Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРАМИ
Вид РИД
Изобретение
Изобретение относится к области литейного производства и может быть использовано для изготовления керамических оболочковых форм по выплавляемым моделям при литье изделий из жаропрочных сплавов (ЖС-сплавы) на основе никеля с направленной и монокристаллической структурой, например, при литье лопаток авиационных газотурбинных двигателей.
Известно, что при литье отливок для деталей авиационных двигателей в серийном производстве в настоящее время используются оболочковые формы, изготавливаемые по общепринятой технологии: окунание - обсыпание - послойная сушка. Основными связующими материалами в такой технологии являются технические этилсиликаты (например, гидролизованный этилсиликат ГРЭТС-40) и кремнезоли (например, связующее на водной основе марки «Ludox SK»).
Как показывает практика, применение форм с указанными выше связующими целесообразно при литье жаропрочных сплавов в процессе изготовления деталей с равноосной структурой, например, из сплава ЖС6У-ВИ. В этих случаях формы обжигаются при температурах 950°С-1050°С в воздушной среде. При использовании связующего ГРЭТС-40 прочность обожженных форм достаточно высокая, их рабочая поверхность твердая и гладкая. Спекание материала форм обеспечивается за счет образования стеклофазы из кремнезема связующего и примесных элементов электрокорундового наполнителя.
Есть вероятность образования муллита за счет реакции кремнезема с Al2O3, однако основная часть SiO2 находится в свободном виде (кварц, тридимит, кристобалит). В процессе литья отливок из жаропрочных сплавов на основе никеля (далее ЖС-сплавы) с равноосной структурой литейные формы перед заливкой нагреваются в электрической печи при температуре ~1000°С. При данной температуре диффузия свободного кремнезема на поверхность рабочего слоя незначительна. Температура заливаемого сплава, например ЖС6У-ВИ, составляет ~ 530°С.
При литье отливок с направленной структурой в указанных формах, например, из сплава ЖС26-ВИ форма перед заливкой нагревается в вакуумной печи с графитовым нагревателем до температуры 1650°С и находится при этой температуре до 1-1,5 часов. В этом случае происходит диффузия свободного кремнезема и элементов стеклофазы на поверхность рабочего слоя формы. Часть кремнезема испаряется, пористость рабочей поверхности увеличивается.
При заливке в форму с кремнеземистым связующим расплава, например ЖС26-ВИ, при температуре 1570°С происходит активное их взаимодействие на границе: металл-форма. Взаимодействие обеспечивается химическими реакциями прежде всего легирующих элементов сплава с кремнеземом материала формы, проникновением расплава в поры рабочей поверхности форм и дополняется образованием твердого раствора Аl2О3 с Сr2О3.
После охлаждения формы и скола ее остатков на поверхности отливок имеется слой пригара сиреневого цвета как следствие присутствия в нем аналогов рубина. При этом толщина пригара в объеме как всей рабочей поверхности формы, так и отливок различна. Наибольшая толщина наблюдается в местах формы (соответственно затем и на лопатках), которые ближе располагаются к нагревателю во время нагрева форм перед заливкой металла. Наличие пригара требует дополнительных технологических операций по его удалению, что влияет на точность геометрии отливок и приводит к колебанию их размеров.
Для уменьшения степени взаимодействия расплава жаропрочного сплава с материалом формы за последнее время предложены новые способы изготовления форм, в основе которых рассматривается применение бескремнеземистых связующих и суспензий на основе Аl2O3.
Известна суспензия, содержащая алюмоорганическое связующее, органический растворитель, порошки Аl и/или Сr, технологическую добавку и электрокорунд (патент RU №2332278, кл. В22С 1/20, опубл. 27.08.2008 г.).
