Результат интеллектуальной деятельности: АВТОМАТИЗИРОВАННОЕ ВСТАВЛЕНИЕ КОНТАКТНОГО ШТЫРЯ В МЕТАЛЛУРГИЧЕСКИЙ ЗОНД
Вид РИД
Изобретение
Настоящее изобретение касается способа вставления контактного штыря, удерживаемого посредством фиксирующего и движущего устройства в области фиксации, в имеющий продольную ось, открытый с торцевой стороны металлургический зонд,
- при этом место установки для зонда комплектуется зондом таким образом, что его открытая торцевая сторона обращена в заданном направлении вставления,
- при этом место установки имеет элементы для центрирования зонда, посредством которых зонд в месте установки, если смотреть поперек продольной оси зонда, удерживается в заданном положении,
- при этом конец контактного штыря вводится в устройство для центрирования контактного штыря и при этом располагается так, чтобы конец контактного штыря находился напротив открытой торцевой стороны,
- при этом затем контактный штырь движется в направлении продольной оси зонда и при этом вставляется в зонд.
Настоящее изобретение касается также места установки для имеющего продольную ось, открытого с торцевой стороны металлургического зонда,
- при этом место установки имеет элементы для центрирования зонда, посредством которых зонд в месте установки, если смотреть поперек продольной оси зонда, удерживается в заданном положении,
- при этом место установки имеет устройство для центрирования контактного штыря, в которое может вводиться конец удерживаемого посредством фиксирующего и движущего устройства в области фиксации контактного штыря, так чтобы конец контактного штыря вследствие ввода в устройство для центрирования контактного штыря, если смотреть поперек продольной оси зонда, был расположен при заданном положении контактного штыря.
Настоящее изобретение касается также фиксирующей рамы, которая имеет множество таких мест установки.
При производстве железа, стали и других металлов берутся пробы жидкого металла, происходит регистрация температуры и т.д. Для такого рода задач применяются металлургические зонды, которые имеют продольную ось и открыты с одной торцевой стороны. На другой торцевой стороне они закрыты. Зонды, как правило, применяются только один раз и затем утилизируются.
В уровне техники зонды соединяются с контактным штырем, так что контактный штырь вставлен в зонд (состояние). Затем контактный штырь, включая надетый зонд, посредством манипулятора или робота или тому подобного погружается в металлический расплав, и так зонд подводится к месту назначения. После этого контактный штырь, включая надетый зонд, вынимается из металлического расплава. После этого зонд удаляется с контактного штыря.
В уровне техники известно, что рабочий вынимает предназначенный для применения в каждом случае зонд из резервного контейнера и вручную надевает на контактный штырь. Это неудобно, трудно и вследствие тяжелых рабочих условий в металлургических установках должно предотвращаться. Поэтому следует стремиться к автоматизированному решению. Однако для реализации автоматизированного решения встают, по существу, две проблемы.
Во-первых, при погружении контактного штыря в металлический расплав контактный штырь часто пластически изгибается. Степень пластического изгиба может варьироваться. Вследствие того обстоятельства, что предназначенный для вставления в зонд конец контактного штыря, однако, должен позиционироваться очень точно, критичны даже небольшие изгибы при автоматизированном вставлении конца контактного штыря в зонд. Например, контактный штырь может иметь диаметр, равный приблизительно 16 мм, зонд - внутренний диаметр, равный приблизительно 16,5 мм - 17,0 мм.
Во-вторых, предназначенный для вставления в зонд конец контактного штыря часто колеблется и вибрирует, например, вследствие сотрясений и более или менее порывистого движения больших масс. В связи с необходимой точностью такого рода колебания и вибрации также значительно затрудняют автоматизированное вставление конца контактного штыря в зонд.
Чтобы все же можно было реализовать автоматизированное решение, в уровне техники известно применение центрирующего устройства, которое имеет воронкообразную область, обращенную к контактному штырю, и воронкообразную область, обращенную к зонду, переходящие друг в друга в своих узких местах. При вводе конца контактного штыря в воронкообразную область, обращенную к контактному штырю, и вводе зонда в воронкообразную область, обращенную к зонду, конец контактного штыря и открытая торцевая сторона зонда центрируются друг относительно друга, так что конец контактного штыря может вставляться в зонд.
Известное центрирующее устройство должно быть принудительно открываемым, так как в ином случае контактный штырь после вставления в зонд хотя и мог бы снова выниматься из зонда, но не мог бы вместе с зондом выниматься из центрирующего устройства. Поэтому известное центрирующее устройство должно включать в себя соответствующую акторику, соответствующие движущиеся части, энергоснабжение и устройство управления. Поэтому оно, во-первых, является относительно сложным и дорогим, а во-вторых, вследствие трудных рабочих условий в металлургических установках относительно ненадежным в эксплуатации.
Задача настоящего изобретения заключается в том, чтобы создать возможности, посредством которых простым образом возможно надежное автоматизированное вставление конца контактного штыря в зонд.
Задача решается с помощью способа с признаками п.1 формулы изобретения. Предпочтительные варианты осуществления предлагаемого изобретением способа являются предметом зависимых п.2-7 формулы изобретения.
В соответствии с изобретением предусмотрено создать способ вставления контактного штыря, удерживаемого посредством фиксирующего и движущего устройства в области фиксации, в имеющий продольную ось, открытый с торцевой стороны металлургический зонд,
- при этом место установки для зонда комплектуется зондом таким образом, что его открытая торцевая сторона обращена в заданном направлении вставления,
- при этом место установки имеет элементы для центрирования зонда, посредством которых зонд в месте установки, если смотреть поперек продольной оси зонда, удерживается в заданном положении,
- при этом конец контактного штыря в проходящем поперек продольной оси зонда направлении ввода вводится в устройство для центрирования контактного штыря, пока конец контактного штыря вследствие ввода в устройство для центрирования контактного штыря, если смотреть поперек продольной оси зонда, не будет расположен при заданном положении контактного штыря, при котором этот конец контактного штыря расположен напротив открытой торцевой стороны,
- при этом затем контактный штырь движется в направлении продольной оси зонда и при этом вставляется в зонд.
При такой последовательности действий достигается возможность надежного вставления конца контактного штыря в зонд, без необходимости сложного приводного, управляемого и т.д. центрирующего устройства. Более того, место установки может быть выполнено чисто механически жестким.
В случае, когда контактный штырь не был бы изогнут, контактный штырь должен был бы двигаться в направлении ввода до некоторого идеального положения, чтобы конец контактного штыря вследствие ввода в устройство для центрирования контактного штыря, если смотреть поперек продольной оси зонда, был расположен при заданном положении контактного штыря. Например, возможно, чтобы контактный штырь двигался в направлении ввода за пределы этого идеального положения. Вследствие такого рода «перехода» или, соответственно, «перехлеста» конец контактного штыря, независимо от того, изогнут контактный штырь или нет, всегда прилегает к устройству для центрирования контактного штыря, благодаря чему он, во-первых, принимает определенное положение, а во-вторых, подавляются вибрации и колебания.
Альтернативно один из равноценных вариантов осуществления заключается в том, чтобы во время ввода конца контактного штыря в устройство для центрирования контактного штыря регистрировалось усилие, необходимое для ввода конца контактного штыря, и по этому усилию распознавалось достижение заданного положения контактного штыря.
Особенно простое и надежное вставление конца контактного штыря в зонд возможно благодаря тому, что контактный штырь при движении в направлении продольной оси зонда сначала вставляется в зонд только на некоторое расстояние, затем контактный штырь против направления ввода выдвигается из заданного положения контактного штыря, и только после этого контактный штырь полностью вставляется в зонд.
Возможность вставления еще более упрощается, когда зонд перед комплектацией места установки расширяется на своей открытой торцевой стороне. Соответствующее расширение может быть, в частности, воронкообразным.
Фиксирующее и движущее устройство может быть выполнено в соответствии с потребностями. В частности, оно может быть выполнено в виде руки робота.
Задача решается также с помощью места установки для имеющего продольную ось, открытого с торцевой стороны металлургического зонда,
- при этом место установки имеет элементы для центрирования зонда, посредством которых зонд в месте установки, если смотреть поперек продольной оси зонда, удерживается в заданном положении,
- при этом место установки имеет устройство для центрирования контактного штыря, в которое может вводиться конец контактного штыря, удерживаемого посредством фиксирующего и движущего устройства в области фиксации, пока конец контактного штыря вследствие ввода в устройство для центрирования контактного штыря, если смотреть поперек продольной оси зонда, не будет расположен при заданном положении контактного штыря.
В одном из предпочтительных вариантов осуществления предлагаемого изобретением места установки предусмотрено, что место установки на своей стороне, противоположной относительно зонда устройству для центрирования контактного штыря, имеет упор для зонда, посредством которого предотвращается смещение зонда в направлении продольной оси зонда.
Задача решается также с помощью фиксирующей рамы, которая имеет множество мест установки такого рода. Места установки могут быть, в частности, расположены по двухмерному растру.
