Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО МОНОКОЛЕСА ТУРБИНЫ ИЗ РАЗЛИЧНЫХ МЕТАЛЛИЧЕСКИХ СПЛАВОВ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к области двигателестроения, а именно к способам изготовления интегрального турбинного моноколеса из различных металлических сплавов для газотурбинного двигателя.
Известен способ изготовления интегрального моноколеса (блиска) турбины с неохлаждаемыми рабочими лопатками для газотурбинного двигателя (ГТД), при котором отдельные лопатки, выполненные из одного металлического сплава, размещают в специальном приспособлении, соединяют с дисковой частью, выполненной из другого металлического сплава в единую деталь методом горячего изостатического прессования (ГИП) в зоне, примерно равной длительной прочности этих сплавов (патент РФ №2467177, кл. F01D 5/34, 2012). При этом область зоны примерно равной длительной прочности обоих сплавов определяют предварительно, профильную часть, трактовую полку и часть ножки выше указанной зоны располагают вне герметичной капсулы, в которой осуществляется соединение лопаток с дисковой частью, а другую часть ножки и дисковую часть совмещают встык в герметичной капсуле, которую располагают в зоне воздействия ГИП.
Известен способ изготовления интегрального моноколеса турбины с охлаждаемыми рабочими лопатками для газотурбинного двигателя, при котором выполняют дисковую часть из гранулируемого сплава, а лопатки, содержащие профильную часть, трактовую полку и ножку с системой воздушного охлаждения выполняют из жаропрочного, в том числе монокристаллического сплава. Предварительно определяют для лопаток и диска зону, в которой прочности при длительном режиме эксплуатации обоих сплавов примерно одинаковы, размещают лопатки в специальном приспособлении, совмещают между собой части ножек лопаток и дисковую часть, в которой расположена указанная зона в герметичной капсуле, помещают последнюю в газостат и осуществляют соединение лопаток с дисковой частью в одну деталь в зоне, имеющей примерно одинаковые значения длительной статической прочности обоих сплавов методом ГИП (патент РФ №2478796, кл. F01D 5/30, 2013).
Недостатком известных технических решений является ограниченная возможность их применения только при изготовлении интегральных моноколес турбин с небандажированными неохлаждаемыми и охлаждаемыми лопатками.
Бандажные полки для лопаток турбомашин применяются для повышения вибрационной надежности длинных рабочих лопаток. Для эффективного решения этой задачи рабочие колеса должны быть спроектированы таким образом, чтобы обеспечить надежный контакт по рабочим граням бандажных полок в процессе работы и при этом не приводить к недопустимым напряжениям, особенно в тонких подполочных сечениях лопаток. Это осуществляется путем монтажного натяга по рабочим граням полок. Проблема соединения бандажированных лопаток с дисковой частью для высокотемпературных турбин большого ресурса в единую деталь состоит в том, что в процессе соединения этих компонентов при высоких температурах и давлении методом ГИП происходит усадка материала, соединяющего эти компоненты, лопатки перемещаются по направлению к дисковой части. Наличие монтажного натяга между бандажными полками лопаток препятствует этому перемещению и не позволяет осуществить спекание лопаток с дисковой частью.
В основу данного технического решения положена задача расширения технологических возможностей способа.
Технический результат, достигаемый при осуществлении предлагаемого способа, заключается в обеспечении возможности изготовления интегрального моноколеса турбины с бандажированными охлаждаемыми и неохлаждаемыми лопатками.
