Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ
Вид РИД
Изобретение
Область техники
Изобретение относится к области сварочного производства, в частности к способу лазерной сварки сильфонных и мембранных узлов. Изобретение может быть использовано в электронной, радиотехнической, приборостроительной и других отраслях промышленности.
Предшествующий уровень техники
Известен способ дуговой сварки деталей различных толщин из патента РФ №1127721, опубл. 07.12.1984, B23K 9/16, B23K 9/02, авторы Карпов А.Г., Оганджанян Ю.Г. Способ заключается в том, что на более толстой детали выполняют наклонный бурт, устанавливают под этот бурт более тонкую деталь и производят соединение деталей путем оплавления бурта, бурт завальцовывают на более тонкую деталь и оплавляют завальцованный участок.
Недостатком данного способа является высокая вероятность перегрева и прожога тонкой детали. При посадке цилиндрической части тонкостенной оболочки на более толстую деталь неизбежен зазор между сопрягаемыми поверхностями. При завальцовке бурта этот зазор будет уменьшаться с одной стороны посадочной части оболочки и увеличиваться с другой. Это создаст неодинаковые условия для теплоотвода от тонкой кромки на различных ее участках, что увеличит вероятность прожога тонкой кромки.
Известен способ сборки под сварку плавлением разнотолщинн 31/0 ых деталей в патенте РФ №1704991, опубл. 15.01.1992, B23K 0, B23K 33/00, авторы Казаков Ю.В., Корчагин П.В. По этому способу свариваемые кромки тонкостенной и толстостенной детали собирают внахлест, располагая сопрягаемую часть тонкостенной детали на толстостенной детали или внутри нее. Сопрягаемую часть свариваемой кромки толстостенной детали выполняют конусной с углом наклона 1-3°. Больший и меньший диаметры конуса как при внешнем, так и при внутреннем расположении тонкостенной детали определяют из предложенных соотношений так, чтобы получить соединение деталей с натягом. При внешнем расположении тонкой детали у основания конуса на толстой детали выполняют канавку, и после сборки кромку тонкостенной детали завальцовывают в канавку.
Однако при реализации этого способа опасность возникновения прожогов остается. Это связано с тем, что при повышении скорости сварки необходимо увеличивать силу сварочного тока, чтобы сохранить требуемую величину погонной энергии. При этом резко возрастает интенсивность газового потока с электрода, что увеличивает нагрев поверхности кромки тонкостенной детали. Увеличивается величина теплового расширения металла тонкой кромки, что приводит к ее местному короблению, вспучиванию, появлению зазора между деталями, тонкая кромка перегревается, образуется прожог.
В качестве прототипа способа был выбран способ сварки тонкостенных деталей с элементами арматуры из патента РФ №1428558, опубл. 07.10.1988, B23K 31/06, B23K 9/16, автор Ченцов В.И. Согласно способу кромки свариваемых деталей соединяют на одном уровне, удерживают и производят сварку.
Недостатком данного способа является отсутствие гарантированной герметичности и прочности сварного шва. Так как смещение дуги относительно привариваемой кромки может привести к нарушению стабильности формирования шва и образованию прожогов. Также отсутствие жесткой фиксации вспомогательного элемента способствует деформации конструкции, что может привести к появлению дефектов. В прототипе рассматривается способ сварки только для случая, когда диаметр тонкостенной детали меньше диаметра массивной арматуры. Данный способ не позволяет сваривать тонкостенную деталь большего диаметра с массивной арматурой меньшего диаметра.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа сварки деталей различного диаметра и разной толщины, который обеспечивает получение прочных и герметичных неразъемных соединений.
Технический результат заключается в повышении прочности сварного шва за счет реализации способа сварки с минимальным тепловложением, обеспечивающего соединение свариваемых деталей с помощью переходника.
Технический результат достигается тем, что в способе сварки деталей различного диаметра и разной толщины, при котором кромки свариваемых деталей соединяют на одном уровне, удерживают и производят сварку, согласно изобретению используют дополнительную деталь - переходник. На одном конце переходника формируют технологический бурт для соединения с тонкостенной деталью. На другом конце переходника выполняют центрирующую кольцевую проточку. Выполняют центрирующий кольцевой выступ на толстостенной детали под кольцевую проточку на конце переходника. После соединения и удержания фиксируют свариваемые детали прихватками, затем сваривают детали лазерным лучом. При этом лазерное излучение фокусируют на стык свариваемых деталей.
