Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩИХ МНОГОСЛОЙНЫХ ПОКРЫТИЙ
Вид РИД
Изобретение
Изобретение относится к технологии нанесения ионно-плазменных покрытий и может быть использовано для обработки поверхности металлических изделий, таких как лопатки компрессора газотурбинных двигателей и установок.
Широко известен способ нанесения покрытия на поверхность металлического изделия путем бомбардировки ее ионами металлической плазмы. Способ включает предварительную подготовку поверхности, размещение изделия в вакуумной камере, генерацию в вакуумной камере плазмы материала модификатора одним из известных методов, формирование из плазмы ускоренного ионного пучка, направленного на поверхность обрабатываемого изделия, или непосредственную обработку поверхности изделия ионами плазмы при подаче на изделие отрицательного электрического потенциала. Вследствие внедрения ионов плазмы в поверхностный слой путем диффузии или имплантации и создания искажений в кристаллической решетке под действием ионной бомбардировки, а также изменения элементного состава поверхностного слоя происходит модифицирование поверхностного слоя детали за счет ее легирования, приводящее к изменению эксплуатационных свойств детали (Модифицирование и легирование поверхности лазерными, ионными и электронными пучками. Под редакцией Дж. М. Поута, Г. Фоти, Д.К. Джекобсона. - М.: Машиностроение. - 1987. - 424 с.).
Недостатком известного способа является низкая плотность ионного тока на поверхности изделия, а соответственно и низкая скорость обработки поверхности изделия, что ограничивает его применение в машиностроении.
Известен способ нанесения износостойких покрытий и повышения долговечности изделий, включающий нанесение на металлическую подложку катодным распылением трехслойного покрытия из чередующихся слоев, при этом первый слой получают в разряде нейтрального газа из одного или смеси переходных металлов IVA-VIA групп, второй - осаждением указанных металлов в смеси нейтрального и реакционных газов, а третий слой - осаждением в смеси нейтрального и реакционных газов нитридов, или карбидов, или боридов, или смесей указанных металлов (RU 2161661 С1, 10.01.2001).
Известен также способ нанесения многослойного покрытия на металлические изделия, включающий проведение перед нанесением многослойного покрытия ионной имплантации ионами азота и постимплантационный отпуск, совмещенный с нанесением многослойного покрытия, которое наносят многократным чередованием слоев титана, ε-нитрида титана и α-титана, причем постимплантационный отпуск и нанесения многослойного покрытия проводят в одном вакуумном объеме за один технологический цикл (RU 2226227 С1, 27.03.2004).
Недостатком известных способов является сложность технологии и высокая трудоемкость (много технологических переходов и технологических операций), низкая стойкость многослойных структур к эрозионному износу при лобовом ударе абразивного потока и относительно низкая их коррозионная стойкость и жаростойкость, приводящая к отслаиванию слоев покрытия при повышенных температурах.
Наиболее близким аналогом является способ получения покрытия на поверхности металлического изделия, включающий предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, бомбардировку, очистку и нагрев поверхности изделия ионами токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия при температуре поверхности изделия ниже температуры разупрочнения материала изделия, с образованием покрытия, где в качестве токопроводящего материала используют цирконий или сплав на основе циркония, а накопление и диффузию ионов токопроводящего материала на поверхности изделия проводят при отрицательном потенциале на изделии 150-400 В в среде реакционного газа (RU 2308537 С1, 20.10.2007).
Недостатком способа-прототипа является то, что нитрид циркония, образующийся на поверхности во время бомбардировки изделия ионами токопроводящего материала, не способен работать при высоких температурах, в связи с чем получаемое покрытие имеет низкую эрозионную стойкость при температурах свыше 400°C.
Техническим результатом изобретения является повышение эрозионной стойкости металлического изделия при сохранении его жаростойкости.
Для достижения технического результата разработан способ получения покрытия на поверхности металлического изделия, включающий предварительную подготовку поверхности изделия, размещение изделия и токопроводящего материала в зоне обработки, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах указанного материала с образованием плазмы, бомбардировку, очистку и нагрев поверхности изделия ионами токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия в газовой среде при температуре указанной поверхности ниже температуры разупрочнения материала изделия с образованием покрытия, при этом используют токопроводящий материал, состоящий по меньшей мере из двух разных компонентов, каждый из которых представляет собой металл или сплав, вакуумную дугу возбуждают попеременно на каждом компоненте токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия проводят в среде реакционного газа азота или в среде реакционного газа азота и инертного газа аргона при отрицательном потенциале на изделии 60-180 В и при периодической бомбардировке поверхности изделия газовыми ионами с энергией 20-40 кэВ.
Предварительную обработку поверхности изделия можно осуществлять, например, путем пескоструйной обработки, виброгалтования или виброгалтования, совмещенным с виброполировкой, обдувкой стеклянными микрошариками размером 200-250 микрон или же различными электрохимическими методами.
