавом, который может быть или не быть аморфным. Между тем, ничто не мешает изменить тип осаждаемого материала и/или свойства осаждаемого материала.
В конечном итоге, по данному третьему варианту осуществления необязательный этап g) может использоваться для ограничения толщины упомянутого слоя 7, 27 в упомянутой негативной полости 3, 23, а также для осаждения 8 второго материала заподлицо с упомянутой ограниченной частью.
Также понятно, что можно получать упомянутую микромеханическую деталь такой же сложности, как и по первым двум вариантам осуществления. На фиг.18, в качестве неограничивающего примера, изображена микромеханическая деталь 31, которая может быть получена по первому варианту осуществления. Микромеханическая деталь 31 включает в себя, по существу, кольцеобразную пластину 33, от окружности которой ортогонально отходят зубцы 35, а остальную площадь занимает часть 32, образованная на этапе h) осаждения 8, с отверстием 38, обеспечивающим сопряжение, например, с поворотной шпилькой. Толщина зубцов 35, таким образом, образована толщиной e1 слоя 7, 27, осаждаемого на этапе е) способа, а осаждение 8 осуществляется на этапе h).
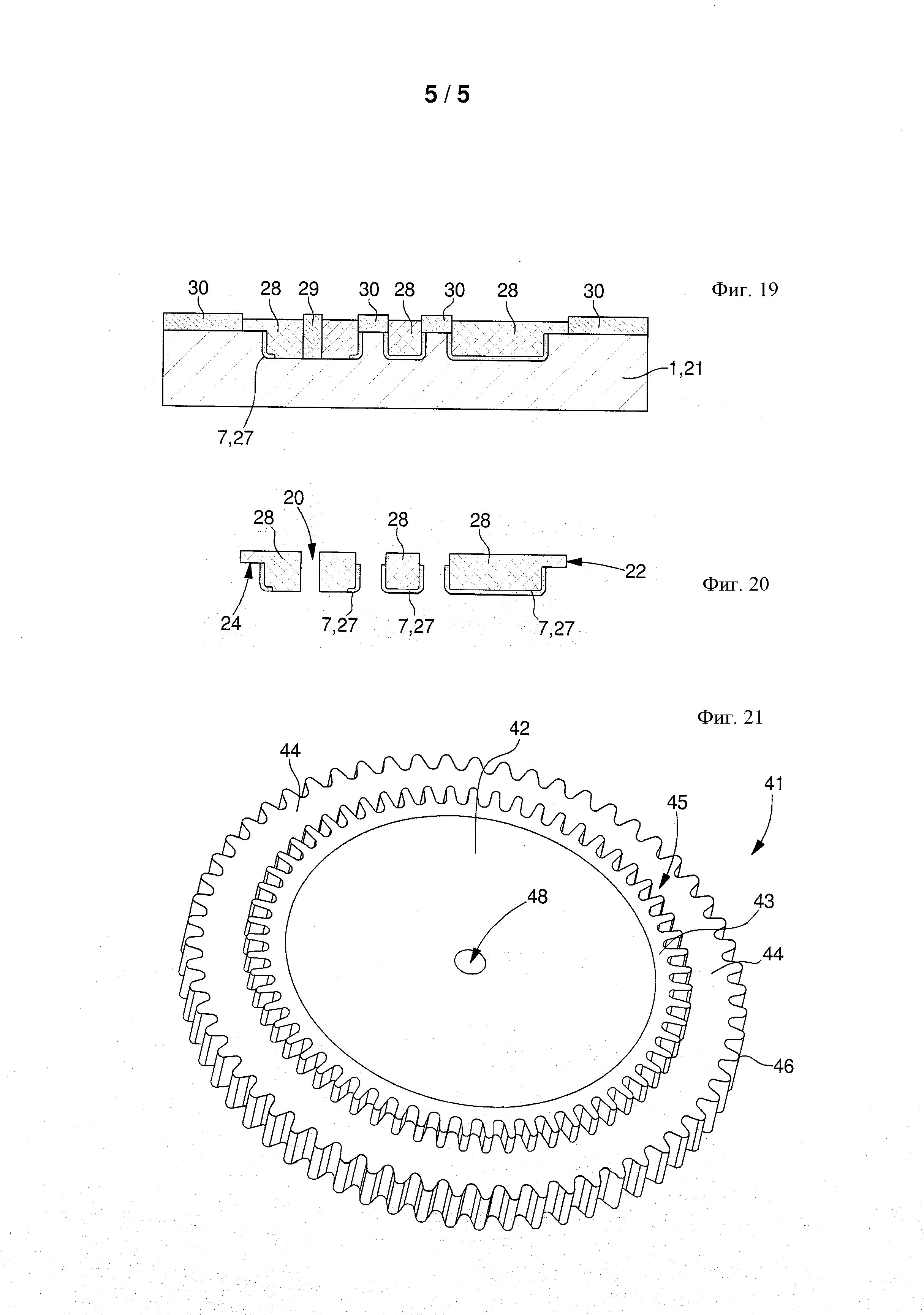
На фигурах с 19 по 20 показан четвертый вариант осуществления, являющийся альтернативой первому и второму вариантам осуществления, рассмотренным ранее. Этапы с а) по е) идентичны соответствующим этапам по первому и второму вариантам осуществления. Между тем, как показано на фиг.19, после этапа е) осуществляется этап h), заключающийся в заполнении полости 3, 23, имеющей покрытие из первого материала 7, 27, вторым материалом 28. Таким образом, после этапа f), который аналогичен первым трем вариантам осуществления и изображен на фиг.20, получают микромеханическую деталь, которая изготовлена из первого материала 7, 27, усилена и/или декорирована вторым материалом 28 и обладает такими же преимуществами и возможностями модификации, как и по первым трем вариантам осуществления.
Одним из преимуществ третьего варианта осуществления является то, что он позволяет наносить покрытие на детали тонкими слоями, что ранее было невозможно из-за особых условий, требовавшихся для осаждения тонких слоев, таких как, например, давления, температуры или используемых компаундов. В качестве неограничивающего примера четвертый вариант осуществления изобретения предпочтительно позволяет сформировать преимущественно металлическую деталь из осаждаемого материала 28, который покрывается алмазным слоем 7, 27, причем насколько известно Заявителю в настоящее время нанесение алмазного покрытия на металлическую деталь затруднено.
