Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПРИСАДОЧНОГО МАТЕРИАЛА ДЛЯ ДУГОВОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к сварочным материалам при электродуговой сварке для модифицирования металла сварного шва наноразмерными тугоплавкими частицами. Изобретение может быть использовано в мостостроении и промышленном строительстве при изготовлении и монтаже строительных конструкций.
Известно [1, 2], что наибольший эффект повышения стойкости металла против хрупкого разрушения достигается измельчением структуры при введении в расплав модификаторов - тугоплавких частиц, обладающих малыми размерами и когерентностью с кристаллической решеткой свариваемого сплава. Однако введение частиц такого размера в сварочную ванну, контактирующую с высокотемпературной зоной дуги, представляет большую проблему в связи с их быстрым расплавлением и потерей зародышеобразующих свойств. Нанодисперсные порошки обладают комплексом особенностей физико-химических свойств:
- низкой смачиваемостью жидким металлом, что особенно важно для выполнения роли центров кристаллизации,
- высокой химической активностью и самовозгоранием на воздухе;
- началом процесса окисления при сравнительно низких температурах, что может привести к деактивации нанодисперсных частиц при нахождении в высокотемпературной зоне сварочной ванны.
Перечисленные особенности свойств нанодисперсных порошков, а также их низкая плотность приводит к зависанию этих частиц в воздухе при стандартных методах ввода, например, насыпкой в сварочный зазор. Это осложняет их использование в качестве модификаторов в свободном виде при дуговой сварке. Для возможности применения нанодисперсных частиц тугоплавких элементов в качестве модификаторов при дуговой сварке необходимо использовать носитель (в нашем случае - это гранулят - рубленая сварочная проволока диаметром 1,0-2,0 мм и длиной 1,0-2,0 мм), который позволит доставить эти частицы в объем сварочной ванны. Для этого необходимо получить надежное соединение между нанодисперсными частицами и носителем - гранулятом. Существуют различные способы получения такого соединения.
Известен прием получения модифицирующих присадок в высокоэнергетической планетарной мельнице с ускорением частиц не менее 20g [3]. Аналогичный прием известен при получении наноструктурируемых композиционных материалов с металлической матрицей, армированной наноразмерным оксидным наполнителем, применяемых для получения покрытий [4].
Сравнительный анализ предлагаемого способа получения гранулированного присадочного материала для дуговой сварки с приемом получения дисперсионного композиционного материала [3] и со способом получения агломерированных дисперсных частиц системы «металл-неметалл» износостойкого класса [4] показал, ряд недостатков.
1) Для достижения положительного результата повышения комплекса механических свойств гранулированная присадка должна быть необходимого химического состава и в то же время оптимального размера для повышения активности модифицирующих частиц за счет отвода избыточного тепла на плавление гранул-микрохолодильников. При сварке низкоуглеродистых низколегированных сталей необходимый химический состав металла шва может быть достигнут применением сварочной проволоки из низкоуглеродистой, и/или легированной, и/или высоколегированной стали для производства гранулята. На основании экспериментов и сделанных теоретических расчетов оптимальной размерности гранулята в предлагаемом способе в качестве носителя модифицирующих частиц используются частицы рубленой сварочной проволоки из низкоуглеродистой, и/или легированной, и/или высоколегированной стали диаметром 1-2 мм и длиной 1-2 мм. Выполнение этих требований позволяет получить сварные швы с требуемым химическим составом. Оптимальная размерность гранул (1-2 мм) позволяет эффективно использовать избыточное тепло сварочной дуги, повышая производительность процесса сварки, а также увеличивая время активации модифицирующих частиц TiO2. В результате применения предложенного гранулированного присадочного материала при автоматической дуговой сварке зафиксировано повышение ударной вязкости металла шва и общее повышение стабильности всего комплекса механических свойств сварных соединений.
Экспериментально установлено, что при применении гранулята размерностью менее 1 мм возникают трудности его изготовления, дозировки в процессе сварки, а также сильно повышается процент выгорания. В приведенных изобретениях размерность матричного материала [3] 40-100 мкм, [4] 20-60 мкм существенно отличается от предлагаемого в нашем способе 1-2 мм.
2) Получение гранулированного присадочного материала для дуговой сварки не может быть реализовано с использованием высокоскоростной дезинтеграторной установки [4] по причине ограничения максимально допустимого размера гранул до 0,5 мм. Механоактивация гранул больше 0,5 мм приводит к заклиниванию смесительных элементов и выходу из строя установки. Поэтому в отличие от способа [4] для реализации механосинтеза использована высокоэнергетическая планетарная мельница Pulverisette 5, с более необходимым диапазоном дисперсности смешиваемых частиц. Применение этого оборудования позволило получить качественный сварочный материал со стабильным составом и повышенной модифицирующей способностью за счет измельчения в процессе смешивания модифицирующей добавки TiO2 до наноразмерного диапазона.
3) Из экспериментальных данных установлено, что важным отличием от [3, 4] являются режимы механосинтеза. Оптимальными режимами в предлагаемом способе являются время обработки смеси - 5 минут и ускорение, при котором происходит смешивание частиц в планетарной мельнице 50-60g. При таком режиме возникают прочные связи между гранулятом (1-2 мм) и модифицирующими частицами, это повышает стабильность состава гранулированного присадочного материала и положительно влияет на механические свойства сварных соединений, выполненных с участием предложенной МХП.
Повышение сопротивляемости хрупкому разрушению зависит от состава модифицирующей присадки. Также установлено, что новые возможности в получении мелкозернистой структуры шва открывает применение в процессе модифицирования нанопорошков тугоплавких соединений, обладающих уникальными физико-химическими свойствами. Уникальность физико-химических свойств связана с тем, что в частицах нанопорошка количество атомов на поверхности соизмеримо с их количеством в объеме, в результате резко возрастает вклад поверхностной энергии в общий энергетический баланс. При этом наблюдаются качественно новые эффекты, описываемые законами квантовой механики. А также становится возможным протекание таких реакций между наночастицами, которые не могут идти между частицами, находящихся в массивном состоянии [5].
