Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ УПАКОВОК И СООТВЕТСТВУЮЩАЯ УПАКОВКА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способам упаковки и касается, в особенности, способов, которые делают возможными изготовление групповых упаковок.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
В упаковочной отрасли, в частности для упаковки продуктов питания, в течение многих лет решение являлось широко принятым, известное теперь как "трехшовный пакет" (временами также называемое "непрерывный способ упаковывания" или FFS).
В соответствии с этим решением, которое является задокументированным в довольно обширной литературе, включая патентную литературу, листу оберточного материала, который сматывают с катушки, придают форму в соответствии с общей желобчатой структурой (обычно открытой вниз), которая делает возможным введение продуктов в упаковку. Свободные отводы желобчатой структуры затем приводят в смыкание друг с другом так, чтобы образовать продольную линию запечатывания ("шов"). Образованная таким образом трубчатая заготовка с продуктами, расположенными внутри нее, затем подвергается поперечному запечатыванию и разрезанию, что приводит к отдельным оберткам. Сварочные головки вызывают уплощение в промежуточных положениях между продуктами, и в уплощенных участках формируются поперечные линии запечатывания в области, в соответствии с которой осуществляется процесс резания так, чтобы осуществить разделение отдельных оберток.
В данной отрасли в течение некоторого времени ощущалась потребность изготавливать упаковки этого типа в виде групповых упаковок, например в виде парных упаковок. Эти групповые упаковки содержат ряд единиц продукта, которые можно употребить в различное время. Пользователь может, таким образом, разделить две обертки и открыть только одну из них, чтобы употребить продукт или продукты, содержащиеся там, в то время как оставшиеся продукты останутся упакованными для дальнейшего употребления (даже через определенный промежуток во времени) и сохранят неизменными их характеристики именно потому, что они останутся внутри упаковки, которая остается неповрежденной.
В настоящее время эту потребность удовлетворяют, в основном, путем обращения к упаковкам, обычно называемым "групповой тарой". Они представляют собой упаковки, образованные рядом отдельных оберток трехшовных пакетов, сгруппированных вместе и упакованных в трехшовный пакет больших размеров.
Процесс изготовления указанных групповых упаковок затем включает в себя повторение каскадным образом ряда упаковочных процессов. В дополнение к этому, как только основной трехшовный пакет открыт, отдельные обертки трехшовных пакетов, которые содержатся внутри него, могут рассыпаться нежелательным образом.
Еще один недостаток вышеприведенного способа заключается в значительном потреблении упаковочного материала.
