Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ПОЛОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Предлагаемый способ относится к области металлургии, а именно к методам получения деформированных полых заготовок.
Из уровня техники известен способ обработки полых заготовок путем изготовления колец, их деформации с уменьшением толщины их стенок и увеличением их диаметра [1]. Деформацию колец с уменьшением толщины стенок осуществляют прокаткой на кольцепрокатном стане или ковкой на оправке на кузнечном оборудовании. Данное техническое решение направлено на получение радиальной текстуры в полых заготовках из металлов, имеющих гексагональную плотноупакованную решетку. Его недостаток заключается в том, что при его применении не решается задача получения многослойных заготовок.
Известен способ обработки полых заготовок [2], который включает многопереходное волочение через отверстие волоки одной из мерных трубных заготовок, полученной резкой исходной длинномерной полой заготовки на мерные длины, и одновременное калибрование полости оправкой. В первом переходе протягивают мерную трубную заготовку исходных поперечных размеров с получением трубы первого перехода, внешний диаметр которой составляет 97-100% от внутреннего диаметра мерной трубной заготовки исходных поперечных размеров. Полученную трубу первого перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и протягивают с получением трубы второго перехода, имеющей поперечные размеры трубы первого перехода. Полученную трубу второго перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и цикл повторяют. В результате обеспечивается повышение уровня пластической деформации. Недостаток способа заключается в невозможности обработки волочением заготовок большого диаметра.
Известен способ обработки полых заготовок методом прокатки на кольцепрокатном стане [3-6]. Способ предполагает обжатие заготовки между валком малого диаметра со стороны полости и валком большого диаметра со стороны внешней поверхности. Недостатком способа является получение заготовки лишь однослойного строения.
Вместе с тем, имеется необходимость изготовления кольцевых заготовок многослойного исполнения, на что направлен способ по патенту [7], который включает получение кольца многослойного строения, при этом наружный более прочный слой создается за счет напрессовки порошка на менее прочный внутренний слой. Недостатком является использование методов порошковой металлургии, в том числе приема спекания порошка, в результате такого воздействия внутренний слой разупрочняется.
Известен способ получения многослойной полой заготовки, описанный в патенте РФ №2443493 [8]. Способ выбран в качестве прототипа как наиболее близкий аналог.
Способ включает многопереходную деформацию вложенных друг в друга однослойных полых заготовок с увеличением от перехода к переходу количества слоев. В первом переходе прессуют мерную трубную заготовку исходных поперечных размеров с получением трубы первого перехода внешним диаметром, равным внутреннему диаметру мерной трубной заготовки исходных поперечных размеров, полученную трубу первого перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и прессуют с получением поперечных размеров трубы первого перехода, полученную трубу второго перехода помещают в полость мерной трубной заготовки исходных поперечных размеров и цикл повторяют.
Таким образом, для формирования многослойной заготовки используют прием прессования (выдавливания). Однако прессование применяется для обработки давлением заготовок ограниченного диаметра. Это обусловлено тем, что диаметр отпрессованной заготовки не может превысить диаметра контейнера, при этом наибольший диаметр контейнера обычно не превышает размера 1100 мм (для пресса усилием 200 МН).
Усилие прессования зависит от диаметра заготовки, а значит от диаметра применяемого контейнера, при слишком больших диаметрах приходится создавать прессы слишком большого усилия, а это требует больших капитальных затрат.
Недостатком прототипа являются ограниченные технологические возможности, а именно невозможность получения многослойных полых заготовок больших диаметров.
Технической задачей, поставленной перед настоящим техническим решением, является расширение технологических возможностей за счет получения многослойных полых заготовок большого диаметра с наружным слоем, получившим высокий уровень деформации.
Предлагаемый способ получения многослойной полой заготовки включает многопереходную деформацию вложенных друг в друга однослойных полых заготовок с увеличением от перехода к переходу количества слоев.
В отличие от прототипа первую полую заготовку исходных размеров перед вложением второй заготовки подвергают прокатке на кольцепрокатном стане с получением заготовки первого перехода, у которой внутренний диаметр увеличен до наружного диаметра заготовки исходных размеров. Внутрь полученной заготовки первого перехода вкладывают заготовку исходных размеров и подвергают прокатке на кольцепрокатном стане с получением заготовки второго перехода, у которой внутренний диаметр увеличен до наружного диаметра заготовки исходных размеров, и цикл повторяют.