Совокупность существенных признаков обеспечивает получение технического результата - минимальное необходимое тепловложение при сварке, которое снижает тепловое расширение металла тонкостенной кромки, исключает ее несплавление с толстостенной кромкой и обеспечивает минимальную деформацию при нагреве и усадке.
Формируют на одном конце переходника технологический бурт для соединения с тонкостенной деталью большего диаметра и кольцевую проточку для соединения с толстостенной деталью меньшего диаметра.
Формируют на одном конце переходника технологический бурт для соединения с тонкостенной деталью меньшего диаметра и кольцевую проточку для соединения с толстостенной деталью большего диаметра.
При сварке тонкостенной детали целесообразно применение стыкового соединения с отбортовкой кромок для обеспечения равномерного нагрева свариваемых кромок. В данном случае формирование сварного шва происходит за счет расплавления отбортованной кромки, причем ее величина такова, что позволяет получить качественный сварной шов. Изготовление технологической кольцевой проточки на конце переходника и технологического кольцевого выступа на конце толстостенной детали упрощает процесс сборки деталей и обеспечивает равномерное формирование сварного шва. Кроме того, соединение данного типа наиболее оптимально при сварке толстостенных деталей с применением концентрированных источников энергии.
На тонкостенной детали в виде сильфона подрезают поверхность, перпендикулярную оси сильфона до наружного диаметра по торцу, равного диаметру бурта переходника. Такое соединение сильфона и переходника обеспечивает равномерный нагрев свариваемых поверхностей.
Перед сборкой поверхности контакта свариваемых деталей подвергают ультразвуковой обработке в этиловом спирте. Этим доводят свариваемые поверхности до требуемой чистоты, и таким образом исключают влияние адсорбированных атомов внешней среды на качество шва. Без загрязнений качество шва улучшается.
При сборке обеспечивают плотный контакт свариваемых кромок, исключают образование воздушных полостей между кромками, наличие которых являются причиной прожога кромки тонкостенной детали. Отсутствие зазоров улучшает качество шва. Зазор в стыке более 10% от толщины тонкостенной детали не допускается.
Опытным путем было установлено, что увеличение зазора приводит к прожогу тонкостенной детали.
Перед сваркой выполняют прихватки. Прихватки выполняют лазерным лучом в точках, равноудаленных друг от друга, с энергией импульса не меньше 80% от основной энергии для сварки. Опыты показали, что использование энергии импульса от 80% до 100% основной энергии для сварки приводит к частичному оплавлению свариваемых кромок без взаимного перемешивания металла, то есть без образования сварных точек. Уменьшение энергии импульса меньше 80% не позволит оплавить металл и выполнить прихватку Прихватки выполняются с целью исключения возможных короблений и зазоров в процессе сварки. Затем выполняют сварку.
При проведении анализа уровня техники, включающего поиск по патентным и научно-техническим источникам информации, и выявлении источников, содержащих сведения об аналогах заявленного изобретения, не обнаружено аналогов, характеризующихся признаками, тождественными всем существенным признакам данного изобретения. Следовательно, заявленное изобретение соответствует условию «новизна».
Для проверки соответствия заявленного изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. В результате поиска не выявлены технические решения с этими признаками. На этом основании можно сделать выводы о соответствии заявляемого изобретения условию «изобретательский уровень».
