Результат интеллектуальной деятельности: АЛЮМИНИЕВЫЙ ЭЛЕМЕНТ ТОКОПРОВОДА И СПОСОБ ЕГО ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Группа изобретений относится к электротехнике, а точнее к области создания разборных электрических контактных соединений токопроводящих шин.
Первым объектом изобретения является элемент токопровода, выполненный из алюминия, имеющий рабочую контактную площадку, служащую для присоединения к медному проводнику. В контексте данной заявки термин «элемент токопровода» приоритетно относится к алюминиевым шинам, однако может быть распространен на кабельные наконечники и возможные другие токопроводящие элементы силовых электрических цепей, которые выполнены из алюминия. Вторым объектом изобретения является способ получения алюминиевого элемента токопровода.
В соответствии с ГОСТ 10434-82 [ГОСТ 10434-82. Соединения контактные электрические. Классификация. Общие технические требования.] соединение алюминиевых и медных проводников не допускается без применения специальных средств стабилизации электрического сопротивления этих соединений. Одним из способов (средств), рекомендуемых ГОСТ 10434-82, является создание защитных покрытий на алюминиевых и медных контактных площадках. Для защиты алюминиевой контактной площадки от электрохимической коррозии применяются покрытия. Выбор покрытий на алюминий и медь предписывается ГОСТом 9.303-84 [ГОСТ 9.303-84. Покрытия металлические неметаллические неорганические. Общие требования к выбору]. Совместимость металлических контактных пар регламентируется ГОСТ 9.005-72 [ГОСТ 9.005-72. Металлы, справы, металлические и неметаллические неорганические покрытия. Допустимые и недопустимые контакты с металлами и неметаллами] и Ведомственными строительными нормами ВСН 164-82 [ВСН 164-82. Инструкция по проектированию и монтажу контактных соединений шин между собой и с выводами электротехнических устройств. - Москва: ЭНЕРГОАТОМИЗДАТ, 1984]. В инструкции описан способ, согласно которому на алюминиевые контактные площадки в гальванических ваннах наносят покрытия слоя цинка или никеля, затем меди, затем олово-висмута. Гальванический способ нанесения покрытий имеет ряд недостатков:
- низкая технологичность, т.к. для каждого слоя покрытия используется свой электролит,
- недостаточно высокая степень защиты от коррозии, т.к. толщины гальванических покрытий измеряются микронами, покрытия могут обладать пористостью, что приводит к их разрушению при климатических воздействиях и, как следствие, к увеличению переходного контактного сопротивления,
- ограничение по габаритам элементов токопровода при нанесении покрытий на их контактные площадки.
Указанные недостатки устраняются при использовании общеизвестных технологий, использующих порошки металлов для создания покрытий, например технология газопламенного напыления и технология с применением газоплазменных процессов (http://www.plackart.com/coatings/copper.html). Однако металлы, из частиц которых сформированы порошки, при использовании этих технологий испытывают фазу плавления, что приводит к выгоранию и окислению части порошкового материала, что в свою очередь обуславливает непредсказуемое соотношение компонентов металлов в покрытии. Само же покрытие формируется расплавленными жидкими частицами, металл которых имеет разную текучесть и окисляемость, поэтому в указанных технологиях используют порошки чистых металлов, выстраивая технологический процесс под конкретный материал. Для сцепления покрытия с подложкой при этих технологиях требуется подготовка поверхности - предварительная очистка абразивными порошками или травлением. В покрытиях и материале подложки возникают остаточные напряжения, связанные с разными теплофизическими свойствами расплавленных частиц порошка и материала подложки, которые проявляются при остывании покрытия и приводят к его отслаиванию.
Известен способ получения медных покрытий на алюминиевые проводники [Алхимов А.П., Клинков С.В. и др. Холодное газодинамическое напыление. - М.: ФИЗМАТЛИЗ, 2010, стр. 347], принятый в качестве прототипа первого объекта изобретения. В этом способе монослой меди наносится на алюминиевый наконечник путем холодного газодинамического напыления порошка меди. Способ обладает рядом преимуществ по отношению к описанным выше способам. Однако такой способ не соответствует рекомендациям упомянутого выше ГОСТ 9.005-72 о совместимости контактов разнородных металлов при длительном климатическом воздействии, т.к. его применение приведет к разрушению покрытия контактной поверхности вследствие электрохимической коррозии под действием влаги и тепла.