С другой стороны, в уровне техники уже предлагались (см., например, документ US-B-6789945 и в определенной степени также документы US-A-2005/0109796, US-A-2006/0151351 и US-A-5024536) решения, основанные на концепции изготовления упаковки, включающей ряд пакетов, расположенных рядом друг с другом, начиная от упаковки больших размеров, которую затем сегментируют линиями запечатывания, которые разделяют исходную упаковку на ряд отделений, каждое из которых, в свою очередь, образует независимую упаковку.
Также это решение становится объектом внимания, несмотря, однако, на различные проблемы осуществления.
В первую очередь вышеуказанные линии запечатывания могут оказаться далеко не простыми для создания, когда упаковка уже содержит продукты внутри себя. Во вторую очередь вышеуказанные линии запечатывания могут оказаться противопоставляющими значительное сопротивление любому разрывному усилию, направленному на отделение отдельных упаковок друг от друга в соответствии с условиями, описанными ранее. Это может повлечь, например, необходимость подвергнуть вышеуказанные линии запечатывания обработке путем предварительной надсечки или вырубки, которые направлены на облегчение разрывания с целью отделения отдельных упаковок. В конкретном случае, где упаковка, разделенная на ячейки с образованием отдельных оберток, представляет собой трехшовный пакет, существует дополнительная проблема, связанная с тем фактом, что в исходном трехшовном пакете могут оставаться воздушные массы, которые могут затруднить последующее сдавливание упаковки там, где формируются линии запечатывания, которые должны обеспечить вышеуказанное разделение на ячейки.
Настоящим заявителем был уже представлен, в итальянской патентной заявке № ТО2008А000256, способ создания групповых упаковок, который делает возможным предотвращение недостатков, свойственных решениям в соответствии с известным уровнем техники, обсужденным выше. Указанный способ предусматривает, в частности, использование модифицированной упаковочной установки для трехшовных пакетов, где оберточному материалу, из которого изготавливается упаковка, придают форму так, чтобы сформировать по меньшей мере две желобчатые части, соединенные вместе по длине соединительной линии, которая проходит параллельно их направлению протяжения и расположена между взаимно обращенными друг к другу стенками указанных частей. Впоследствии соответствующие продукты вводят в указанные желобчатые части, затем последние сначала закрывают для формирования трубки при помощи продольных линий запечатывания и, наконец, закрывают на конце при помощи соответствующих поперечных линий запечатывания.
ПРЕДМЕТ И СУЩНОСТИ ИЗОБРЕТЕНИЯ