Другие преимущества и подробности содержатся в последующем описании примеров осуществления в связи с чертежами. В принципиальном изображении показано:
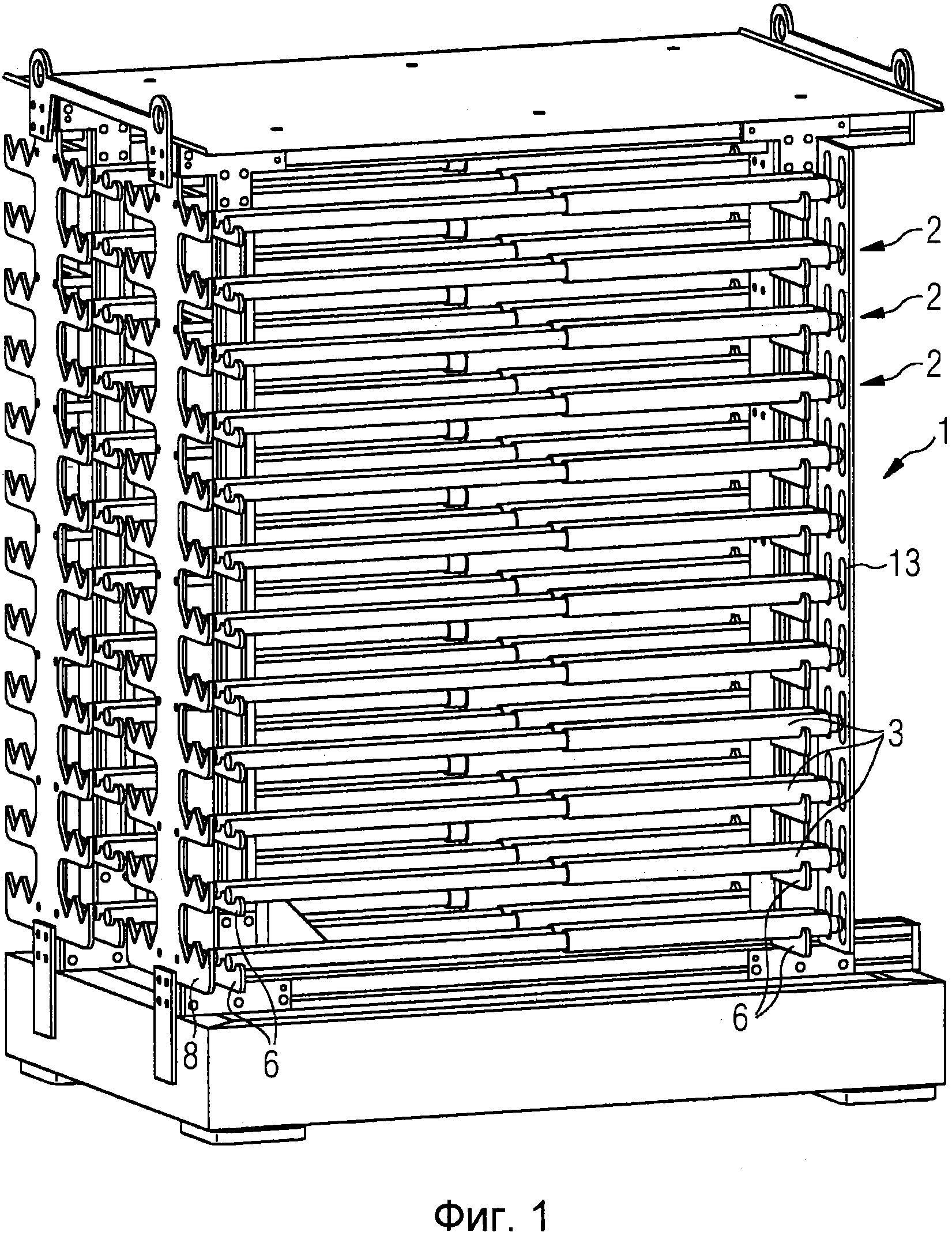
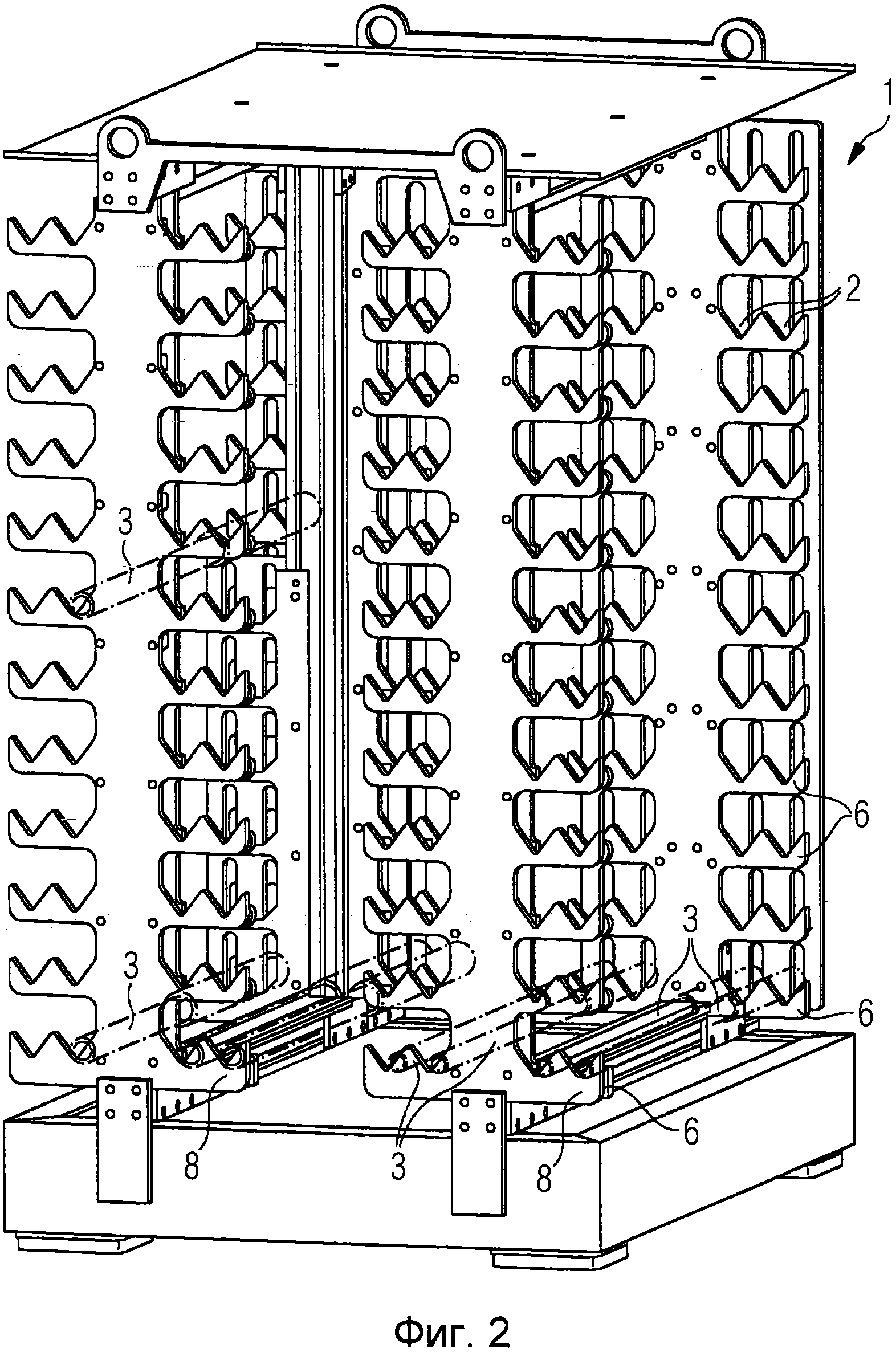
фиг.1 и 2: схематично фиксирующая рама на изображении в перспективе;
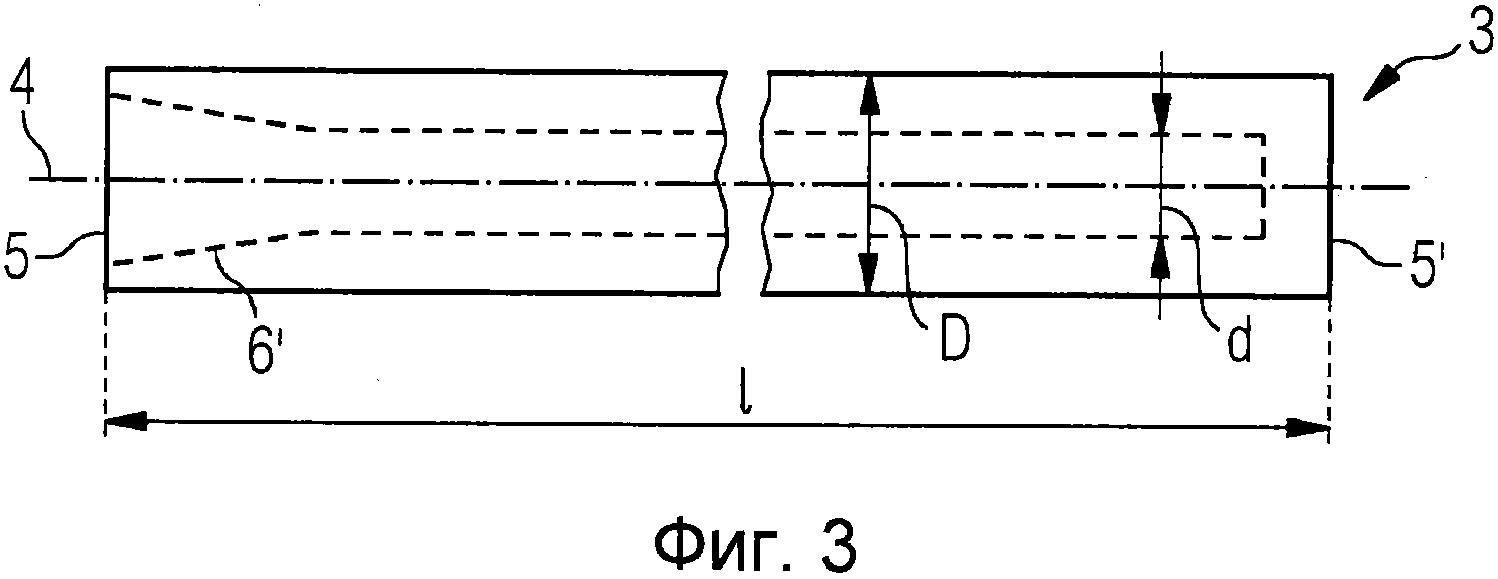
фиг.3: схематично зонд в поперечном сечении;
фиг.4: схематично место установки на виде сбоку;
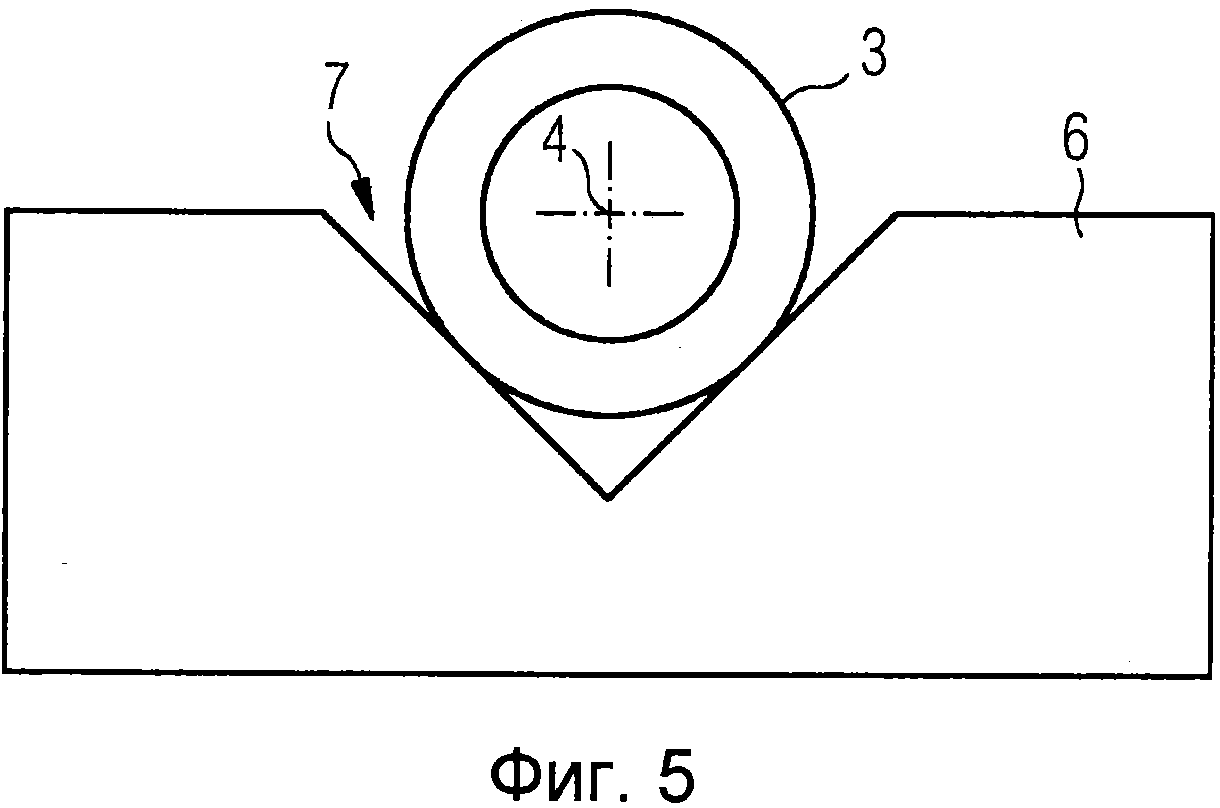
фиг.5: сечение по линии V-V, указанной на фиг.4;
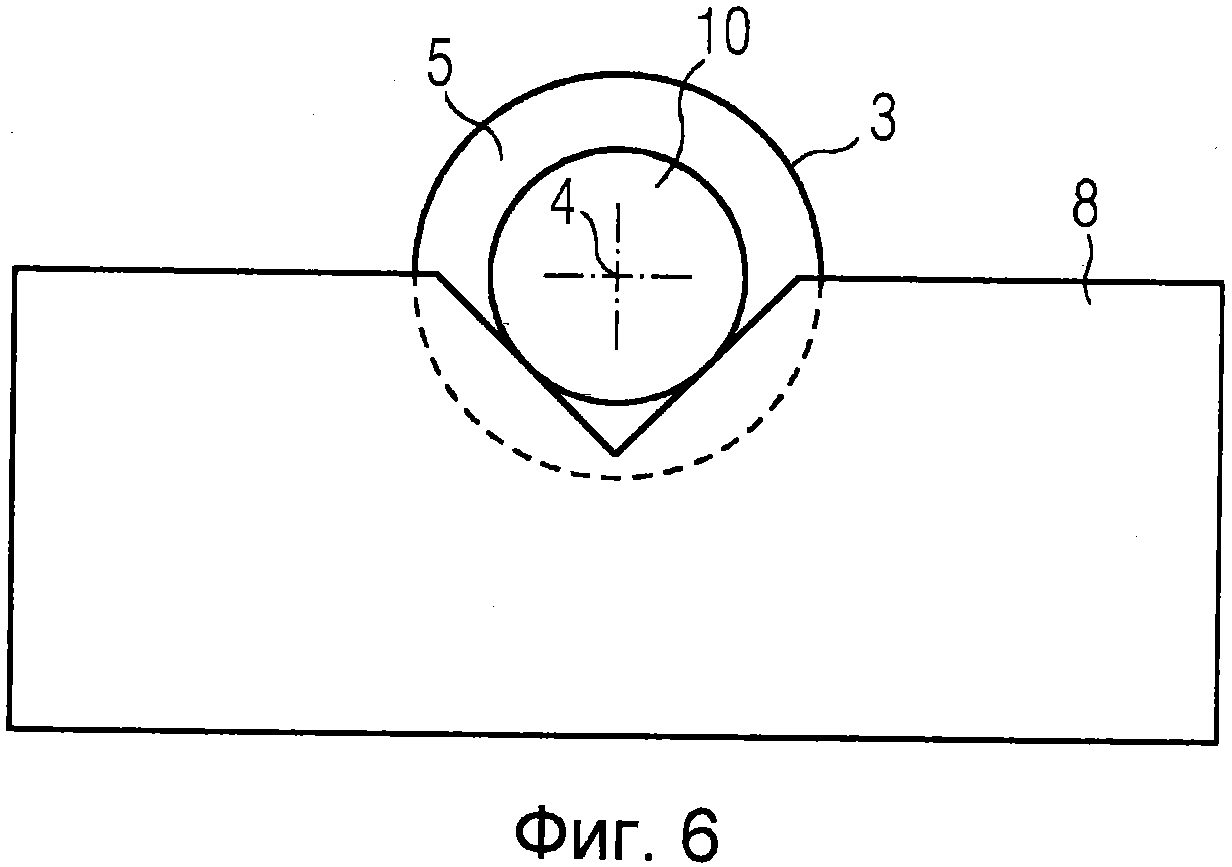
фиг.6: сечение по линии VI-VI, указанной на фиг.6;
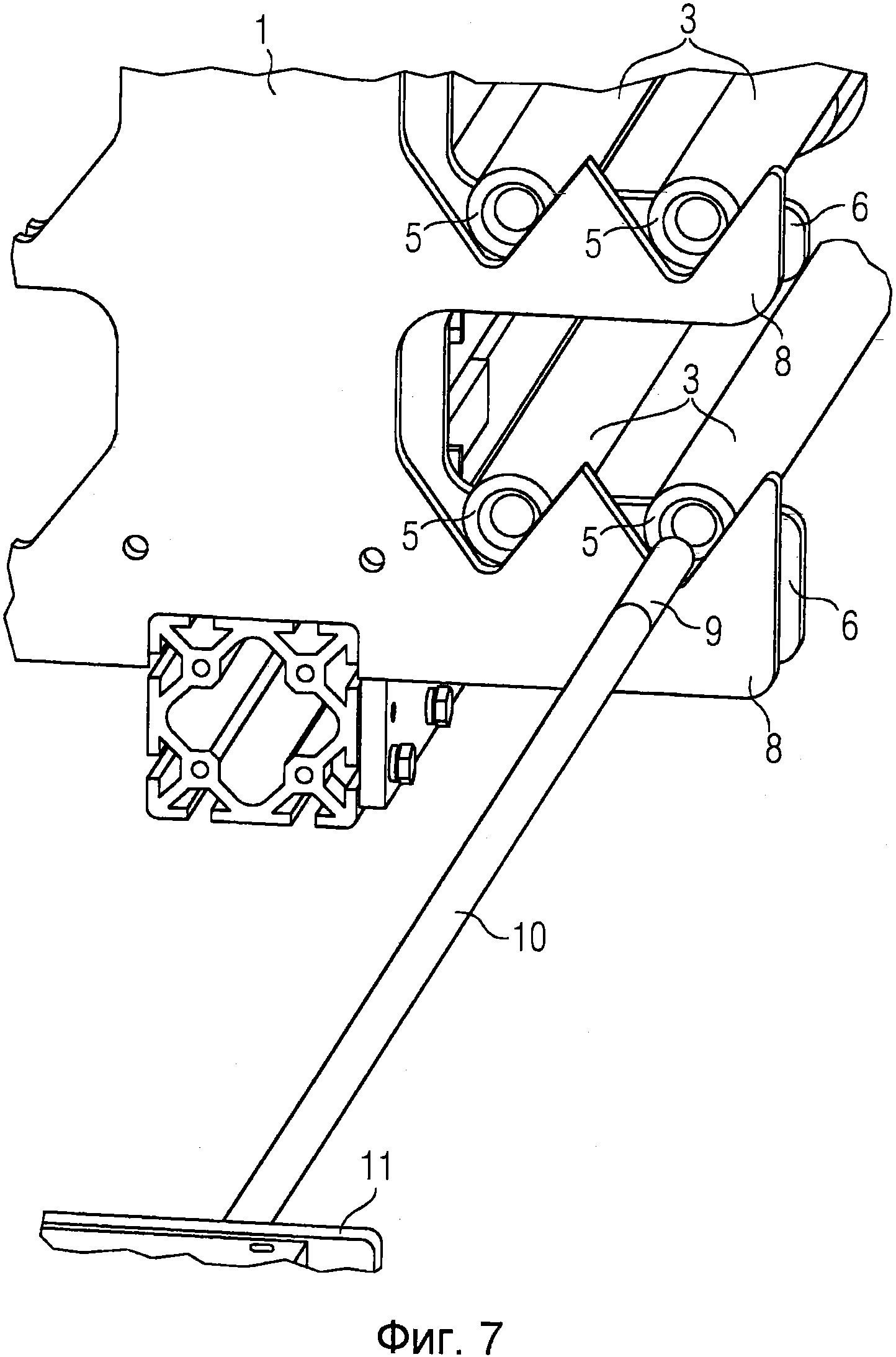
фиг.7: изображение в перспективе фиг.6;
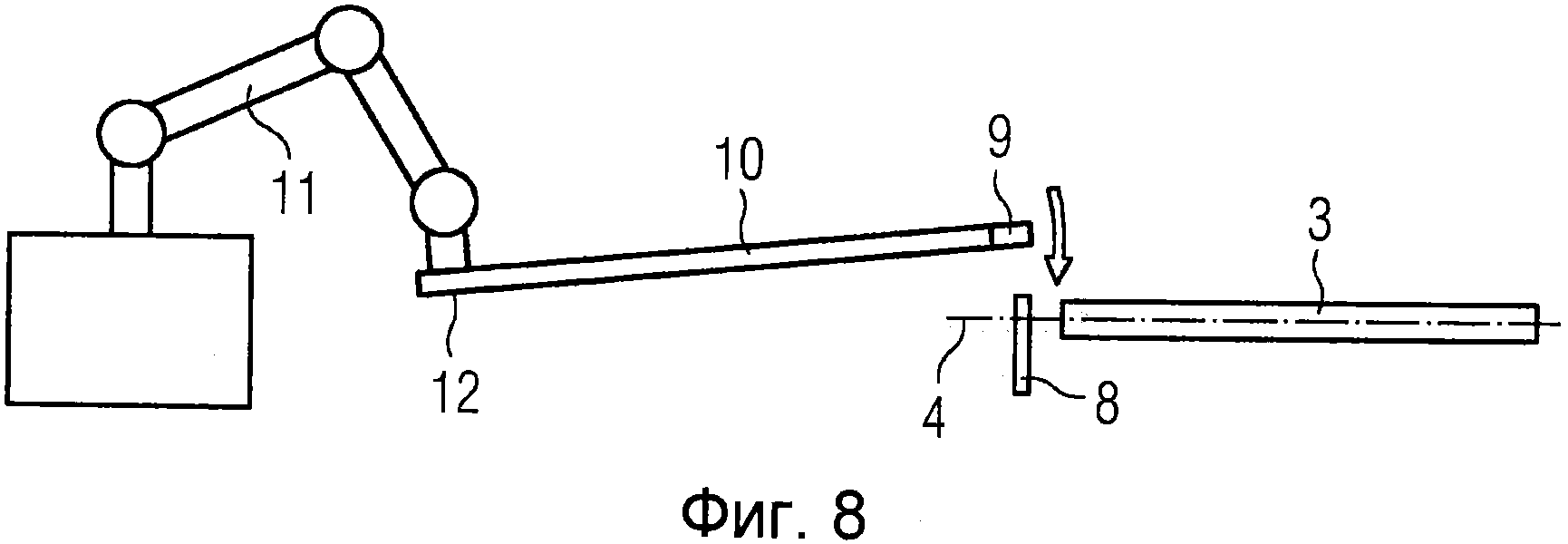