Суспензия предназначена для изготовления оболочковых форм для литья отливок из ренийсодержащих сплавов направленной и монокристаллической структуры при температуре заливаемого сплава 1700°С. Высокая прочность форм при 1700°С обеспечивается формированием особой структуры их материала: А1 и Сr окисляются до оксидов, оксиды хорошо спекаются с огнеупорным наполнителем. Дополнительно образуется ряд твердых растворов Сr2О3 в оксиде алюминия, способствуя спеканию зерен электрокорунда. Введение технологической добавки повышает огнеупорность форм до 2350°С.
Однако при получении разнообразной номенклатуры деталей направленной и монокристаллической структуры из серийных жаропрочных сплавов вышеприведенная технология в серийном производстве может оказаться трудоемкой и экономически невыгодной.
Известен способ изготовления корундовых форм с применением бескремнеземистого алюмоорганического связующего, содержащего 5,9% хелатированного полиалкоксиалюмоксана (в качестве соединения алюминия) и алифатический спирт (остальное), включающий послойное нанесение на выплавляемую модель огнеупорной суспензии на основе пылевидного электрокорунда с активатором спекания АДС-4 (пылевидный алюминий), обсыпку каждого слоя зернистым электрокорундом, сушку каждого слоя в камере с влажностью не менее 95% с последующей конвективной сушкой каждого слоя в условиях цеха (патент RU №2411104, кл. В22С 9/04, опубл. 10.02.2011 г.).
В описании отмечено, что при использовании суспензии, состоящей из 25% указанного алюмоорганического связующего с 7% АСД-4 и наполнителя из пылевидного электрокорунда (остальное), после прокалки заготовок при температуре 1350°С (6 часов) обеспечивается достаточно высокая прочность материала форм при изгибе, равная 15,5 МПа, что сопоставимо с прочностью материала серийных форм на кремнеземистом связующем ГРЭТС-40, обожженных при температуре 1000°С.
Однако предлагаемый режим прокалки форм в течение 6 часов, но при температурах 1000°С и 1250°С вызывает сомнение в получаемом качестве самих форм из-за низкой прочности их материала (4,8-7,4 МПа). Корундовые формы, изготовленные по указанному способу, использовали для литья отливок из ЖС-сплавов направленной кристаллизации. В патенте отмечено, что на границе металл-форма после охлаждения залитого металла наличие пригара не наблюдалось. Тип заливаемого сплава и температура его заливки, температура нагрева формы перед заливкой в цитируемой работе не приводились, что не позволяет провести полный сравнительный анализ.
Наиболее близким к предлагаемому способу является способ изготовления керамических оболочковых форм по выплавляемым моделям в производстве особо ответственных отливок из жаропрочных и тугоплавких металлов с равноосной структурой, включающий послойное нанесение на модель огнеупорной суспензии на основе пылевидного электрокорунда, последующую обсыпку каждого слоя зернистым электрокорундом, сушку слоев керамической формы, удаление модели и прокалку керамической формы. При этом первые два слоя на модель наносят с использованием в керамической суспензии алюмоорганического связующего, содержащего в качестве соединения алюминия 5,9% хелатированного полиалкоксиалюмоксана и алифатический спирт (остальное до 100%). Сушку первых двух слоев проводят с начала в камере с влажностью не менее 95% с выдержкой для первого слоя - 1 ч, второго слоя - 3 ч, а затем конвективной сушкой каждого слоя в условиях цеха. Последующие слои наносят с использованием в качестве связующего гидролизованного раствора этилсиликата ГРЭТС-40, а прокаливание форм проводят при температуре 1250-1350°С в течение 4-6 ч (патент №2412019, В22С 9/04, опубл. 20.02.2011 г.).