Заявителем теперь разработан новый способ, образующий предмет настоящего изобретения, который, в дополнение к решению проблем известного уровня техники, упомянутых выше, также дает различные преимущества по сравнению со способом, ранее представленным настоящим заявителем.
В соответствии с настоящим изобретением указанный способ представляет отличительные особенности, конкретно выведенные в нижеследующих пунктах формулы изобретения. Изобретение также относится к устройству для осуществления вышеуказанного способа и соответствующей упаковки, полученной из него.
Пункты формулы изобретения образуют неотъемлемую часть технической идеи, приведенной в данном документе по отношению к изобретению.
Различные варианты осуществления соответствующей упаковки приводят к групповой упаковке (например, к двойной упаковке), где отдельные обертки находятся по существу структурно идентично друг к другу и/или могут быть отделены друг от друга при помощи разделения, которое одновременно является удобным и безопасным, предотвращая любую опасность нежелательного случайного открытия одной из оберток, которые разделяют.
КРАТКОЕ ОПИСАНИЕ ПРИЛАГАЕМЫХ ЧЕРТЕЖЕЙ
Изобретение будет теперь описано исключительно путем неограничивающего примера со ссылкой на приложенные чертежи, на которых:
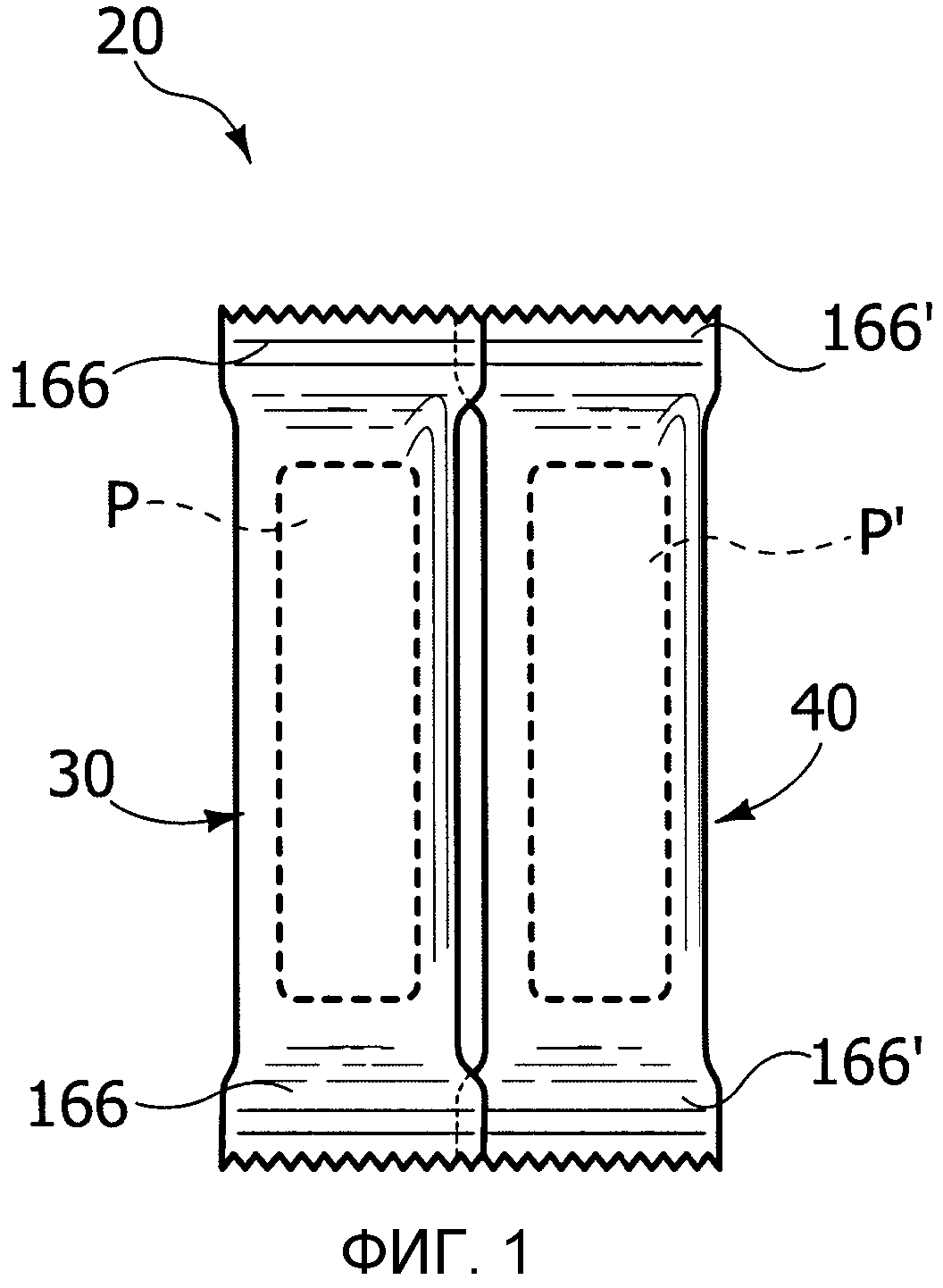
на фиг.1 показан пример групповой упаковки, образующей предмет настоящего описания;
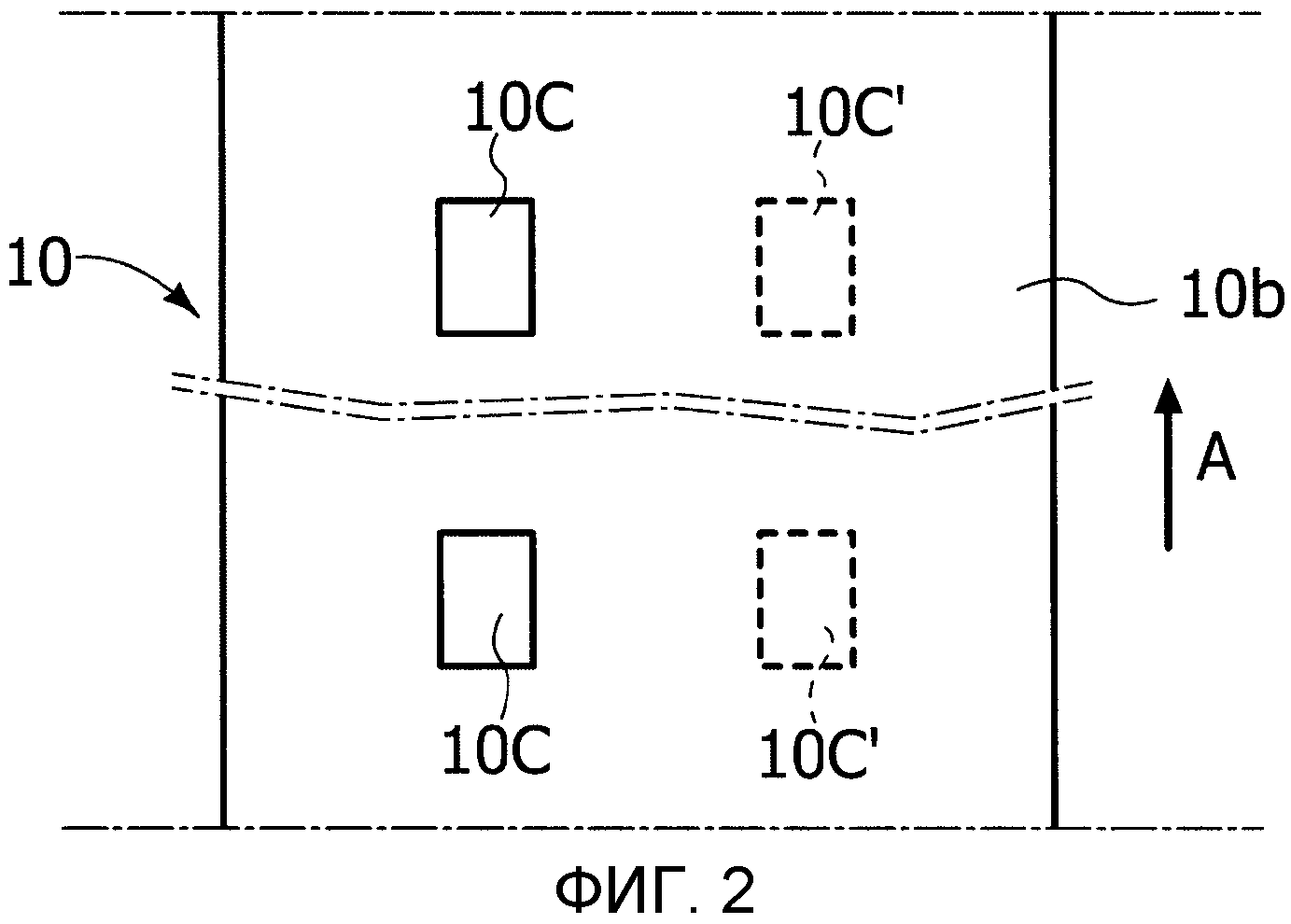
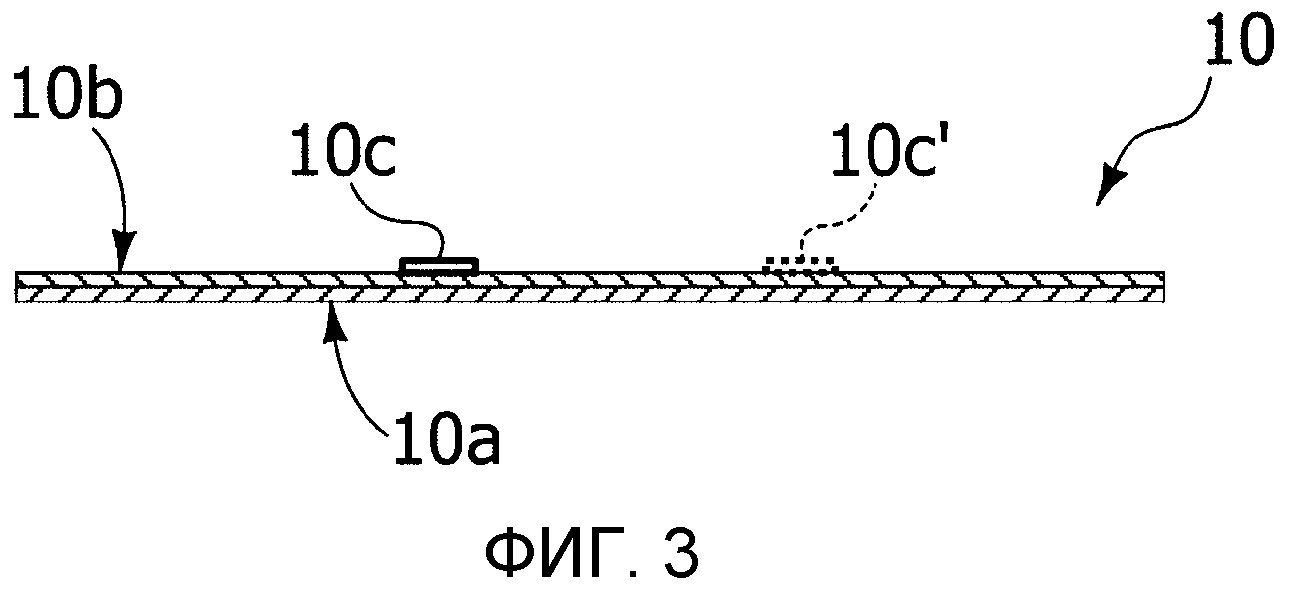
на фиг.2 и 3 показан пример оберточного материала, использованного в способе, описанном в данном документе для получения упаковки согласно фиг.1.
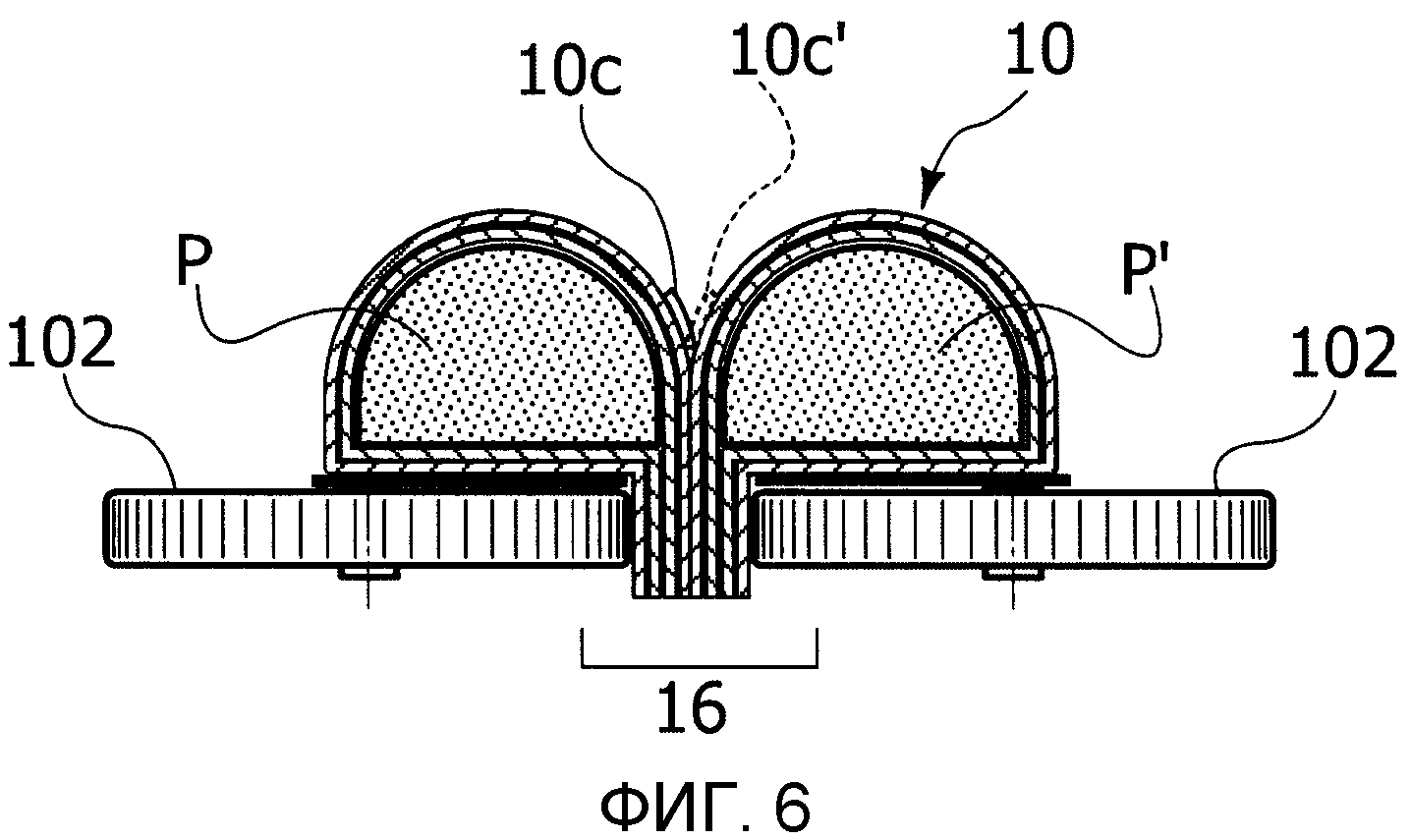
на фиг.4-6 показан вид в поперечном разрезе в соответствии с плоскостями IV-IV, V-V и VI-VI, указанными на фиг.11, соответственно;
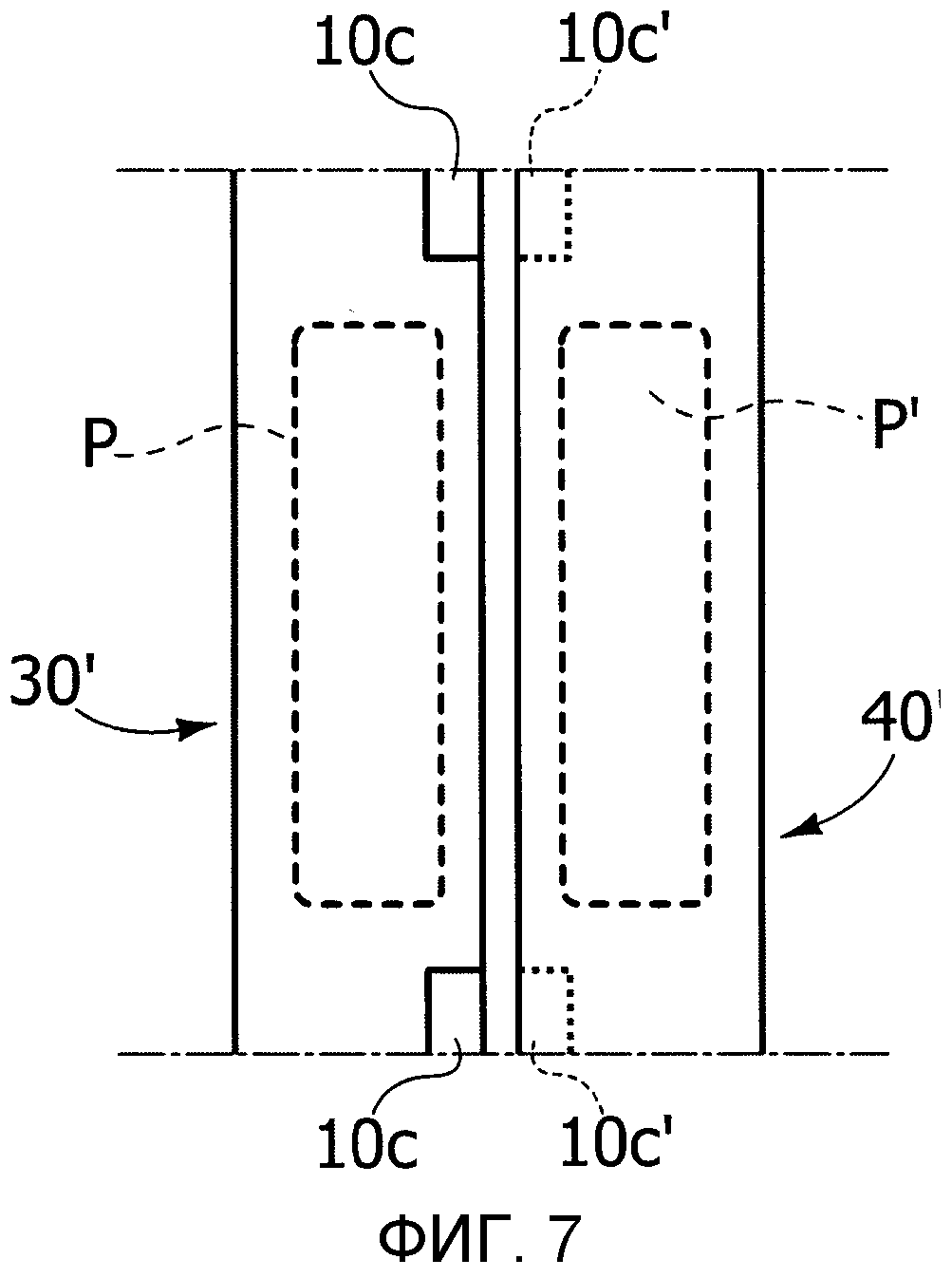
на фиг.7 и 8 более подробно показаны соответствующие примеры промежуточных продуктов способа, описанного в данном документе;
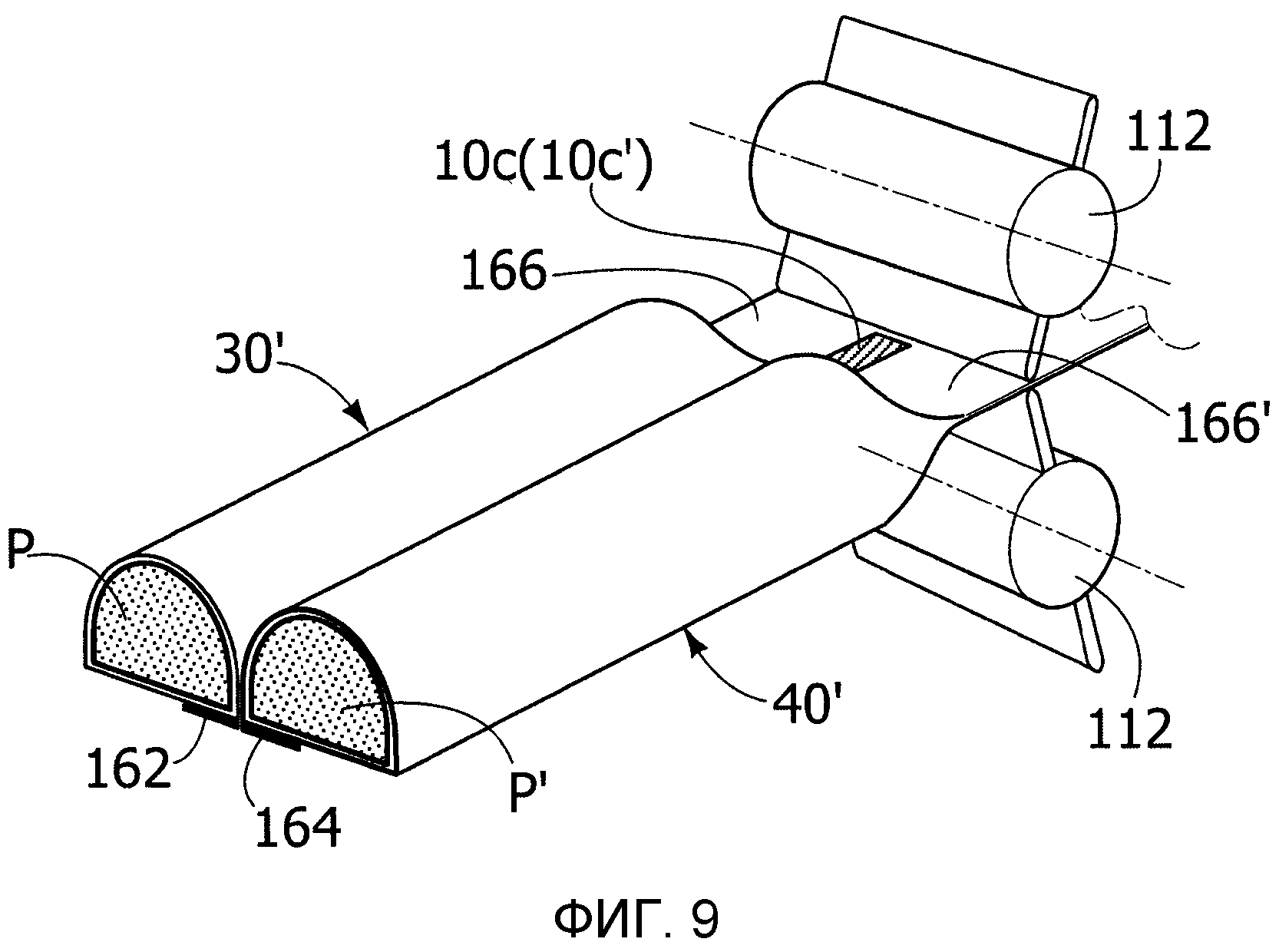
на фиг.9 показана дополнительная стадия способа, описанного в данном документе;
на фиг.10 более подробно показаны отличительные особенности упаковки, которая может быть получена способом, описанным в данном документе; и
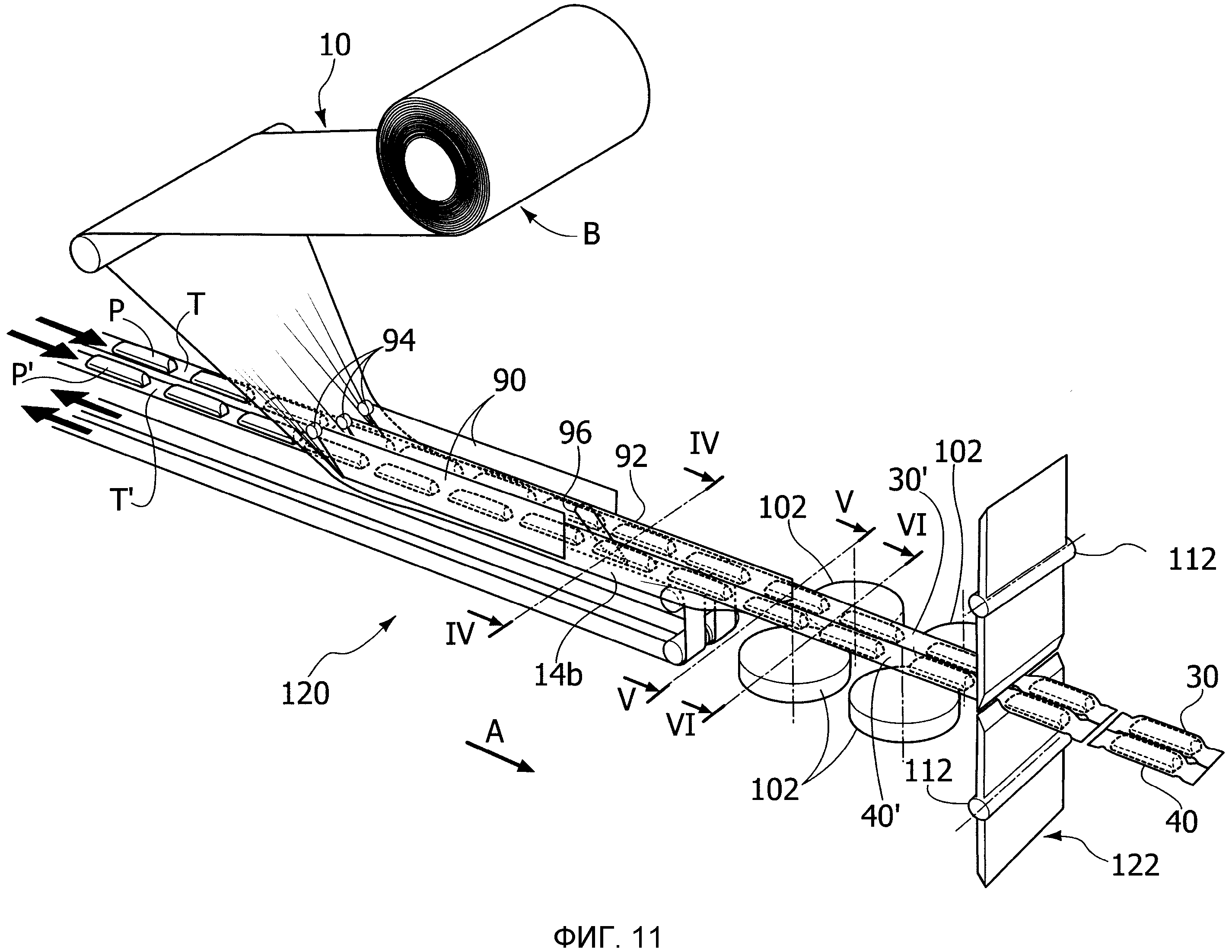
Фиг.11 представляет собой схематическое изображение установки для осуществления способа, описанного в данном документе.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ
В следующем описании приведены различные конкретные подробности, направленные на более глубокое понимание вариантов осуществления. Варианты осуществления можно получить без одной или более конкретных подробностей или другими способами, материалами компонентов и т.д. В других случаях известные структуры, материалы или операции подробно не показаны или не описаны, так что различные аспекты изобретения не станут неясными.
