Результат интеллектуальной деятельности: СПОСОБ ПРОФИЛИРОВАНИЯ ДЛИННОМЕРНОЙ ЦИЛИНДРИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ В ШЕСТИГРАННУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕЕ КРЕПЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к трубному производству, в частности к технологии теплого профилирования цилиндрических трубных заготовок из низкопластичных сталей с содержанием бора 1,3-3,8 мас.% в шестигранные трубы, используемых для изготовления устройств утилизации и уплотненного хранения отработанного ядерного топлива.
Известен способ изготовления полых трубных заготовок, имеющих отношение высоты к диаметру больше единицы, включающий нагревание заготовки до ковочной температуры, теплоизолирование концов, охлаждение заготовки для создания разности температур на ее внешней и внутренней поверхности и последующую прошивку. Образованная в заготовке охлажденная зона оболочки препятствует отклонению прошивня от оси заготовки, что уменьшает несоосность изготовленной трубы.
(RU 1731386, B21J 5/10, опубликовано 07.05.1992).
Недостатком известного способа является невозможность его использования для профилирования (прошивки) тонкостенных длинномерных трубных заготовок в шестигранную трубу при горизонтальном расположении профилируемой заготовки, поскольку невозможно избежать потери осевой устойчивости трубной заготовки.
Известны способ раздачи труб и устройство для его осуществления.
(RU 2057604, В21С 37/30, B21D 41/02, опубликовано 10.04.1996).
Известный способ включает закрепление концов трубной заготовки и протяжку оправки по всей ее длине, причем перед протяжкой осуществляют предварительную раздачу одного из концов трубной заготовки, а полную протяжку осуществляют с противоположного конца трубы, при этом крепление концов трубы производят попеременно со стороны ее обработки.
Известное устройство для осуществления способа содержит установленные на основании направляющие захваты для трубы, причем захваты выполнены подвижными и для закрепления трубы снабжены разрезным кольцом, состоящим из двух полуколец.
Недостатком известного способа и устройства является невозможность их использования для профилирования тонкостенных длинномерных трубных заготовок в шестигранную трубу при горизонтальном расположении профилируемой заготовки, поскольку невозможно избежать потери осевой устойчивости трубной заготовки. Кроме того, известные захваты не могут обеспечить постоянную фиксацию трубы после изменения цилиндрического на шестигранное сечение в результате профилирования.
Наиболее близким по технической сущности и достигаемому результату является способ профилирования трубы круглого сечения в трубу шестигранного сечения, а также устройство крепления трубной заготовки, выполненное в виде ряда зажимов, размещенных на общей опоре по длине трубной заготовки.
Известный способ профилирования включает закрепление трубной заготовки круглого сечения зажимами (захватами) на общей опоре по длине трубной заготовки и профилирование с использованием давильного инструмента (прошивня) с шестигранным сечением путем его перемещения внутри трубной заготовки с одновременным нагревом деформируемой зоны токами высокой частоты.
Известное устройство крепления длинномерной цилиндрической трубной заготовки при ее профилировании в трубу шестигранного сечения выполнено в виде ряда разъемных зажимов, размещенных на общей опоре по длине трубной заготовки, причем 4-6 контактов зажима с трубной заготовкой размещены в средней части граней формируемой шестигранной трубы.
(RU 143798, B21C 37/15, B21D 31/04, опубликовано 30.06.2014).
Однако из известного технического решения являются неизвестными конструкции захватов, которые способны обеспечить надежную фиксацию трубы после изменения цилиндрического на шестигранное сечение в результате профилирования. Кроме того, не известен способ определения необходимого числа захватов по длине трубной заготовки в зависимости от параметров трубной цилиндрической заготовки, обеспечивающий осевую устойчивость трубной заготовки при профилировании.