Установлено, что при нанесении покрытия составным токопроводящим материалом из металлических сплавов в атмосфере реакционного газа - азота или смеси азота и аргона, за счет плазмохимической реакции формируется многослойный металлический конденсат (покрытие), содержащий чередующиеся нанослои нитрида одного металла и нитрида другого металла толщиной от 15 до 70 нм и повышающий эрозионную стойкость защищаемой основы за счет высокой твердости (~31 ГПа) и подобранного напряженно-деформированного состояния. Также обеспечивается высокая жаростойкость покрытия за счет формирования покрытия из плотных нанослоев, более термостабильных по сравнению с прототипом нитридов.
В качестве каждого компонента токопроводящего материала предпочтительно использовать материал, выбранный из группы: титан, цирконий, хром, алюминий, ниобий, ванадий, молибден, вольфрам, тантал и сплавы на их основе. Данные материалы в процессе нанесения в среде реакционного газа азота или в среде реакционного газа азота и инертного газа аргона образуют на поверхности изделия нитриды, обладающие высокой твердостью, что предпочтительно для формирования эрозионностойких покрытий.
В качестве одного из компонентов токопроводящего материала предпочтительно использовать титан или сплав на основе титана, а в качестве второго компонента токопроводящего материала - хром или сплав на основе хрома. При этом желательно, чтобы сплав на основе титана и сплав на основе хрома содержали не менее 99% основного компонента. Упрочняющее покрытие, получаемое из данного материала, обладает наиболее высокой эрозионной стойкостью и жаростойкостью за счет высокой твердости стехиометрического нитрида титана, жаростойкого нитрида хрома, нанослои которых составляют покрытие.
Диапазон отрицательного потенциала на изделии (напряжение смещения) 60-180 В выбран из расчета на то, что при меньшем значении напряжения смещения не обеспечивается достаточная твердость покрытия и эрозионная стойкость за счет образования нитридного соединения с меньшей энергией связи и тем самым с меньшей твердостью. При больших значениях напряжения смещения начинает разупрочняться основа, что приводит к падению механических свойств.
Бомбардировка поверхности изделия газовыми ионами с энергией 20-40 кэВ повышает плотность покрытия, а также меняет межплоскостное расстояние в кристаллической решетке нитридных соединений многослойного покрытия. Это уменьшает количество дефектов в покрытии.
Предпочтительно, чтобы смесь реакционного газа азота с инертным газом аргоном была в соотношении 1-9 объемных частей азота к 1 объемной части аргона, причем лучше, чтобы давление реакционного газа составляло 0,1-0,4 Па. При данном соотношении формируются нитридные соединения стехиометрического состава на основе титана и хрома, в которых на один металлический атом приходится один атом азота.
Предложенное упрочняющее покрытие получается многослойным за счет того, что вакуумную дугу возбуждают попеременно на каждом компоненте токопроводящего материала.
Примеры осуществления
Пример 1. Перед нанесением покрытия на поверхность лопаток компрессора из титанового сплава ВТ8М-1 проводили предварительную подготовку поверхности изделий (удаление загрязнений и обезжиривание). Нанесение покрытия на поверхность металлического изделия проводили на промышленной ионно-плазменной установке МАП-3 с автоматической системой управления технологическим процессом, имеющей газоразрядный источник ионов аргона ЕхН типа с током до 200 мА и напряжением до 3 кВ, вакуумно-дуговой генератор плазмы токопроводящего материала с током до 750 А, систему для подачи в вакуумный объем реакционного газа и регулирования его давления, систему для подачи и регулирования напряжения на обрабатываемые изделия в диапазоне от 0 до 900 В, газоразрядный ионный ускоритель с током до 40 мА и напряжением до 40 кВ, а также планетарный привод вращения на 24 позиции для размещения обрабатываемых изделий. Затем в зоне обработки размещали изделие и составной токопроводящий материал, состоящий из сплавов на основе титана ВТ1-0 и ВХ1-И. Создавали в зоне обработки вакуум при давлении Р≤0,1 Па. Опускали газоразрядный источник ионов аргона в зону обработки изделия и начали процесс ионной очистки поверхности изделия бомбардировкой ионами инертного газа (аргона) с энергией 0,5-3 кэВ. Процесс проводили приблизительно 15-20 минут. После его завершения из зоны обработки изделия удалили газоразрядный источник ионов аргона и подавали отрицательный потенциал на токопроводящий материал φ1=-(80-100) В и отдельно на лопатку φ2= -(60-180) В. Затем путем разрыва токового контакта на составном токопроводящем материале попеременно возбуждали вакуумную дугу, горящую в парах этого материала с образованием из него плазмы (сплавов на основе титана и хрома). Процесс ионной бомбардировки поверхности изделия ионами токопроводящего материала очистки и ионного нагрева поверхности изделия проводили при φ2= -100 В и токе вакуумной дуги 450 А. Процесс очистки поверхности изделия и ее термоактивации длился приблизительно 3 мин. Затем проводили накопление и диффузию ионов составного токопроводящего материала на поверхности изделия при отрицательном потенциале на изделии - 100±10 В при давлении 0,4 Па и температуре поверхности изделия 400-420°C, что ниже температуры ее разупрочнения на 30°C.