Ссылка на "вариант осуществления" или "один вариант осуществления" в рамках настоящего описания имеет целью указать, что определенная конфигурация, структура или отличительная особенность, описанные по отношению к варианту осуществления, являются включенными по меньшей мере в один вариант осуществления. Следовательно, фразы, такие как "в варианте осуществления" или "в одном варианте осуществления", которые могут присутствовать в различных местах настоящего описания, не обязательно относятся к одному и тому же варианту осуществления. Более того, конкретные конфигурации, структуры и отличительные особенности могут быть объединены любым адекватным образом в одном или более вариантах осуществления.
Позиции, использованные в данном документе, даны только для удобства и, следовательно, не определяют область защиты или объем изобретения.
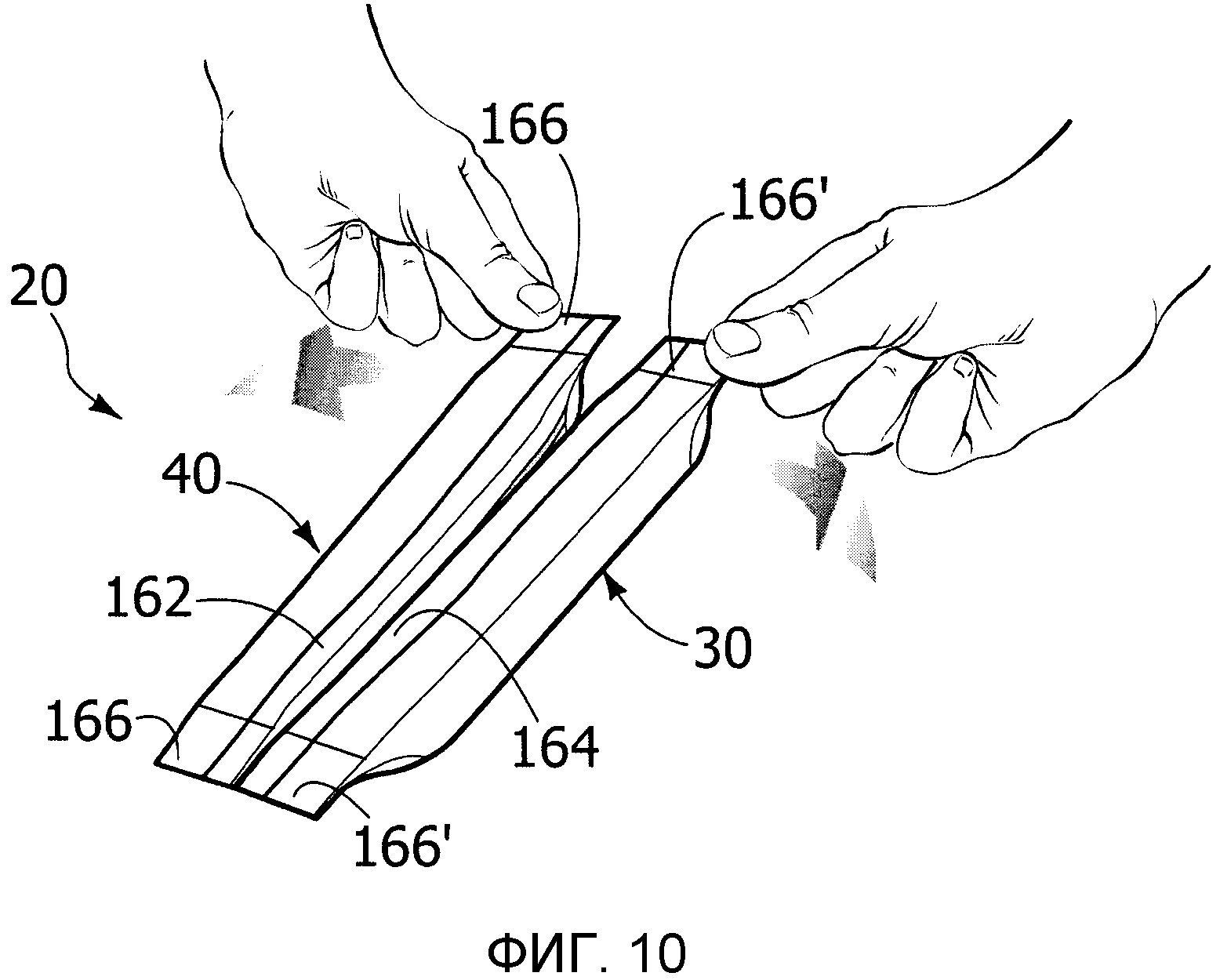
Фиг.1 представляет пример групповой упаковки (обозначенной позицией 20), которую можно получить при помощи способа, являющегося предметом настоящего описания.
Групповая упаковка 20 включает первую обертку 30 трехшовного пакета, содержащую первый продукт Р, сформированную путем первого оборачивания листового материала, который закрывают с образованием трубки по длине первой продольной линии запечатывания 162 (см. фиг.11) и снабжают первой поперечной линией запечатывания (на техническом жаргоне называемой "закрывающие складки") 166 на обоих ее противоположных концах.
Групповая упаковка 20 далее включает вторую обертку трехшовного пакета 40, содержащую второй продукт P', сформированную путем второго оборачивания листового материала, который закрывают с образованием трубки по длине второй продольной линии запечатывания 164 (см. фиг.11) и снабжают второй поперечной линией запечатывания (на техническом жаргоне называемой "закрывающие складки") 166' на обоих ее противоположных концах.
Первую и вторую обертки располагают рядом друг с другом в направлении, поперечном вышеуказанным первой и второй линиям запечатывания, и соединяют вместе, на одном или на обоих из их противоположных концов, в области, соответствующей вышеуказанным первой и второй поперечным линиям запечатывания (или закрывающим складкам). Как будет видно далее, указанное соединение между поперечными линиями запечатывания представляет собой соединение разделяемого разрывом типа. Следует отметить, что линии запечатывания, указанные в данном документе (продольные и поперечные линии запечатывания, при этом последние также называют "закрывающими складками"), могут быть любого типа, пригодного для рассматриваемого использования. Например, указанные линии запечатывания можно получить путем тепловой сварки, ультразвуковой сварки или же склеивания. В дальнейшем в данном документе линии запечатывания будут называться термином "закрывающие складки", обычно используемым, таким образом, не желая отсылать к любым из их конкретных вариантов осуществления.
Для получения упаковки вышеуказанного вида описанный в данном документе способ предусматривает, в общем, формирование первой трубчатой заготовки первой обертки, содержащей первый продукт, и второй трубчатой заготовки второй обертки, отдельной и отличной от первой заготовки и содержащей второй продукт, и расположение вышеуказанных первой и второй заготовок рядом друг с другом и, кроме того, создание на одной или на обеих из противоположных концевых частей вышеуказанных первой и второй заготовок линии запечатывания, которая проходит обе соответствующие части вышеуказанных первой и второй заготовок при указанном условии, где их располагают рядом друг с другом, и предназначена для образования вышеуказанных первой и второй складок, соответственно, вышеуказанных первой и второй оберток и в то же самое время для определения разделяемого разрывом соединения между указанными первой и второй складками.
Вышеуказанная поперечная линия запечатывания (которая проходит обе из соответствующих частей вышеуказанных первой и второй заготовок) составляет общую или совместную линию запечатывания между двумя обертками, которые образуют групповую упаковку, в том смысле, что указанная линия предназначена для образования обеих из указанных первой и второй складок (или первой и второй линий запечатывания) указанных оберток. Более того, путем того, что она сама по себе определяет вышеуказанное разделяемое разрывом соединение, указанную линию легко можно "разорвать" или "разделить" в вышеуказанных первой и второй складках (или первой и второй линиях запечатывания) для разделения двух оберток групповой упаковки.