Замена приема прессования на прием прокатки на кольцепрокатном стане позволяет увеличить размер получаемого изделия. Для приема прессования характерна обработка изделий диаметром до 1100 мм, а для прокатки на кольцепрокатном стане диаметр изделий оказывается намного больше. Современные кольцепрокатные станы способны обрабатывать заготовки диаметром до 10000 мм. Это объясняется тем, что очаг деформации при прокатке кольца ограничен малым объемом, и заготовка обрабатывается последовательно, по длине окружности. Тем самым усилия и мощности для обработки оказываются небольшими.
Применение приема вложения внутрь полученной заготовки первого перехода заготовки исходных размеров позволяет использовать для изготовления многослойного кольца заготовку, имеющую одинаковые размеры для всех переходов. Это позволяет отпрессовать трубную заготовку, нарезать ее на мерные длины в виде колец одинакового размера и наращивать объем кольцевой заготовки конечных размеров, вкладыванием друг в друга кольцевых заготовок по переходам прокатки.
При этом наибольшую деформацию получит наружный слой кольцевой заготовки, поскольку он пройдет все стадии деформации по всем переходам. Он окажется наиболее прочным, т.е. будет решена техническая задача, которая в одном из аналогов решалась приемами порошковой металлургии.
Возможность вложения заготовок друг в друга обеспечивается назначением соответствующих допусков на размеры.
Между переходами осуществляют правку и/или отжиг заготовок.
Применение между проходами правки позволяет обеспечить более правильную форму кольцевых заготовок. Применение между проходами отжига позволяет снизить сопротивление деформации за счет статической рекристаллизации, если это не происходит на стадии горячей деформации за счет динамической рекристаллизации.
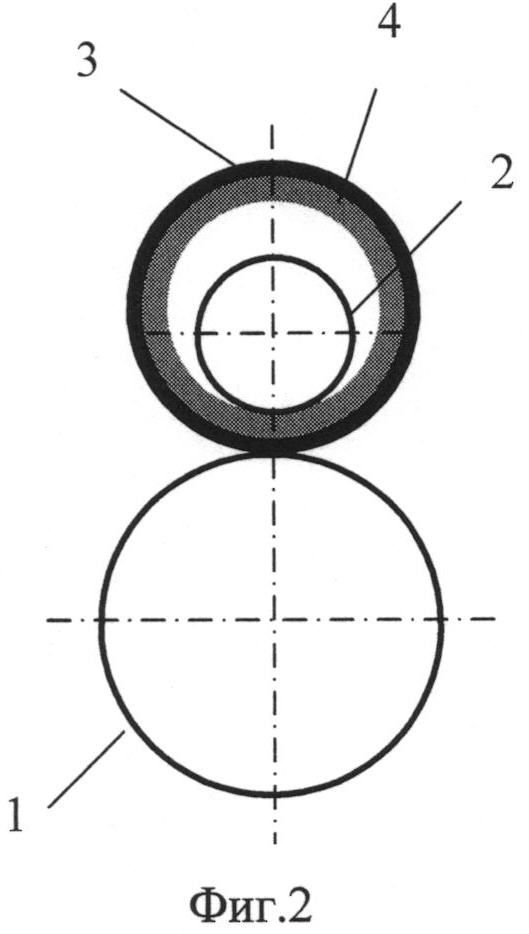
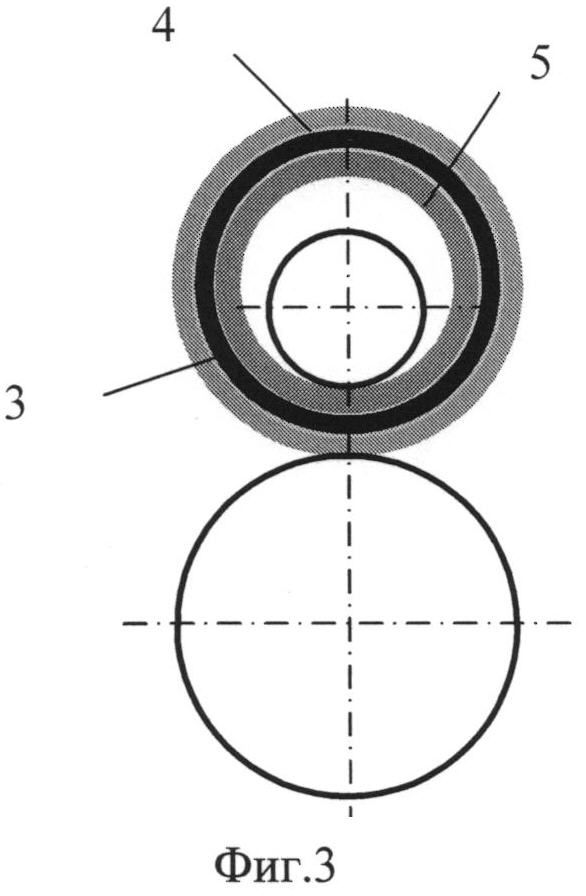
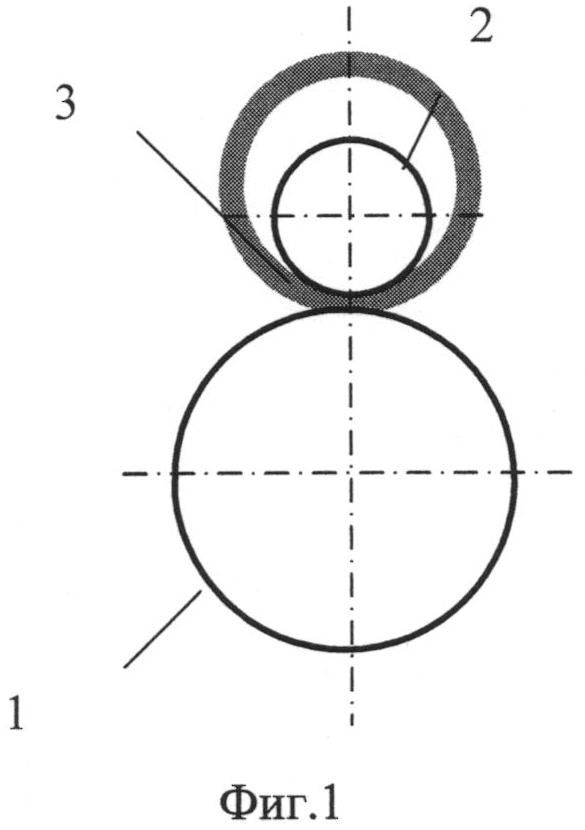
Схема деформации заготовок по предлагаемому способу при прокатке одной заготовки приведена на фиг.1, двух заготовок - на фиг.2, трех заготовок - на фиг.3.