Известны переходные медно-алюминиевые пластины, предназначенные для присоединения алюминиевых шин к медным выводам электротехнических устройств, а также к медным шинам [ГОСТ 19357-81 Пластины переходные медно-алюминиевые. Общие технические условия], в которых хвостовая и зажимная части соединены контактной сваркой, или слои меди нанесены двусторонним плакированием (термомеханическим способом). Примененная технология изготовления ограничивает размеры изделий (до 120×10 мм) и не может применяться для шин большего сечения, а также длинномерных шин. Кроме того, в процессе изготовления пластин свариваются разнородные материалы с различной температурой плавления, что существенно снижает их качество и эксплуатационную надежность.
Известно электропроводное разъемное контактное соединительное устройство [патент на полезную модель РФ №37275, опубл. 10.04.2004], выполненное из алюминия, контактная поверхность которого снабжена медным покрытием. Покрытие имеет толщину 250-350 мкм и получено плазменным распылением проволоки на предварительно обработанную контактную поверхность.
Недостатки устройства обусловлены примененным способом формирования контактной поверхности. Используемая в способе предварительная обработка поверхности, служащая для удаления оксидной пленки и развития микрорельефа не позволяет в должной мере увеличить адгезию т.к. при остывании жидкое тело (медная капля распыляемой проволоки) кристаллизуется и уменьшается в размерах, создавая внутренние напряжения в покрытии.
Кроме того, данное медное покрытие на алюминии не является защитным при воздействии на него факторов внешней среды, т.к. медь является катодом по отношению к алюминию. На границе покрытия и основы будет развиваться интенсивный коррозионный процесс, поэтому применение покрытия алюминия медью может быть использовано для слабых воздействий внешней среды с ограниченным сроком использования.
В качестве прототипа изобретения принято электротехническое соединительное изделие из группы разъемных соединений [патент РФ на изобретение №2096877, опубл. 20.11.1997]. Изделие представляет собой кабельный наконечник, выполненный из алюминия с напыленным электропроводным слоем, формирующим контактные поверхности. Нанесение электропроводного покрытия осуществлено методом холодного газодинамического напыления. Контактные поверхности выполнены из напыленного электропроводного материала, а именно из меди, или никеля, или олова, или цинка (монослои). При этом толщина покрытия составляет не менее 10 мкм.
Недостатки устройства обусловлены примененным способом формирования контактной поверхности и применяемыми металлами для нанесения монослоев. Все вышесказанное о недопустимости нанесения меди на алюминиевую подложку относится и к никелю, покрытие из которого не выдерживает циклических токовых нагрузок. В отличие от этих металлов контакт с алюминием олова и цинка является допустимым. Однако покрытие из олова при отрицательных температурах разрушается, превращаясь в серое кристаллическое олово, а соответственно, разрушается контактная поверхность. Цинковое покрытие на алюминии в присутствии контактирующих с ним медных проводников разрушается под воздействием факторов внешней среды. Все перечисленные покрытия в виде монослоев ограничены в применении мягкими климатическими воздействиями или недолговечны во времени и требуют ремонта или замены.
Таким образом, известные способы и полученные с их применением конструкции элементов токопровода (контактные поверхности) направлены на решение одной из задач - либо повышение технологичности, либо повышение электропроводности контактного соединения, либо повышение коррозионной стойкости. Ни один из известных аналогов не обеспечивает решение проблем надежности и стойкости контактного соединения в комплексе.
Задачей, на решение которой направлено изобретение, является создание алюминиевого элемента токопровода, имеющего рабочую контактную площадку, с обеспечением одновременно долговечности и надежности контактного соединения алюминиевого токопровода с медным проводником, а также создание высокотехнологичного способа получения элемента токопровода
Достигаемый технический результат - получение на алюминиевом токопроводе контактной площадки, выполненной в виде покрытия, обладающего одновременно комплексом свойств, обеспечивающих электрохимическую защиту от коррозии, ограничение роста переходного контактного сопротивления до значения, не превышающего 150% от начального значения переходного контактного сопротивления, после прохождения испытаний в режиме циклического нагревания, и такого же ограничения роста переходного контактного сопротивления - не превышающего 150%, после прохождения испытаний на стойкость к климатическим внешним воздействующим факторам при условиях эксплуатации УХЛЗ (уличное хранение под навесом или монтаж в закрытом электрическом щите на улице).