фиг.8: схематично ввод конца контактного штыря в устройство для центрирования контактного штыря;
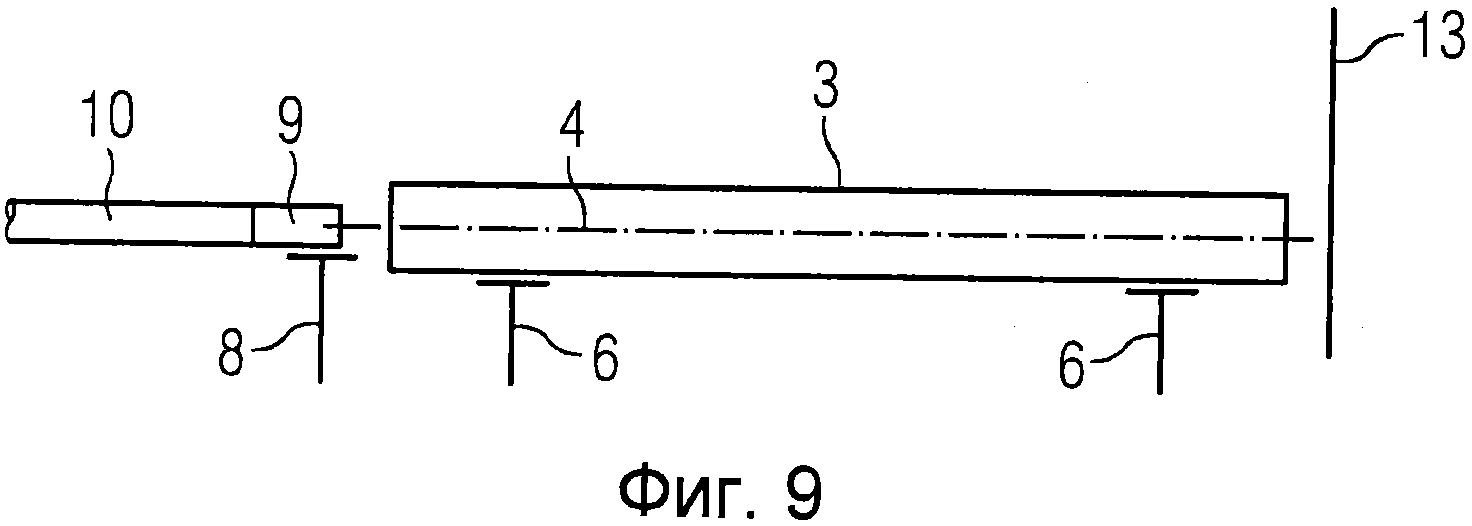
фиг.9: схематично зонд и центрированный относительно зонда контактный штырь;
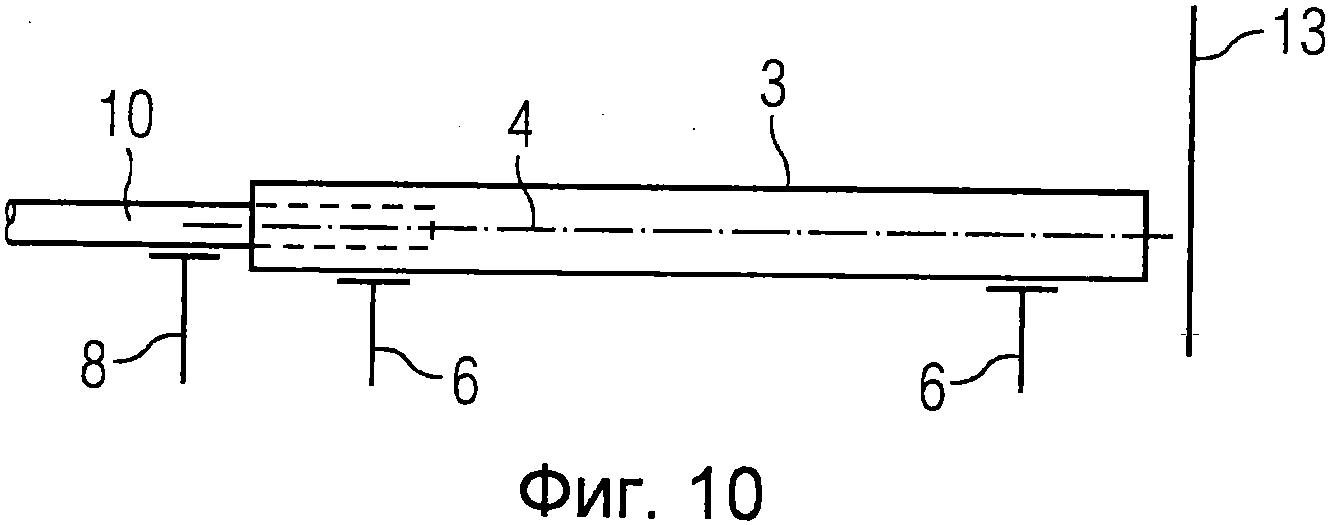
фиг.10: зонд и контактный штырь в частично вставленном состоянии контактного штыря;
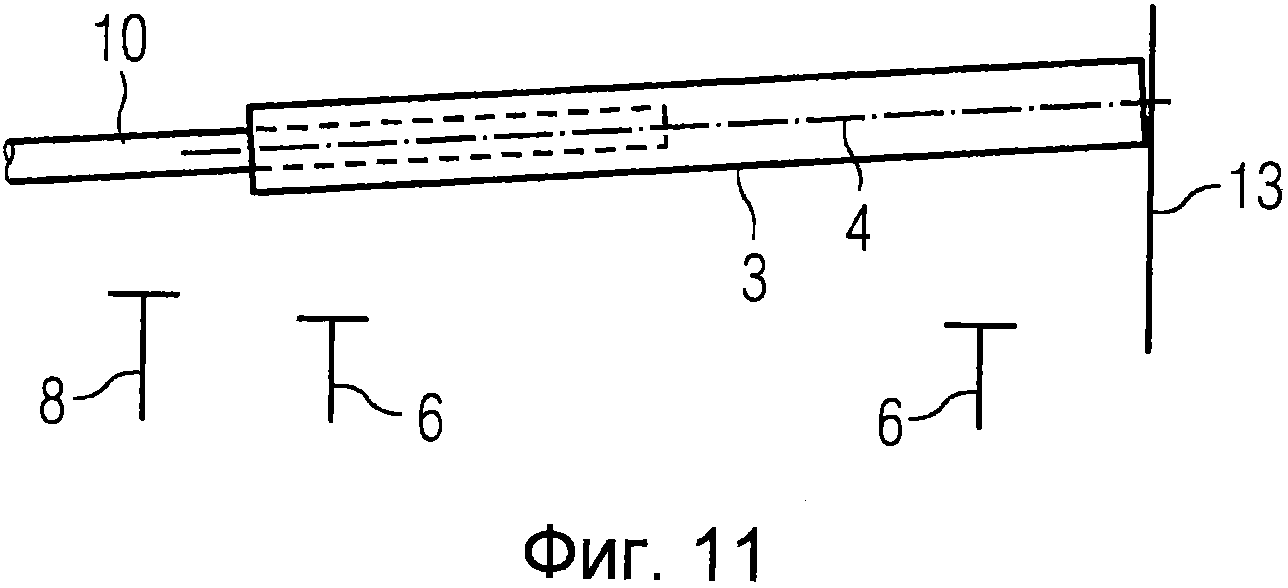
фиг.11: зонд и контактный штырь в приподнятом состоянии контактного штыря;
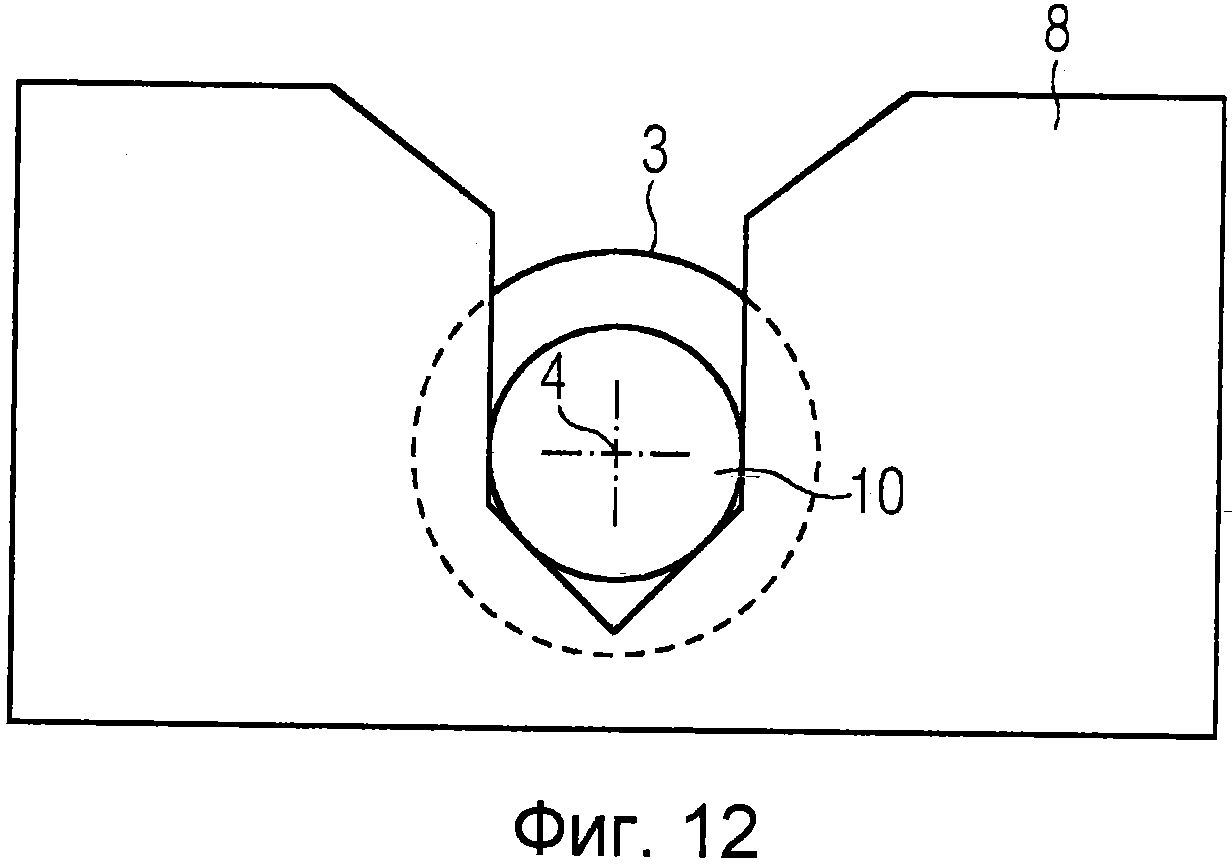
фиг.12: схематично устройство для центрирования контактного штыря с введенным концом контактного штыря;
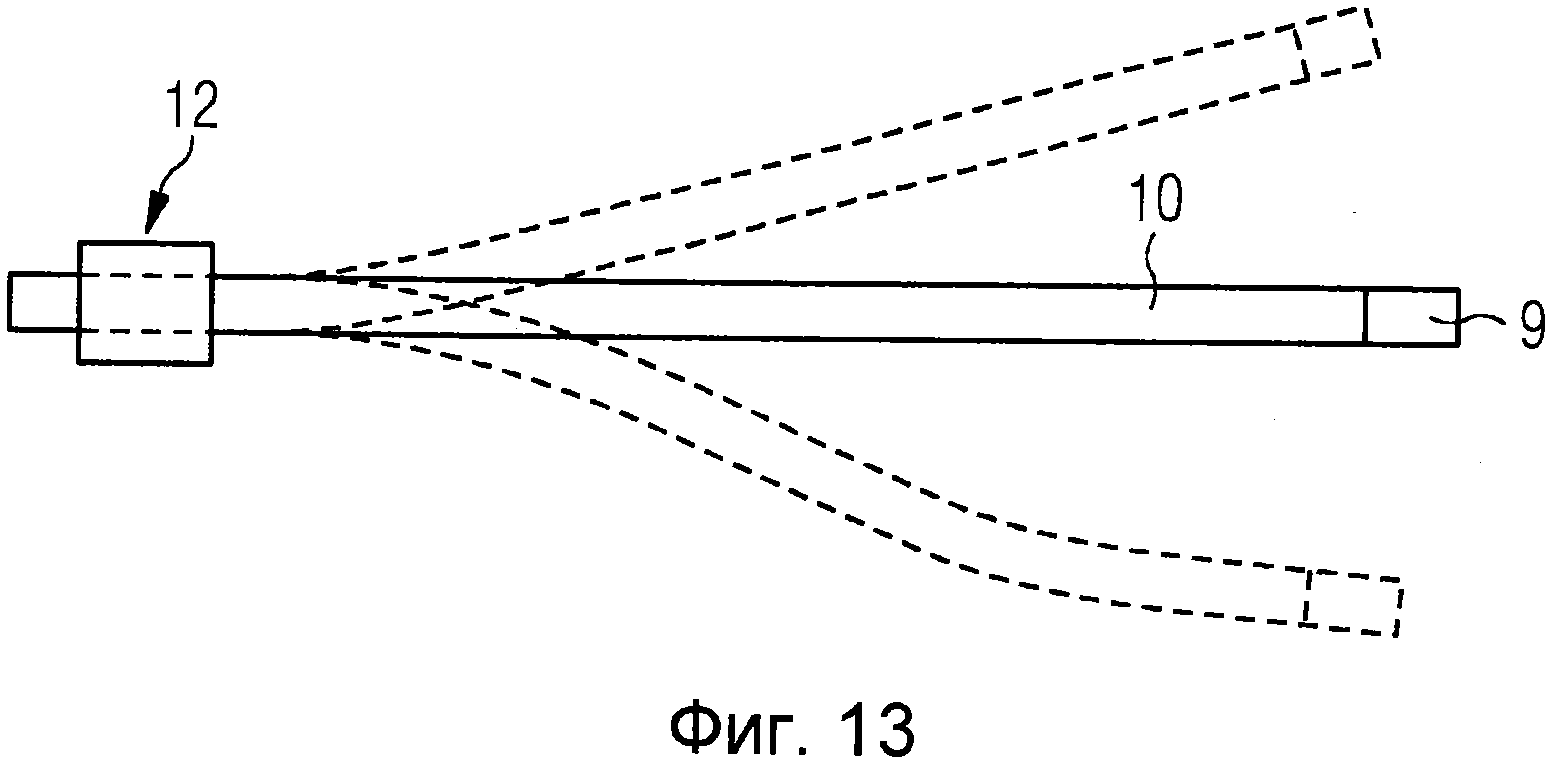
фиг.13: контактный штырь в неизогнутом состоянии и в изогнутых состояниях и
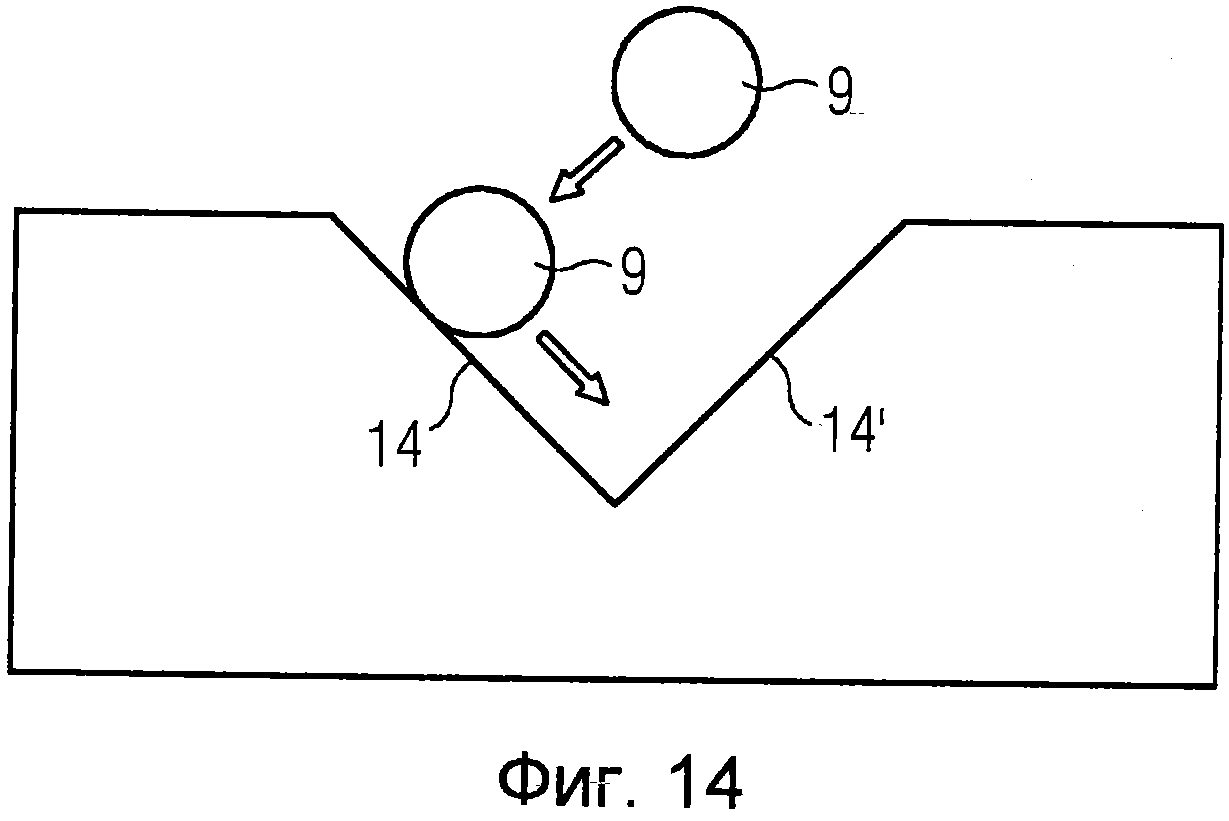