Задачей и техническим результатом изобретения является создание способа профилирования длинномерной цилиндрической трубной заготовки в шестигранную трубу и устройство для ее крепления, обеспечивающих надежную фиксацию тонкостенной трубной заготовки в процессе профилирования, высокую точность фиксации трубной заготовки по соосности с профилирующим инструментом, а также сохранения осевой устойчивости горизонтально расположенной трубной заготовки при ее профилировании в трубу шестигранного сечения.
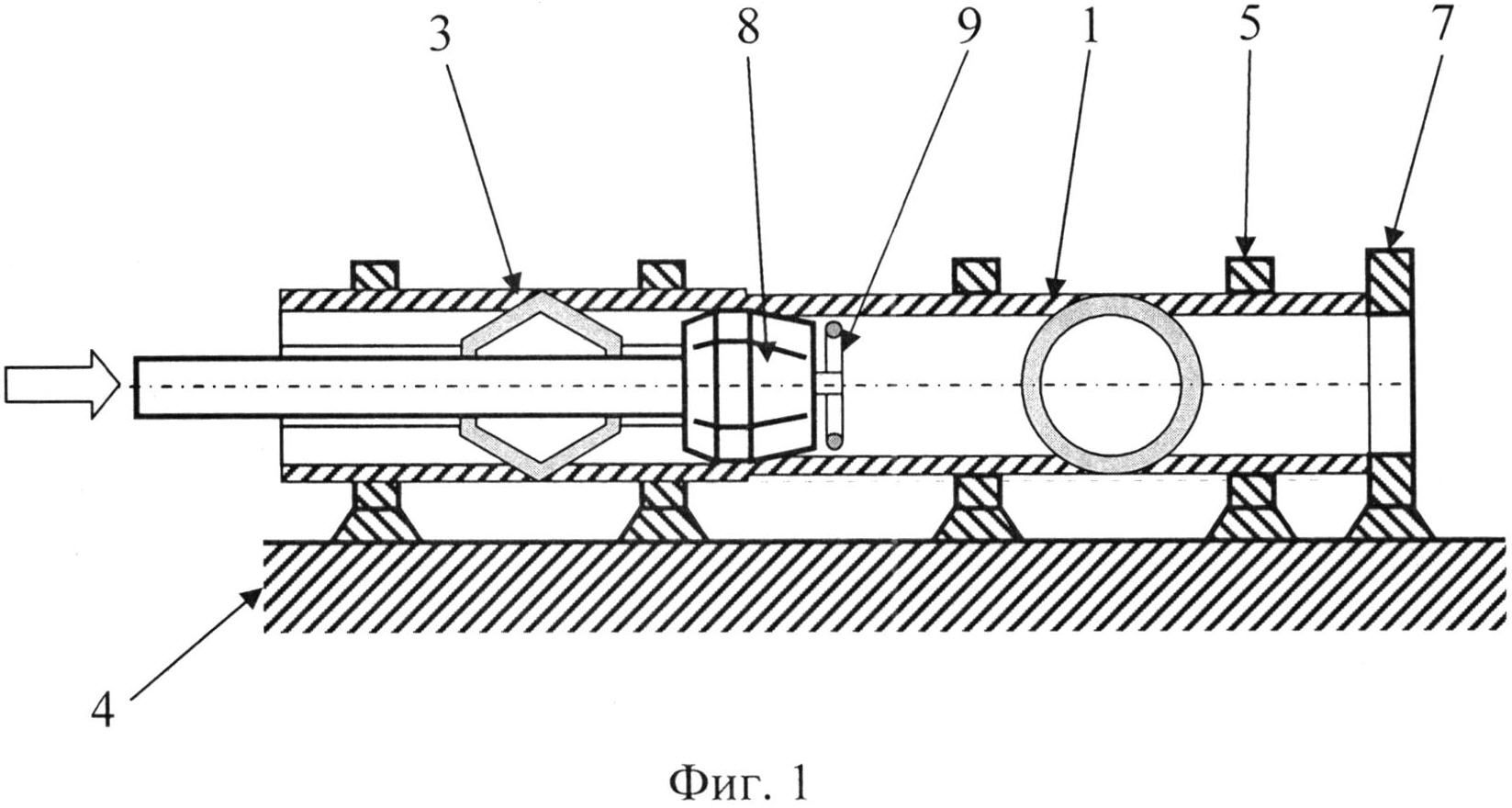
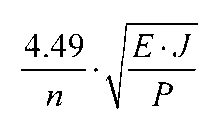
Технический результат достигается тем, что способ профилирования длинномерной цилиндрической трубной заготовки в шестигранную трубу включает закрепление трубной заготовки круглого сечения в устройствах крепления, размещенных по длине трубной заготовки на общей опоре, и профилирование с использованием давильного инструмента с шестигранным сечением путем его перемещения внутри трубной заготовки с одновременным нагревом деформируемой зоны токами высокой частоты, причем трубную заготовку устанавливают с торцевым упором, а устройства крепления размещают на общей опоре с интервалом l, величину которого определяют из условия:
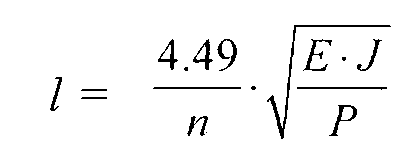
где: Ε - модуль упругости материала трубной заготовки, МПа; J - момент инерции в сечении трубной цилиндрической заготовки, м4; Ρ - расчетная величина осевого усилия, Η; n=40÷45 - коэффициент, учитывающий температуру нагрева.
Технический результат также достигается тем, что закрепление трубной заготовки ведут в местах с наименьшей деформацией при профилировании.
Технический результат также достигается тем, что устройство крепления трубной заготовки выполнено в виде ряда разъемных зажимов, которые размещены на общей опоре по длине трубной заготовки и снабжены прижимами, контактирующими с трубной заготовкой, причем прижимы выполнены в виде плоских губок, длина которых составляет 0,4-0,8 ширины внешней грани формируемой шестигранной трубы, и размещены прижимы в местах с наименьшей деформацией трубной заготовки при профилировании.
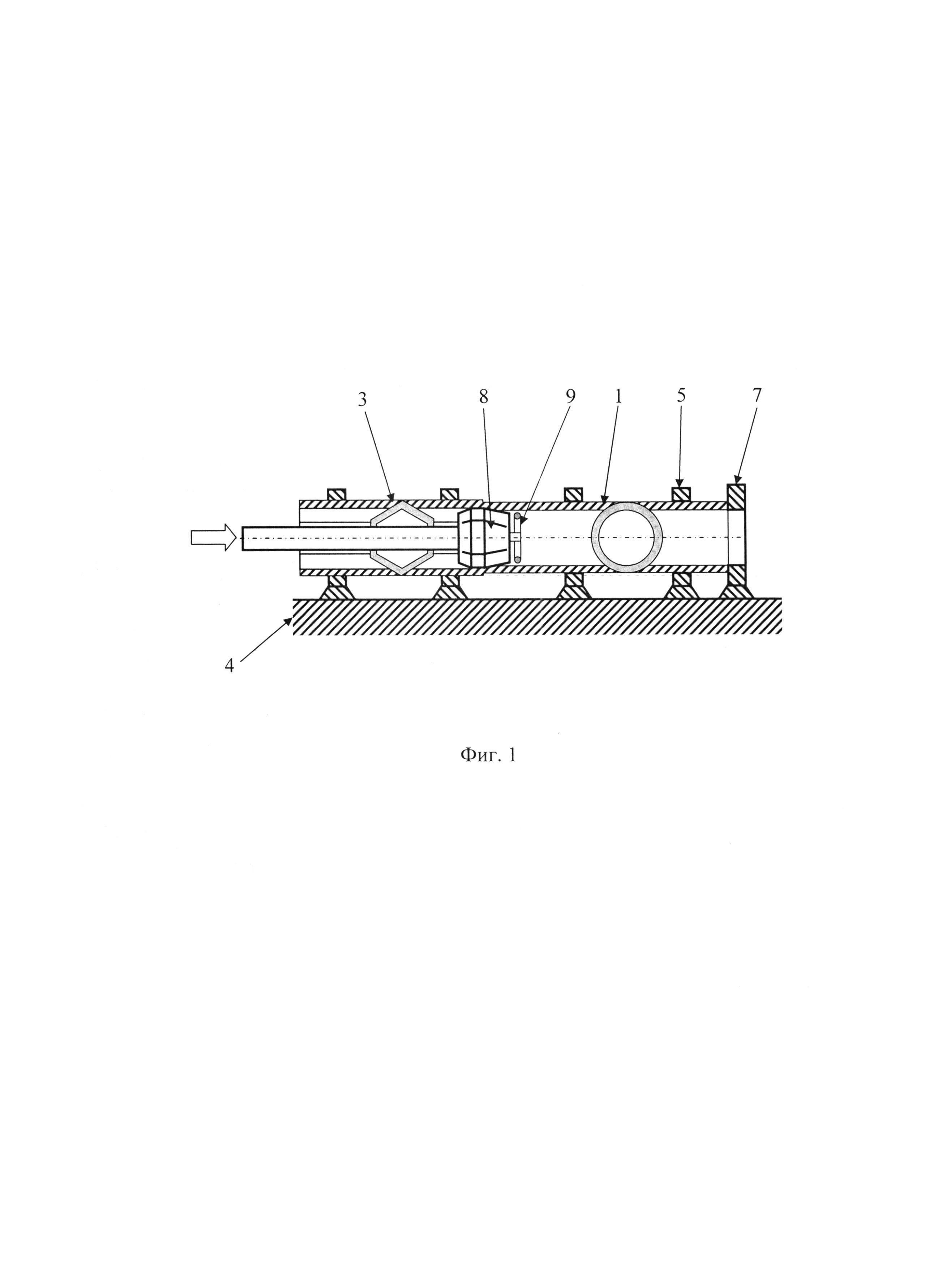
Изобретение иллюстрируется фигурами 1-5, где:
1 - трубная заготовка круглого сечения;
2 - плоская губка;
3 - шестигранная труба;
4 - общая опора;
5 - разъемный зажим;
6 - гидрозажим;
7 - упор;
8 - давильный инструмент;