Краткое описание чертежей
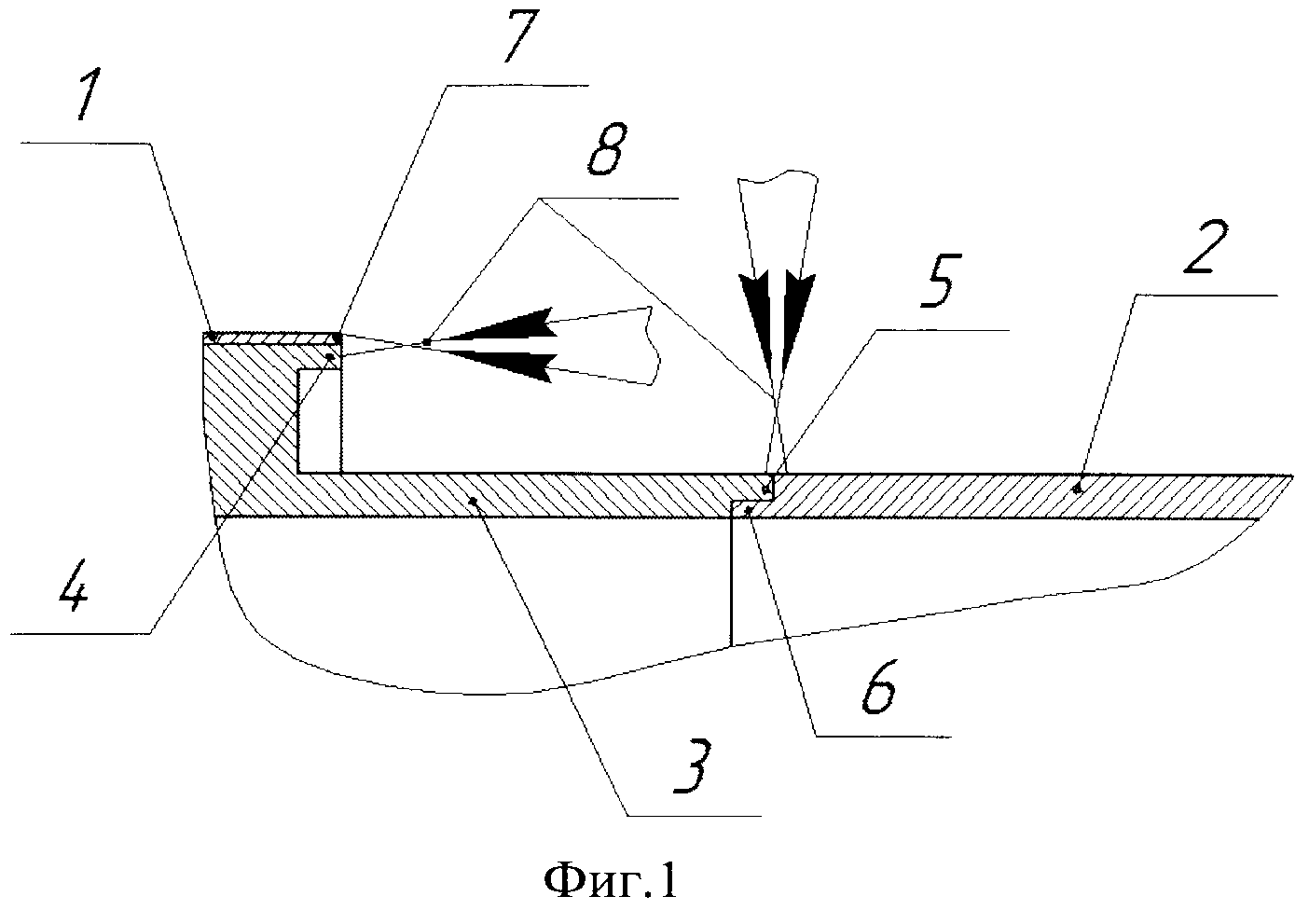
На фиг.1 показано соединение тонкостенной детали большего диаметра с толстостенной деталью меньшего диаметра с помощью переходника.
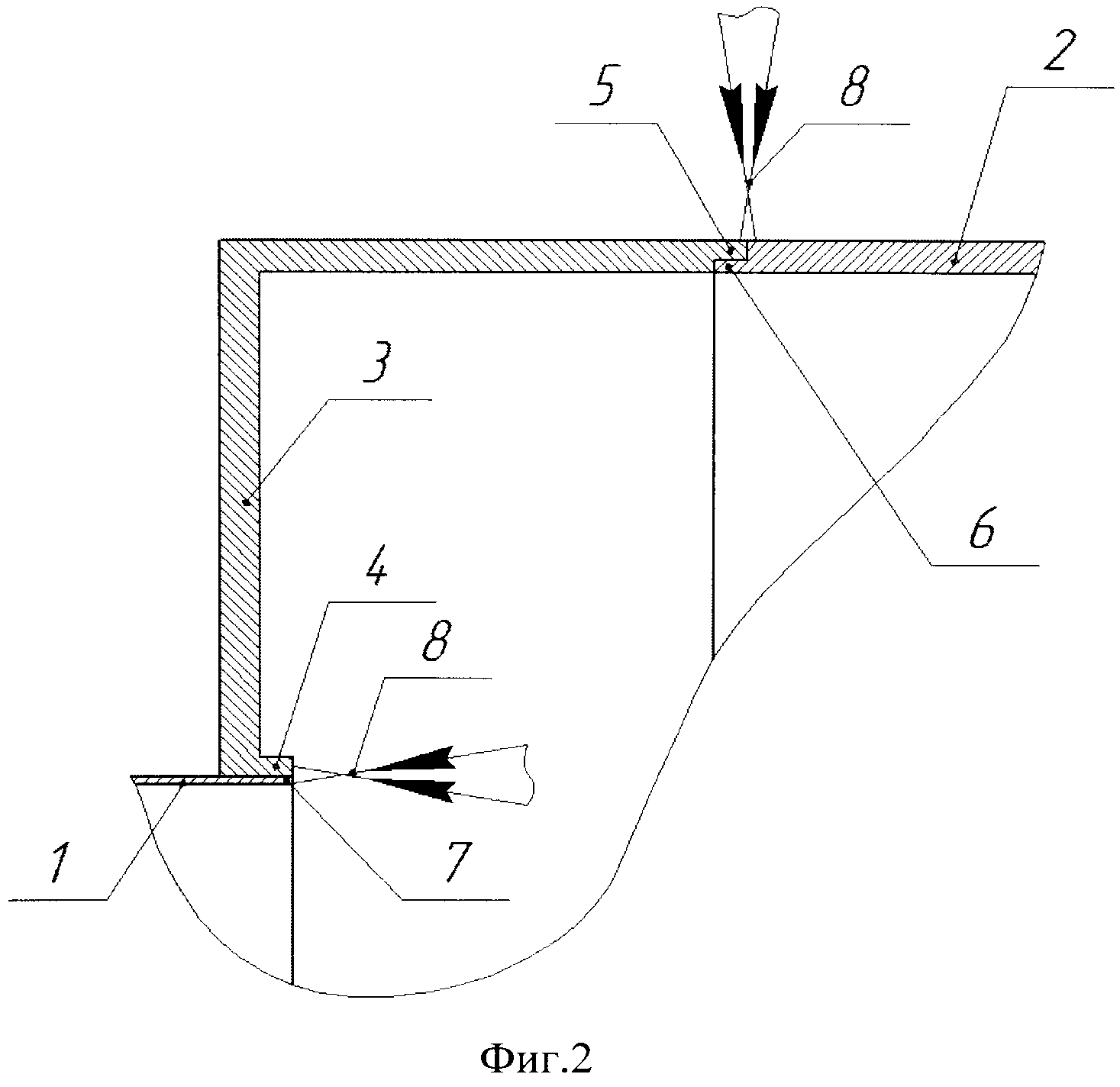
На фиг.2 показано соединение тонкостенной детали меньшего диаметра с толстостенной деталью большего диаметра с помощью переходника.
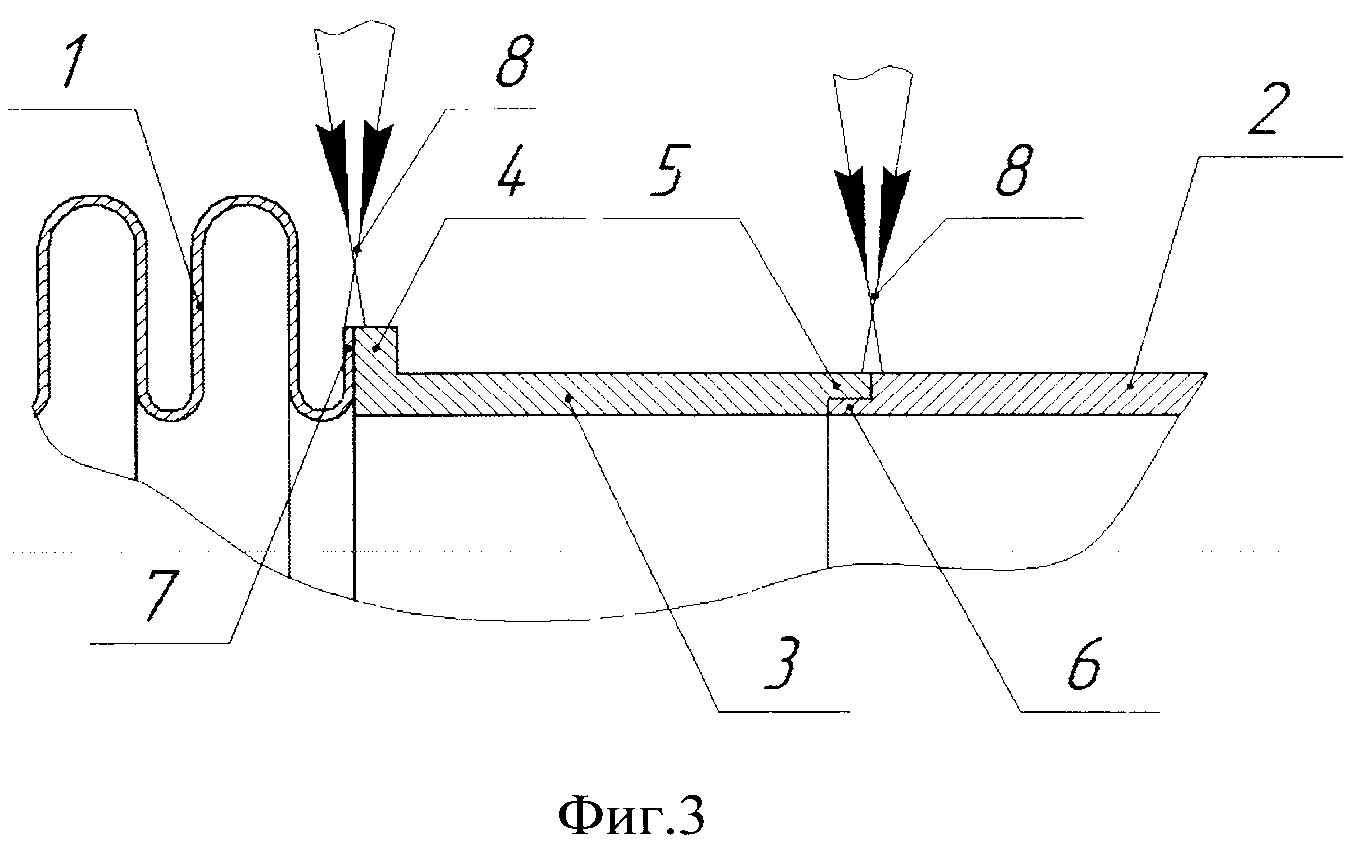
На фиг.3 показано соединение тонкостенной детали в виде сильфона с толстостенной деталью с помощью переходника.
Варианты осуществления изобретения
Как показано на фиг.1, для соединения тонкостенной детали 1 большего диаметра с толстостенной деталью 2 меньшего диаметра используют дополнительную деталь - переходник 3. На одном конце переходника 3 формируют технологический бурт 4 для соединения с тонкостенной деталью 1. На другом конце переходника 3 выполняют центрирующую кольцевую проточку 5. На толстостенной детали 2 выполняют центрирующий кольцевой выступ 6 под кольцевую проточку 5 переходника 3. Наружный диаметр кольцевого выступа 6 толстостенной детали 2 равен внутреннему диаметру кольцевой проточки 5 переходника 3.
На фиг.2 показано соединение тонкостенной детали 1 меньшего диаметра с толстостенной деталью 2 большего диаметра с помощью дополнительной детали - переходника 3. На торцах переходника 3 выдерживают все геометрические размеры проточки 5 и бурта 4. На толстостенной детали 2 выполняют кольцевой выступ 6 под кольцевую проточку 5 переходника 3.
На фиг.3 показано, что для соединения тонкостенной детали 1 в виде сильфона с толстостенной деталью 2 также используют дополнительную деталь - переходник 3. На тонкостенной детали 1 формируют кромку 7 путем подрезки одной из поверхностей тонкостенной детали 1 перпендикулярной оси тонкостенной детали 1 до наружного диаметра по торцу равного диаметру бурта 4 переходника 3. На торцах переходника 3 также выдерживают все геометрические размеры проточки 5 и бурта 4. На толстостенной детали 2 выполняют кольцевой выступ 6 под кольцевую проточку 5 переходника 3.
Импульсную лазерную сварку осуществляют следующим образом. Вначале выполняют сборку тонкостенной детали 1 с переходником 3 для каждого варианта конструкции. Перед сборкой поверхность контакта бурта 4 переходника 3 с кромкой 7 тонкостенной детали 1 подвергают ультразвуковой обработке в этиловом спирте. Тонкостенная деталь 1 и переходник 3 устанавливают в сборочно-сварочном приспособлении, обеспечивают плотный контакт бурта 4 переходника 3 с кромкой 7 тонкостенной детали 1, при этом зазор не превышает 10% от толщины тонкостенной детали 1. Сборочно-сварочное приспособление обеспечивает беспрепятственный доступ лазерного луча 8 и защитного газа в зону сварки. Для защиты сварного шва в процессе сварки от окисления используют инертный газ. Далее лазерный луч 8 направляют на стык бурта 4 и кромки 7 и осуществляют прихватку тонкостенной детали 1 с переходником 3 в точках, равноудаленных друг от друга, с энергией импульса не меньше 80% от основной энергии для сварки.