фиг.14 и 15: схематично ввод конца контактного штыря в устройство для центрирования контактного штыря.
В соответствии с фиг.1 и 2 фиксирующая рама 1 имеет множество мест 2 установки. Места 2 установки в соответствии с фиг.1 и 2 расположены по двухмерному растру. Альтернативно места 2 установки могли бы быть расположены по одномерному растру. Теоретически возможно даже неупорядоченное расположение мест 2 установки. Решающим является, чтобы места 2 установки находились в определенных местах.
Места 2 установки рассчитаны каждое на помещение одного (дополни: единственного) металлургического зонда 3. Такого рода зонды 3 общеизвестны специалистам. Они служат, например, для отбора проб в металлических расплавах или для измерения температуры такого рода металлических расплавов. В качестве расплавленных металлов возможны, в частности, железо, сталь, медь и алюминий. Возможны также другие металлы. На фиг.3 показан характерный зонд 3 в поперечном сечении.
В соответствии с фиг.3 зонд 3 выполнен в виде трубки. Он имеет продольную ось 4, вдоль которой он распространяется. Длина 1 зонда 3 часто находится в пределах от 1 м до 2 м. Наружный диаметр D зонда часто составляет приблизительно около 2,5 см - 5 см.
Зонд 3 внутри полый. Он имеет внутренний диаметр d, который, как правило, составляет примерно от 12 мм до 20 мм, например, примерно от 16,5 мм до 17 мм. Зонд 3 имеет две торцевые стороны 5, 5'. На одной торцевой стороне 5, ниже называемой открытой торцевой стороной 5, зонд 3 открыт. На другой торцевой стороне 5', ниже называемой закрытой торцевой стороной 5', зонд 3 закрыт.
Предпочтительно, но необязательно, зонд 3 в соответствии с изображением фиг.3 на своей открытой торцевой стороне 5 расширен. Соответствующее расширение 6' может быть, в частности, воронкообразным.
Момент времени, в который зонд 3 расширяется, может быть определен в соответствии с потребностями. Например, расширение может происходить уже при изготовлении зонда 3. Альтернативно это может происходить в более поздний момент времени. Решающим является, чтобы зонд 3 (расширение?) выполнялось в зонде 3 до вставления зонда 3 в одно из мест 2 установки фиксирующей рамы 1, то есть до комплектации соответствующего места 2 установки соответствующим зондом 3.