9 - нагреватель токами высокой частоты - индуктор;
а - ширина внешней грани шестигранной трубы;
b - длина плоской губки.
Способ по изобретению с использованием устройства крепления осуществляют следующим образом.
Предварительно механически обработанную по внутренней и наружной поверхности трубную заготовку 1 круглого сечения размерами 6×286×5000 мм из стали 04Х14ТЗР1Ф размещают и закрепляют в разъемных устройствах крепления 5, причем торец трубной заготовки упирают в упор 7 (фиг. 1).
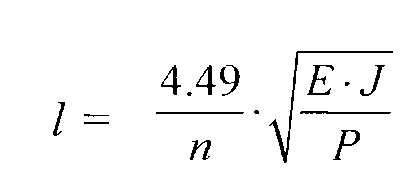
Устройства крепления, размещенные на общей опоре 4, выполнены виде ряда разъемных зажимов 5, которые снабжены прижимами, контактирующими с трубной заготовкой. Прижимы (рис. 2-3) выполнены в виде плоских губок 2, длина b которых составляет 0,4-0,8 ширины а внешней грани формируемой шестигранной трубы 3 (фиг. 3), и размещены прижимы в местах с наименьшей деформацией трубной заготовки при профилировании (в средней части грани формируемой шестигранной трубы). Указанное размещение плоских губок и значения их ширины обеспечивают прохождение давильного инструмента 8 внутри трубы при профилировании и обеспечивают более качественное формирование граней и углов шестигранной трубы 3.
