Результат интеллектуальной деятельности: СПОСОБ ЧЕРНОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ВИДЕ ТЕЛ ВРАЩЕНИЯ
Вид РИД
Изобретение
Изобретение относится к обработке металлов резанием, в частности к способу черновой обработки деталей в виде тел вращения, например дисков турбин и компрессоров, валов, и может быть использовано в машиностроении для черновой обработки наружных и внутренних поверхностей деталей.
Известен способ черновой обработки деталей в виде тел вращения, включающий внедрение рабочей части режущего инструмента в поверхность обрабатываемой детали на заданную ширину резания, резку и удаления отрезанной части, при этом обработка детали ведется с использованием двух режущих инструментов (режущих средств), в качестве одного из которых используют незакрепленный абразивный материал, размещенный между обрабатываемой поверхностью детали и рабочей поверхностью другого режущего инструмента, выполненного в виде полого цилиндрического элемента с выступами и впадинами на его торцевой поверхности и имеющего возможность контакта в процессе работы с абразивным материалом (патент RU №92627, Кл. B24C 3/16, опубл. 27.03.2010).
Недостатки данного способа - трудоемкость из-за необходимости периодического восполнения израсходованного абразивного материала, из-за необходимости специальной оснастки, ограниченная область применения из-за невозможности его использования для обработки изделий достаточно больших габаритов и сложной конфигурации.
Технический результат предложенного изобретения - упрощение и снижение трудоемкости и расширение области применения.
Указанный технический результат достигается тем, что в способе черновой обработки цилиндрических деталей, включающем внедрение режущего инструмента в поверхность обрабатываемой детали на заданную ширину резания, резку и удаление отрезанной части, согласно изобретению инструмент, имеющий шаржированные рабочую и прилегающие к ней поверхности, внедряют во вращающуюся деталь, при этом ширину L резания определяют как сумму ширины В рабочей поверхности режущего инструмента и удвоенной величины S выступания абразивного материала на поверхностях, прилегающих к рабочей поверхности режущего инструмента.
Указанная величина ширины L резания позволяет исключить заклинивание режущего тела при механической (черновой) обработке деталей.
Под инструментом понимают орудие, преимущественно ручное, для производства каких-либо работ. Под шаржированием понимают насыщение поверхности абразивным материалом.
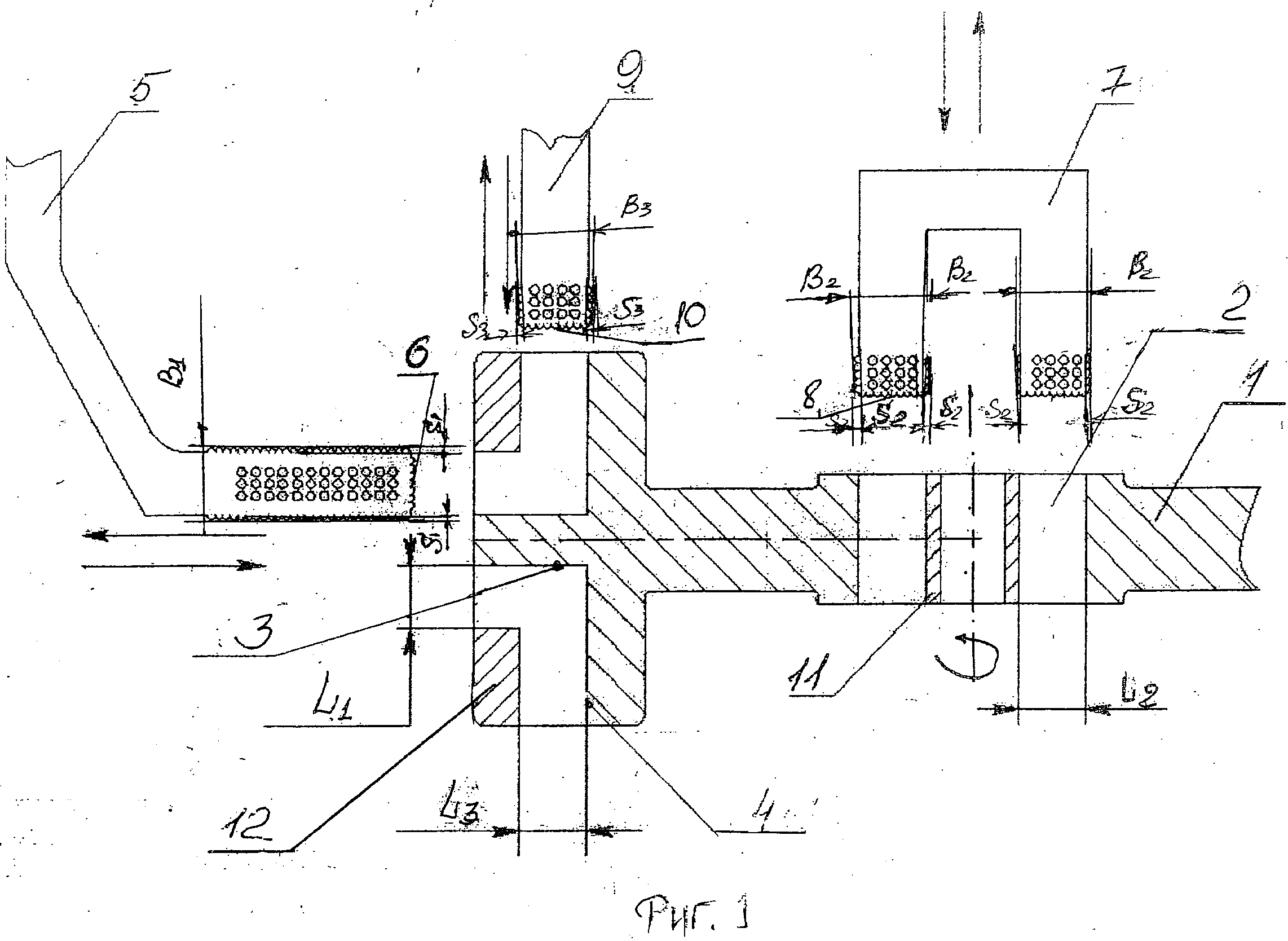
На чертеже изображены обрабатываемая деталь после черновой обработки и режущий инструмент для ее обработки.