Сварку выполняют по стыку тонкостенной детали 1 и переходника 3. В процессе взаимодействия лазерного луча 8 с буртом 4 и кромкой 7 производят их нагрев и дальнейшее расплавление. В результате сварной шов формируют с равномерным оплавлением бурта 4 переходника 3 и кромки 7 тонкостенной детали 1.
Далее выполняют сборку толстостенной детали 2 с конструкцией из скрепленных тонкостенной детали 1 и переходника 3. Перед сборкой поверхность контакта кольцевой проточки 5 переходника 3 и кольцевого выступа 6 толстостенной детали 2 также подвергают ультразвуковой обработке в этиловом спирте. Толстостенная деталь 2 и переходник 3 вместе с приваренной к ней тонкостенной деталью 1 устанавливают в сборочно-сварочном приспособлении, обеспечивают плотный контакт проточки 5 переходника 3 с выступом 6 толстостенной детали 2. Для защиты сварного шва в процессе сварки от окисления используют инертный газ. Далее лазерный луч 8 направляют на стык кольцевой проточки 5 и кольцевого выступа 6 и осуществляют прихватку толстостенной детали 2 с переходником 3 в точках, равноудаленных друг от друга, с энергией импульса не меньше 80% от основной энергии для сварки.
Сварку выполняют по стыку толстостенной детали 2 и конструкции из тонкостенной деталей 1 и переходника 3. В процессе взаимодействия лазерного луча 8 с проточкой 5 и выступом 6 производят их нагрев и дальнейшее расплавление. В результате сварной шов формируют с равномерным оплавлением проточки 5 переходника 3 и выступа 6 толстостенной детали 2.
Таким образом, форма выполнения бурта 4 и кольцевой проточки 5 переходника 3 позволяет сваривать детали различного диаметра и разной толщины, обеспечивая при этом стабильное формирование сварных швов. В результате проведенных экспериментов было подтверждено, что при импульсной лазерной сварке тонкостенной детали 1 и толстостенной детали 2 сварные швы герметичны, не имеют наружных и внутренних дефектов. То есть обеспечивается минимальное необходимое тепловложение при сварке, которое обеспечивает минимальную деформацию при нагреве и усадке, исключает прожог тонкостенной кромки и ее несплавление с толстостенной кромкой.
Промышленная применимость
Предложенный способ может быть использован в приборостроении, электронике и других отраслях промышленности для изготовления сильфонных и мембранных узлов, где предъявляются высокие требования по обеспечению герметичности сварных соединений. А также там, где в конструкции присутствует необходимость соединения деталей различного диаметра с помощью переходника и присутствуют повышенные требования к геометрии изделия и к качеству сварных швов. Предлагаемые варианты способа сварного соединения обеспечивают технический эффект, заключающийся в повышении качества сварных соединений. В целом, рассмотренные варианты способа могут быть реализованы на существующем в настоящее время оборудовании с использованием имеющихся материалов. Это доказывает работоспособность и подтверждает промышленную применимость способа.
Способ задержки прорыва продуктов взрыва по краям метаемой пластины
Устройство для определения свойств материала тонкостенных полусферических сегментов
Взрывозащитная камера для проведения взрывных работ и способ локализации токсичных веществ и продуктов взрыва в случае несанкционированной потери ее герметичности
Система автоматизированного управления пропуском транспорта
Способ метания из ствольной пороховой баллистической установки
Квантрон твердотельного лазера с диодной накачкой
Квантрон с диодной накачкой
Твердотельный лазер с термостабилизацией диодной накачки и электрооптической модуляцией добротности и устройство его управления
Устройство для хранения и выдачи предметов
Способ воспламенения порохового заряда в баллистической установке и установка для его осуществления
Способ задержки прорыва продуктов взрыва по краям метаемой пластины
Устройство для определения свойств материала тонкостенных полусферических сегментов
Взрывозащитная камера для проведения взрывных работ и способ локализации токсичных веществ и продуктов взрыва в случае несанкционированной потери ее герметичности
Система автоматизированного управления пропуском транспорта
Способ метания из ствольной пороховой баллистической установки
Квантрон твердотельного лазера с диодной накачкой
Квантрон с диодной накачкой
Твердотельный лазер с термостабилизацией диодной накачки и электрооптической модуляцией добротности и устройство его управления
Устройство для хранения и выдачи предметов
Способ воспламенения порохового заряда в баллистической установке и установка для его осуществления