Интервал l, с которым размещают устройства крепления, определяют из условия:
где: Ε - модуль упругости материала трубной заготовки, МПа; J - момент инерции в сечении трубной цилиндрической заготовки, м4; Ρ - расчетная величина осевого усилия, Η; n=40÷45 - коэффициент, учитывающий температуру нагрева.
Подставляя фактические значения трубной заготовки из стали 04Х14ТЗР1Ф с размерами 6×286×5000 мм: Ε=2,1×105 МПа; J=0,00005 м4 (J=0,3926D3δ при D=0,28 м и δ=0,006 м); Ρ=0,1 ΜΗ; n=43 (для температуры нагрева 200°С). В данном случае получаем l=1,05 м, т.е. для обеспечения осевой устойчивости горизонтально расположенной трубной заготовки при ее профилировании потребуется не менее 5 устройств крепления 5.
Поскольку трубная заготовка размещена с упором, то при профилировании не требуются больших усилий прижатия плоских губок 2 к поверхности трубной заготовки 1 и поверхности формируемой шестигранной трубы 3.
После чего индуктор 9, закрепленный на штанге давильного инструмента 8 с шестигранным сечением, посредством которого производят профилирование в шестигранную трубу, подводят к торцу трубной заготовки и начинают ее нагрев до температуры 200°С (0,12 Тпл), постепенно перемещая давильный инструмент 8 вдоль оси деформируемой трубной заготовки. Профилирование заканчивается после выхода прошивня с противоположного торца трубной заготовки. После возвращения штанги, на которой был закреплен давильный инструмент, в исходное положение шестигранную трубу 3 освобождают из устройства крепления 5 и передают на участок контроля и отделки.