Поставленная задача решается двумя объектами изобретения.
Первый объект - алюминиевый элемент - представляет собой алюминиевую шину, рабочая контактная площадка которой выполнена в виде покрытия толщиной не менее 20-60 мкм, состоит из двух слоев, нанесенных методом газодинамического напыления. Первый слой толщиной 10-30 мкм получен напылением смеси порошков меди, цинка и оксида алюминия при массовом соотношении порошка меди к порошку цинка в интервале соотношений от 0,5:1 до 2:1 и при добавлении оксида алюминия в количестве 10-40% от общей массы смеси, Второй слой толщиной 10-30 мкм получен напылением смеси порошков меди, припоя оловянно-свинцового и оксида алюминия при массовом соотношении порошка меди к порошку припоя оловянно-свинцового в интервале соотношений от 0,3:1 до 3:1 и при добавлении оксида алюминия в количестве 10-40% от общей массы смеси. Упомянутые слои имеют зернистую структуру без сквозной пористости, уплощенные зерна металлов которой соединены между собой и материалом шины металлической связью. При этом оксид алюминия по массе составляет не более 10% общей массы покрытия.
Второй объект - способ получения алюминиевый элемента токопровода. Способ характеризуется тем, что на предварительно подготовленную поверхность алюминиевой шины методом газодинамического напыления наносят