Пример 1. В качестве заготовки исходных размеров используется заготовка кольцевого профиля: наружный диаметр 400 мм, внутренний диаметр 300 мм, толщина стенки S0=50 мм, ширина 200 мм. Заготовку исходных размеров подвергают прокатке на кольцепрокатном стане с получением заготовки первого перехода. У этой заготовки внутренний диаметр увеличен до наружного диаметра заготовки исходных размеров. Прокатку ведут на кольцепрокатном стане, включающем валок большого диаметра 1 (фиг.1) и валок малого диаметра 2, в зазоре между которыми помещена стенка кольцевой заготовки 3. При вращении валков стенка кольцевой заготовки утоняется (для упрощения изображения это на рисунке не показано). При прокатке без уширения условие постоянства объемов металла формулируется следующим образом:

где Dн0, Dв0 - наружный и внутренний диаметры заготовки исходных размеров, Dн1, Dв1 - наружный и внутренний диаметры заготовки первого перехода. Заготовка первого перехода должна иметь внутренний диаметр, увеличенный до наружного диаметра заготовки исходных размеров, т.е. должно выполниться условие Dв1=Dн0. При подстановке в формулу (1) получим

С помощью этой формулы удается определить наружный диаметр заготовки первого перехода:

В условиях примера он оказался равен 480 мм, а толщина стенки S1 оказалась равна 39,8 мм. При этом металл получил относительное обжатие ε=100*(S0-S1)/S0=20%, а логарифмическая деформация составила величину εln=ln(S0/S1)=0,228.
Внутрь полученной заготовки первого перехода 3 (фиг.2) вкладывают заготовку исходных размеров 4 и подвергают прокатке на кольцепрокатном стане с получением заготовки второго перехода, у которой внутренний диаметр увеличен до наружного диаметра заготовки исходных размеров, т.е. имеющую наружный диаметр 400 мм, внутренний диаметр 300 мм. Наружный диаметр сборки оказался равным 480 мм. В таблице приведены расчеты параметров процесса в первом и втором переходах, при этом определена толщина стенки наружного кольца Sн, что позволяет определять для этого слоя относительное обжатие ε=100*(S0-Sн)/S0 и логарифмическую деформацию εln=ln(Sн/S1).