Как следует из описания, в суспензии для первых двух слоев количество алюмоорганического связующего (при содержании Аl в пересчете на Al2O3 - 11%) составляет 25%, а огнеупорного наполнителя (пылевидный электрокорунд) - 75%. Послойное формирование форм производится последовательным окунанием модели в огнеупорную суспензию на алюмоорганическом связующем для первых двух лицевых слоев, на этилсиликатном связующем для последующих слоев; обсыпкой каждого слоя зернистым электрокорундом. Сушку первых двух керамических слоев осуществляют в закрытой камере с влажностью не менее 95% (под формами располагается емкость с водой): для первого слоя - 1 час, для второго слоя - 3 часа. Затем каждый слой подвергают конвективной сушке в атмосфере цеха. Каждый из последующих 6 (шести) слоев наносят из суспензии, в которой в качестве связующего использован этилсиликат ГРЭТС-40 (22,2%), а в качестве наполнителя - пылевидный электрокорунд (77,8%).
Сушка каждого слоя проводится по серийной технологии в вакуумно-аммиачной камере. После сушки следует операция удаления модельного состава в бойлерклаве по серийной технологии. Прокаливание форм осуществляется в электрической печи при температуре 1250-1350°С в течение 6 часов.
Такие формы апробированы в заводских условиях при литье отливок равноосной структуры с заливкой сплава ЖС6У-ВИ в форму при температуре 1530±10°С. Нагрев формы перед заливкой происходит при температуре ~ 1050±20°С. В данном изобретении показано, что фактически отсутствует слой пригара на отливках: он в семь раз меньше (5 мкм), чем на отливках, изготовленных по серийной технологии в формах, все слои которых формируются из суспензии со связующим ГРЭТС-40 (толщина слоя пригара 21,5 мкм). Однако следует отметить, что слой взаимодействия определен металлографическим способом после пескоструйной обработки отливок, поэтому общая толщина пригара в обоих случаях занижена.
Недостатком приведенного способа изготовления комбинированных форм корундосиликатного состава является несовершенство процесса сушки. Вызывает сомнение в достаточности значения указанной влажности воздуха для проведения сушки суспензии по всей толщине каждого слоя формы в закрытой камере, воздушная атмосфера в которой насыщается порами воды из емкости с водой, расположенной в нижней части камеры под формами. Не указана величина прочности материала формы (на образцах-свидетелях) до и после прокалки, по которой можно было бы сделать прогноз о возможности форм выдерживать нагрев при 1650°С, необходимый в процессе литья ЖС-сплавов направленной и монокристаллической кристаллизации.
Технический результат заявленного изобретения - улучшение качества литья отливок из жаропрочных сплавов направленной и монокристаллической кристаллизации путем повышения прочности материала форм, обеспечивающей нагрев форм до температуры 1650±20°С перед заливкой в них сплава, а также снижение химического взаимодействия на границе металл-форма, уменьшение шероховатости отливок лопаток.
Технический результат достигается тем, что в способе изготовления комбинированных оболочковых форм по выплавляемым моделям для получения отливок из жаропрочных сплавов с направленной и монокристаллической структурой, включающий изготовление модели, послойное нанесение на модель огнеупорной суспензии на основе пылевидного электрокорунда, последующую обсыпку каждого слоя зернистым электрокорундом, сушку слоев, удаление модели и прокаливание керамической формы, согласно изобретению первые два слоя наносят с использованием в огнеупорной суспензии алюмоорганического связующего, содержащего хелатированный полиалкоксиалюмоксан (20-30%) и алифатический спирт (остальное до 100), а последующие слои наносят с использованием суспензии на основе связующего гидролизованного этилсиликата с добавкой активатора спекания алюминиевого порошка АСД-4, при этом сушку первых двух слоев производят при 100% влажности, достигаемой распылением или разбрызгиванием воды, с последующей конвективной сушкой путем обдувания воздухом в течение 2-3 часов в условиях цеха при температуре 23-25°С, а прокаливание форм проводят при температуре 1200-1350°С в течение 8-12 часов.
Обеспечение 100% влажности позволяет произвести полное огеливание суспензии. Обдувание форм воздухом необходимо осуществлять в течение 2-3 часов, что позволяет полностью высушить форму: при сушке менее 2 часов невозможно полностью высушить форму, а сушка более 3 часов нецелесообразна.