Технический результат достигается за счет того, что при изготовлении интегрального моноколеса турбины из различных металлических сплавов для газотурбинного двигателя, при котором выполняют дисковую часть из гранулированного сплава, а лопатки, содержащие профильную часть, трактовую полку, и ножку из жаропрочного сплава с равноосной или направленной структурой, предварительно определяют для лопаток и диска зону, в которой пределы прочности при длительном режиме эксплуатации обоих сплавов примерно одинаковы. Размещают лопатки в приспособлении и устанавливают его и дисковую часть в герметичной капсуле, в которой расположена указанная зона. Помещают капсулу в газостат и осуществляют соединение лопаток с дисковой частью в одну деталь в зоне, имеющей примерно одинаковые значения длительной статической прочности обоих сплавов методом ГИП. Согласно предлагаемому изобретению при изготовлении интегрального моноколеса турбины с бандажированными охлаждаемыми и неохлаждаемыми лопатками последние устанавливают с определенным монтажным зазором между рабочими гранями бандажных полок. Между дисковой частью и торцами ножек лопаток создают технологический зазор, заполняют последний порошком из материала дисковой части. Величину технологического зазора предварительно определяют в пределах 0,16-0,25 ширины ножки лопатки в зоне соединения, исходя из величины усадки материала порошка в процессе ГИП, а величину монтажного зазора между рабочими гранями бандажных полок определяют в зависимости от величины технологического зазора.