Несмотря на положительные предпосылки, возможность использования нанодисперсных порошков в процессе модифицирования сварных швов осложняется целым рядом проблем, требующих решения.
Во-первых, имеющиеся способы ввода порошкообразных добавок крупных частиц в зону сварки не могут быть использованы для частиц наноразмерного диапазона, по причине образования в воздухе пылевидной взвеси из наночастиц и при определенных условиях самовозгорающейся, что делает невозможным ввод нанодисперсных порошков в зону сварки в свободном виде.
Во-вторых, для высокой эффективности процесса модифицирования необходимо определить оптимальное долевое участие нанодисперсных порошков, так как известно, что введение только определенного количества добавки позволяет положительно влиять на механические свойства сварных соединений, в обратном случае комплекс механических свойств ухудшается. Известно, что наличие титана, вводимого в составе сталей в процессе их производства, обеспечивает высокую вязкость металла [6]. Однако в процессе сварки высокое сродство титана с кислородом приводит к обеднению металла шва титаном. Введение титана в сварочную ванну через флюс или присадочную проволоку показало недостаточную эффективность (коэффициент перехода  ).
).
Более эффективен ввод титана непосредственно в сварочную ванну с помощью гранулированного присадочного материала, представляющего проволочный гранулят, опудренный диоксидом титана. За прототип выбран способ сварки стыковых соединений без разделки кромок по МХП, засыпаемой в зазор стыкового соединения и изготавливаемой путем механического смешивания гранулята и порошка диоксида титана [7].
Итак, наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ получения сварочного материала (металлохимической присадки - далее по тексту МХП) для односторонней дуговой сварки под флюсом мостовых металлоконструкций [7]. МХП вводят в зону дуги при автоматической сварке стыковых соединений для лучшего использования тепла дуги и сохранения зародышеобразования модификатора. Сущность этого способа заключается в том, что МХП представляет собой механическую смесь, полученную в низкоэнергетическом смесителе со смещенной осью вращения по типу «пьяная бочка» (далее по тексту - стандартный смеситель). В качестве модифицирующей добавки используется диоксид титана (TiO2), которым опудривается гранулят из рубленой сварочной проволоки диаметром 1,0-2,0 мм и длиной 1,0-2,0 мм, близкий по составу к свариваемому металлу. При перемешивании в этом типе установок при вращении в смесительной емкости частицы соединяются в результате механического взаимодействия, падая с одной стенки сосуда на другую под действием силы тяжести с ускорением не более 1g.
Недостатком этого способа является нестабильность состава МХП из-за потерь химических добавок в процессе ее хранения, транспортировки и ввода в сварочную ванну вследствие слабых связей между компонентами смеси, что приводит к уменьшению стабильности свойств сварных соединений. Кроме того, при этом затрудняется возможность эффективного использования нанодисперсных модифицирующих частиц тугоплавких элементов из-за комкования этих частиц и, как следствие, снижения их модифицирующей способности.
Технический результат - получение наноразмерных модификаторов, стабилизация механических свойств и повышение сопротивляемости сварных соединений хрупкому разрушению при использовании гранулированного присадочного материала.
Достижение данной цели возможно при увеличении прочности сцепления модифицирующих частиц с поверхностью гранулята. Это может быть получено путем тщательной очистки поверхности гранулята от окислов и других загрязнений и обработкой смеси в высокоэнергетической планетарной мельнице.
Поверхность сварочной проволоки диаметром 1,0-2,0 мм тщательно очищается от загрязнений (например, травлением), затем рубится на гранулы цилиндрической формы длиной 1,0-2,0 мм. Полученный гранулят для удаления влаги и других поверхностных загрязнений прокаливается при температуре 150°C в течение 2-х часов с тщательным перемешиванием. Гранулят вместе с химической добавкой (0,3-0,8% от массы гранулята) в течение 10 минут обрабатывается в высокоэнергетической планетарной мельнице с центробежным ускорением не менее 20 g. В качестве модифицирующей химической добавки используются тугоплавкие окислы и/или карбиды, и/или порошки тугоплавких металлов (алюминий Al, титан Ti, вольфрам W, ванадий V, ниобий Nb, цирконий Zr) в количестве до 0,5%.
В процессе обработки смеси при ускорениях более 20 g происходит дробление гранулята с образованием ювенильных поверхностей и измельчение химической добавки до размеров частиц менее 0,5 мкм. Наличие ювенильных поверхностей на гранулах, высокие поверхностная энергия дисперсных частиц и кинетическая энергия их столкновения с гранулами обеспечивают химическое взаимодействие компонентов МХП, что гарантирует стабильный состав присадки. Образование нанодисперсных частиц при высокоэнергетической обработке МХП в планетарной мельнице приводит к повышению числа готовых центров кристаллизации - это увеличивает модифицирующую способность МХП.
У способа есть ряд общих моментов с приемом получения модифицирующих присадок в высокоэнергетической планетарной мельнице с ускорением частиц не менее 20g [3] и приемом получения наноструктурируемых композиционных материалов с металлической матрицей, армированной наноразмерным оксидным наполнителем, применяемых для получения покрытий [4]:
1) в проанализированных патентах применяется общая идея применения модификаторов в смеси с охлаждающими макрочастицами (микрохолодильниками), предложенная еще в 1976 году Болдыревым A.M. и коллективом авторов [2]. Для повышения эффективности модифицирования впервые именно в работе [2] было предложено вводить в сварочную ванну модификаторы в смеси с охлаждающим порошком, близким по составу к свариваемому металлу. В представленных приемах [3, 4] для сохранения модифицирующей активности модифицирующих добавок необходимо прикрепить их к микрохолодильнику, т.е. создать комбинацию наночастицы+макрочастица. Для этого эффективно применен высокоэнергетический механосинтез в специальных установках с различным ускорением частиц 450±20g (дезинтеграторная установка) и 20-30g (планетарная мельница) соответственно;
2) при получении по предложенным приемам агломерированных дисперсных частиц системы «металл - неметалл» [4], а также дисперсионного композиционного материала [3] между частицами будут возникать прочные связи, что приводит к повышению стабильности состава смесей.