Следует отметить, что, в основном, указанная общая линия запечатывания составляет линию склеивания; а именно там, где она предусмотрена, части оберточного материала, которые можно соединить вместе, делают эффективно склеивающимися друг с другом (в этой связи следует сослаться на нижеследующее описание, где объяснены возможные приемы, в соответствии с которыми соответствующие части оберточного материала можно считать соединяемыми друг с другом); в способе, описанном в данном документе, указанная линия является такой, чтобы проходить обе из соответствующих концевых частей вышеуказанных первой и второй заготовок для определения вышеуказанных первой и второй линий запечатывания и в то же время вышеуказанное разделяемое разрывом соединение между указанными линиями запечатывания. Как будет видно далее, предпочтительно указанная линия проходит непрерывно, полностью проходя соответствующие концы вышеуказанных первой и второй заготовок.
В различных вариантах осуществления, как в приведенном выше, в указанном способе расположение указанных первой и второй заготовок рядом друг с другом включает установку указанных первой и второй заготовок на расстоянии друг от друга так, что при создании вышеуказанной линии запечатывания или склеивания происходит перекрывание указанных соответствующих частей указанной первой и второй заготовок, так что указанная линия запечатывания или склеивания определяет разделяемое разрывом соединение между перекрывающимися частями указанных соответствующих частей. В различных вариантах осуществления части указанных соответствующих частей - указанных первой и второй заготовок - которые необходимо перекрыть, являются по меньшей мере частично соединяемыми друг с другом.
На фиг.2 и 3 показан пример листового оберточного материала 10, исходя из которого по указанному способу можно получить групповую упаковку, показанную на фиг.1. По отношению к указанным фигурам в оберточном материале 10 две противоположные поверхности 10а и 10b имеют по меньшей мере на части их протяжения характеристики запечатывания, которые отличаются друг от друга. Например (специалист в данной области техники, с другой стороны, должно быть сразу понятно, что те же самые базовые концепции, приведенные на основе этого примера, можно осуществить путем обращения к широкому ряду эквивалентных решений), лист 10 может быть образован листом алюминия (или пластикового материала, такого как полипропилен), "связанного", т.е. покрытого на поверхности 10а термически свариваемым (или свариваемого ультразвуком) пластиковым материалом, таким как полиэтилен. На поверхности 10b алюминиевый (или пластиковый) материал вместо этого не является покрытым где-либо, кроме как в областях 10с (которые могут соединяться с гомологичными областями 10с', расположенными в положениях, зеркально симметричных областям 10с по отношению к направлению сгибания, как будет более полно описано далее), где нанесен термически свариваемый (или свариваемый ультразвуком) пластиковый материал, такой как полиэтилен.
В предпочтительном примере, показанном на фиг.2 и 3, поверхность 10b имеет как области 10с, так и области 10с'. Как можно отметить по фиг.2, области 10с и 10с' являются расположенными по длине одной и той же бесконечно удаленной прямой, которая является по существу ортогональной направлению продольного развертывания оберточного листа 10 (которое обозначено стрелкой А на фиг.2 и также соответствует направлению продвижения самого листа 10 в способе, описанном далее). В любом случае общий принцип, по которому определяются и располагаются области 10с (и области 10с', если они присутствуют) станет очевидным из дальнейшего описания касательно стадии способа, в которой указанные области выполняют свою функцию. В любом случае для специалиста в области трехшовных пакетов является прямо очевидным, что области 10с и 10с', показанные на фиг.2, находятся на одной, передней (по отношению к направлению А) половине пакетов (определенной бесконечно удаленной линией резания, ортогональной направлению А), предназначенных для изготовления первой групповой упаковки и на другой задней половине для изготовления второй групповой упаковки (следующей за первой упаковкой по отношению к направлению продвижения А).
Снова напоминается, что пример, приведенной ранее по отношению к конкретным материалам, представляет принцип, который может быть осуществлен путем обращения к различным материалам и/или другим способом. Лишь для приведения примера можно считать, что лист 10 является образованным не свариваемым термически пластиковым материалом, который на поверхности 10а обрабатывают термически свариваемым лаком или ламинируют герметизирующим слоем, в то время как на поверхности 10b, лишь в областях 10с (и если они присутствуют в областях 10с') его выполняют термически свариваемым путем нанесения термически свариваемого лака.
В основном, несмотря на решение, принятое в смысле выбора материалов и/или принятого способа соединения (термическое сваривание, ультразвуковое сваривание, склеивание и т.д.), в то время как поверхность 10а можно соединить с гомологичной поверхностью, поверхность 10b сопротивляется действию соединения с гомологичной поверхностью, за исключением областей 10с (и областей 10с', если они присутствуют).
В различных вариантах осуществления, как в показанном на фигурах способе, являющемся предметом настоящего описания, могут предусматриваться стадии:
- обеспечения листа оберточного материала;
- формования, на вышеуказанных первом и втором продуктах, указанного оберточного материала для формирования по меньшей мере двух желобчатых частей рядом друг с другом, которые имеют U-образную область и два боковых отвода, проходящих из соответствующей U-образной области по направлению к соответствующим дистальным клапанам, и которые содержат, соответственно, вышеуказанные первый и второй продукты;
- разрезания листового материала в промежуточном положении между самими желобчатыми частями, так что указанные желобчатые части, расположенные рядом друг с другом, образуют различные части;
- закрывания указанных желобчатых частей на вышеуказанных дистальных клапанах с образованием трубки; и
- соединение вместе соответствующих дистальных клапанов с образованием указанных первой и второй продольных линий запечатывания.
В различных вариантах осуществления, как в том, что был показан, в указанном способе стадия формирования вышеуказанных желобчатых частей включает операцию притягивания за боковые клапаны листа оберточного материала вплотную к вышеуказанным первому и второму продуктам и в то же время формирования углубления в центральной части оберточного листа, расположенной между указанными первым и вторым продуктами, так чтобы вызвать поднятие на листе оберточного материала указанных желобчатых частей, сформированных рядом друг с другом.
Способ, описанный в данном документе, может, в общем, быть осуществлен с помощью устройства, включающего:
- линию для подачи листа оберточного материала;
- линию для транспортировки вышеуказанных первого и второго продуктов;
- средство для формирования, исходя из вышеуказанного листа оберточного материала, первой трубчатой заготовки вышеуказанной первой обертки, содержащей вышеуказанный первый продукт, и второй трубчатой заготовки вышеуказанной второй обертки, отдельной и отличной от первой заготовки и содержащей вышеуказанный второй продукт, и расположения первой и второй заготовок рядом друг с другом;
- средство для создания на одной или обеих из противоположных концевых частей вышеуказанных первой и второй заготовок, поперечной линии запечатывания, которая проходит через обе из соответствующих концевых частей вышеуказанных первой и второй заготовок в вышеуказанном положении, где их располагают рядом друг с другом, и предназначена для определения первой складки и второй складки, соответственно, вышеуказанных первой и второй оберток и для определения в то же время разделяемого разрывом соединения между вышеуказанными первой и второй складками.
На фиг.4-11 показан предпочтительный вариант осуществления такого устройства.
По отношению к фиг.11 указанное устройство включает линию для подачи оберточного материала, например, изготовленного из материала, показанного на фиг.2 и 3, обсужденную выше. Указанный материал может быть в виде полотна, которое сматывается с катушки В, установленной в приподнятом положении по отношению к остальной указанной линии подачи.
Указанное устройство далее включает линию для транспортировки упаковываемых продуктов, включающую в конкретном случае два ленточных транспортера Т, Т' (или один ленточный транспортер, разделенный на два пути транспортировки продукта), которые двигаются параллельно один другому в направлении продвижения А. Как будет видно далее, указанное направление А соответствует направлению продвижения как листа оберточного материала 10, так и продуктов Р и P' в состоянии, когда они являются расположенными рядом друг с другом.
Устройство далее включает станцию 120 формования, через которую проходят вышеуказанные линии транспортировки и подачи. В частности, линия для подачи оберточного листа входит в станцию формования с нисходящим ответвлением оберточного листа, который в указанной станции затем переносят обратно по существу параллельно направлению А, указанному выше. Следует отметить, что наклон вышеуказанной ветви по отношению к линии для транспортировки продуктов способствует вмешательству того средства - которое будет описано далее - указанной станции, которое имеет функцию притягивания указанного листа оберточного материала вплотную к указанным продуктам.
В общем, указанная станция включает первое средство, предназначенное для вытягивания за боковые клапаны вышеуказанного листа оберточного материала противоположно продуктам Р, P' на ленточных транспортерах, и второе средство, предназначенное для создания углубления в центральной части оберточного материала, расположенной между двумя рядами продуктов.
Вышеуказанные первое и второе средства являются координированными таким образом, чтобы вызвать приподнимание на оберточном материале указанных ранее двух желобчатых частей, сформированных рядом друг с другом. В конкретном случае указанная станция формования включает две боковые лопасти 90 и одну центральную лопасть 92, которые проходят, начиная от одного и того же положения, параллельно и рядом друг с другом в направлении А, в область, соответствующую двум ленточным транспортерам Т и Т'. Центральная лопасть 92 проходит слегка дальше вперед, чем указанные ленточные транспортеры, и непосредственно за указанной лопастью указанная станция формования предусматривает две или более пар противоположно расположенных роликов 102, которые, с помощью двух боковых лопастей 90, имеют функцию притягивания за боковые клапаны оберточного материала вплотную к продуктам Р и Р'. Действие роликов 102 будет подробно описано далее; в любом случае здесь следует отметить, что вышеуказанная функция - притягивания оберточного материала за клапаны - сама по себе осуществляется лишь при помощи роликов 102, в то время как боковые лопасти 90 действуют всего лишь как направляющие для указанных клапанов.
Центральная лопасть 92 имеет вместо этого функцию формирования углубления в центральной части оберточного листа, которая расположена между двумя рядами продуктов.
Как можно видеть на фиг.11, боковые лопасти 90 и центральная лопасть 92 каждая имеют в области, соответствующей их концевой поверхности в направлении, противоположном потоку продуктов и оберточного материала, наклоненный край, предназначенный для образования направляющей для ответвления оберточного материала, входящего в станцию 120 формования. Указанные лопасти, кроме того, имеют на указанных концах соответствующие колеса 94, предназначенные для способствования проскальзыванию оберточного материала и предотвращения застревания указанных лопастей в указанном материале, которое может вызвать разрыв самого материала.
Как можно видеть на данной фигуре, координированное действие между средством, указанным выше, имеет функцию формования оберточного листа в соответствии с формой, имеющей вышеуказанные желобчатые части, расположенные рядом друг с другом, с продуктами Р и P', соответственно, внутри них.