Указанные существенные признаки обеспечивают решение поставленной задачи, а именно расширение технологических возможностей способа за счет:
- создания между дисковой частью и торцами ножек технологического зазора и заполнения последнего порошком из материала дисковой части;
- установки лопаток с определенным монтажным зазором между рабочими гранями бандажных полок;
- предварительного определения величины технологического зазора в пределах 0,16-0,25 ширины ножки лопатки в зоне соединения, исходя из величины усадки материала порошка в процессе ГИП;
- предварительного определения величины монтажного зазора между рабочими гранями бандажных полок в зависимости от величины технологического зазора.
Настоящее изобретение поясняется следующим его описанием со ссылкой на иллюстрации, представленные на фиг. 1… фиг. 4, где:
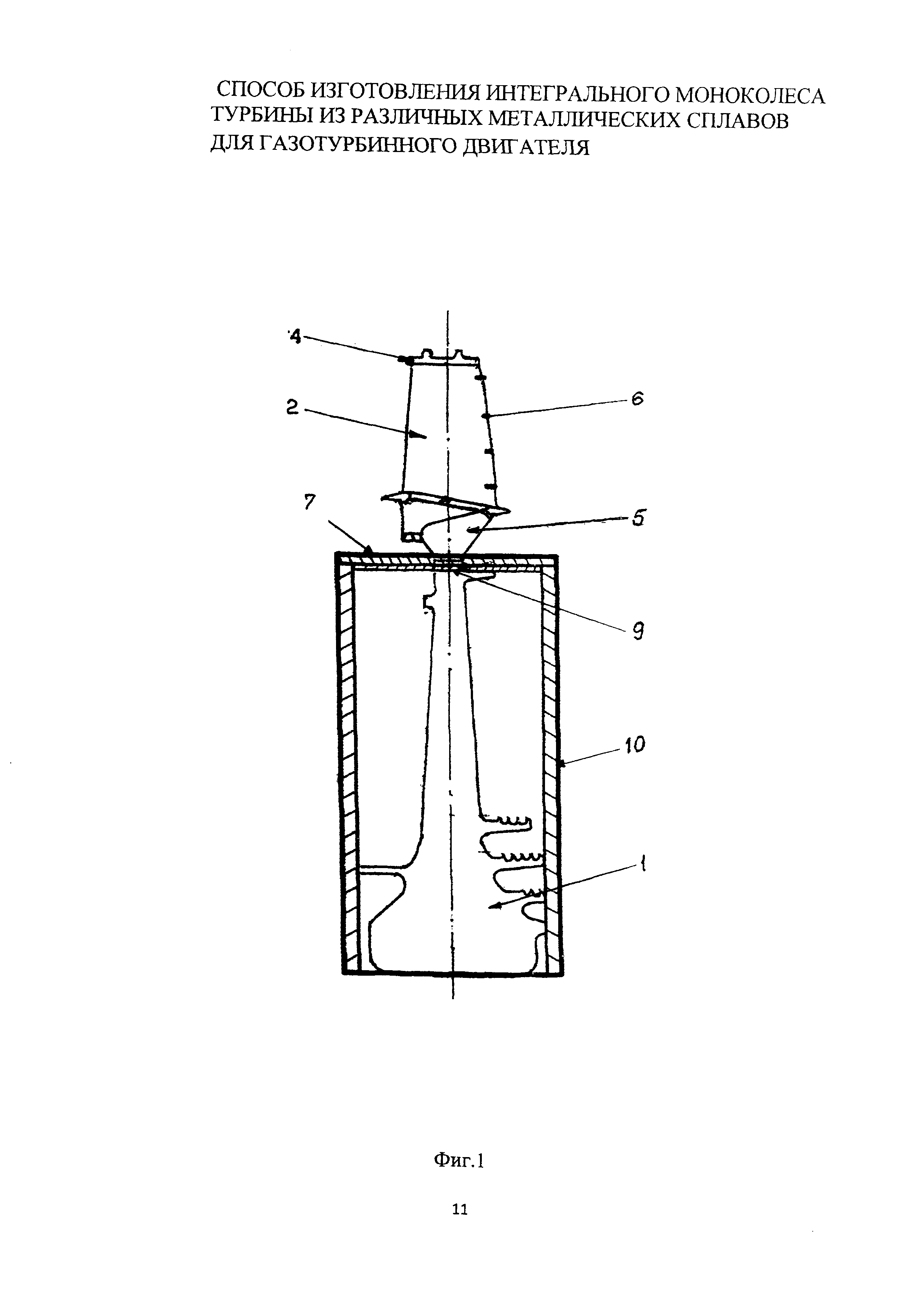
на фиг. 1 изображена схема осуществления предложенного способа;
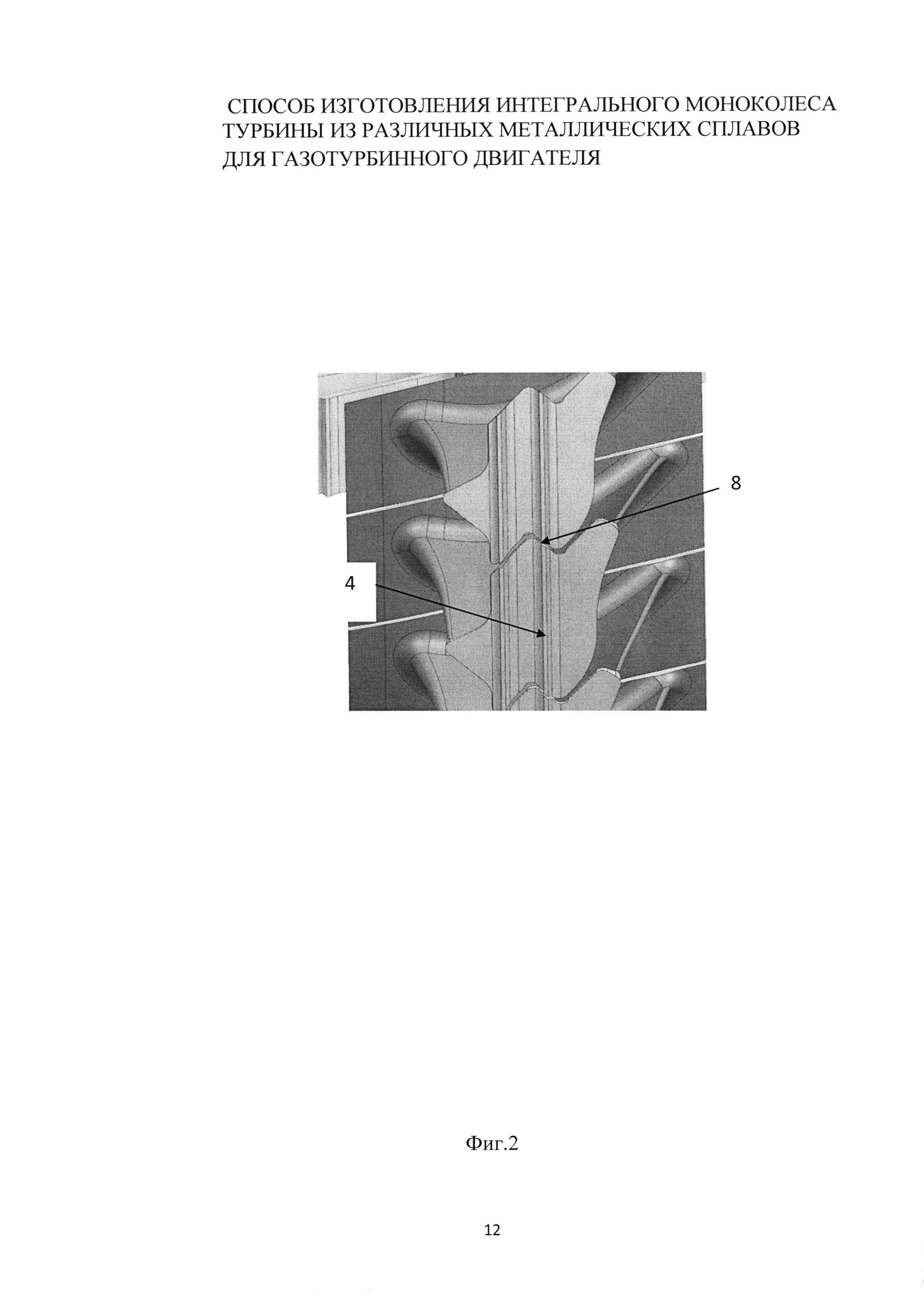
на фиг. 2 изображен вид сверху на фиг. 1;
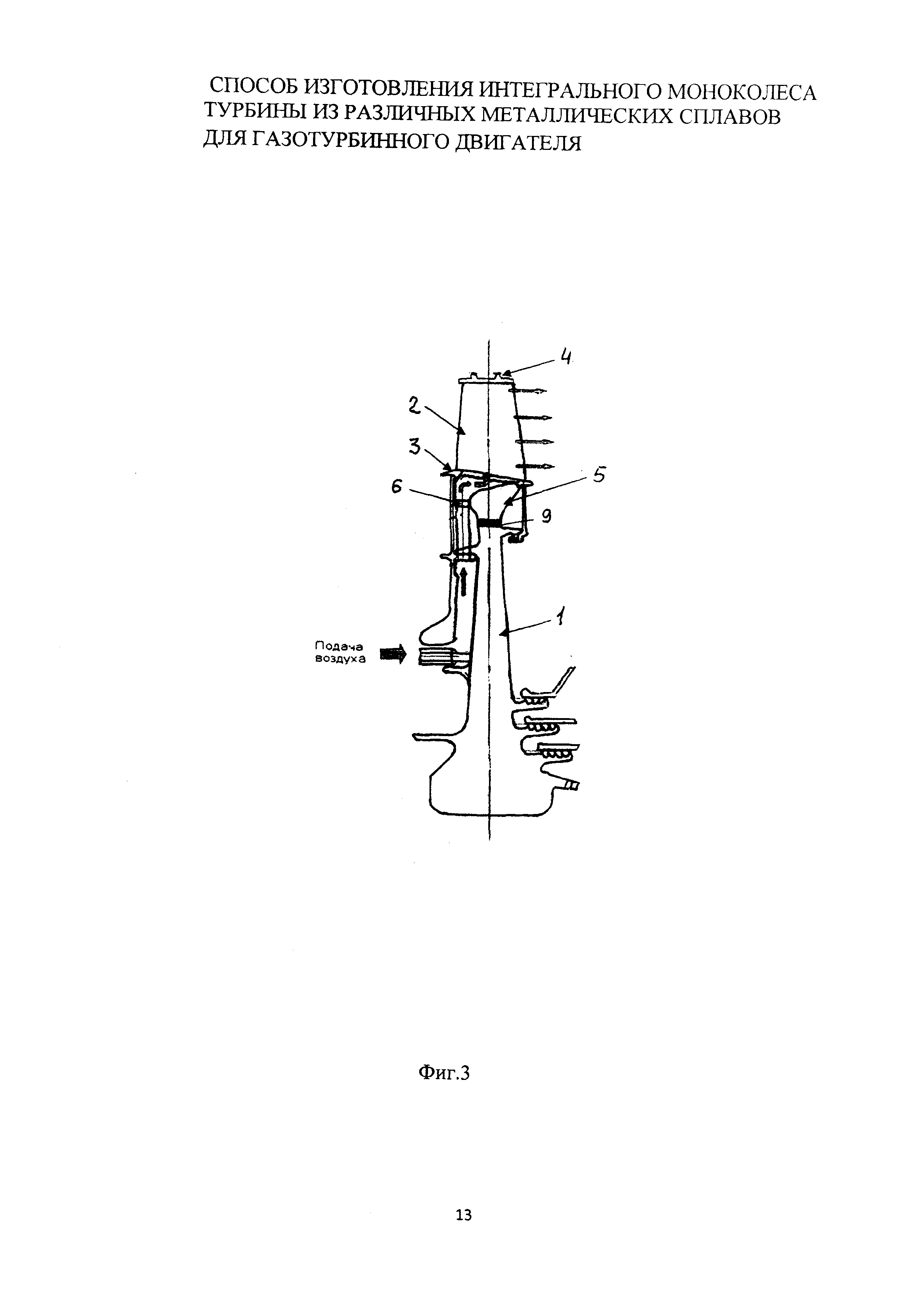
на фиг. 3 изображена схема собранного интегрального моноколеса турбины с бандажированными лопатками;