Однако сопоставительный анализ предлагаемого способа получения металлохимической присадки для дуговой сварки со способами [3,4] показал, что имеется ряд принципиальных отличий, позволяющих достичь нового неожиданного технического результата.
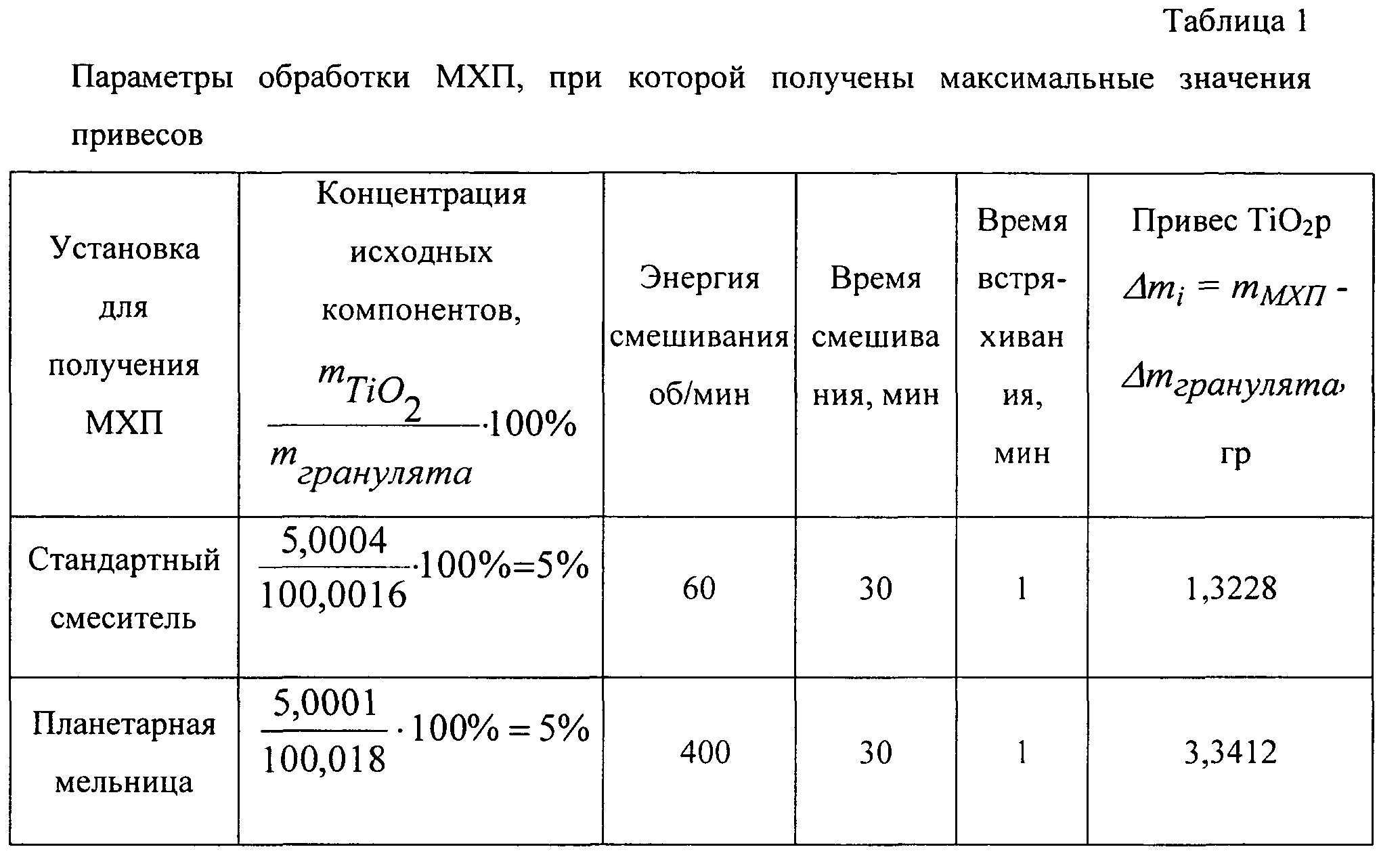
Пример. Для получения гранулированного присадочного материала для дуговой сварки использовали гранулят, изготовленный из сварочной проволоки диаметром 2 мм на специальном рубочном станке (длина частиц 1,5±0,5 мм). В качестве модифицирующей добавки применяли двуокись титана (TiO2) (дисперсностью 15 мкм). Перед смешиванием компоненты прокаливали при температуре 150°C. Смешивание производили двумя способами. Первый способ - обработка в стандартном смесителе с ускорением частиц 1g и второй - предлагаемый способ - в высокоэнергетической планетарной мельнице при ускорении частиц 60g. После смешивания, полученные смеси извлекали из смесительных емкостей, а слабосвязанные частицы (TiO2) с поверхности гранулята удаляли встряхиванием на вибросите, с частотой встряхивания около 100 встряхиваний в минуту. В таблице 1 представлены параметры обработки МХП для используемого на производстве и предлагаемого способа, при которых получены максимальные величины масс (привесов) модифицирующих частиц, закрепившихся на поверхности гранулята.
Максимальное значение привеса в 2,5 раза больше при обработке МХП в планетарной мельнице, что свидетельствует о высокой прочности сцепления частиц TiO2 с поверхностью гранулята и стабильности ее состава.