первый слой покрытия из смеси порошков меди, цинка и оксида алюминия при массовом соотношении порошка меди к порошку цинка в интервале соотношений от 0,5:1 до 2:1 и при добавлении оксида алюминия в количестве 10-40% от общей массы смеси, а затем - второй слой покрытия из смеси порошков меди, припоя оловянно-свинцового и оксида алюминия при массовом соотношении порошка меди к порошку припоя оловянно-свинцового в интервале соотношений от 0,3:1 до 3:1 и при добавлении оксида алюминия в количестве 10-40% от общей массы смеси. Предпочтительным является использованием порошков с размером частиц 20-40 мкм.
Для того чтобы лучше продемонстрировать отличительные особенности изобретения, в качестве примеров, не имеющих какого-либо ограничительного характера, ниже описан предпочтительный вариант реализации применительно к алюминиевым шинам.
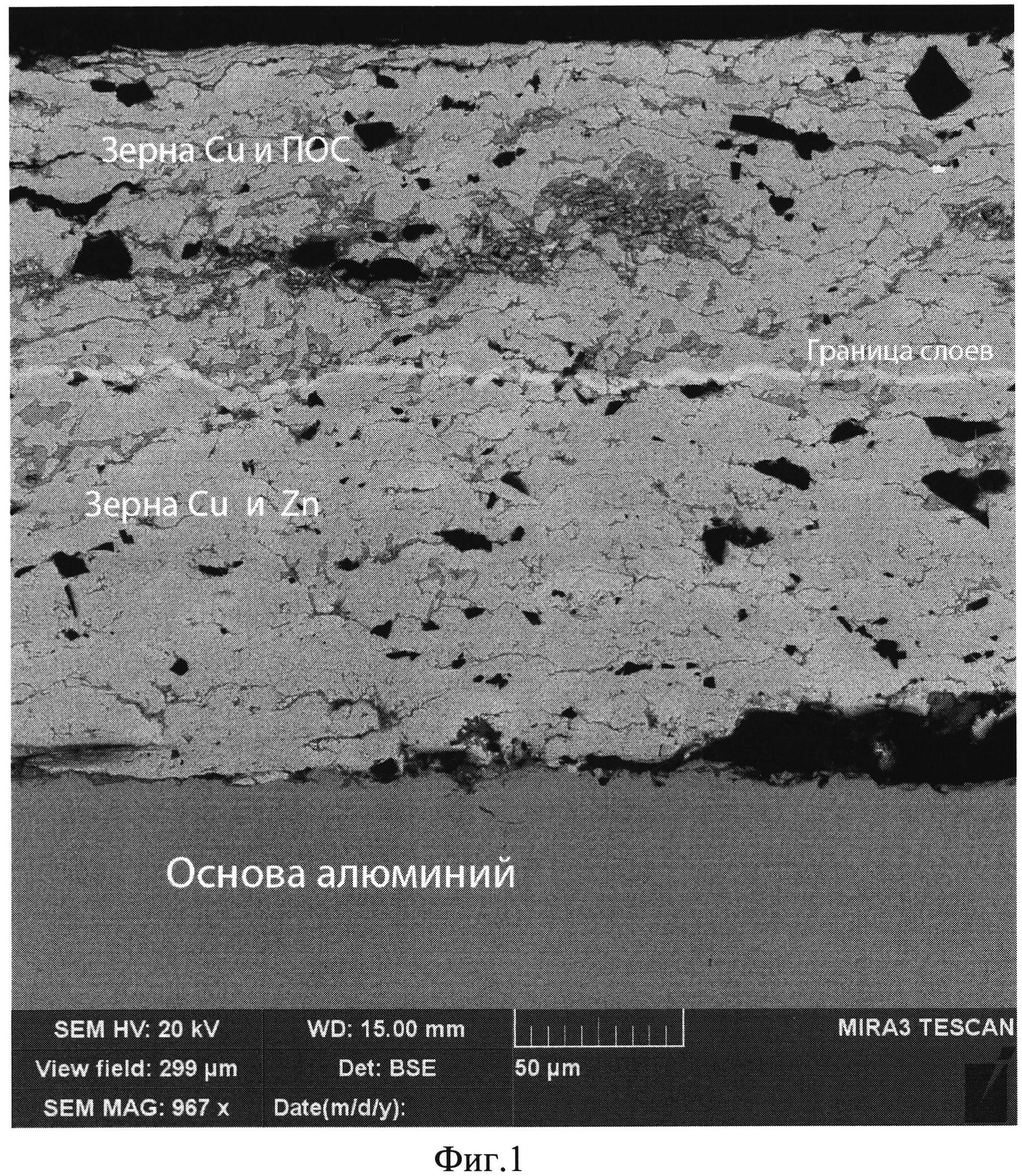
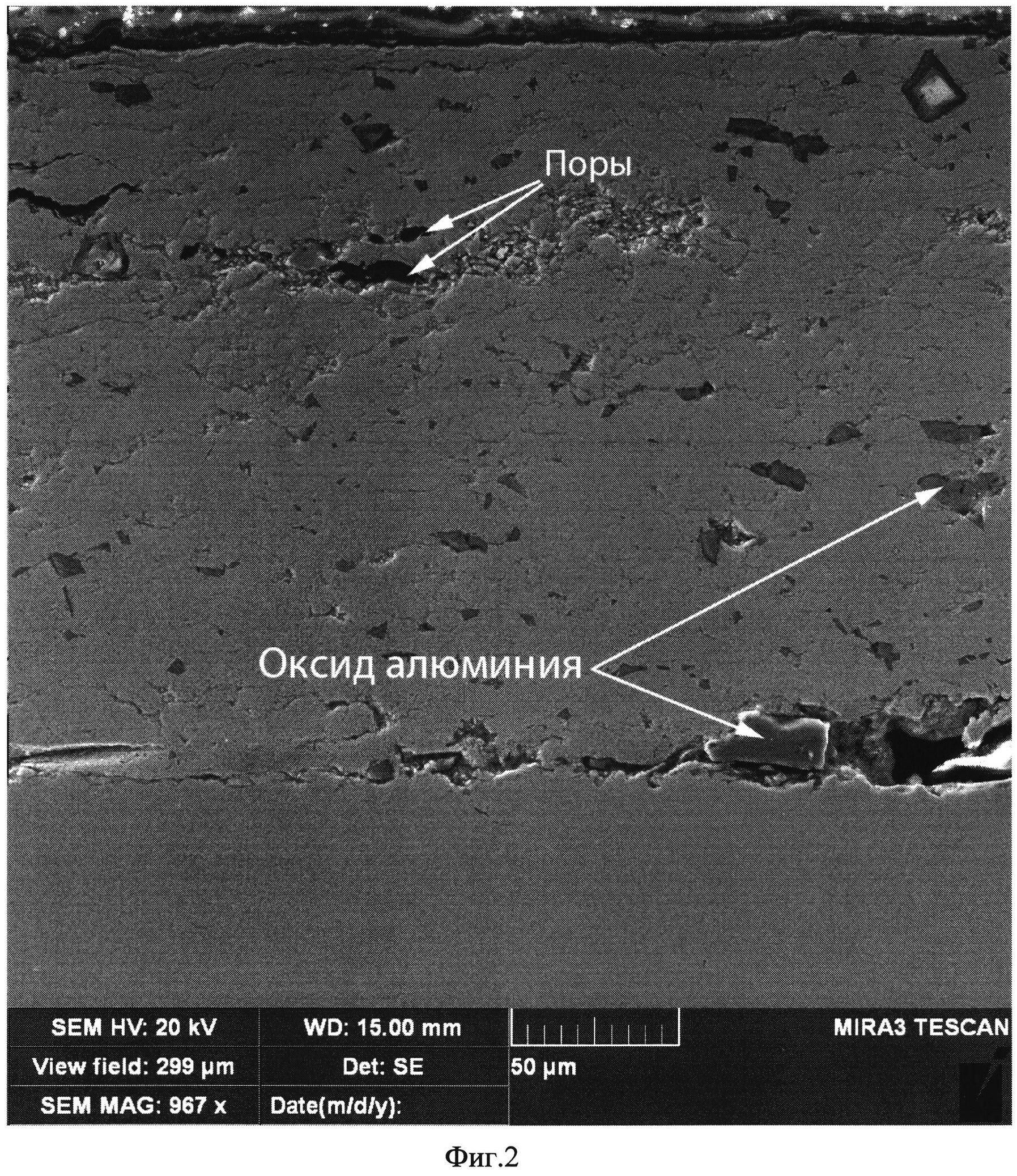
Примеры реализации иллюстрируются Фигурами, на которых представлено: фиг. 1 - фотография шлифа полученного двухслойного покрытия с детектором BSE композиционного контраста, Фиг. 2 - фотографии шлифа полученного двухслойного покрытия с детектором SE топографического контраста.
