Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО РЕГЕНЕРАТИВНОГО ПРОДУКТА С ПРИМЕНЕНИЕМ ВАЛЬЦОВОГО КОМПАКТОРА
Вид РИД
Изобретение
Изобретение относится к способам получения продуктов для регенерации воздуха, используемых в системах жизнеобеспечения человека.
Известен способ гранулирования дисперсных материалов, согласно которому гранулирование осуществляют следующими последовательными стадиями: дозированием, смешиванием, последующим увлажнением связующим, предварительным гранулированием и гранулированием окатыванием. При этом стадию предварительного гранулирования осуществляют в аппарате скоростного типа с механоактивацией исходной смеси, к которой добавляют связующее в количестве, составляющем 20-35 мас. % от общей массы связующего до установления пластической прочности смеси на уровне 20-30 кг/м2. Стадию гранулирования окатыванием осуществляют введением микрогранул, полученных на первой стадии гранулирования, на поверхность тарели, вращающейся против часовой стрелки и при скорости, превышающей критическую скорость вращения тарели. Эту стадию проводят с одновременным увлажнением посредством периодического мелкодисперсного распыла связующего в количестве, составляющем 4-15% от общей массы связующего (патент РФ №2515293, МПК B01J 2/14, 2014).
Изобретение позволяет гранулировать многокомпонентные зернистые смеси с размером частиц от 1 до 7 мм, а также смеси ферментов и биологически активных препаратов. Основной недостаток данного решения заключается в непригодности известного способа для гранулирования регенеративных продуктов, для обработки которых требуется, по меньшей мере, наличие защитной среды, исключающей контакт продукта с парами воды и кислыми газами, находящимися в воздухе. Кроме того, известный способ не обеспечивает достижение заданных плотности гранул, гранулометрического состава продукта, насыпной плотности продукта и механической прочности или устойчивости к истиранию.
В настоящее время для производства регенеративных продуктов применяются следующие технологии:
- статическое прессование многоканальных блоков и брикетов;
- статическое прессование блоков-таблеток с последующим дроблением для получения гранул неправильной формы;
- таблетирование с использованием таблеточных автоматов.
Недостатки технологии получения зерненых продуктов следующие:
- низкая производительность вследствие ограничений по скорости прессования (медленный ход пресса, необходимость выдержки);
- ограничения по толщине слоя прессуемого блока (таблетки, брикета), неравномерность распределения плотности при толщине слоя более 20 мм;
- значительные усилия прессования вследствие потерь на преодоления трений, создаваемых стенками пресс-форм, что требует применения крупногабаритных прессов и оснастки;
- многостадийное измельчение таблеток для получения целевой фракции зерен, причем наблюдается высокая степень некондиционных фракций, составляющая до 45% от количества продукта, поступающего на дробление;
- многократный возврат крупной фракции на повторное дробление (до 5 раз) вручную;
- длительное нахождение надперекисных соединений на открытом воздухе, приводящее к взаимодействию с парами воды и углекислым газом (особенно в летнее время), ухудшение химических свойств (Технологический регламент инв. №73 кт, ЦКТЕ. 154.2003 от 2004 г.).
Известен принятый за прототип способ получения мультичастиц с применением вальцового компактора. Вальцовые компакторы широко применяются для сухой грануляции. Вальцовый компактор проталкивает мельчайшие частицы из фармацевтической смеси между вращающимися роликами (вальцами), для того чтобы спрессовать и уплотнить порошки до меньшего объема, образуя прессовку (прессованную порошковую заготовку) или тонкий лист. Затем эти прессовки или тонкие листы измельчают до образования гранул, из которых потом можно прессованием получить таблетки.
Особенностью известного изобретения является применение вальцовых компакторов для непосредственного формования мультичастиц, исключающее необходимость использования отдельного таблеточного пресса или устройства для таблетирования. Вальцовые компакторы обеспечивают возможность осуществления непрерывного способа производства вместо периодического, основанного на применении таблеточных прессов (патент РФ №2451504, МПК А61К 9/20, 2012).