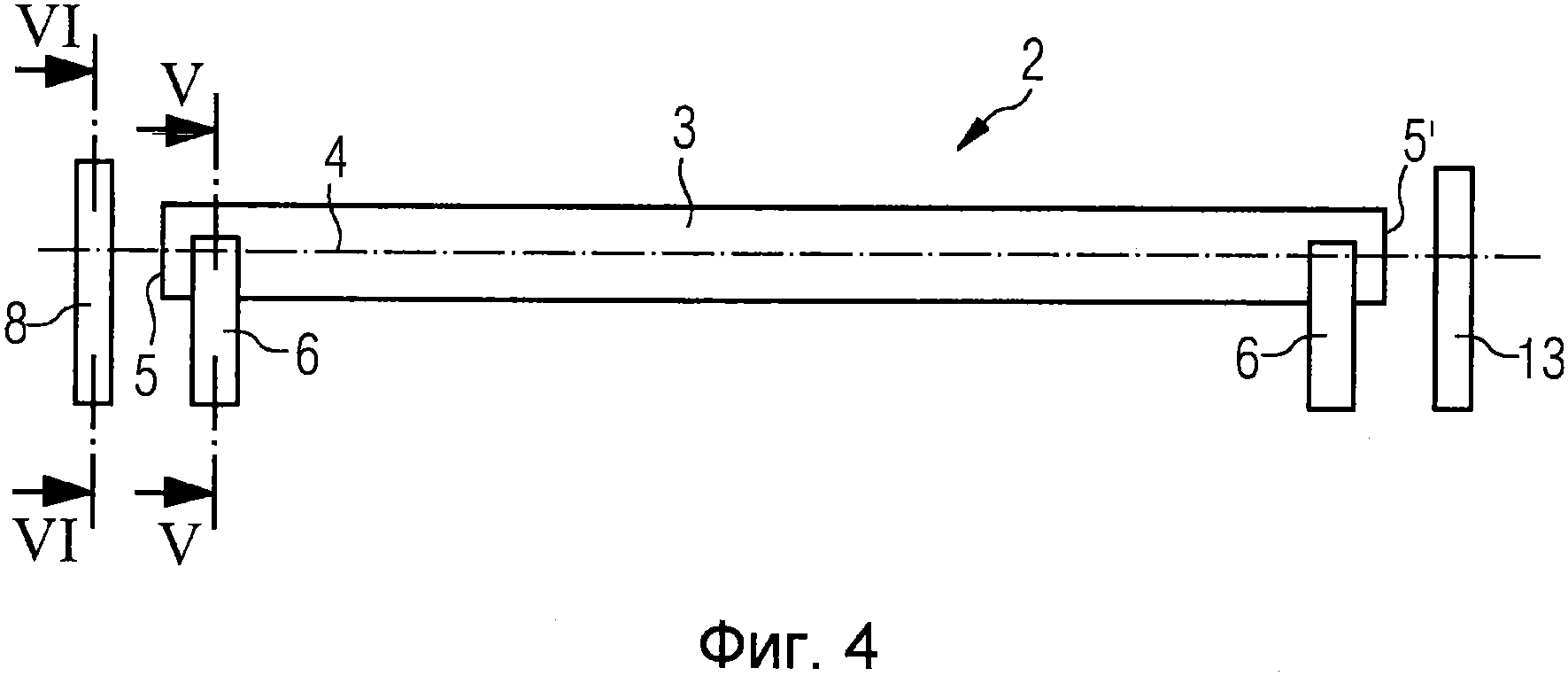
На фиг.4 схематично показано одно из мест 2 установки фиксирующей рамы 1, при этом изображенное место 2 установки укомплектовано зондом 3. То есть соответствующее место 2 установки уже укомплектовано. Комплектация места 2 установки зондом 3 происходила таким образом, что открытая торцевая сторона 5 обращена в заданном направлении вставления.
В соответствии с фиг.4 место 2 установки имеет элементы 6 для центрирования зонда, посредством которых зонд 3 удерживается в месте 2 установки, если смотреть поперек продольной оси 4 зонда, в заданном положении. Это положение ниже называется положением зонда. Например, элементы 6 для центрирования зонда могут быть выполнены в виде стальных ребер, которые, см. фиг.5, на своей верхней стороне имеют V-образную (альтернативно, например, U-образную или Y-образную) выемку 7. Элементы 6 для центрирования зонда могли бы быть также выполнены, например, в виде прорезей, у которых ширина прорези соответствует наружному диаметру D зонда 3.
В соответствии с фиг.4 имеются два таких элемента 6 для центрирования зонда. Количество элементов 6 для центрирования зонда, однако, произвольно. Минимально должен иметься только один единственный элемент 6 для центрирования зонда. Альтернативно могли бы иметься также три, четыре, пять и т.д. элементов 6 для центрирования зонда.
Место 2 установки в соответствии с фиг.4 имеет также устройство 8 для центрирования контактного штыря. Устройство 8 для центрирования контактного штыря выполнено таким образом, что в него, см. фиг.6 и 7, может вводиться конец 9 контактного штыря 10. Ввод конца 9 контактного штыря 10 в устройство 8 для центрирования контактного штыря происходит в направлении ввода. Направление ввода, см. стрелку на фиг.8, как видно из фиг.6-8, поперечно продольной оси 4 зонда. Ввод осуществляется в соответствии с фиг.8 с помощью фиксирующего и движущего устройства 11, которое удерживает контактный штырь в области 12 фиксации контактного штыря 10. Фиксирующее и движущее устройство 11 в соответствии с фиг.8 выполнено в виде руки робота. Этот вариант осуществления возможен и предпочтителен, но не обязателен. Расстояние от области 12 фиксации контактного штыря 10 до конца 9 контактного штыря 10 часто составляет примерно 1 м и более.
Как видно из фиг.6-8, направление ввода проходит сверху вниз. Однако в принципе направление может быть любым. Решающим является, чтобы конец 9 контактного штыря вводился в направлении ввода в устройство 8 для центрирования контактного штыря до тех пор, пока конец 9 контактного штыря 10 вследствие ввода в устройство 8 для центрирования контактного штыря не будет расположен, если смотреть поперек продольной оси 4 зонда, при заданном положении контактного штыря. Это положение контактного штыря, см., в частности, фиг.6 и 7, выбрано таким образом, что конец 9 контактного штыря 10 находится (дополни: точно или, соответственно, достаточно точно) напротив открытой торцевой стороны 5. Это положение конца 9 контактного штыря 10 схематично изображено на фиг.9. Поэтому затем контактный штырь 10, см. фиг.10, посредством фиксирующего и движущего устройства 11 движется в направлении продольной оси 4 зонда и при этом вставляется в зонд 3.
Возможно, чтобы зонд 3 во время вставления конца 9 контактного штыря 10 своим собственным весом и силами трения удерживался в элементах 6 для центрирования зонда. Однако предпочтительно место 2 установки соответственно фиг.4 на своей стороне, противоположной относительно зонда 3 устройству 8 для центрирования контактного штыря, имеет упор 13 для зонда 3. Правда, в этом случае при вставлении конца 9 контактного штыря 10 в зонд 3 возможно, вероятно, смещение зонда 3 на небольшое расстояние, пока закрытая торцевая сторона 5' зонда 3 не прижмется к упору 13. Однако после этого (дополнительное) смещение зонда 3 в направлении продольной оси 4 зонда предотвращается посредством упора 13.
Можно сразу же полностью вставлять контактный штырь 10 в зонд 3. Предпочтительно, однако, контактный штырь 10 при движении в направлении продольной оси 4 зонда сначала вставляется в зонд 3 только на некоторое расстояние, например, на 10-25% полной длины вставления. Это состояние изображено на фиг.10. Затем контактный штырь 10 (и с ним зонд 3) выдвигается против направления вставления из заданного положения контактного штыря. Это состояние схематично изображено на фиг.11. Только в этом состоянии контактный штырь 10 полностью вставлен в зонд 3. Можно также выполнять дальнейшее вставление контактного штыря 10 в зонд 3 пошагово. Альтернативно во втором шаге может осуществляться вдвигание на всю оставшуюся длину вставления.
Чтобы обеспечить соответствующее позиционирование конца 9 контактного штыря 10 в устройстве для центрирования контактного штыря, устройство 8 для центрирования контактного штыря может быть выполнено различным образом. В частности, возможно, чтобы устройство 8 для центрирования контактного штыря было выполнено соответственно изображению фиг.6 и 7 в виде по существу V-образного (альтернативно, например, U-образного) желоба. Однако возможны альтернативные конфигурации, например, как изображено на фиг.12, Y-образная.