По сравнению с этапом h) по третьему варианту осуществления, этап h) по четвертому варианту осуществления предусматривает заполнение полости 3, 23 и предпочтительно также позволяет увеличить толщину е3 таким образом, чтобы получить дополнительный функциональный элемент микромеханической детали.
Этап h) по четвертому варианту осуществления предпочтительно включает в себя фазу структурирования пресс-формы 30 на подложке 1, 21 после этапа е). Затем следует фаза заполнения углубления, формируемого совместно полостью 3, 23 и отверстиями в пресс-форме 30. Наконец, этап h) включает в себя фазу удаления пресс-формы 30 с поверхности подложки 1, 21.
Фаза структурирования пресс-формы может, например, осуществляться при помощи фотолитографии с использованием отрицательного или положительного фоточувствительного полимера. Кроме этого, фаза заполнения может, например, осуществляться при помощи гальванопластики. Гальванопластику легче осуществлять, если подложка 1, 21 изготовлена из проводящего материала, такого как сильно легированный кремний. Второй материал предпочтительно является металлом или металлическим сплавом, который может быть или не быть аморфным. Между тем, ничто не мешает изменить тип осаждаемого материала и/или свойства осаждаемого материала.
Как показано на фиг.19, стержень 29 также можно формировать одновременно с пресс-формой 30 таким образом, чтобы на этапе h) создавалось отверстие 20, в котором отсутствует второй материал 28. Следует отметить, что после удаления стержня 29 в конечной детали проделывается сквозное отверстие 20, как это показано на фиг.20.
Этап h) также может включать в себя последний этап притирания и/или полировки верхней части осаждаемого материала 28. В конечном итоге на последнем этапе f) способа по четвертому варианту осуществления происходит удаление подложки 1, 21 для освобождения микромеханической детали, образованной, по меньшей мере, частично в полости 3, которая обладает такими же преимуществами и возможностями модификации, что и по первому варианту осуществления.
По завершении этапа f), как это показано на фиг.20, получают микромеханическую деталь, образованную из слоя 7, 27, геометрия которой, по меньшей мере, частично соответствует полости 3, 23, причем слой 7, 27 усиливается и/или декорируется осаждаемым материалом 28. Предпочтительно внешняя нижняя поверхность, образованная слоем 7, 27, т.е. поверхность, непосредственно соприкасающаяся с подложкой 1, 21, имеет очень низкую шероховатость, т.е. сопоставимую с шероховатостью подложки 1, 21 и предпочтительно используется в качестве механической контактной поверхности.
Микромеханическая деталь также включает в себя второй, более высокий уровень, полностью сформированный из осаждаемого материала 28, т.е. без слоя 7, 27, образующий дополнительный функциональный элемент микромеханической детали. По одному из неограничивающих вариантов подобный функциональный элемент может быть зубцом 22, отверстием 20 и/или заплечиком 24 и использоваться, например, для взаимодействия с другим элементом.
Так же, как и по первым трем вариантам осуществления, экономия достигается за счет уменьшения используемого материала и снижения себестоимости в результате более короткого этапа осаждения слоя 7, 27 и формирования остальной части за счет менее дорогостоящего напыления 28, что позволяет создавать изделия со сложной геометрией.
В конечном счете, понятно, что можно получать упомянутую микромеханическую часть такой же сложности, как и по первым трем вариантам осуществления. На фиг.21 в качестве неограничивающего примера показана микромеханическая деталь 41, которая может быть получена по четвертому варианту осуществления. Микромеханическая деталь 41 включает в себя, по существу, кольцеобразную пластину 43, аналогичную пластине 33 по фиг.18, от окружности которой ортогонально отходят зубцы 45, а остальную площадь занимает часть 42, образованная на этапе h) осаждения 28, с отверстием 48, обеспечивающим сопряжение, например, с поворотной шпилькой. Толщина зубцов 45, таким образом, образована толщиной e1 слоя 7, 27, осаждаемого на этапе е) способа, а осаждение 28 осуществляется на этапе h). На втором уровне, сформированном исключительно за счет осаждения 28, микромеханической детали 41 имеется колесо 44, по окружности которого расположены зубцы 46, а в центре имеется отверстие 48, предназначенное, например, для взаимодействия с поворотной шпилькой.
Разумеется, изобретение не ограничено приведенными примерами и допускает различные модификации и изменения, очевидные специалистам в данной области техники. В частности, на одной и той же подложке одновременно могут изготавливаться несколько микромеханических деталей, имеющих одинаковую или разную конструкцию. Кроме этого, ничто не мешает использовать нижнюю часть подложки 1, 21.
Наконец, несколько одинаковых или разных полостей 3, 23 могут формироваться не только на подложке 1, 21, но также и на нескольких поверхностях подложки 1, 21, т.е. этапы различных вариантов осуществления способа могут быть применимы для нескольких поверхностей подложки 1, 21.
Цельная стабилизирующая деталь и способ ее производства
Составной микромеханический компонент из кремния с металлом и способ изготовления компонента
Способ изготовления биметаллической микроструктуры
Способ изготовления многослойных металлических элементов с помощью процессов, использующих ультрафиолетовое излучение
Способ изготовления микромеханического компонента
Система шестерен для часов
Устройство для радиального зажима детали в часах
Устройство для радиального зажима детали в часах
Способ изготовления металлической микроструктуры и микроструктура, полученная указанным способом
Термокомпенсированная пружина и способ ее изготовления
Цельная стабилизирующая деталь и способ ее производства
Составной микромеханический компонент из кремния с металлом и способ изготовления компонента
Способ изготовления биметаллической микроструктуры
Способ изготовления многослойных металлических элементов с помощью процессов, использующих ультрафиолетовое излучение
Способ изготовления микромеханического компонента
Система шестерен для часов
Устройство для радиального зажима детали в часах
Устройство для радиального зажима детали в часах
Способ изготовления металлической микроструктуры и микроструктура, полученная указанным способом
Термокомпенсированная пружина и способ ее изготовления