Пример реализации. Для первого слоя покрытия были приготовлены сухие физические смеси порошков меди и цинка при равном массовом соотношении компонентов mCu:mZn=1:1) с добавлением оксида алюминия в количестве 10-40% от общей массы смеси.
Для второго слоя покрытия были также приготовлены сухие физические смеси порошков меди и припоя оловянно-свинцового (ПОС) при равном массовом соотношении компонентов (mCu:mПОС=1:1) с добавлением оксида алюминия в той же пропорции к массе смеси. Использовались порошки размером частиц 20-40 мкм.
На предварительно подготовленную поверхность (производилась обработка оксидом алюминия с размером частиц 20-40 мкм на том же оборудовании, что и наносились покрытия) рабочей контактной площадки алюминиевой шины наносилось электротехническое покрытие и, таким образом, формировалась ее рабочая контактная площадка. Первый и второй слои наносились на контактные площадки шин последовательно, каждый слой за несколько проходов для достижения толщины покрытия 20-60 мкм.
Для формирования обоих слоев применялась технология газодинамического напыления (ГДН). Напыление производилось с помощью аппарата ДИМЕТ 404 [с информацией об оборудовании можно ознакомиться в сети Интернет http://www.dimet.info/products/dimet-404.html] при давлении воздуха на выходе напылителя 0,55 мПа, при среднем температурном режиме 200-300°С и на расстоянии 15-30 мм от среза сопла до формируемой поверхности.