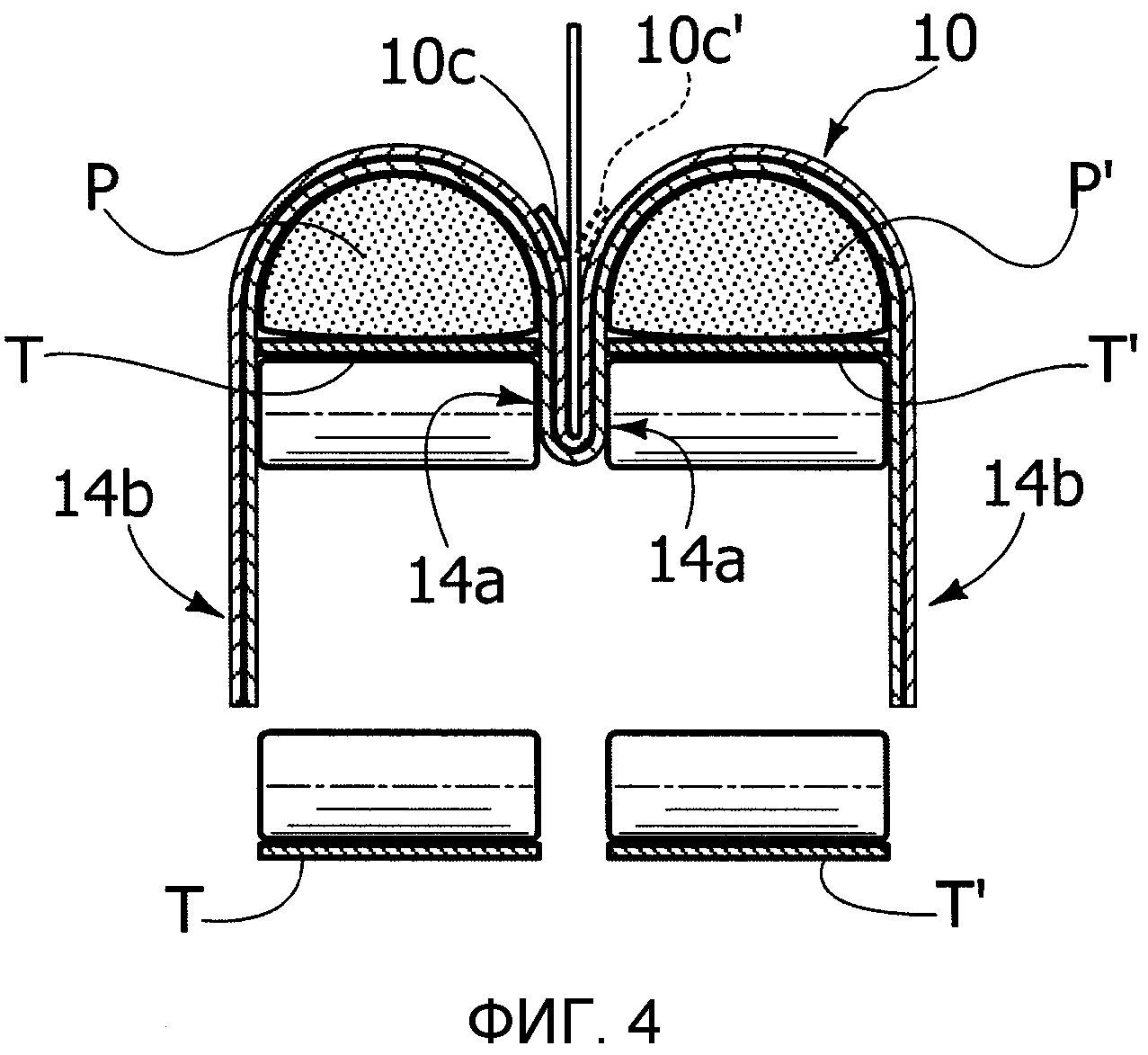
В частности, по отношению к фиг.4:
- каждая из двух желобчатых частей, расположенных рядом друг с другом, имеет U-образную область и два боковых ответвления (которые являются симметричными или как в примере, приведенном здесь, асимметричными, по причинам, которые станут более ясными далее), проходящие из U-образных областей;
- две желобчатые части, расположенные рядом друг с другом, имеют два внутренних боковых ответвления, которые являются соединенными вместе в области, соответствующей их дистальным клапанам, обозначенным ссылочной позицией 14а.
Снова, обращаясь к фиг.11, центральная лопасть имеет, в положении после двух боковых лопастей и в области, снова соответствующей двум ленточным транспортерам, лезвие 96, предназначенное для разделения наружных клапанов 14а таким образом, что указанные желобчатые части являются отдельными и отличными друг от друга.
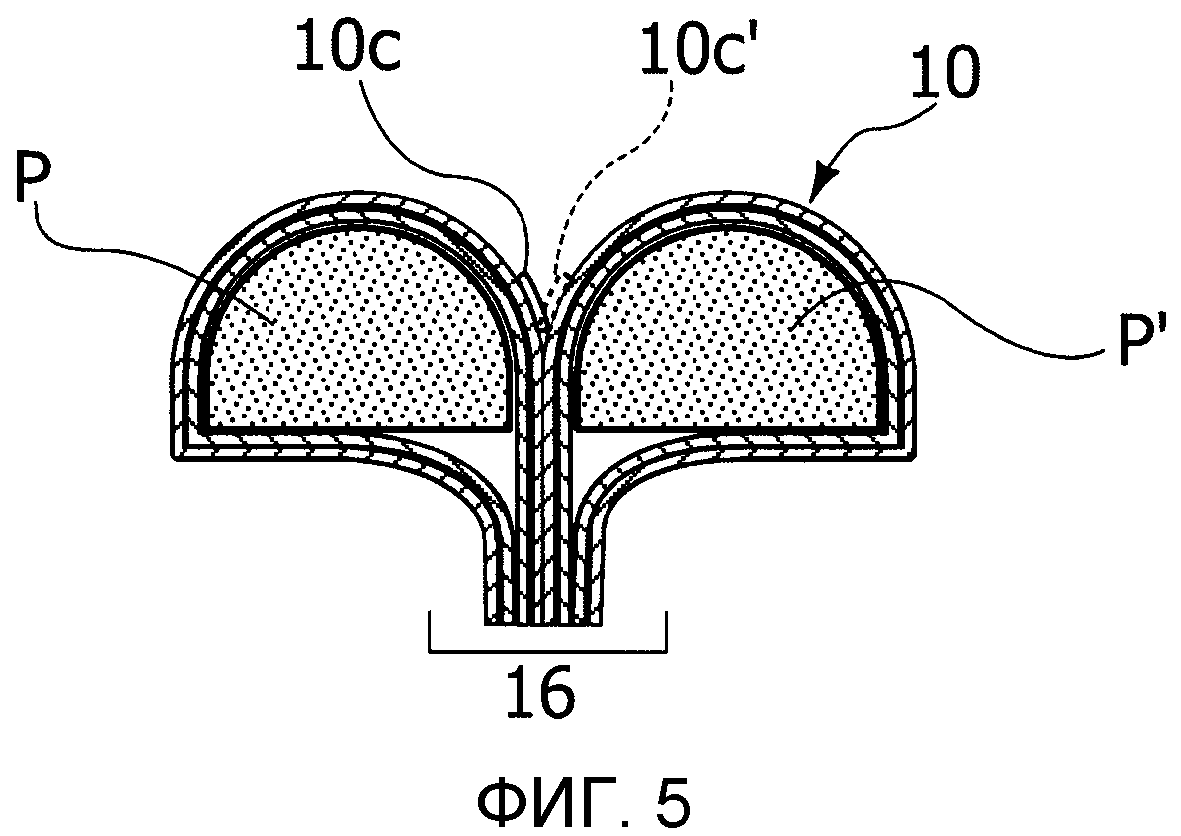
Как можно видеть на фиг.5 и 11, как только листовой материал 10 пройдет два ленточных транспортера Т и T', две желобчатые части закрываются с образованием трубки, каждая вокруг соответствующего ряда продуктов, в результате действия двух противоположных роликов 102 (которые, как будет видно более подробно далее, прижимают все три внешних клапана указанных желобчатых частей друг к другу). Таким образом, как только продукты покинут ленточные транспортеры, они сразу принимаются трубкообразной частью, которая в это время образовалась вокруг них (см. фиг.5).
Как схематически представлено на фиг.4, 5 и 6, в указанной трубкообразной конфигурации оберточного материала свободные клапаны двух желобчатых частей (обозначенные позицией 14а, в случае свободных клапанов двух внутренних ответвлений, которые являются более короткими и являются расположенными друг против друга, и позиций 14b, в случае свободных клапанов двух внешних ответвлений, которые являются более длинными и противоположными друг другу) располагают друг напротив друга так, чтобы образовать слоистую структуру, обозначенную в целом позицией 16.
Из фиг.4 можно понять, что на примере показанного варианта осуществления внешние клапаны 14b являются более длинными, чем внутренние клапаны 14а, на длину, приблизительно равную ширине продуктов Р. Таким образом, когда различные клапаны собирают с образованием структуры 16, расположенной в положении, по существу, на половине пути между продуктами Р, большая длина внешних клапанов 14b вызывает расположение концевых краев всех собранных в структуре 16 клапанов практически рядом друг с другом, без того, чтобы какой-либо из них выступал бы из структуры 16.
Как можно видеть на фиг.6, структуру 16 (включающую четыре слоя, т.е. - по порядку - внешний клапан 14b и внутренний клапан 14а одной из желобчатых частей и затем внутренний клапан 14а и внешний клапан 14b другой желобчатой части) затем заставляют продвигаться через противоположные ролики 102. В указанном варианте осуществления противоположные ролики 102 также составляют узел продольного запечатывания так, чтобы сформировать по способу, описанному далее, так называемый продольный шов обертки трехшовного пакета. Однако является ясным, что в соответствии с альтернативными вариантами осуществления устройства можно предусмотреть узел продольного запечатывания, отличный от роликов 102 и расположить после них.