В общем, в известном изобретении предлагается способ производства фармацевтических композиций в виде мультичастиц (состоящих из множества частиц). Особенностью этого способа является уплотнение (прессование) фармацевтической смеси в вальцовом компакторе с вальцами, вращающимися в противоположных направлениях. Поверхности вальцов имеют углубления (выемки) или пресс-формы для того, чтобы из смеси получать прессовки мультичастиц нужной формы и размера.
Согласно известному способу загружают фармацевтическую смесь, содержащую терапевтически активное соединение, пригодное для ввода млекопитающему, и по меньшей мере один фармацевтически приемлемый эксципиент в вальцовый компактор, имеющий ряд вращающихся в противоположных направлениях валков, причем каждый валок имеет множество углублений для приема упомянутой смеси, которые соответствуют углублениям точно такой же формы на вращающемся в противоположном направлении валке, и осуществляют прессование этой смеси между вращающимися в противоположных направлениях валками с непосредственным формированием симметричных мини-таблеток без необходимости в отдельной стадии прессования на таблеточном прессе.
Задачей изобретения является получение гранулированного регенеративного продукта с применением вальцового компактора.
Технический результат заключается в обеспечении непрерывности процесса гранулирования, что минимизирует продолжительность процесса гранулирования, обеспечивает увеличение производительности и снижение затрат.
Решение поставленной задачи обеспечивается тем, что согласно способу получения гранулированного регенеративного продукта с применением вальцового компактора, в котором загружают шихту в вальцовый компактор, имеющий ряд вращающихся в противоположных направлениях валков, и осуществляют прессование этой смеси между вращающимися в противоположных направлениях валками, при этом шихту в вальцовый компактор подают шнековым питателем, величину распорного усилия при прессования регулируют изменением частоты вращения питающего шнека, зазор между валками устанавливают в пределах от 3 до 12 мм при линейной скорости прессования от 2 до 12 м/мин, сформованную плитку дробят в ситовой мельнице, после чего проводят фракционный рассев на виброгрохоте.
Гранулы после рассева подвергают термической обработке при температуре 150±10°С и продолжительности выдержки при заданной температуре 6÷10 ч.
Прессующие валки в процессе прессования охлаждают до температуры 15-25°С.
Получение гранулированного регенеративного продукта ведут при достижении относительной влажности воздуха 10-12% и температуры воздуха 23±2°С.
В автоматическом режиме число оборотов питающего шнека корректируют, получая данные от датчика усилия прессования, установленного на валке компактора.
Гранулы имеют средний размер частиц от более 1 до примерно 6,5 мм.
Подача шихты в вальцовый компактор шнековым питателем, регулирование величины распорного усилия при прессования изменением частоты вращения питающего шнека, установление зазора между валками в пределах от 3 до 12 мм при линейной скорости прессования от 2 до 12 м/мин, с последующим дроблением сформованной плитки в ситовой мельнице и фракционным рассевом на виброгрохоте обеспечивают достижение оптимального соотношения между плотностью гранул из регенеративного продукта и их механической прочностью и устойчивостью к истиранию. Плотность формуемой плитки зависит от свойств исходной шихты, величины зазора между валками, частоты вращения валков и величины давления, развиваемого шнековым питателем и зависящим от частоты вращения шнека. Путем подбора оптимальных величин указанных параметров обеспечивается получение продукта, пригодного для снаряжения средств защиты органов дыхания с максимальным временем защитного действия. При дроблении и фракционном рассеве обеспечивается достижение гранулометрического состава и насыпной плотности продукта, что позволяет достигнуть необходимой плотности упаковки и уменьшить сопротивление дыханию при использовании в средствах защиты органов дыхания. Установление зазора между валками в пределах от 3 до 12 мм обеспечивает равномерность плотности спрессованной плитки из регенеративного продукта, при этом при толщине менее 3 мм для достижения необходимой прочности требуется увеличить плотность, что ухудшает стехиометрические свойства продукта, то же самое происходит при зазоре между валками больше 12 мм из-за неравномерной плотности по толщине.