Введение оксида алюминия в количестве 10-40% от общей массы смеси является рабочим интервалом для технологии ГДН. Уменьшение содержания оксида алюминия в смеси приводит к слабой активации поверхности и, как следствие, к низкому КПД напыления (отношение массы полученного слоя покрытия к массе использованного порошка). Увеличение содержания оксида алюминия в смеси вызывает увеличение эрозии при создании покрытия за счет абразивных свойств оксида алюминия и, как следствие, также приводит к понижению КПД. Поэтому добавление оксида алюминия в состав смеси предпочтительно в указанных выше количествах. Оксид алюминия является материалом, который чистит и активирует покрываемую плоскость до получения ювенильной поверхности, обеспечивая высокую адгезию частиц порошка металла к поверхности покрытия, он же осуществляет, дополнительно, «проковывание» слоев покрытия между собой.
Исследования образцов со сформированным двухслойным покрытием показало, что покрытие состоит из спрессованных частиц всех компонентов смеси, имеет зернистую структуру без сквозной пористости, уплощенные зерна металлов соединены между собой и материалом шины металлической связью.
Фотография участка шлифа (см. Фиг. 1) получена с помощью сканирующего электронного микроскопа высокого разрешения. С помощью детектора BSE получено изображение композиционного контраста, и на фотографии видна структура покрытия с уплощенными зернами металла, плотно соединенными друг с другом на уровне металлических кристаллических решеток, между которыми распределены зерна оксида алюминия. Граница слоев покрытия просматривается слабо, т.к. исходные материалы покрытия состоят в основном из однотипных компонентов равной зернистости. Частицы металлов второго слоя хорошо прилегают и соединяются друг с другом на уровне кристаллических решеток металлов с частицами первого слоя. Такой плотный контакт двух слоев между собой и обеспечивает высокие показатели покрытия по электропроводности и устойчивости к климатическим воздействиям. На Фиг. 2 приведена фотография того же участка шлифа, полученная детектором SE, обеспечивающим топографический контраст изображения. Здесь хорошо видны частицы оксида алюминия (объемные включения), «захваченные» зернами металла в процессе напыления и не отскочившие при упругом ударе об обрабатываемую поверхность. Видны поры в покрытии (черные пятна), которые представляют собой замкнутые объемы малых размеров. Исследование образцов показало, что оксид алюминия по массе составляет не более 10% общей массы покрытия и не снижает электропроводность покрытия.
Аналогичным образом были получены и исследованы образцы двуслойных покрытий при других соотношениях компонентов смесей порошков первого и второго слоя. Варьирование осуществлялось в широких пределах соотношений по металлам: в первом слое - от 100% меди до 100% цинка с промежуточными значениями mCu:mZn как 3:1, 2:1, 0,5:1, 0,3:1 в том числе, лежащими в заявляемом интервале соотношений, во втором слое от - 100% меди до 100% ПОС с промежуточными значениями mCu:mПОС с таким же «шагом». Во всех образцах к смеси порошков металлов добавлялся оксид алюминия в указанных выше пределах. Каждый нанесенный слой контролировался по толщине. Общая толщина покрытия составляла 20-60 мкм.
На ускоренных испытаниях в режиме циклического нагревания током образцы с покрытием (отрезки шин, рассчитанные на прохождение номинального тока 15 кА) соединялись в батареи и подвергались токовым нагрузкам в соответствии с ГОСТ 17441-84 [ГОСТ 17441-84. Соединения контактные электрические. Приемка и методы испытаний, п. 2.8.2]. Образцы алюминиевых шин, покрытых только медью или только цинком, или: цинк - первый слой, ПОС - второй слой, в болтовых соединениях с медной шиной испытаний в режиме циклического нагревания электрическим током не выдержали. Их переходное сопротивление контакта с медным проводником превысило начальное сопротивление контакта в 1,5 раза после циклов нагрева электрическим током и остывания - менее 500 циклов. Духслойные покрытия, сделанные из смеси порошков металлов mCu:mZn=1:1 в первом слое и mCu:mПОС=2:1 во втором слое) на образцах алюминиевых шин при болтовых соединениях их с медными шинами выдержали 500 циклов нагрева электрическим током. Сопротивление электрического контакта при этом после завершения испытаний не превысило значения 1,5 раза от начальной величины.
После проведения циклических испытаний электрическим током и выявления допустимого интервала соотношений компонентов напыляемой смеси порошков для напыления первого и второго слоя были изготовлены соответствующие образцы путем напыления смесей порошков с соотношениями компонентов, лежащими в интервалах, прошедших первый этап испытаний. Эти образцы подвергались испытаниям на климатические воздействия.