Прокаливание формы необходимо проводить при температуре 1200-1350°С в течение времени от 8 до 12 часов. При температуре меньше 1200°С и времени прокаливания меньше 8 часов может наблюдаться осыпание рабочего (внутреннего) слоя. При температуре больше 1350°С и времени прокаливания больше 12 часов появляются микротрещины за счет усадки материала формы.
Способ изготовления комбинированных оболочковых форм по выплавляемым моделям для получения отливок из жаропрочных сплавов с направленной и монокристаллической кристаллизацией иллюстрируется следующими примерами изготовления комбинированных оболочек литейных форм для выплавки монокристаллических лопаток и образцов свидетелей 120×40×5 мм для определения прочности материала форм при изгибе.
Пример №1. По предлагаемому изобретению в условиях серийного производства литых деталей из ЖС-сплавов изготовлены формы комбинированной конструкции, в которых два слоя нанесены с применением суспензии следующего состава, %:
|
Последующие, например, шесть слоев нанесены с использованием суспензии из связующего на основе гидролизованного этилсиликата ГРЭТС-40 с активатором спекания АСД-4 и огнеупорным наполнителем при следующем соотношении: 21,2:6,5:72,3.
Послойную сушку каждого из первых двух слоев проводили при 100% влажности путем распыления воды до полного покрытия поверхности слоя водой. Последующую конвективную сушку каждого слоя осуществляли в условиях цеха при температуре 23-25°С в течение 2-3 часов путем обдувки воздухом каждого слоя с помощью вентилятора, скорость вращения которого определялось инверторным устройством. Сушку каждого из следующих шести слоев проводили по серийной технологии в вакуумно-аммиачной камере с последующей конвективной сушкой в условиях цеха при температуре 23-25°С. Модели из заготовок форм удаляли в бойлерклаве. Прокалку форм осуществляли в газовой туннельной печи при температуре обжига 1350°С в течение 8 часов.
Пример №2. Керамические формы изготавливали по технологии, указанной в примере №1, но сушку первых двух слоев проводили при 100% влажности путем обрызгивания водой поверхности форм. Прокалка форм осуществлялась при температуре 1350°С в течение 8 часов.
Параллельно изготавливали комбинированные оболочки в виде образцов 120×40×5 мм для определения прочности материала форм при изгибе. После обжига форм визуально оценивали качество их внутренней поверхности. Она была ровной и плотной. При трении поверхности форм отсутствовало пыление и смазывание слоя материала.
Параллельно были изготовлены формы и образцы с использованием технологии прототипа на стадии сушки форм в закрытой камере при влажности воздуха 80-95%, обеспечиваемой наличием емкости с водой под заготовками форм.
Плавку металла и заливку изготовленных форм проводили на плавильной установке с использованием шихты сплава ЖС26-ВИ для лопаток с направленной кристаллизацией. Нагрев форм в печи подогрева форм (ППФ) производился до температуры 1640±10°С в течение 60 мин, время выдержки при данной температуре не менее 15 мин. В одной плавке одновременно с отливками лопаток заливали металлические образцы для определения длительной и кратковременной прочности металла.