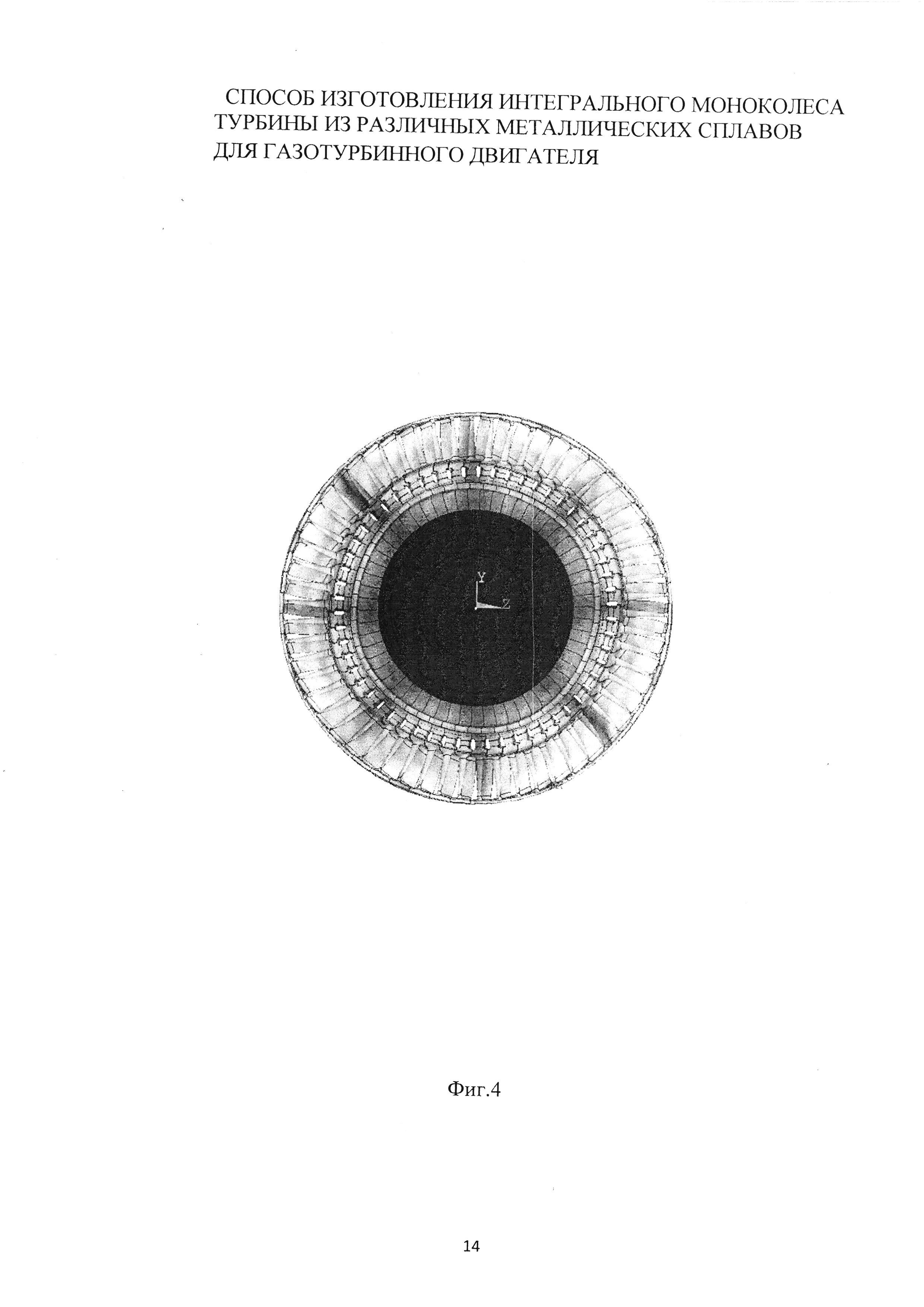
на фиг. 4 изображено интегральное моноколесо турбины с бандажированными лопатками после изготовления.
Способ изготовления интегрального моноколеса из различных металлических сплавов для газотурбинного двигателя согласно изобретению осуществляется следующим образом.
Дисковую часть 1 выполняют из гранулируемого сплава, а лопатки, содержащие профильную часть 2, трактовую полку 3, бандажную полку 4 и ножку 5 с системой 6 охлаждения, выполняют из жаропрочного, в том числе монокристаллического сплава. Предварительно по кривым длительной прочности обоих сплавов для длительности наиболее повреждающего рабочего режима устанавливают значение температуры, при которой величины длительной прочности обоих сплавов примерно одинаковы. Затем в соответствии с температурным состоянием моноколеса турбины на упомянутом режиме эксплуатации устанавливают область зоны действия температуры найденного значения, которая и является зоной соединения лопаток с дисковой частью 1. Закрепляют ножки 5 лопаток в специальном приспособлении, выполненном в виде технологического кольца 7 методом пайки, обеспечивая при этом монтажный зазор 8 между рабочими гранями бандажных полок 4 лопаток. Технологическое кольцо 7 устанавливают на внешней поверхности дисковой части 1, при этом создают между дисковой