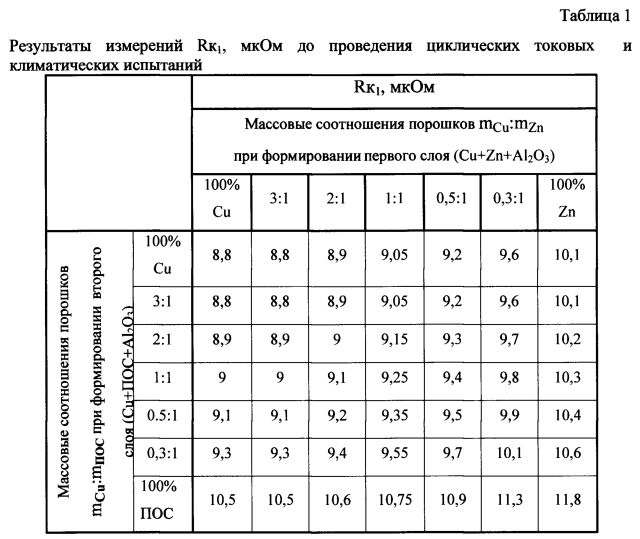
В Таблице 1 представлены массовые соотношения металлов в смесовых порошках, использованных для нанесения покрытий слоев. В ней же приведены результаты измерений начальных сопротивлений Rк1 контактных площадок болтовых соединений отрезков алюминиевых токопроводов, имеющих нанесенное двухслойное покрытие, с медными токопроводами.
После измерений Rк1 образцы были подвергнуты климатическим испытаниям по методике ГОСТ Р 51369-99 [ГОСТ Р 51369-99. Методы испытаний на стойкость к климатическим внешним воздействующим факторам машин, приборов и других технических изделий. Испытания на воздействие влажности]. Образцы подвергались циклическому воздействию в климатической камере. 1 цикл - выдержка образцов в течение 72 часов при температуре (85±3)°С и влажности (93±3)%. Образцы соединений электрических шин прошли 10 циклов испытаний, что соответствует, согласно ГОСТ Р 51369-99, воздействию климатических факторов при условиях эксплуатации УХЛЗ (уличное хранение под навесом или нахождение в закрытом электрическом щите на улице) в течение 20 лет. По завершении испытаний было повторно измерено сопротивление контакта - Rк2. Результаты измерений представлены в Таблице 2.
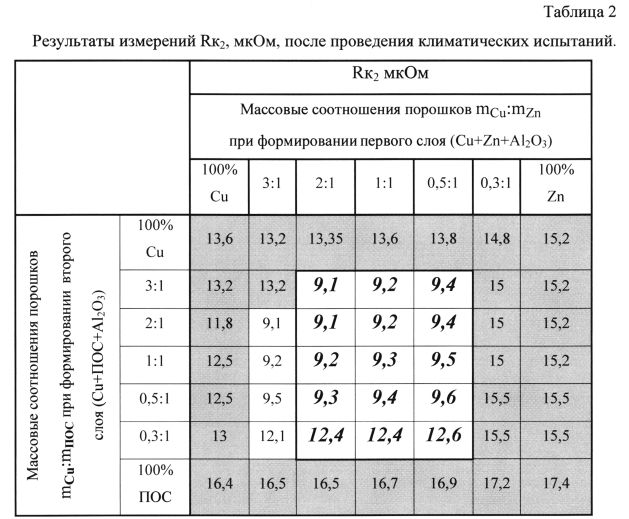
Как видно из Таблицы 2, покрытия на алюминиевом токопроводе чистыми металлами Cu (100%), или ПОС (100%), или Zn (100%), в первом и втором слое, по сути соответствующие прототипу, испытания не выдержали. Их переходное сопротивление контакта Rк2 превысило сопротивление Rк1 в 1,5 раза. Значения контактного сопротивления Rк2 образцов, которые не прошли испытания, в Таблице 2 выделены серым фоном. Образцы, значение Rк2 которых выделено в центре Таблицы 2 (белый фон, курсив), испытания выдержали, т.к. для них Rк2:Rк1<1,5.
На образцах алюминиевых шин с двухслойным покрытием, полученным при напылении смесовых порошков, значения массовых соотношений металлов которых лежат в заявляемых пределах, подтвердилась стойкость к климатическим воздействиям и сохранении параметров сопротивления контакта в пределах нормы в течение 20 лет эксплуатации.
Изменяя пропорции исходных смесей порошковых материалов, были получены композитные покрытия с электродным потенциалом, отличающимся от электродных потенциалов составляющих их чистых металлов. Благодаря такому свойству двухслойного смесового покрытия (сформированной контактной поверхности) на алюминиевой шине достигается его электрокоррозионная пассивность по отношению к контактирующей с ней медной шиной или медной шиной с покрытием ПОС.
В процессе создания способа были получены образцы покрытий, верхний слой которых обладает свойствами меди и свойствами припоя в большей или меньшей степени в зависимости от пропорции входящих компонентов. Свойствами обоих материалов обладает покрытие (верхний слой), полученное из смесей, где пропорция по массе лежит в интервале 0,3:1 до 3:1. За пределами этих соотношений покрытия обладают свойствами металла, представляющего большую часть в смеси порошка.
Таким образом, заявляемый способ является высокотехнологичным и эффективным для получения электротехнического покрытия на элементах токопровода, выполненных из алюминия. Он не ограничивает в размере обрабатываемые токопроводы и применим для алюминиевых шин, сечение которых рассчитано на токи в десятки (до 60 кА) кА. Относительно низкие температуры ГДН (по отношению к плазменным процессам) не приводят к возникновению существенных термических напряжений, что обеспечивает адгезию покрытия на высоком уровне, обеспечивая его долговечность. Заявленный способ позволяет на элементах токопроводов, выполненных из алюминия, формировать контактные площадки для обеспечения надежного соединения с медными токопроводами. Полученные двухслойные контактные площадки способны обеспечивать допустимое стандартами переходное контактное сопротивление, его многолетнюю стабильность (ограничение роста контактного сопротивления - не более 150% от начального значения) в процессе эксплуатации при воздействии неблагоприятных факторов внешней среды. Первый слой обеспечивает герметичность поверхности алюминия, электропроводность покрытия за счет частиц меди, коррозионную стойкость и совместимость алюминия с покрытием за счет частиц цинка. Второй слой, в свою очередь, также обеспечивает электропроводность за счет содержания в слое частиц меди, электрокоррозионную анодную защиту слоя от внешней среды за счет содержания частиц припоя оловянно-свинцового и за счет пластичности покрытия, обусловленной наличием припоя. Площадь контактной поверхности на «макроуровне» получается больше за счет пластичности ПОС при болтовом соединении токопроводов при затягивании крепежа.
Гальванопластический способ изготовления сложно-рельефных элементов антенно-фидерных устройств
Пневматическая установка для испытаний
Шланговый гамма-дефектоскоп
Способ переработки жидких радиоактивных отходов от применения дезактивирующих растворов
Ультразвуковой способ контроля плотности в процессе эксплуатации деталей из высоконаполненных композитных материалов на основе октогена
Способ изготовления многоуровневых тонкопленочных микросхем
Способ герметизации трубчатых электронагревателей
Способ получения керамических блочно-ячеистых фильтров-сорбентов для улавливания газообразных радиоактивных и вредных веществ
Широкополосный спектрометр мягкого рентгеновского излучения
Блок трансформаторной развязки
Гальванопластический способ изготовления сложно-рельефных элементов антенно-фидерных устройств
Пневматическая установка для испытаний
Шланговый гамма-дефектоскоп
Способ переработки жидких радиоактивных отходов от применения дезактивирующих растворов
Ультразвуковой способ контроля плотности в процессе эксплуатации деталей из высоконаполненных композитных материалов на основе октогена
Способ изготовления многоуровневых тонкопленочных микросхем
Способ герметизации трубчатых электронагревателей
Способ получения керамических блочно-ячеистых фильтров-сорбентов для улавливания газообразных радиоактивных и вредных веществ
Широкополосный спектрометр мягкого рентгеновского излучения
Блок трансформаторной развязки