На чертеже обозначены обрабатываемая деталь с выполненными в ней сквозным отверстием 2 и границами 3 и 4 детали после обработки ее наружного участка, L-образный режущий инструмент - 5 с рабочей поверхностью 6, П-образный режущий инструмент 7 с рабочей поверхностью 8, режущий инструмент 9 в виде параллелепипеда, доработанного по радиусу вогнутости с одной стороны и выпуклости с другой, с рабочей поверхностью 10. Возможно, использование режущего инструмента и иной конфигурации в зависимости от формы обрабатываемой детали и подручного материала для изготовления режущего инструмента. L1, L2, L3 - ширина резания участка, который, соответственно, обрабатывается инструментом 5, 7 и 9. В1, B2, B3 - ширина рабочей поверхности режущего инструмента 5, 7 и 9, соответственно. S1 S2 S3 - величина выступания абразивного материала на поверхностях, прилегающих к рабочей поверхности режущего инструмента 5, 7 и 9, соответственно. Стрелками указаны направления перемещения режущего инструмента 5, 7 и 9. Отходы от обработки в виде кускового металла кольцевой формы обозначены 11 и 12. В качестве материала для режущего инструмента используют малоуглеродистые сплавы, низколегированные стали, цветные сплавы. В качестве абразивного материала используют электрокорунд, карбид кремния, алмазную крошку и иные материалы, имеющие твердость по Моосу 9-10, поскольку твердость режущего инструмента должна быть выше твердости обрабатываемой детали.
Реализация способа рассмотрена на примере выполнения в диске турбины газотурбинного двигателя сквозного отверстия 2 и удаления с наружной поверхности детали «лишнего» материала для придания детали формы с границами 3, 4.
Для выполнения сквозного отверстия 2 используют П-образный режущий инструмент 7 с шаржируемыми рабочей поверхностью 8 и шаржируемыми боковыми поверхностями. Ширина В2 рабочей поверхности режущего инструмента и величина S2 выступания абразивного материала на поверхностях, прилегающих к рабочей поверхности режущего инструмента, подобраны с учетом обеспечения заданной ширины резания L2. Инструмент 7 закрепляют в патроне станка (не показан), подводят к вращающейся детали 1, внедряют режущий инструмент в поверхность обрабатываемой детали на заданную ширину L2 резания и осуществляют резку до полного отделения кускового металла 11 кольцевой формы. Резку осуществляют рабочей поверхностью 8 режущего инструмента 7. После чего инструмент 7 отводят от поверхности детали. Абразивный материал, нанесенный на поверхности, прилегающие (соседние боковые поверхности) к рабочей поверхности режущего инструмента, позволяет предотвратить заклинивание инструмента.
Удаление металла с наружной поверхности диска для получения детали с заданными границами 3 и 4 осуществляют следующий образом. Для полного отделения кускового материала 12 сначала внедряют инструмент 5 на заданную ширину L1 резания, осуществляя тем самым подрезку металла, который необходимо удалить, а потом со стороны торца внедряют инструмент 9 на заданную ширину резания L3 и на глубину до надрезанной части и осуществляют резку до полного отделения кускового металла 12 кольцевой формы.