При линейной скорости прессования от менее 2 м/мин происходит переуплотнение плитки, а при скорости более 12 м/мин не достигается равномерная плотность продукта. Толщина прессуемой плитки подбирается в пределах указанного диапазона таким образом, чтобы плотность плитки была максимально однородной по слою, что обеспечивает стабильность свойств конечных гранул. При этом в отличие от статического прессования в пресс-форме, усилия прессования в компакторе направлены на слой материала с двух противоположных сторон, что дополнительно обеспечивает равномерность распределения плотности по слою. В ситовой мельнице, которая герметично крепится на выгрузочном отверстии компактора, спрессованная плитка ротором продавливается через отверстия заданного размера в сетке мельницы, поэтому гранул крупнее отверстий в ситах не образуется. Классификатор или грохот, установленный под выгрузочным отверстием ситовой мельницы, отделяет основную фракцию от мелкого ретура, который собирается в тару и возвращается на приготовление шихты. Объединение всех элементов установки в единую линию, а также высокая производительность линии минимизирует время нахождения продукта на открытом воздухе, снижая тем самым сорбцию влаги и диоксида углерода шихтой и гранулами.
Проведение термической обработке гранул после рассева при температуре 150±10°С и продолжительности выдержки при заданной температуре 6-10 ч обеспечивает повышение механической прочности гранул без увеличения их плотности за счет снятия внутренних напряжений, возникающих при прессовании и дроблении.
Охлаждение прессующих валков в процессе прессования до температуры 15-25°С обеспечивает исключение налипания продукта на поверхность прессующих валков и исключает слипание частиц продута на поверхности плитки.
Проведение получения гранулированного регенеративного продукта при достижении относительной влажности воздуха 10-12% и температуры 23±2°С, что соответствует расчетному влагосодержанию 2,47 г/куб. метр (2,076 г/кг сухого воздуха), обеспечивают возможность оставления установки без мойки на время не менее 7 суток. За это время не наблюдается «омыливания» продукта, цвет остатков продукта внутри установки через 7 суток остается желтым, что указывает на незначительное поглощение влаги из воздуха помещения.
Корректировка в автоматическом режиме числа оборотов питающего шнека по данным от датчика усилия прессования, установленного на валке компактора, обеспечивает корректирование числа оборотов шнека. При этом сглаживаются колебания усилия прессования, повышая однородность отпрессованной плитки. Время выхода на режим и амплитуда колебаний зависят от равномерности подачи материала в зону прессования.
Получение гранулы со средним размером частиц от более 1 до примерно 6,5 мм обеспечивает оптимальное сопротивление гранулированного продукта в аппаратах и повышает плотность упаковки его в аппарате.