частью 1 и торцами ножек 5 технологический зазор 9, который заполняют порошком из материала дисковой части 1. Предварительно расчетным путем определяют величину технологического зазора 9 в пределах 0,16-0,25 ширины ножки 5 лопатки в зоне соединения, исходя из величины усадки материала порошка в процессе ГИП. Выполнение технологического зазора 9 меньше указанного диапазона не обеспечивает размещения необходимого для соединения количества порошка, а зазор 9 больше указанного диапазона приводит к образованию пористости в соединении и снижению прочностных характеристик моноколеса турбины в целом. При этом величина (t) зазора 8 между рабочими гранями бандажных полок 4 пропорциональна величине (Δs) усадки порошка гранулируемого сплава в зазоре между ножками 5 лопаток и дисковой частью 1 после процесса ГИП при заданной температуре (Т) и давлении (р):

где: Z - количество лопаток в колесе;
φ - угол между рабочими гранями бандажных полок и осью двигателя. Таким образом, учитывая усадку материала порошка в зоне соединения, величину монтажного зазора 8 между рабочими гранями бандажных полок 4, предварительно определяют расчетным путем в зависимости от величины технологического зазора 9 для обеспечения натяга между рабочими гранями бандажных полок 4 и для обеспечения соответствия уровня расчетных прочностных характеристик