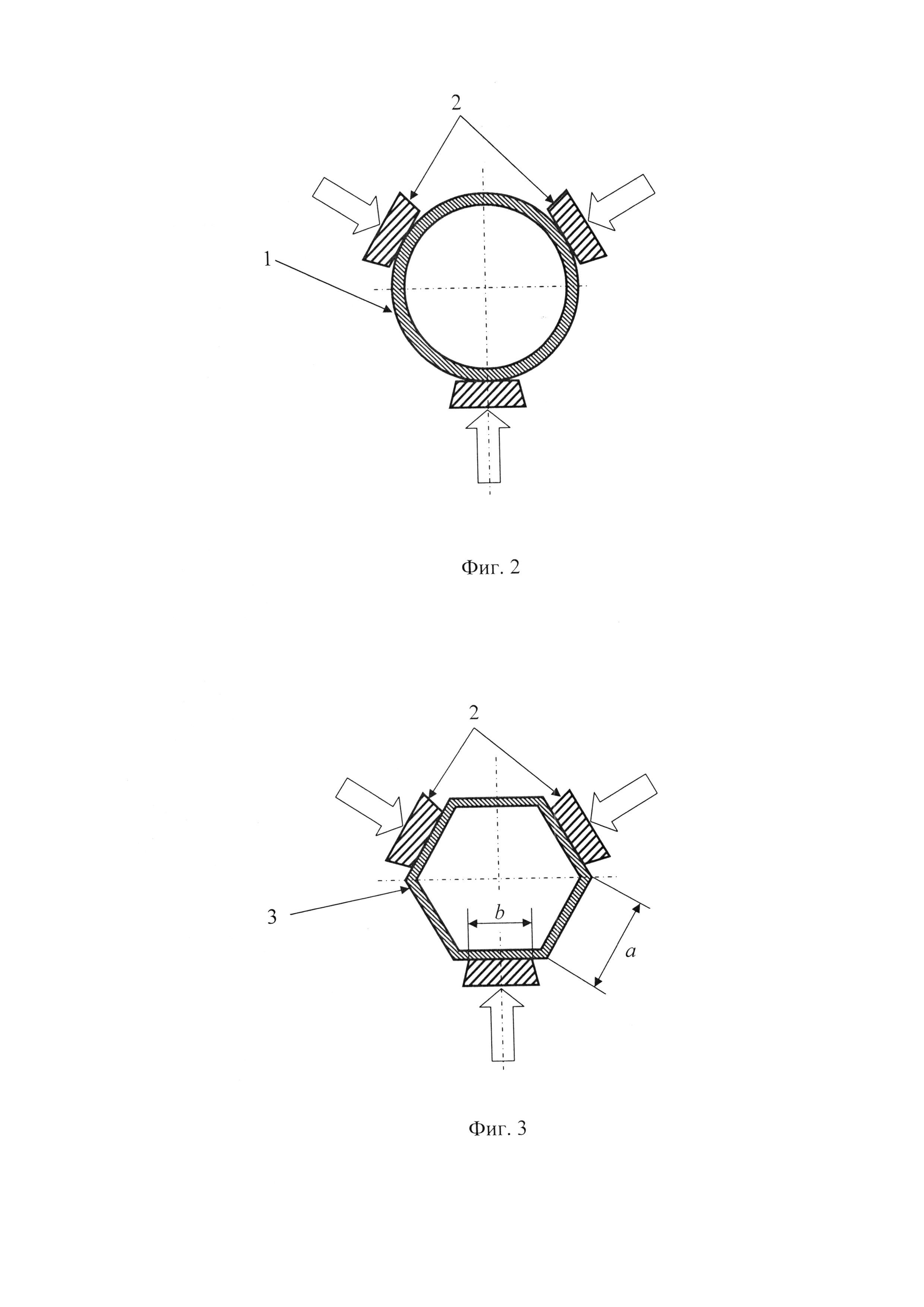
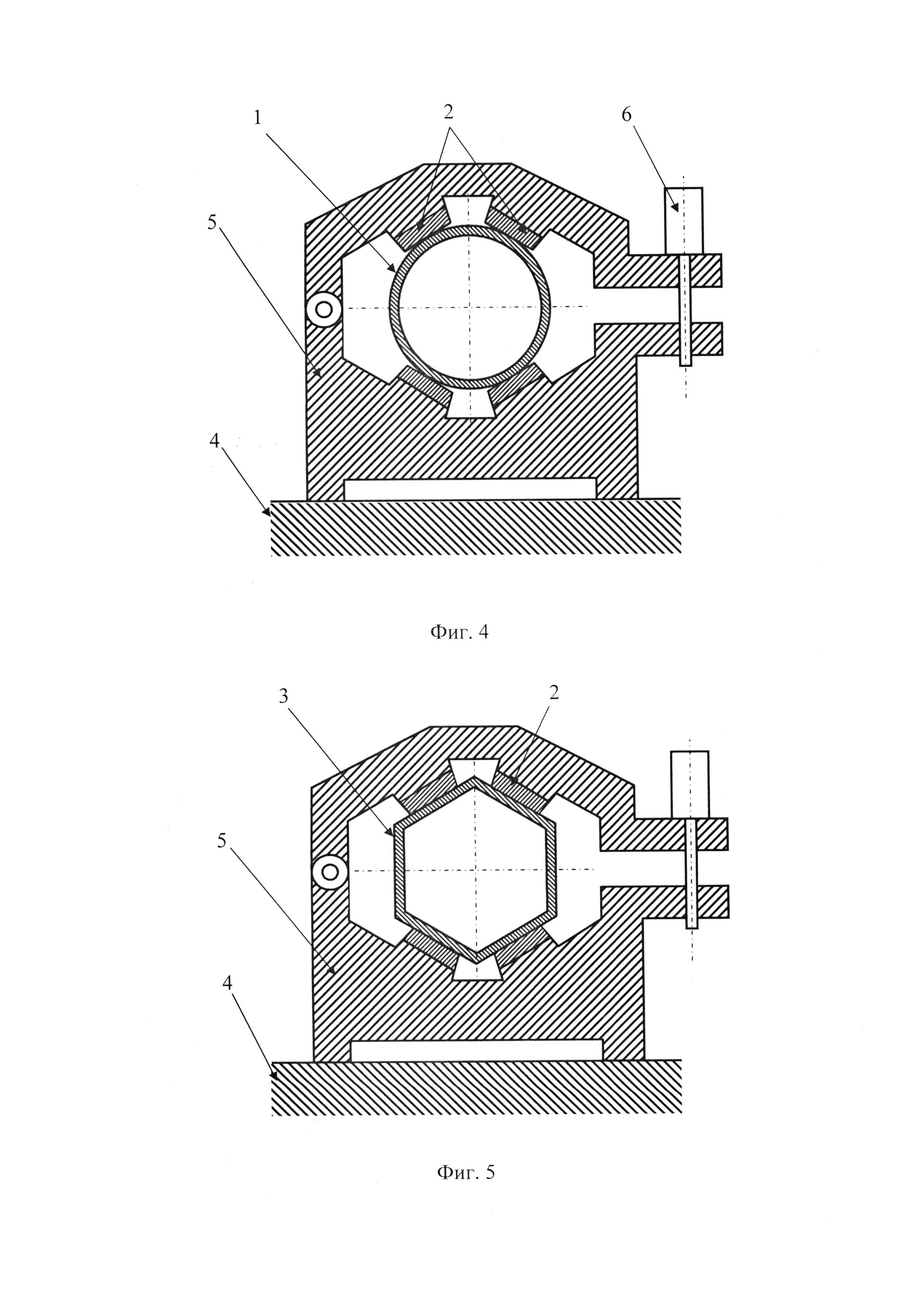
На фиг. 2-3 показана схема размещения плоских губок при креплении трубной заготовки в трех точках, а на фиг. 4-5 показан вариант выполнения разъемного устройства крепления 5, который реализует крепление трубной заготовки в четырех точках. Из представленного видно, что устройство крепления трубной заготовки обеспечивает свободное прохождение давильного инструмента при профилировании. Для уменьшения отвода тепла из зоны профилирования между плоской губкой и поверхностью трубной заготовки размещают теплоизолирующую прокладку из керамики или подобного материала, обладающего высокими теплоизолирующими и механическими свойствами.
Способ повышения достоверности вихретокового неразрушающего дефектоскопического контроля
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ повышения достоверности ультразвукового неразрушающего дефектоскопического контроля
Состав шихтовой заготовки жаропрочного сплава на основе никеля с равноосной структурой для литья рабочих лопаток газотурбинных установок
Жаропрочный сплав на основе никеля для изготовления и ремонта лопаток газотурбинных установок
Литая рабочая лопатка с монокристаллической структурой, жаропрочный сплав на основе никеля для изготовления замковой части рабочей лопатки и способ термообработки литой лопатки
Способ производства бесшовных труб размером 426×15-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Жаропрочный сплав на основе никеля для литья лопаток газотурбинных установок
Флюс для электрошлаковой выплавки сплошных и полых слитков из борсодержащих сталей
Способ получения многогранных труб
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 530×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 465×15-25 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ повышения достоверности вихретокового неразрушающего дефектоскопического контроля
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ повышения достоверности ультразвукового неразрушающего дефектоскопического контроля
Состав шихтовой заготовки жаропрочного сплава на основе никеля с равноосной структурой для литья рабочих лопаток газотурбинных установок
Жаропрочный сплав на основе никеля для изготовления и ремонта лопаток газотурбинных установок
Литая рабочая лопатка с монокристаллической структурой, жаропрочный сплав на основе никеля для изготовления замковой части рабочей лопатки и способ термообработки литой лопатки
Способ производства бесшовных труб размером 426×15-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш