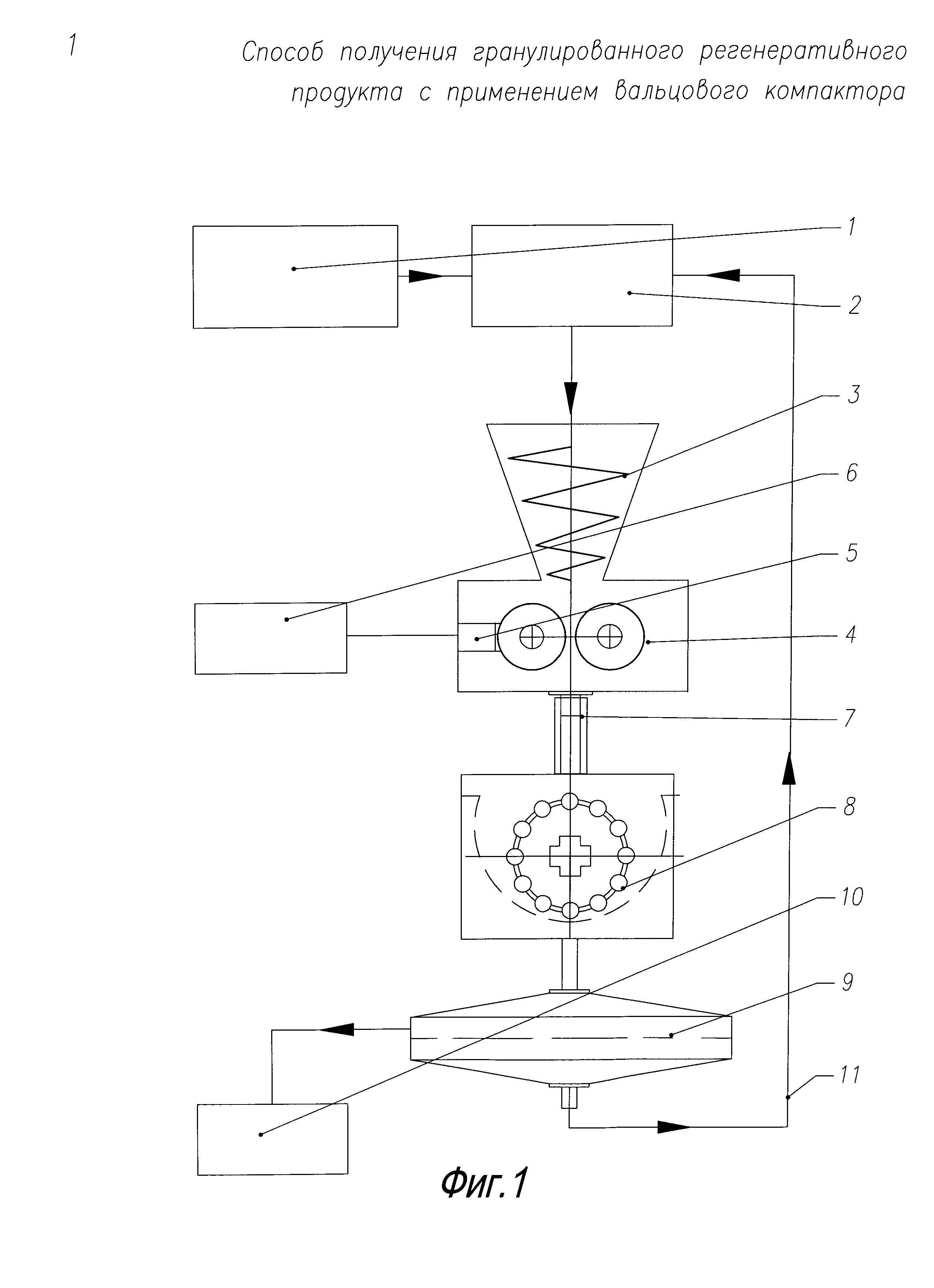
На схеме фиг. 1 изображена схема получения гранулированного регенеративного продукта.
Перечень позиций, указанных на схеме
1 - емкость подготовленных исходных компонентов;
2 - смеситель шихты;
3 - шнековый питатель;
4 - вальцовый компактор;
5 - датчик усилия прессования (величины распорного давления);
6 - блок управления;
7 - соединительный элемент;
8 - ситовая мельница;
9 - виброгрохот;
10 - емкость готовых гранул;
11 - линия возврата ретура на смешение.
Способ реализуется следующим образом.