интегрального моноколеса турбины в рабочих условиях величинам, указанным в нормирующих документах прочности. Герметично капсулируют технологическое кольцо 7, дисковую часть 1 и части ножек 5 лопаток при помощи крышек 10, которые закрепляют на торцевой поверхности кольца 7. Капсулирование осуществляют таким образом, чтобы зона примерно равной длительной прочности соединяемых сплавов оказалась расположенной внутри капсулы. Затем располагают капсулу в газостате, причем профильные части 2 лопаток, трактовые полки 3, бандажные полки 4 и часть ножек 5 лопаток с системой 6 охлаждения находятся вне капсулы, после чего осуществляют процесс ГИП до соединения лопаток с дисковой частью в единую деталь в зоне примерно равной длительной прочности сплавов. При этом в связи с усадкой материала порошка лопатки перемещаются по направлению к дисковой части 1, и происходит уменьшение монтажного зазора 8 до величины, определяемой требованиями обеспечения натяга между рабочими гранями бандажных полок 4 с заданным уровнем прочностных характеристик в рабочих условиях моноколеса турбины. После окончания процесса удаляют крышки 10 и технологическое кольцо 7 и механической обработкой окончательно оформляют профиль дисковой части 1 моноколеса. В результате получают интегральное моноколесо турбины с бандажированными лопатками и системой охлаждения.