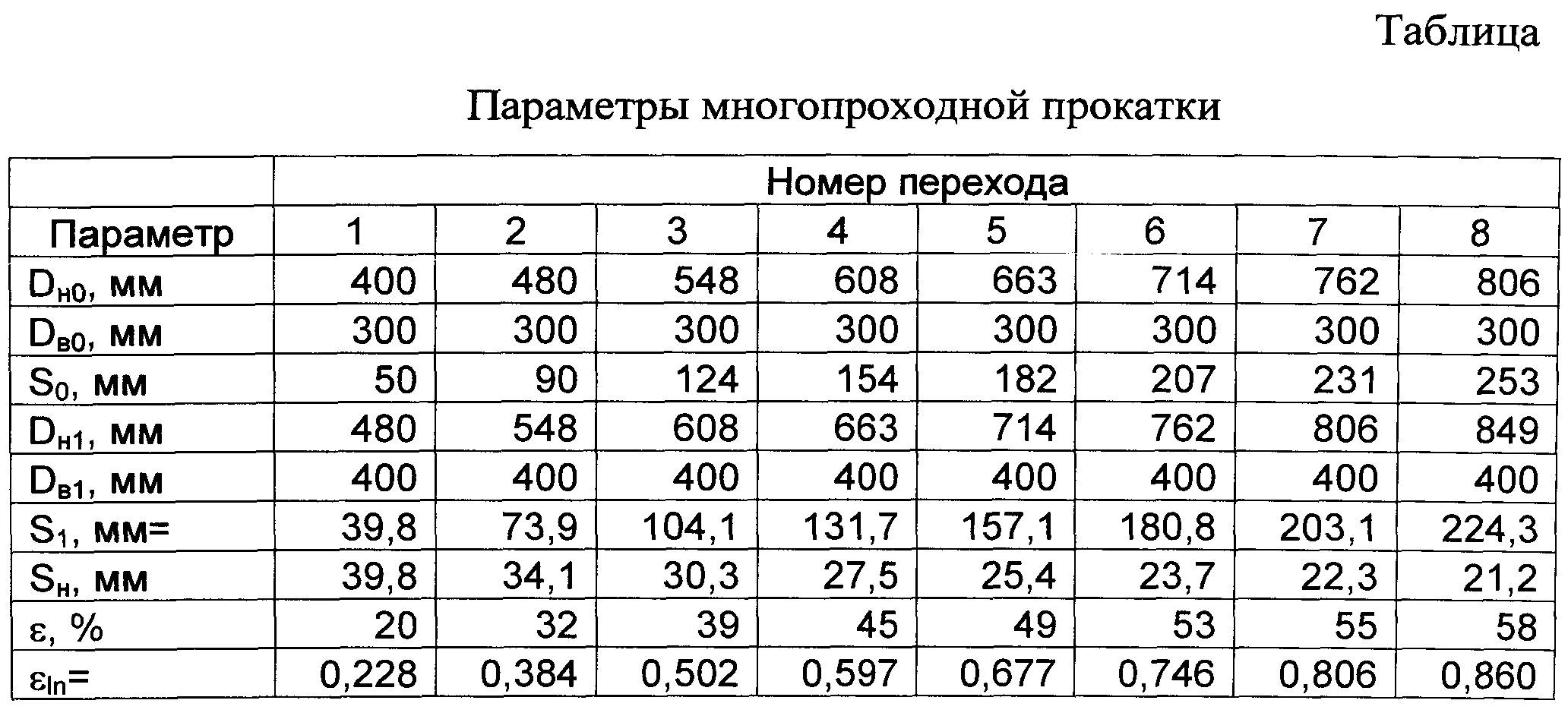
При изготовлении двухслойного кольца достигнуто относительное обжатие 20% для внутреннего слоя и 32% для наружного слоя, поскольку он был продеформирован два раза. Тем самым здесь показано, что наружный слой попал в условия повышенного упрочнения.
Пример 2. После второго перехода возможно использование приема многократного вложения кольцевых заготовок внутрь первоначально полученной сборки. На фиг. 3 показано, что внутрь сборки второго перехода, имеющей кольцевые слои 3 после первого перехода, 4 второго перехода вложили заготовку исходных размеров 5 и осуществили дальнейшую прокатку. Полученный результат иллюстрируется в таблице при расчете параметров 3-8 переходов. В последнем переходе 8 для внешнего слоя достигнута степень деформации 58%, а логарифмическая деформация 0,86. При этом внутренний слой получил обжатие на уровне примера 1, т.е. для него относительное обжатие составило 20%, а логарифмическая деформация оказалась равна 0,228. При сравнении логарифмических деформаций по слоям получим повышение деформации наружного слоя относительно внутреннего на 100*(0,860-0,228)/0,228=277%.
Таким образом, здесь показано, что технологические возможности оказались расширены за счет получения многослойных полых заготовок большого диаметра с наружным слоем, получившим высокий уровень деформации, а значит, и большее упрочнение.
Источники информации
1. Патент RU 2504598. Способ получения трубы из технически чистого титана с радиальной текстурой/ Логинов Ю.Н., Ершов А.А. МПК C22F 1/18, B21B 17/00, B23K 103/14. Опубл. 20.01.2014. Бюл. №2.
2. Патент RU 2476288. Способ волочения заготовок / Логинов Ю.Н. МПК B21J 5/00, B21C 1/24. Опубл. 27.02.2013. Бюл. №6.
3. Патент JP S62176626. Method and apparatus for rolling ring/ Nakamura Yuichi; Iwamura Sadamitsu. МПК В21Н 1/00; B21H1. Приоритет JP 19860017296 от 29.01.1986. Опубл. 03.08.1987 06.03.1992.
4. Патент JPH 0471703. Rolling method of ring-like member / Sumiya Koji; Machida Susumu, Kurauchi Nobuyoshi. МПК В21B 5/00; B21H 1/06; B21B 5/00. Приоритет JP 19900183337 от 11.07.1990. Опубл. 06.03.1992.
5. Патент US 8689597. Ring rolling mill and ring rolling method. Hirose Shimpei, Ishiwari Yuji, Kikuchi Hiroaki, Takizawa Hideo. МПК B21D 15/00. Заявл. 27.12.2012. Опубл. 8.04.2014.
6. Патент JPS 6310033. Method and apparatus for rolling ring/ Hattori Shigeo; Morita Akiyasu; Yasui Kenichi; Yuguchi Hiroshi; Kiyama Masao Nakamura Yuichi; Iwamura Sadamitsu. МПК B21B 37/00; B21B 5/00; B21H 1/06 Приоритет JP 19860153765 от 28.06.1986. Опубл. 16.01.1988.
7. Патент JP S627802. Composite ring and its production / Nakagawa Yoshihiro; Hashimoto Takashi. МПК B21B 27/03; B22F 3/14; B22F5/00; B22F 7/06; B22F 7/08. Опубл. 14.01.1987.
8. Патент RU 2443493. Способ прессования заготовок с обеспечением интенсивной пластической деформации /Логинов Ю.Н. МПК B21J 5/00, B21C 23/00, B82B 3/00. Заявл. 03.02.2009. Опубл. 27.02.2012.
Способ изучения первичной рекристаллизации
Способ получения трубы из технически чистого титана с радиальной текстурой
Способ получения анестезина
Способ определения коэффициента трения при пластической деформации
Способ изготовления модифицированного электрода для электрохимического анализа (варианты)
Термогравиметрическая установка
Аппликатор магнитный
Аустенитно-ферритная сталь с высокой прочностью
Однофазная электрическая машина
Способ определения загрязненности неметаллическими включениями стальных изделий
Способ определения аномалий на политермах свойств высокотемпературных металлических расплавов (варианты)
Способ определения точки кюри металлических высокотемпературных ферромагнитных сплавов
Система управления знаниями для разрешения ситуаций
Устройство для профилирования труб
Трубопрофильное устройство
Состав для получения безобжигового зольного гравия
Способ переработки глиноземсодержащего сырья
Способ извлечения редкоземельных элементов из технологических и продуктивных растворов и пульп
Способ синтеза 2,3,6,7,10,11-трис-(9н,10н-антрацен-9,10-диил)трифенилена - мономолекулярного оптического сенсора для обнаружения нитроароматических соединений
Способ термической обработки отливок из безуглеродистых жаропрочных никелевых сплавов для монокристаллического литья