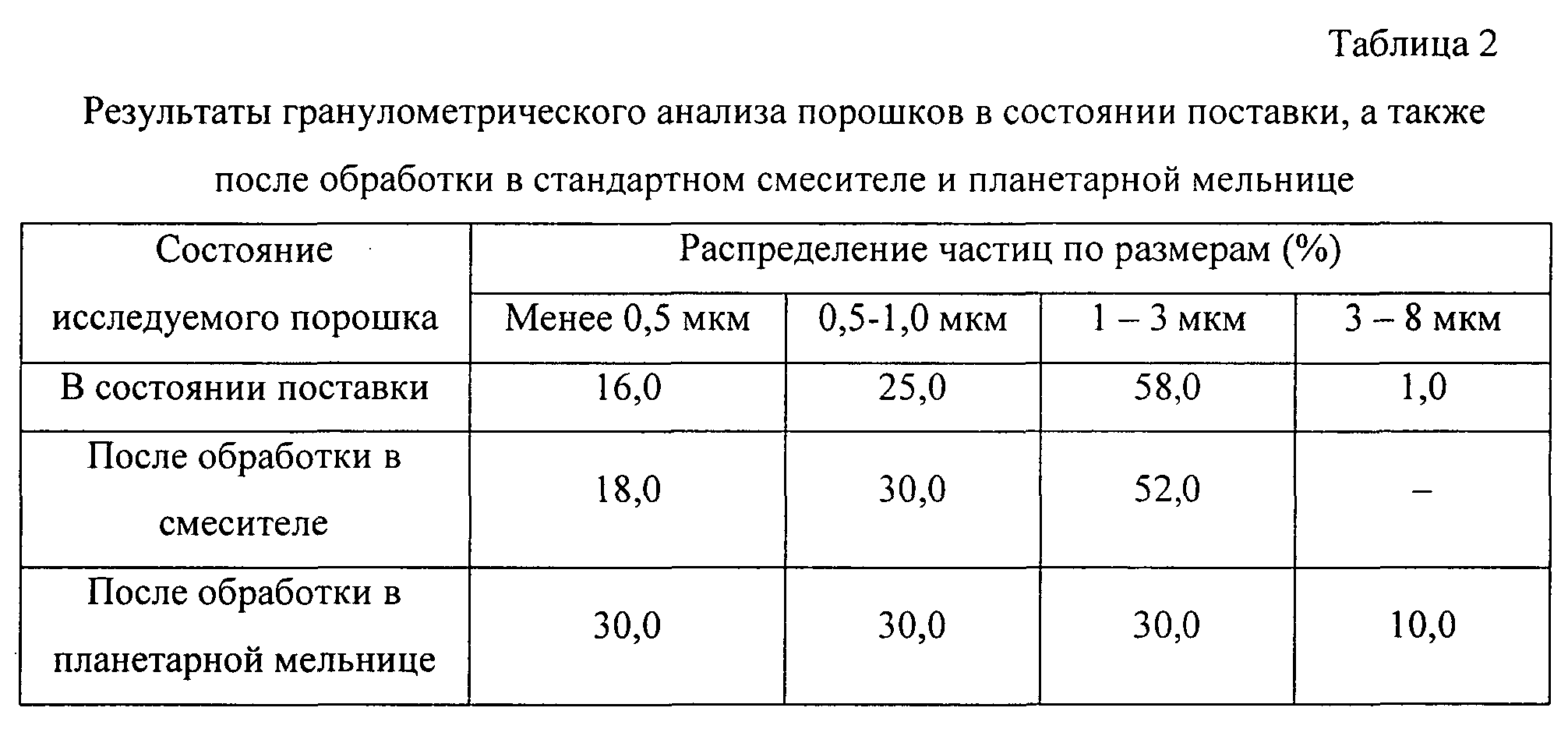
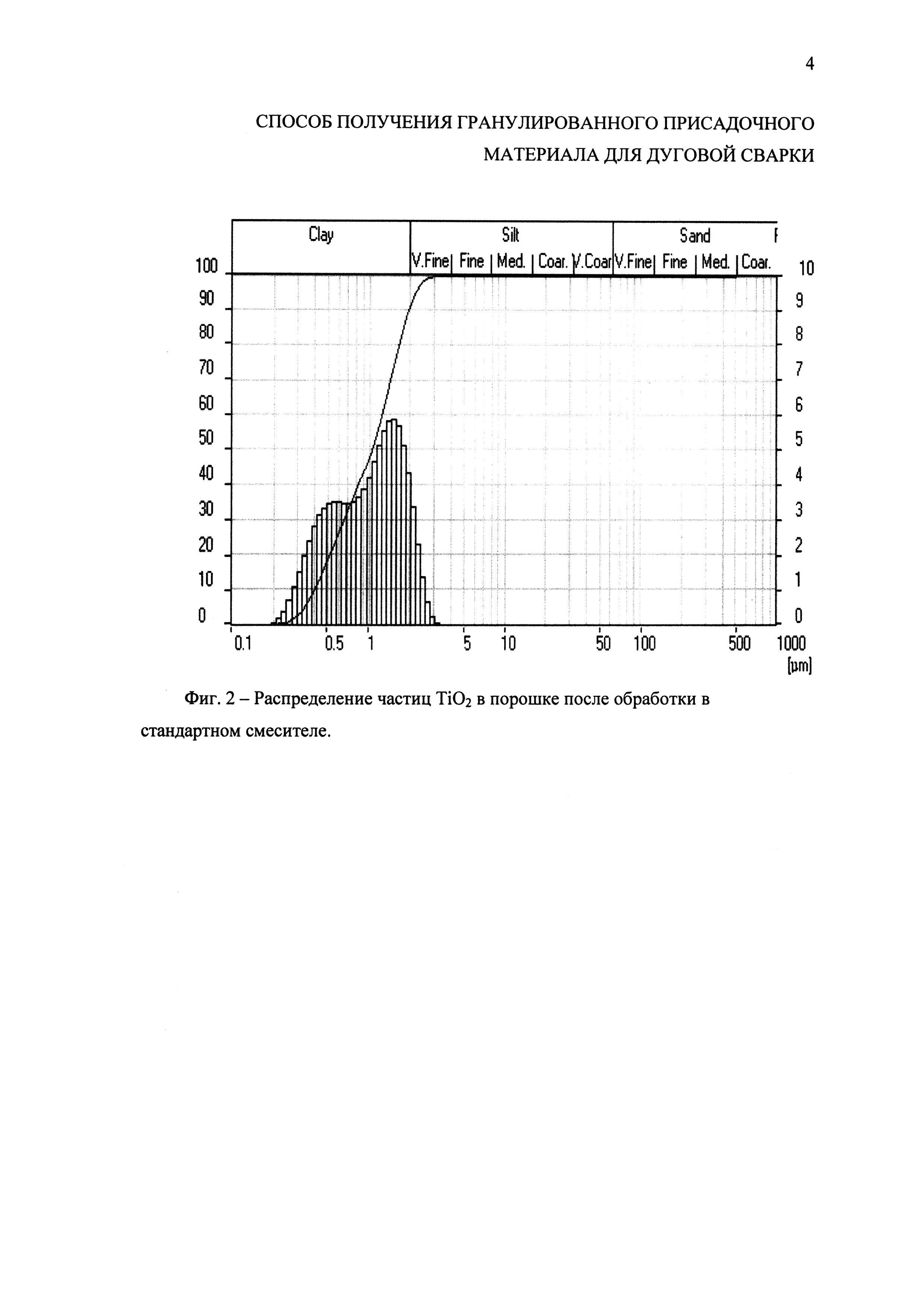
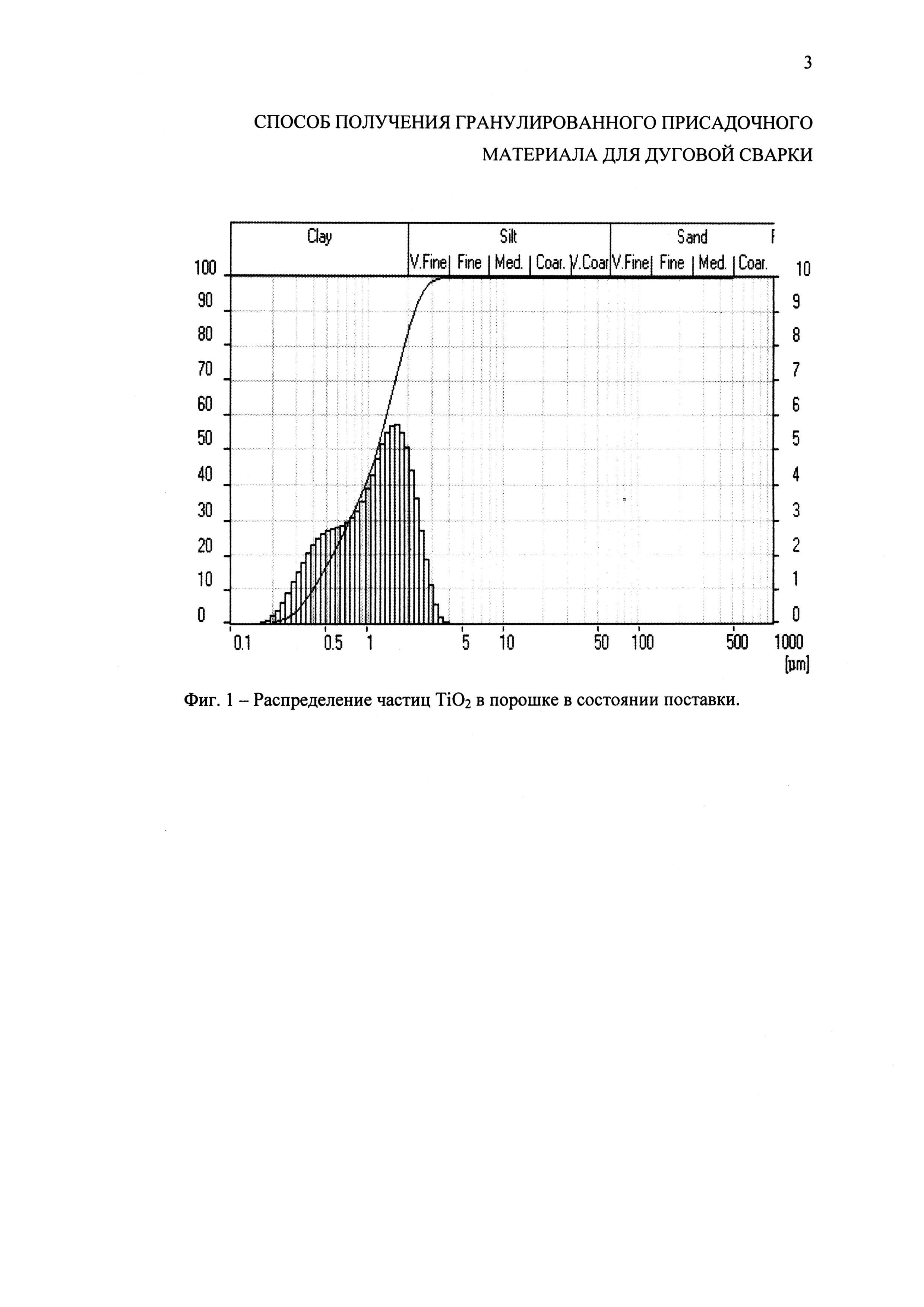
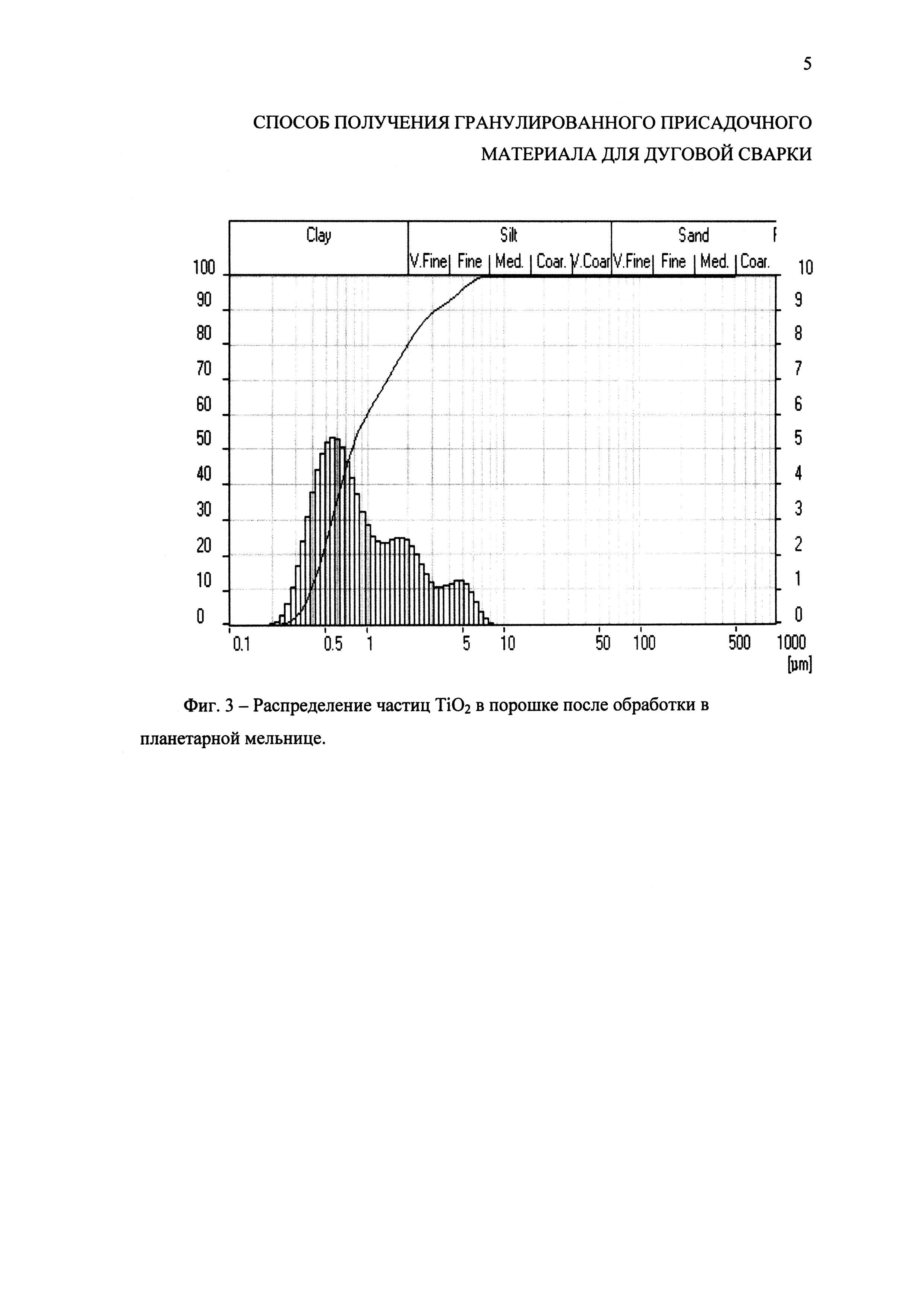
Пример. Распределение частиц химической модифицирующей добавки TiO2 по размерам в состоянии поставки, после обработки в смесителе и планетарной мельнице, исследовали на гранулометрическом анализаторе Analysette 22 NanoTec фирмы Fritsch с диапазоном измерения от 10 нм до 2000 мкм. Результаты гранулометрического анализа представлены на фиг. 1,2,3.
Из этих данных следует, что распределение частиц по размерам в порошке в исходном состоянии и после обработки в смесителе мало различается и близко к Гауссовскому распределению с некоторым увеличением числа частиц размером менее 1 мкм и максимумом в районе 1,5 мкм. Обработка