Аналогичным образом осуществляется изготовление моноколеса турбины с бандажированными неохлаждаемыми лопатками.
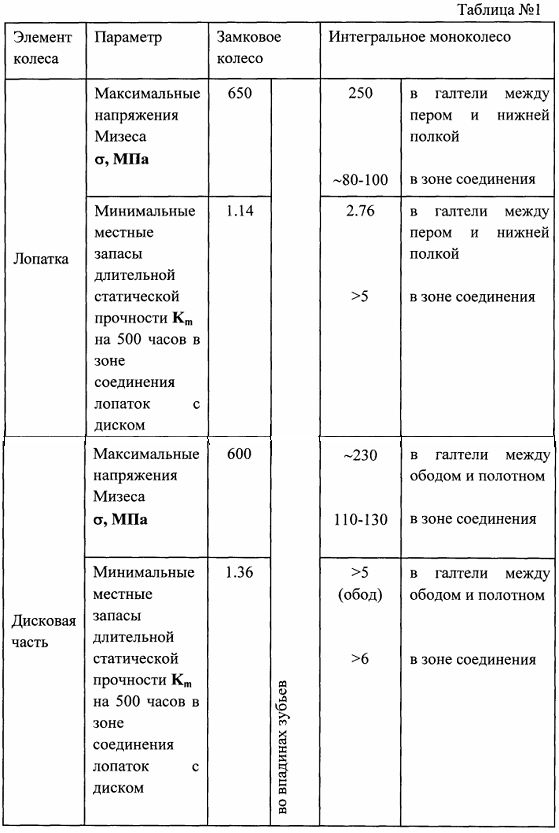
В таблице №1 приведены результаты сравнительных расчетов разборного рабочего колеса с замковым соединением бандажированных лопаток и дисковой части и интегрального моноколеса, изготовленного в соответствии с предлагаемым способом методом ГИП при соединении бандажированных лопаток в оптимальной с точки зрения условий эксплуатации зоне дисковой части.
Лопатки изготовлены из сплава K417G, дисковая часть колеса из сплава ЭП741НП.
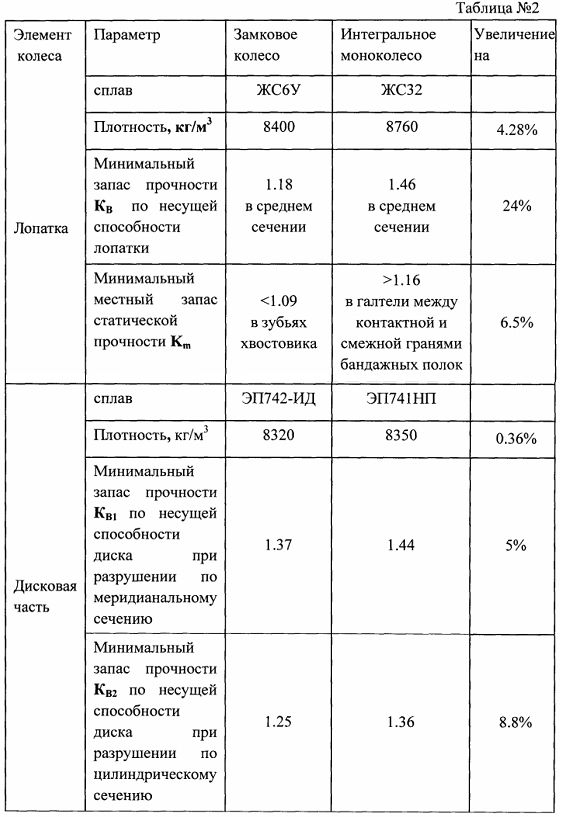
В таблице №2 приведены результаты сравнительных расчетов разборного рабочего колеса турбины высокого давления с замковым соединением небандажированных лопаток, изготовленных из сплава ЖС6У с диском, изготовленной из сплава ЭП742ИД, и интегрального биметаллического моноколеса, изготовленного в соответствии с предлагаемым способом методом ГИП с бандажированными лопатками из жаропрочного монокристаллического сплава ЖС32 и дисковой частью из сплава ЭП741НП.