Как уже упомянуто, возможно, чтобы контактный штырь 10 был пластически изогнут. В этом случае контактный штырь 10 больше не обладает своей идеальной конфигурацией, которая изображена на фиг.13 сплошными линиями, а он изогнут. Возможные изгибы сильно преувеличенно изображены на фиг.13 штриховой линией. Чтобы с уверенностью обеспечить нахождение конца 9 контактного штыря 10 вначале вставления в зонд 3 в положении контактного штыря, возможно, чтобы во время ввода конца 9 контактного штыря 10 в устройство 8 для центрирования контактного штыря регистрировалось усилие, необходимое для ввода конца 9 контактного штыря 10. Например, может регистрироваться ток двигателя или момент двигателя привода фиксирующего и движущего устройства 11. В этом случае на основании этого усилия может распознаваться достижение заданного положения контактного штыря. Например, см. фиг.14, конец 9 контактного штыря 10 может сначала ортогонально первой кромке 14 устройства 8 для центрирования контактного штыря придвигаться к этой кромке 14. Достижение кромки 14 может, например, распознаваться по повышению электрического тока, необходимого для движения контактного штыря 10. Затем конец 9 контактного штыря 10 при перемещении вдоль кромки 14 может продолжать двигаться ко второй кромке 14' устройства 8 для центрирования контактного штыря, пока конец 9 контактного штыря 10 не будет прилегать ко второй кромке 14' устройства 8 для центрирования контактного штыря. Здесь также достижение второй кромки 14' может распознаваться по соответствующему повышению тока двигателя. В свою очередь, альтернативно конец 9 контактного штыря 10 может поочередно придвигаться к обеим кромкам 14, 14' и соответственно распознаваться достижение кромки 14, 14', при этом во время этих двух движений придвигания конец 9 контактного штыря 10 удерживается на расстоянии от соответственно другой кромки 14', 14. Благодаря этому может определяться степень изгиба контактного штыря 10 в двух измерениях.
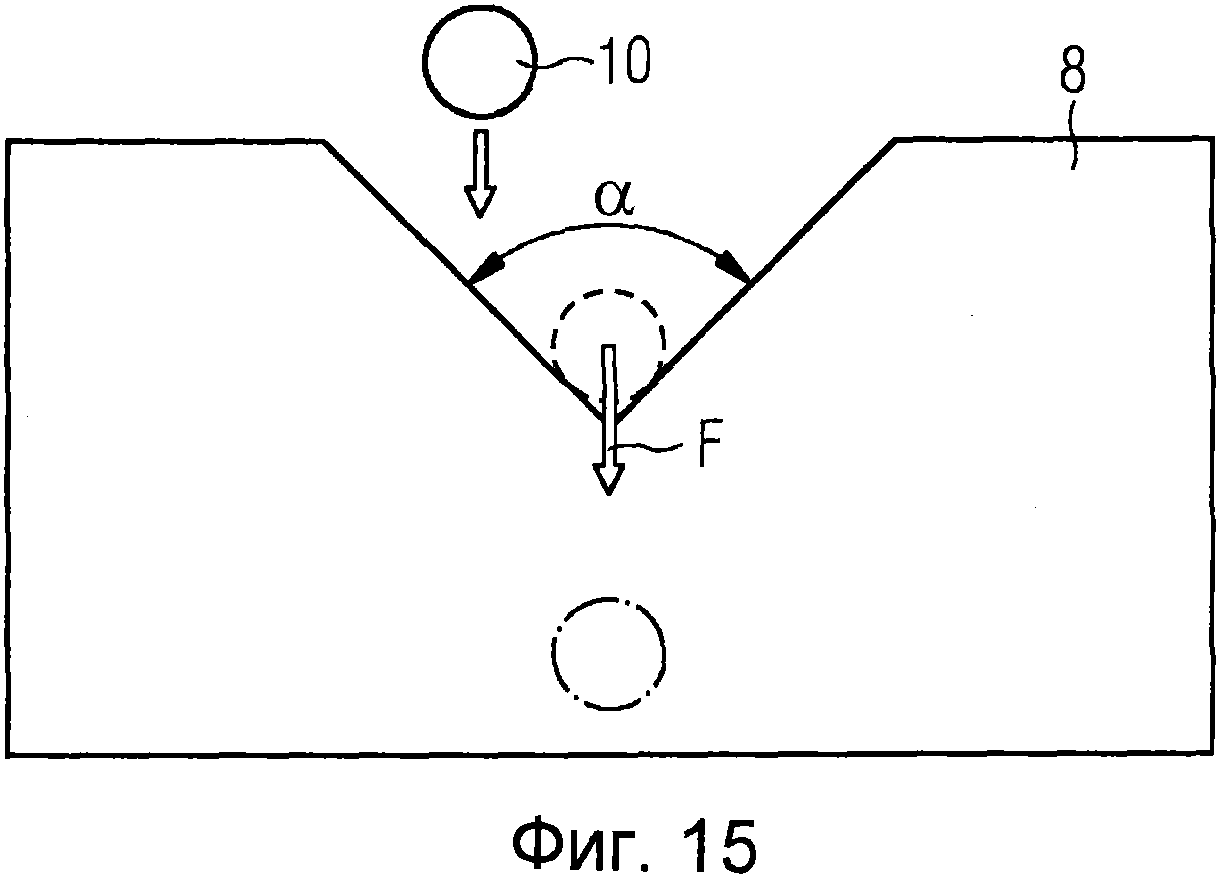
В свою очередь, альтернативно возможна следующая последовательность действий: образованная устройством 8 для центрирования контактного штыря направляющая воронка, см. фиг.15, относительно крута. Как правило, угол α раскрытия направляющей воронки в соответствии с фиг.15 составляет максимум 90°. Направление ввода примерно соответствует биссектрисе угла. Если бы контактный штырь 10 не был изогнут, положение конца 9 контактного штыря 10 в узких пределах однозначно определялось бы положением фиксирующего и движущего устройства 11. В частности, существует некоторое идеальное положение, в котором неизогнутый контактный штырь 10 удерживается таким образом, что конец 9 неизогнутого контактного штыря 10 расположен именно (точно) в положении контактного штыря. Это положение конца 9 контактного штыря 10 начерчено на фиг.15 штриховой линией.
Однако контактный штырь 10 движется не только до вышеназванного идеального положения, но и за его пределы. Если бы контактный штырь 10 не был изогнут, и устройство 8 для центрирования контактного штыря отсутствовало, конец 9 контактного штыря 10 находился бы в положении, которое изображено на фиг.15 штрихпунктирной линией. Когда контактный штырь 10 не изогнут и имеется устройство 8 для центрирования контактного штыря, контактный штырь 10 вследствие этого с помощью устройства 8 для центрирования контактного штыря располагается в желаемом положении контактного штыря, при этом контактный штырь 10 упруго изгибается. То есть действует изгибающее усилие F, с помощью которого конец 9 контактного штыря 10 удерживается в желаемом положении контактного штыря.
Вследствие того обстоятельства, что контактный штырь 10 может быть изогнут, точно неизвестно, насколько пластически смещен конец 9 контактного штыря. Однако максимальное смещение известно. Поэтому необходимо только выбрать степень выдвигания конца 9 контактного штыря 10 за пределы идеального положения, превышающую это максимальное смещение. В этом случае всегда обеспечивается, что конец 9 контактного штыря 10 прижимается к устройству 8 для центрирования контактного штыря в желаемом положении контактного штыря. Возникающий при этом изгиб контактного штыря является только упругим и поэтому некритичен.
Настоящее изобретение обладает многими преимуществами. В частности, можно выполнить фиксирующую раму 1 в виде жесткой конструкции, то есть без подвижных частей, без исполнительных элементов, без устройства управления и т.д., и все же уверенно и надежно вставлять конец 9 контактного штыря 10 в зонд 3. То же самое относится к одному отдельному месту 2 установки. Поэтому полностью отпадает необходимость в работах по техническому обслуживанию фиксирующей рамы 1 или мест 2 установки. Необходимо только время от времени комплектовать места 2 установки новыми зондами 3. Эта комплектация может осуществляться быстро и просто, причем этот процесс комплектации может осуществляться альтернативно автоматизированным или ручным методом.
Приведенное выше описание служит исключительно для пояснения настоящего изобретения. Объем охраны настоящего изобретения, напротив, должен быть определен исключительно прилагаемыми пунктами формулы изобретения.
Список ссылочных обозначений
1 Фиксирующая рама
2 Места установки
3 Зонд
4 Продольная ось зонда
5 Открытая торцевая сторона
5' Закрытая торцевая сторона
6 Элементы для центрирования зонда
6' Расширение
7 Выемка
8 Устройство для центрирования контактного штыря
9 Конец
10 Контактный штырь
11 Фиксирующее и движущее устройство
12 Область фиксации
13 Упор
14, 14' Кромки
d Внутренний диаметр
D Наружный диаметр
F Изгибающее усилие
l Длина
α Угол раскрытия
Установка непрерывной разливки, по меньшей мере, с одним многофункциональным роботом