в стандартном смесителе практически не изменила ни форму гистограммы, ни район максимума. Это позволяет прийти к выводу, что обработка в смесителе мало влияет на размеры частиц TiO2. Распределение частиц TiO2, прошедших обработку в планетарной мельнице, в корне отличается от двух предыдущих случаев. Резко увеличивается число частиц размером менее 1 мкм (до 60%), а частицы размером 1-8 мкм содержат частицы гранулята, что свидетельствует не только об измельчении модификатора, но и дроблении гранулята. Таким образом, при обработке МХП в планетарной мельнице происходит значительное измельчение частиц TiO2 и дробление гранулята. Это обеспечивает не только механическое, но и химическое взаимодействие компонентов МХП, что способствует стабилизации ее состава.
Основные характеристики порошков, полученных на основе гранулометрического анализа, представлены в таблице 2.
Пример. Образцы из стали 10ХСНД 14×500×1000 мм без разделки кромок с засыпкой в зазор 8,0 мм металлохимической присадки, приготовленной двумя способами (в стандартном смесителе и в планетарной мельнице), сваривали односторонней автоматической сваркой под флюсом АН-47 за два прохода. Первый проход (корневой шов - 80-90% сечения) выполняли на режимах; Iсв = 780-800 А, Uд = 36-38 В, Vcв = 19,5 м/ч, электродная проволока Св-10НМА, ⌀ 4 мм; второй проход (облицовочный шов): Iсв = 550-600 А, Uд = 40-42 В, Vcв = 19,5 м/ч. В качестве химической модифицирующей добавки применяли диоксид титана (TiO2) в количестве
0,427% от массы гранулята (стандартный смеситель) и 0,0375-3,837% (планетарная мельница).