Результаты, приведенные в таблице №1, показывают уменьшение максимальных напряжений и увеличение минимальных местных запасов длительной статической прочности интегрального моноколеса по сравнению с исходной замковой конструкцией более чем в 2 раза по лопатке и более чем в 3,5 раза по дисковой части за счет исключения замкового соединения, элементы которого являются концентраторами напряжений. В зоне соединения ГИП лопаток с дисковой частью интегрального моноколеса местные запасы прочности более чем в 4,5 раза превышают запасы прочности в замковом соединении колеса. В конечном счете это позволяет повысить частоту вращения ротора и уменьшить массу колеса.
Результаты, приведенные в таблице №2, показывают, что даже несмотря на утяжеление лопаток, вызванное заменой на сплав с большей плотностью и наличием бандажных полок, запасы прочности по несущей способности лопаток и дисковой части и местные запасы статической прочности интегрального моноколеса возросли по сравнению с замковым вариантом исполнения. Кроме того, применение биметаллического моноколеса с неохлаждаемыми бандажированными лопатками малоразмерного ГТД позволяет повысить кпд турбины на 2% и уменьшить массу на 5% по сравнению с рабочим колесом с замковым соединением небандажированных лопаток с диском, выполненным даже из более легких сплавов.
Предлагаемое изобретение обеспечивает возможность получения интегрального моноколеса турбины из различных металлических сплавов, с дисковой частью из гранулируемого сплава и встроенными бандажированными охлаждаемыми и неохлаждаемыми лопатками из жаропрочного, в том числе монокристаллического материала, работающего в оптимальных для каждого из материалов интегрального моноколеса температурно-силовых условиях и обладающего достаточной прочностью и надежностью.
Способ изготовления интегрального блиска с охлаждаемыми рабочими лопатками, интегральный блиск и охлаждаемая лопатка для газотурбинного двигателя
Авиационная силовая установка на базе топливных элементов
Способ измерения термогазодинамических параметров потока
Поршневой двигатель с компрессионным зажиганием и способ его работы
Двигатель внутреннего сгорания и способ его работы
Камера сгорания газотурбинного двигателя и способ ее работы
Бесконтактный магнитный электростатический подшипник
Камера сгорания газотурбинного двигателя и способ ее работы
Кольцевая малоэмиссионная камера сгорания газотурбинного двигателя
Ротор с компенсатором дисбаланса
Способ изготовления интегрального блиска с охлаждаемыми рабочими лопатками, интегральный блиск и охлаждаемая лопатка для газотурбинного двигателя
Авиационная силовая установка на базе топливных элементов
Способ измерения термогазодинамических параметров потока
Поршневой двигатель с компрессионным зажиганием и способ его работы
Двигатель внутреннего сгорания и способ его работы
Камера сгорания газотурбинного двигателя и способ ее работы
Бесконтактный магнитный электростатический подшипник
Камера сгорания газотурбинного двигателя и способ ее работы
Кольцевая малоэмиссионная камера сгорания газотурбинного двигателя
Ротор с компенсатором дисбаланса