Из емкости подготовленных исходных компонентов 1 подавали компоненты на основе супероксида калия в смеситель 2. После окончания процесса смешения шихты с помощью шнекового питателя 3, осуществляющего предварительное уплотнение, шихту подавали в пространство между валками вальцового компактора 4. Прессование осуществлялось под действием усилий, создаваемых валками при вращении навстречу друг другу и измеряемых датчиком усилия прессования (величины распорного давления) 5, соединенного с блоком управления 6. Спрессованную плитку из вальцового компактора 4 через соединительный элемент 7, выполненный в виде плоской обечайки из оптически прозрачного материала (например, силиконовой резины), подавали в ситовую мельницу 8. В ситовой мельнице 8 производили дробление спрессованной плитки ротором, снабженным ударными элементами, которые продавливают материал через отверстия заданного размера в сетке мельницы (5 мм), поэтому гранул крупнее отверстий в ситах не образуется. Полученные гранулы подавали в установленный под выгрузочным отверстием ситовой мельницы 8 виброгрохот 9, в котором через установленную в виброгрохоте сетку с размерами ячеек в свету 2,0 мм отделяли основную фракцию от мелкого ретура. Готовые гранулы поступали в емкость готовых гранул 10. Мелкий ретур по линии возврата ретура на смешение 11 возвращали на приготовление шихты.
В автоматическом режиме работы установки корректировали число оборотов шнека, получая данные от датчика усилия прессования 5, установленного на одном из валков компактора 4. Программа обеспечивает максимальное сглаживание колебаний фактических значений усилия прессования и одновременно приближает их к установленному значению. Время выхода на режим и амплитуда колебаний зависят от равномерности подачи материала в зону прессования.
Примеры.
Всего было проведено 5 операций компактирования:
Пример 1 зазор между валками - 2 мм, загружаемый материал - шихта;
Пример 2 зазор между валками - 4 мм, загружаемый материал - шихта;
Пример 3 зазор между валками - 5 мм, загружаемый материал - шихта;
Пример 4 зазор между валками - 5 мм, загружаемый материал - шихта + ретур после третьей операции (50/50);
Пример 5 зазор между валками - 14 мм, загружаемый материал - шихта.
В процессе прессования определяли и фиксировали следующие показатели работы компактирующей установки, приведенные в таблице 1.
|
От продуктов, полученных в ходе испытаний, были отобраны пробы и направлены на анализ.
Результаты испытаний.
Гранулометрический состав и механическая прочность продуктов приведены в таблице 2:
|
Продукт, полученный в ходе испытаний по примерам №3 и №4, был термически обработан в соответствии с требованиями технологического регламента ЦТКЕ. 154-2003 (ПРЗ), после чего были отобраны пробы для снаряжения двух патронов самоспасателей СПИ-20 и проведены испытания по времени защитного действия на установке искусственные легкие. Продукт, полученный по примеру №1, характеризовался повышенной плотностью, а по примеру №5 - низкой механической прочностью.
Результаты испытаний приведены в таблице 3. Для сравнения приведены результаты испытаний серийного продукта ПРЗ и требования ТУ на СПИ-20.
|
Примечание: Продукт по примерам 1 и 5 не испытывался.
Изобретение обеспечивает непрерывность процесса гранулирования, увеличение производительности и снижение затрат.
Переключатель потока
Способ получения продукта для регенерации воздуха
Патрон для регенерации воздуха
Способ запуска изолирующего дыхательного аппарата
Перемоточный станок для намотки в рулон ленточных материалов
Система регенерации воздуха
Способ получения продукта для регенерации воздуха
Аэрозольный фильтрующий элемент
Термоформовочная установка для изготовления формованных изделий из полимерной пленки
Способ получения регенерируемого поглотителя диоксида углерода
Переключатель потока
Способ получения продукта для регенерации воздуха
Патрон для регенерации воздуха
Способ запуска изолирующего дыхательного аппарата
Перемоточный станок для намотки в рулон ленточных материалов
Система регенерации воздуха
Способ получения продукта для регенерации воздуха
Аэрозольный фильтрующий элемент
Термоформовочная установка для изготовления формованных изделий из полимерной пленки
Способ получения регенерируемого поглотителя диоксида углерода