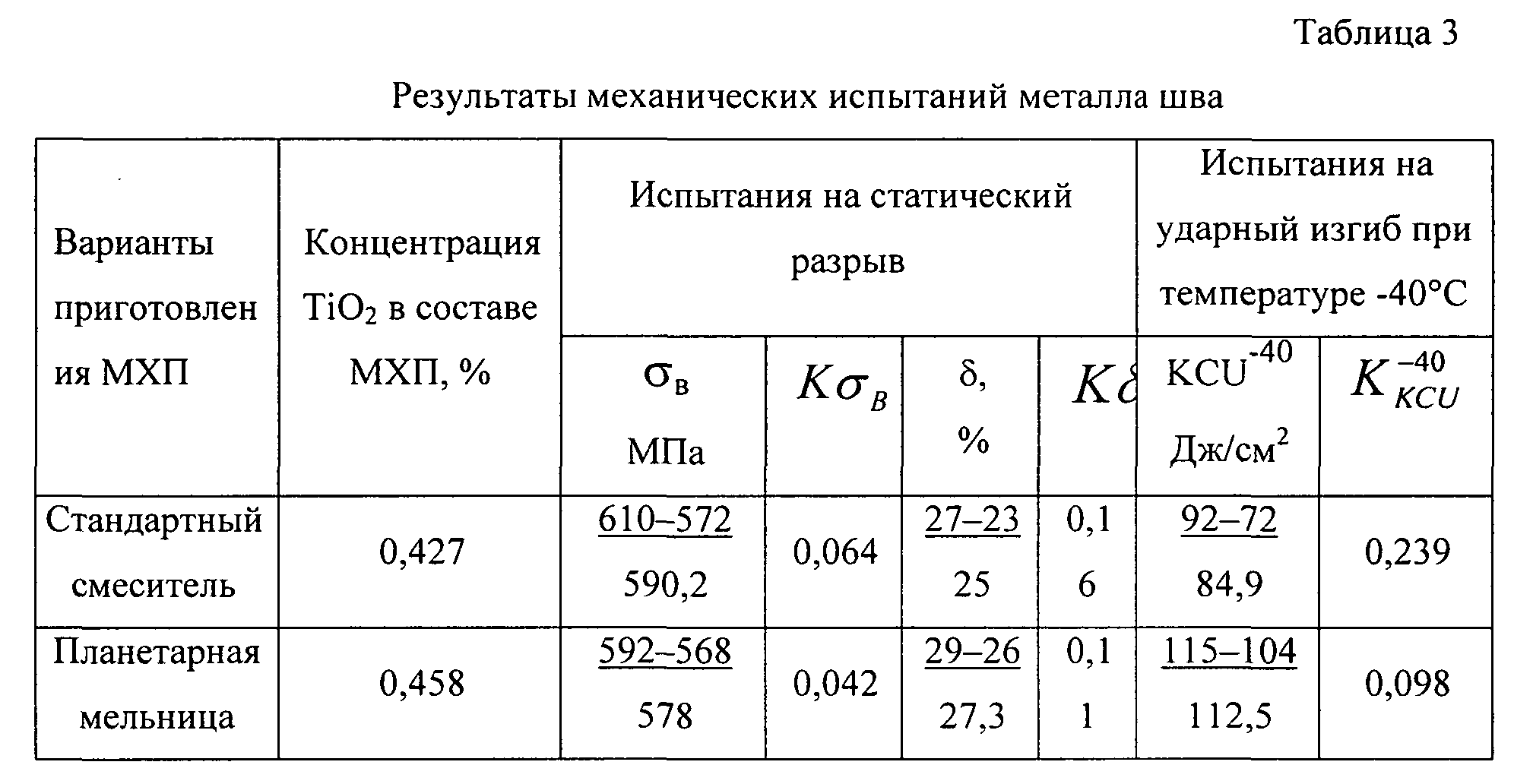
Сравнивали химический состав металла шва и стабильность механических свойств сваренных образцов. Наилучшие показатели механических свойств металла шва и их стабильности получены при введении в стык МХП, изготовленной в планетарной мельнице с содержанием 0,458% диоксида титана (TiO2).