Способ черновой обработки детали в виде тела вращения, включающий внедрение режущего инструмента в поверхность обрабатываемой детали на заданную ширину резания, резание и удаление отходов обработки, отличающийся тем, что используют П-образный режущий инструмент, имеющий шаржированные рабочую и прилегающие к ней боковые поверхности, которые внедряют во вращающуюся деталь и выполняют в ней сквозное отверстие, при этом ширину L резания определяют как сумму ширины B рабочей поверхности режущего инструмента и удвоенной величины S выступания абразивного материала на поверхностях, прилегающих к рабочей поверхности режущего инструмента.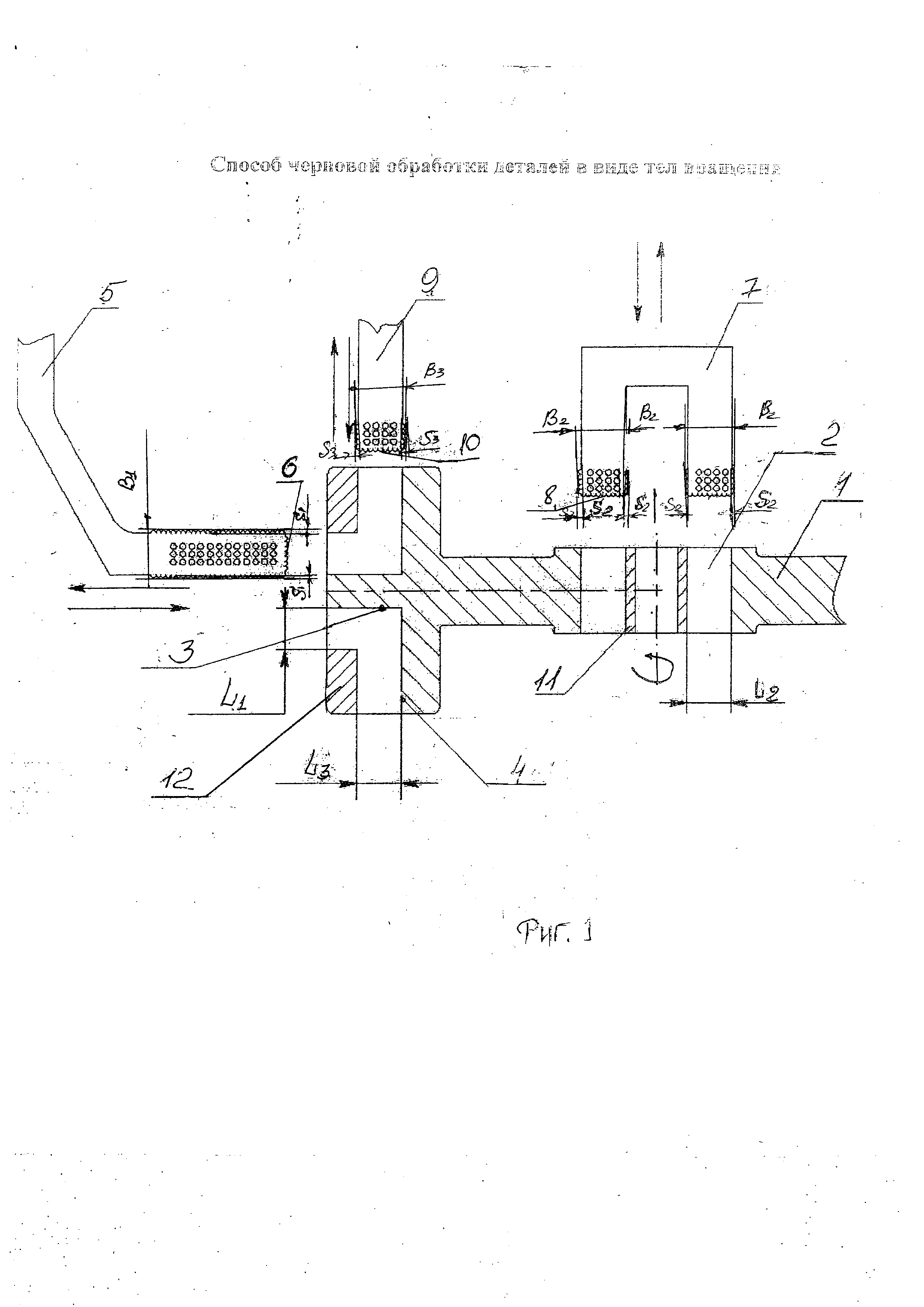
Высокотемпературное теплозащитное покрытие
Устройство и керамическая оболочка для получения отливок с монокристаллической и направленной структурой
Способ изготовления монокристаллических затравок
Способ восстановительной обработки деталей из жаропрочных никелевых сплавов
Способ изготовления монокристаллических рабочих лопаток газовых турбин
Узел подачи топлива в форсажную камеру турбореактивного двухконтурного двигателя
Биротативный компрессор
Способ термообработки протяжек с плоскими гранями
Стенд для испытаний газотурбинных двигателей
Устройство охлаждения уплотнительных гребней бандажных полок рабочих лопаток турбины
Высокотемпературное теплозащитное покрытие
Устройство и керамическая оболочка для получения отливок с монокристаллической и направленной структурой
Способ изготовления монокристаллических затравок
Способ восстановительной обработки деталей из жаропрочных никелевых сплавов
Способ изготовления монокристаллических рабочих лопаток газовых турбин
Узел подачи топлива в форсажную камеру турбореактивного двухконтурного двигателя
Биротативный компрессор
Способ термообработки протяжек с плоскими гранями
Стенд для испытаний газотурбинных двигателей
Устройство охлаждения уплотнительных гребней бандажных полок рабочих лопаток турбины