В то время как при обычной эксплуатации машин для упаковки трехшовных пакетов продольный шов формируют в результате расположения рядом и запечатывания двух клапанов листового материала, подаваемого через один указанный узел продольного запечатывания, в примере, приведенном в данном документе, используются четыре клапана листового материала, которые располагают сверху друг друга в слоях и пропускают через узел 102 запечатывания.
Однако эффект действия запечатывания, полученный от узла запечатывания 102, является обусловленным характеристиками, относящимися к запечатыванию/соединению листа 10, показанного в начале.
В конкретном случае четыре клапана 14а, 14b, которые продвигаются внутри устройства 102 запечатывания, имеют в последовательности следующее чередование характеристик запечатывания (которые можно в идеальном случае рассматривать проходящими слева направо и по отношению к точке наблюдения фиг.5):
- первый клапан 14b с внешней поверхностью (т.е. внешней по отношению к слоистой структуре 16), соответствующей поверхности 10b листа 10 и, следовательно, не запечатываемой, и с внутренней поверхностью, соответствующей поверхности 10а листа 10 и, следовательно, запечатываемой;
- второй клапан 14а, поверхность которого, находясь лицом к лицу с первым клапаном 14b, виденным ранее, соответствует поверхности 10а листа 10 и, следовательно, является запечатываемой, в то время как противоположная поверхность соответствует поверхности 10b листа 10 и, следовательно, не является запечатываемой;
- третий клапан 14а с внешней поверхностью, находящейся лицом к лицу со вторым клапаном, виденным ранее, соответствующей поверхности 10b листа 10 и, следовательно, не запечатываемой, и с внутренней поверхностью, соответствующей поверхности 10а листа 10 и, следовательно, запечатываемой; и, наконец,
- четвертый клапан 14b с внутренней поверхностью (т.е. внутренней по отношению к слоистой структуре 16), расположенной лицом к лицу с третьим клапаном, виденным ранее, и соответствующей поверхности 10а листа 10 и, следовательно, запечатываемой, и противоположной поверхностью (внешней по отношению к слоистой структуре 16), которая соответствует поверхности 10b листа 10 и, следовательно, не запечатываемой.
Результирующее действие инструмента 102 запечатывания, следовательно, будет составлять действие по соединению вместе, с образованием линий запечатывания, клапанов, противоположные поверхности которых являются запечатываемыми.
Другими словами, по отношению к чередованию запечатываемых и незапечатываемых поверхностей, указанному выше, результирующее действие инструмента 102 запечатывания имеет целью произвести запечатывание:
- первого клапана 14b со вторым клапаном 14а с образованием первого продольного шва 162, который закрывает в трубку первую из желобчатых частей заготовки оберточного материала на фиг.4; и
- третьего клапана 14а с четвертым клапаном 14b, с образованием второго продольного шва 164, который закрывает в трубку вторую из желобчатых частей заготовки оберточного материала на фиг.4.
Инструмент 102, вместо этого, не осуществляет запечатывание второго клапана с третьим клапаном (т.е. двух внутренних клапанов 14b), так как эти клапаны обращены друг другу поверхностями, которые не могут быть запечатаны друг с другом.
Два шва 162 и 164, образованные при помощи устройства 102 запечатывания, таким образом, являются независимыми друг от друга, как ясно показано на фиг.9, например, при помощи так называемого "лемеха" (не показан на фигурах).
Фиг.7 представляет собой схематическое изображение совместной конфигурации оберточного материала и продуктов, которая получается с помощью устройства согласно фиг.11, в области, расположенной между роликами 102 и поперечной установкой разрезания и запечатывания 122 (которая будет описана более полно далее). Как можно видеть на указанной фигуре, указанная конфигурация представляет две различные трубчатые заготовки 30', 40' - закрытые в трубообразную форму по длине соответствующих продольных линий запечатывания и содержащих каждая соответствующие продукты, - которые занимают положения, расположенные рядом друг с другом в направлении, поперечном их соответствующим продольным линиям запечатывания. На фиг.7 две трубчатые заготовки представлены как находящиеся на заданном расстоянии друг от друга. Для приведения заготовок в указанное совместное расположение можно предусмотреть, например по ходу, после роликов 102 разделительный элемент, предназначенный для перемещения заготовок вверх в стороны друг от друга на вышеуказанное расстояние. Однако, как снова будет обсуждено далее, указанное расстояние может также являться нулевым и две заготовки, следовательно, останутся по существу в соприкосновении друг с другом.
Как можно видеть на фиг.7, в вышеуказанной совместной конфигурации одна из двух заготовок является снабженной областью 10с соединения на каждом из ее противоположных концов в положении, сдвинутом вбок так, чтобы заканчиваться на соответствующем относительном конце другой заготовки.
Если, как показано на указанной фигуре, присутствуют также области 10с', они являются расположенными на другой заготовке, в положениях, зеркально симметричных областям 10с - по отношению к бесконечно удаленной плоскости, параллельной осевому направлению двух трубчатых заготовок и расположенной между ними - и обращенной к ним.
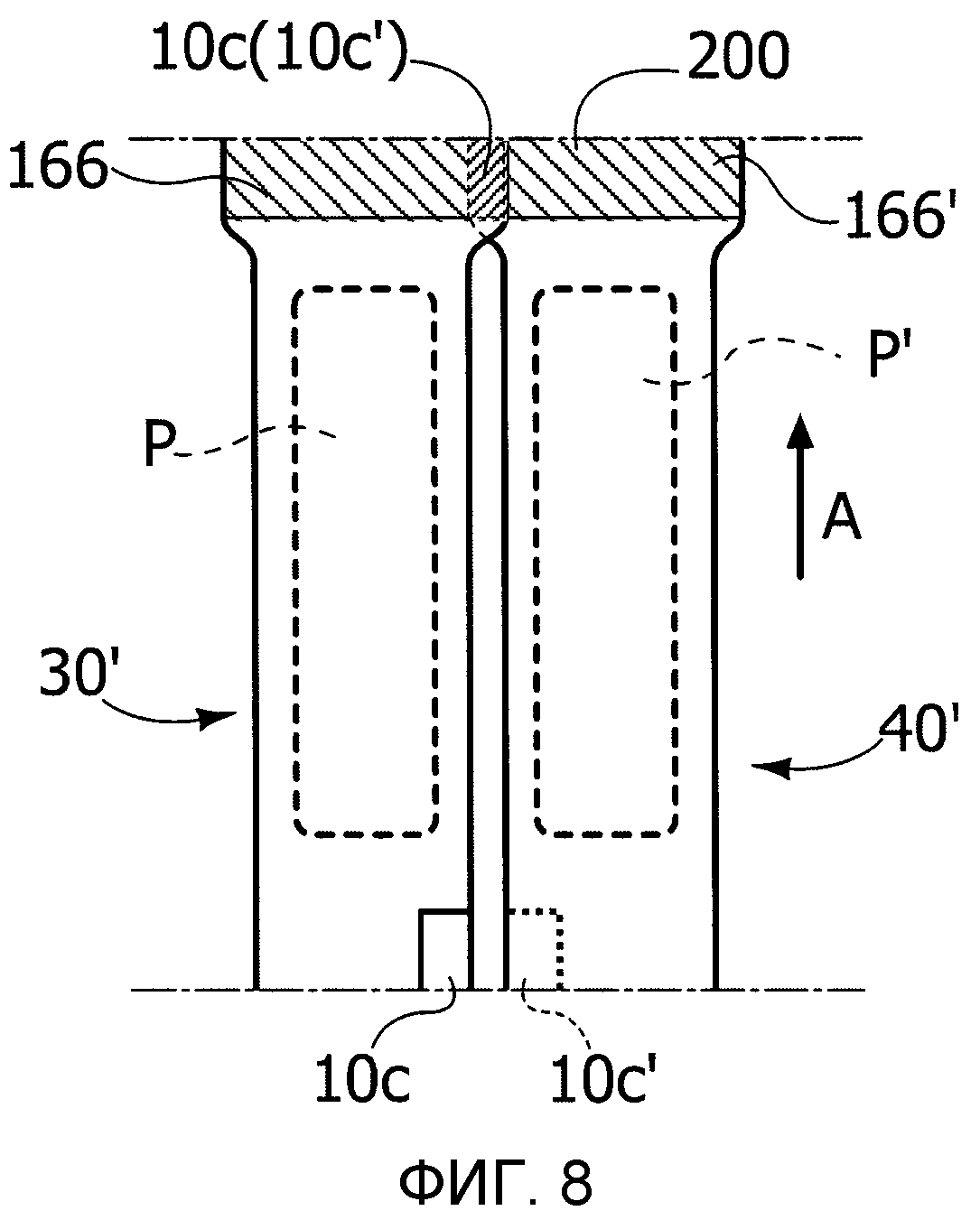
Как схематически показано на фиг.8, 9 и 11, две трубчатые заготовки, образованные таким образом, затем продвигают по направлению к станции 122 поперечного запечатывания, включающей зажимные узлы 112 (с возвратно-поступательным или вращательным движением), предназначенные для формирования концевых закрывающих складок упаковки на каждой трубчатой заготовке.
При условии, что в указанных зажимных узлах зажимов находится поперечная линия 200 запечатывания, которая проходит через обе из соответствующих концевых частей трубчатых заготовок и накладывает области 10с на области 10с', если они присутствуют, или на соответствующие части заготовки, противоположные части, где предусмотрены указанные области 10с. Указанная линия запечатывания, следовательно, предназначена для создания соответствующих закрывающих складок 166, 166' указанных заготовок и в то же время разделяемого разрывом соединения между указанными складками. Далее в данном документе пояснен подробно механизм, при помощи которого создается указанное соединение.
Когда два зажима сжимают концевые части указанных заготовок с образованием соответствующих закрывающих складок, последние уплощаются и расширяются вбок до тех пор, пока они не перекроют друг друга в области, соответствующей их соответственно взаимно обращенным друг к другу частям, на которых расположены, как было указано ранее, области 10с, и, если они присутствуют, области 10c'. Указанные области 10с, следовательно, находятся в контакте либо с соответствующими областями 10с' противоположной заготовки или с соответствующими частями последней, и действие двух зажимов определяет запечатывание и соединение между указанными частями в контакте.
В то же время, как само по себе известно, указанные зажимы создают соответствующие концевые складки 166, 166' двух заготовок, которые, исходя из того, что было описано выше, будут соединены друг с другом в областях 10с (и 10с', если они присутствуют).
В соответствии с в целом известными критериями, такими, что они не требуют какого-либо подробного описания в данном документе, в указанном конкретном примере зажимные узлы станции 122, кроме того, предназначены для разделения пар оберток трехшовных пакетов - которые они сами только что завершили - от остальной части оберточного материала. Альтернативным образом можно вместо этого предусмотреть станцию 112, предназначенную для создания поперечной линии запечатывания 200, и, в дополнение, после станции 122, станции, где осуществляется сегментация (разрезание) цепи групповых упаковок, которые в этом случае подаются на выходе из станции 122.
Следует снова отметить, что механизм запечатываемости/незапечатываемости, описанный ранее, может быть достигнут при помощи выбора материалов составных частей и/или структуры в листовом материале 10, отличающихся от материалов, описанных ранее, в то же время сохраняя общую идею создания в пакете элементов, которые продвигаются через узел 102 запечатывания (какими бы ни были принципы, которые регулируют эксплуатацию указанного узла), последовательность клапанов листового материала, запечатываемого попарно с образованием швов 162 и 164, которые, однако, остаются независимыми, т.е. не запечатанными друг с другом.
Специалистам в данной области техники, с другой стороны, должно быть ясно, что механизм запечатываемости/незапечатываемости, описанный ранее, является пригодным также для осуществления с применением клейких веществ, следовательно, например, с использованием листового материала 10, противоположные поверхности которого, 10а и 10b, обе сами по себе не являются запечатываемыми, но считаются запечатываемыми, если необходимо (области 10с, 10с', клапаны 14а, 14b) с местным нанесением клейкого вещества, например, при помощи целенаправленно предусмотренных сопел-дозаторов.
Специалистам в данной области техники, кроме того, должно быть ясно, что запечатываемость между двумя противоположными поверхностями абсолютно не требует того, чтобы две поверхности являлись идентичными друг другу. Это происходит в случае примера, приведенного в данном документе, где было по меньшей мере косвенно предположено, что поверхность 10а листа 10 будет обладать единообразными характеристиками в течение ее обработки, так что обращенные друг к другу поверхности клапанов 14а, 14b, сваренных друг с другом попарно с образованием швов 162 и 164, являются одинаковыми друг с другом и, например, обе являются покрытыми термически свариваемым материалом. Запечатываемость между двумя поверхностями может, на самом деле, происходить, например, от присутствия термически свариваемого материала или от нанесения клейкого материала также всего лишь на одну из двух рассматриваемых поверхностей. Это, конечно, применимо и в отношении к областям 10с и 10с' соединения: в этой связи уже было указано несколько раз, что присутствие областей 10с' является совершенно необязательным.
Конечная упаковка, полученная таким образом, обозначенная в целом позицией 20 на фиг.1, является образованной двумя обертками трехшовного пакета, расположенными рядом друг с другом в направлении, поперечном продольным линиям запечатывания двух оберток, и соединенными вместе у соответствующих концевых складок. Характеристики сопротивления соединения, созданного между складками (соединение, которое имеет целью являться разделяемым разрывом, когда потребитель желает разделить две части упаковки), можно определить в полной мере и точно (например, во время изготовления листового материала 10, т.е. во время создания областей 10с и гомологичных областей 10с', если они присутствуют), предотвращая, чтобы указанное соединение, с одной стороны, являлось слишком слабым, с риском нежелательного разделения оберток, и, с другой стороны, от проявления избыточно высокого сопротивления разрыву, подвергая потребителя риску разрывания нежелательным образом одной из упаковок, которые на данный момент открывать не нужно.
В любом случае необходимо отметить, что соединение между двумя упаковками у их складок допускает в них концентрации напряжений, которые генерируются, когда пользователь разделяет указанные обертки и, следовательно, предотвращает во время их разделения любую опасность разрывания указанных оберток, так как указанные складки являются образованными по меньшей мере двумя слоями, запечатанными друг с другом (по длине поперечной линии 200 запечатывания) и, следовательно, являются крайне прочными. В дополнение, так как для разделения указанных упаковок необходимо вмешательство только у их концов, то продукты, содержащиеся в них, не подвергаются какому-либо напряжению, и, следовательно, не существует какой-либо опасности их повреждения в результате сил, примененных для разделения двух оберток.
Операции, описанные выше по отношению к прилагаемым фигурам, составляют предпочтительный пример варианта осуществления способа, описанного в данном документе. В особенности стадии, показанные на фиг.11 и на фиг.4-6 представляют предпочтительные способы для получения конкретной конфигурации, показанной на фиг.7, т.е. по отношению к основным характеристикам указанной конфигурации, для получения двух различных трубчатых заготовок, которые закрывают в трубчатую форму по длине соответствующих продольных линий запечатывания, и каждая содержит соответствующий продукт, и которые располагают рядом друг с другом в направлении, поперечном указанным продольным линиям запечатывания.
Однако следует отметить, что указанную конфигурацию можно получить также в соответствии с другими способами. Например, две или даже более трубчатых заготовок можно получить по отдельности в соответствии с обычными способами обычной упаковочной линии для трехшовных пакетов и затем расположить рядом друг с другом в конфигурации, описанной выше, с целью иметь возможность затем сформировать на их соответствующих концевых частях вышеуказанную поперечную линию запечатывания, предназначенную для определения соответствующих закрывающих складок указанных заготовок и в то же время разделяемого разрывом соединения между указанными складками. С этой целью расположенные заготовки, установленные рядом друг с другом, необходимо либо расположить в контакте друг с другом, или расстояние между ними, если оно не нулевое, должно являться в любом случае таким, что, как описано выше, когда их концевые части сдавливают для формирования соответствующих закрывающих складок, эти части уплощаются и расширяются вбок до тех пор, пока не перекроют соответствующие части заготовки или заготовок, расположенных рядом, и сделают, таким образом, возможным, как было описано ранее, совместное соединение между перекрывающимися частями. С другой стороны, как уже было отмечено ранее, указанные части для соединения концевых частей могут являться соединяемыми друг с другом либо уже в виде листового материала, который сматывают с катушки и который является запечатываемым в указанных частях, например, потому что при изготовлении катушки эти части были покрыты термически свариваемым лаком или потому, что в процессе изготовления групповой упаковки их сделали соединяемыми и/или запечатываемыми путем нанесения клейкого и/или термически свариваемого материала.
Однако следует указать, что, хотя минимальное расстояние между двумя трубчатыми заготовками 30' и 40', в их совместной конфигурации, где их располагают рядом друг с другом, возможно получить соединение между складками, которое является более точным и свободным от остаточных напряжений, которые, вместо этого, формируются, когда две упаковки трехшовных пакетов находятся в контакте, и прижимаются друг к другу, и получить, в общем, общий внешний вид упаковки, который является более привлекательным.
Кроме того, будет оценено, что операцию сегментирования не обязательно необходимо осуществлять в положении, соответствующем каждой из поперечных линий запечатывания 200. Решение, описанное в данном документе, является на самом деле крайне удобно пригодным для создания групповых упаковок, включающих ряд блоков, например двух отдельных упаковок, соединенных попарно (двойная упаковка) в положении, где они являются расположенными рядом друг с другом, и соединенных вместе разделяемым разрывом образом у концевых складок, где различные блоки являются расположенными в положениях, расположенных передней частью по отношению друг к другу, и являются соединенными у концевых складок, определенных одной и той же поперечной линией запечатывания 200 (которая, когда она не является полностью разрезанной, может подвергаться "предварительному рассечению" или "надсечке" так, что ее можно разорвать точным способом с целью отделить отдельные упаковки без разрыва их трубчатой обертки, в которую завернут продукт).
Решение, описанное в данном документе, делает возможным изготавливать пакет двойной упаковки (или, в общем, групповую упаковку), который является абсолютно компактным, в смысле того, что отдельные обертки трехшовного пакета, спаренные одна с другой, принимают конформацию упаковки, напоминающую ту, которую можно было бы получить путем введения рассматриваемых оберток в групповой пакет сцепленного типа.
Решение, описанное в данном документе, можно осуществить с подходящими модификациями машин для трехшовных пакетов, обычно доступных в упаковочных предприятиях.
Разумеется, без нанесения ущерба принципу изобретения детали конструкции вариантов осуществления могут варьироваться, даже значительно, по отношению к тому, что описано в данном документе лишь путем неограничивающего примера, таким образом, без выхода за пределы объема изобретения, как определено в следующих пунктах формулы изобретения. Это относится, в особенности, но без какого-либо ограничения, к:
- возможности применения описанного механизма к изготовлению групповых упаковок, включающих три или более отдельных упаковок (а не две, как в примере, приведенном в данном документе); и
- возможности предусматривания дифференцированных характеристик соединяемости/несоединяемости, описанных ранее, только на частях оберточного листа, где указанные характеристики эффективно используются (например, предусматривание присутствия запечатываемости/незапечатываемости материала или нанесение клейкого/неклейкого материала только на клапаны 14а и 14b).
Способ и устройство для изготовления выпечных изделий в форме полуоболочек
Демонстрационная конструкция, например, для демонстрационных стендов с поддерживаемыми тепловыми условиями
Способ изготовления емкостей и соответствующая емкость
Устройство, установка и способ обертывания предмета в оболочку из листового материала
Способ упаковки продукта в запечатанную обертку из листового материала
Способ изготовления упаковки для пищевого продукта, в частности, кондитерского изделия
Способ изготовления упаковки для пищевого продукта, в частности кондитерского изделия
Упаковка для пищевых продуктов
Печенье с наполнителем и соответствующий способ его получения
Способ нанесения гранулированного материала на наружную сторону пищевого продукта
Способ и устройство для изготовления выпечных изделий в форме полуоболочек
Демонстрационная конструкция, например, для демонстрационных стендов с поддерживаемыми тепловыми условиями
Способ изготовления емкостей и соответствующая емкость
Устройство, установка и способ обертывания предмета в оболочку из листового материала
Способ упаковки продукта в запечатанную обертку из листового материала