За критерий стабильности принимали показатель, определяемый как отношение разности максимального и минимального значений свойств к их средней величине
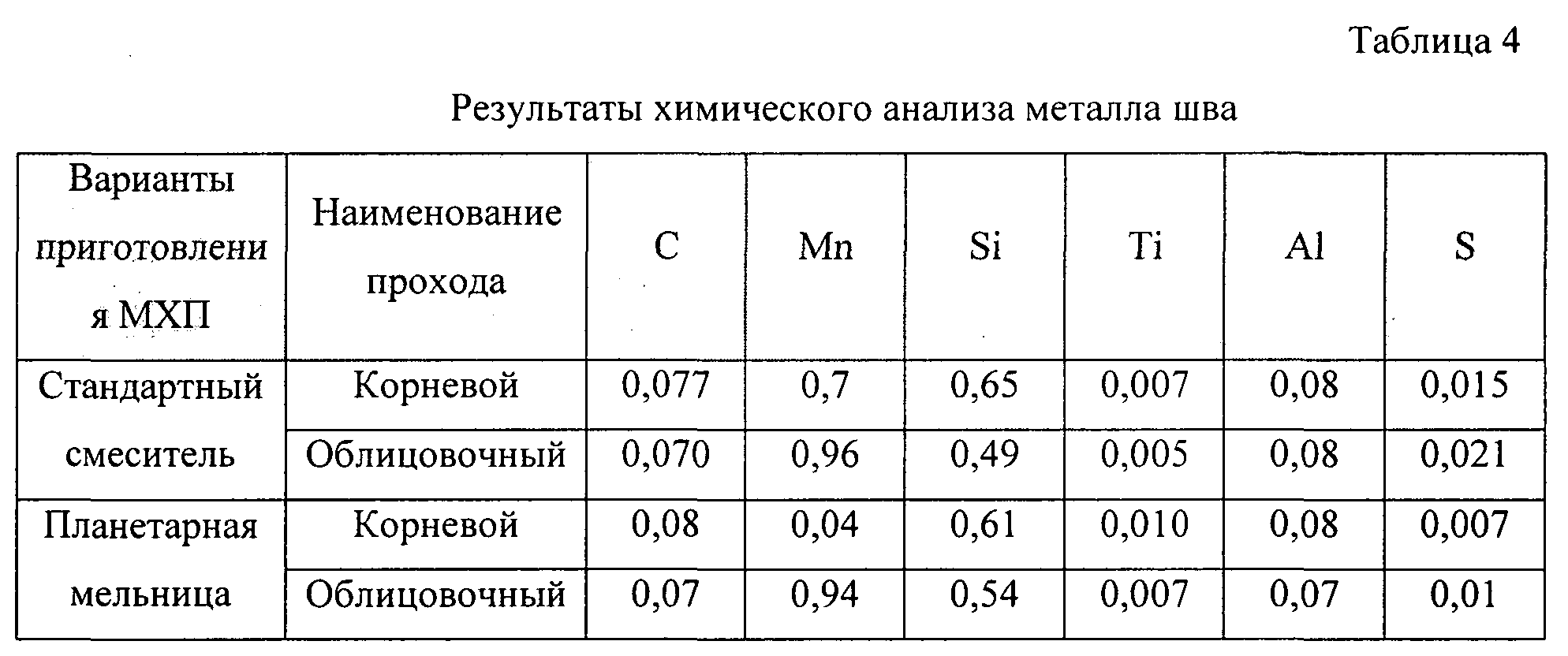
Полученные результаты представлены в таблицах 3 и 4.
Данные таблиц 3 и 4 показывают, что введение диоксида титана (TiO2) в сварочную ванну с гранулированным присадочным материалом, обработанным в планетарной мельнице, повышает стабильность механических свойств и сопротивляемость металла шва хрупкому разрушению. При этом в металле шва почти в 1,5 раза по сравнению с контрольным образцом возрастает концентрация титана и в 2 с лишним раза снижается концентрация серы.
Источники информации
1. Способ дуговой сварки [Текст]: Авт. свид. СССР №283453: В23K 9/18, В23K 9/16. / А.Е. Аснис, В.А. Богдановский, И.А. Рогатюк, В.И. Колодяжный, А.И. Глущенко, Б.С. Бриль, Е.Н. Стариченко, В.Е. Дмитриенко, С.А. Фролова (СССР). №1369391/25-27; заявл. 20.10.1969; опубл. 06.10.1970. Бюл. №31. 2 с.
2. Способ электродуговой сварки [Текст]: Авт. свид. СССР №584996: В23K 9/00. / A.M. Болдырев, Э.Б. Дорофеев, А.С. Петров и Т.И. Глазьева (СССР). №2361777/25-027; заявл. 17.04.76; опубл. 25.12.77. Бюл. №47. 2 с.
3. Дисперсионный композиционный материал [Текст]: пат. RU 2534479 С2, Рос. Федерация: МПК С22С 1/05, С22С 9/01, B82Y 30/00, В23K 35/30 / Князьков В.Л., Князьков К.В., Никитенко С.М., Смирнов А.Н., Радченко М.В.; заявитель и патентообладатель Князьков В.Л., Князков К.В. - 2012138767/02; заявл. 10.09.2012; опубл. 27.11.14, Бюл. №33.
4. Способ получения агломерированных дисперсных частиц системы «металл-неметалл» износостойкого класса [Текст]: пат. RU 2417136 С1 Рос. Федерация: МПК B22F 1/00, С22С 1/05, B22F 9/04 / Фармаковский Б.В., Васильев А.Ф., Самоделкин Е.А., Коркина М.А., Маренников Н.В.; заявитель и патентообладатель Федеральное государственное унитарное предприятие «Центральный научно-исследовательский институт конструкционных материалов «ПРОМЕТЕЙ» (ФГУП «ЦНИИ КМ «ПРОМЕТЕЙ») (RU), Российская Федерация, от имени которой выступает Министерство промышленности и торговли Российской Федерации (Минпромторг России) (RU) - 2009137896/02; заявл. 13.10.2009; опубл. 27.04.11.
5. Крушенко Г.Г., Ямских И.С.«Нанотехнологии в конструкционных сплавах» - Труды научно-технической конференции с международным участием 15-16 октября 2009 года, Ультрадисперсные порошки, наноструктуры, материалы: получение, свойства, применение. Староверовские чтения. Красноярск, 2009. - С. 268-271.
6. Скороходов, В.Н.Строительная сталь / В.Н. Скороходов, П.Д. Одесский, А.В. Рудченко - М.: Металлургиздат, 2002. - 624 с.
7. Стандарт организации СТО - ГК «Трансстрой» - 005 - 2007 - Стальные конструкции мостов. Технология монтажной сварки.
Сырьевая композиция для изготовления керамических изделий
Шихта для изготовления гранитокерамических изделий
Мотор-колесо
Многофункциональный солнечный коллектор
Узловое сопряжение колонны с монолитным перекрытием
Опорная часть моста
Способ получения этанола
Способ подогрева бражки теплом барды посредством промежуточного теплоносителя
Способ измерения плавающего потенциала в плазме
Бетонная смесь для получения термостойкого огнезащитного покрытия
Составной отвал автогрейдера
Ветроэлектрогенераторная установка
Способ управления процессом полимеризации при производстве бутилкаучука
Безредукторный ветроэлектроагрегат
Сырьевая композиция для изготовления керамических изделий
Статор ветроэлектроагрегата
Шихта для изготовления гранитокерамических изделий
Мотор-колесо
Многофункциональный солнечный коллектор
Узловое сопряжение колонны с монолитным перекрытием