Пример 2 проводили аналогично примеру 1, однако перед возбуждением вакуумной дуги газоразрядный ионный ускоритель включили со следующими параметрами: ток ионного пучка - 30 мА, ускоряющее напряжение - 30 кВ. Затем начали бомбардировку изделий ионами сплавов на основе титана (ВТ1-0) и хрома (ВХ1-И), при этом также дополнительно проводили бомбардировку поверхности ионами аргона (энергия ионов составляла 20-40 кэВ) с одновременным накоплением и диффузией ионов составного токопроводящего материала на поверхности изделия.
Пример 3 проводили аналогично примеру 2, однако перед возбуждением вакуумной дуги провели виброгалтовку поверхности изделия.
Пример 4 проводили аналогично примеру 3, однако в качестве компонентов токопроводящего материала использовали сплав на основе титана (ВТ1-0) и сплав на основе алюминия.
В примере 5 по способу-прототипу покрытие наносили на изделие из титана ВТ8М-1 при параметрах осаждения аналогично примеру 1. В качестве токопроводящего материала использовали сплав на основе циркония Э110.
Полученные контрольные образцы подвергались следующим исследованиям и испытаниям:
- испытание на жаростойкость проводили в атмосферной печи при температуре 550°C в течение 100 часов, после чего определяли удельный привес (Δmуд, г/м2) и сравнивали внешний вид образцов;
- испытание на эрозионную стойкость проводили при лобовом воздействии пылевоздушного потока (70 градусов) и касательном обтекании (20 градусов) согласно ММ 1.595-2-352-2008 при температуре 20°C на эрозионном стенде, используя в качестве абразива кварцевый песок Люберецкого размера. Давление воздуха в магистрали составляло 3 атм, при этом скорость частиц соответствовала 50-80 м/с. Время цикла составляло 2 мин, испытания проводились в течение 3-х циклов или до появления следов износа. Затем рассчитывался объемный унос массы и относительный эрозионный износ по сравнению с образцом без покрытия.
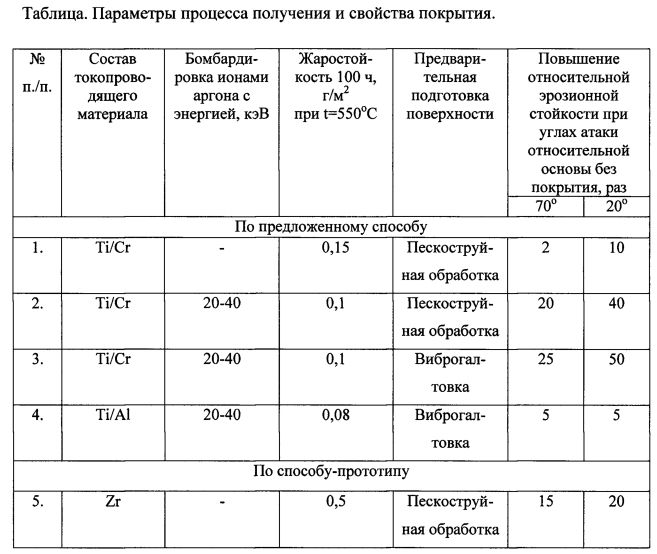
В таблице приведены параметры процесса получения и свойства покрытия. Из таблицы видно, что обработка поверхности металлических изделий по предложенному способу приводит к увеличению эрозионной стойкости обработанной поверхности по сравнению с основой без покрытия в 25-50 раз, при этом жаростойкость покрытия остается на высоком уровне.
Способ соединения слоистого алюмостеклопластика
Способ изготовления ротора турбины из никелевого жаропрочного сплава
Жаропрочный деформируемый сплав на основе никеля и изделие, выполненное из этого сплава
Способ нанесения межкристаллитных коррозионных поражений на алюмиевые сплавы
Способ получения суперсплавов на основе никеля, легированных редкоземельными металлами
Способ получения углепластиков на основе термостойкого связующего
Звукопоглощающий материал и конструктивные элементы двигателя и мотогондолы двигателя, выполненные из него
Эпоксидное клеевое связующее
Композиционный вибропоглощающий материал
Способ термической обработки отливок из жаропрочных никелевых сплавов
Способ соединения слоистого алюмостеклопластика
Способ изготовления ротора турбины из никелевого жаропрочного сплава
Жаропрочный деформируемый сплав на основе никеля и изделие, выполненное из этого сплава
Способ нанесения межкристаллитных коррозионных поражений на алюмиевые сплавы
Способ получения суперсплавов на основе никеля, легированных редкоземельными металлами
Способ получения углепластиков на основе термостойкого связующего
Звукопоглощающий материал и конструктивные элементы двигателя и мотогондолы двигателя, выполненные из него
Эпоксидное клеевое связующее
Композиционный вибропоглощающий материал
Способ термической обработки отливок из жаропрочных никелевых сплавов