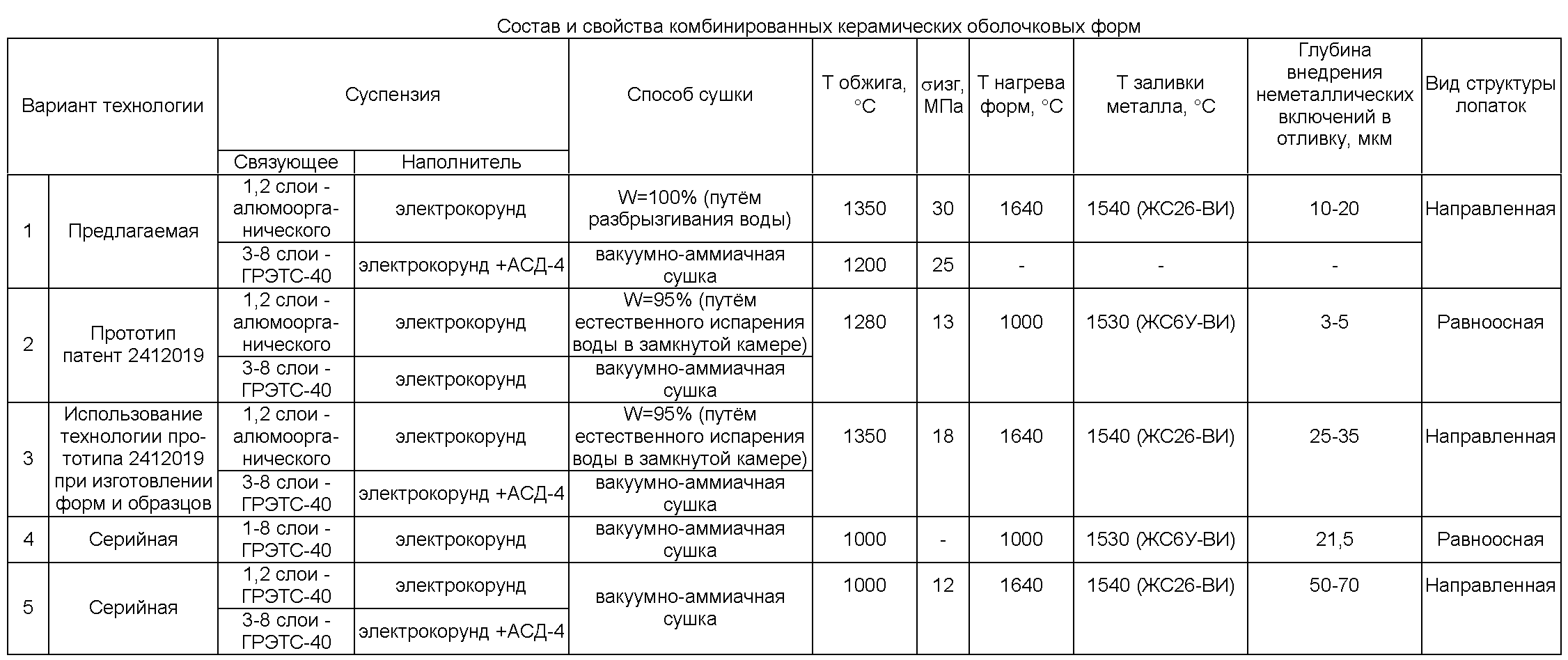
Отливки, изготовленные в оболочках с использованием алюмоорганического связующего, были проверены по всем видам технологического контроля. Результаты исследований по предлагаемому изобретению представлены в таблице в сравнении с серийной технологией, применяемой на нашем предприятии.
Из таблицы видно, что прочность материала форм, изготовленных по предлагаемому изобретению, значительно выше (25-30) МПа, чем форм, изготовленных с применением технологии послойной сушки, изложенной в патенте РФ 2412019 (прототип), в котором не создается увлажнение каждого слоя формы по всей его толщине из-за недостаточности влаги в атмосфере сушила (95% в виде пара против 100% влаги в виде воды в предлагаемой технологии). В результате процесс огеливания материала заготовки формы при ее сушке происходит не в полном объеме и качество формы снижается: прочность материала форм по технологии прототипа составила 13-18 МПа.
Визуально установлено, что на отливках присутствовал пригар светло-сиреневого цвета, а внутренняя (рабочая) сторона форм имела розовый цвет. Толщина пригара неравномерно распределена по поверхности отливок. На всю длину входной кромки на отливке лопатки имеется плотный слой пригара, т.к. входная кромка непосредственно ближе всего находится к нагревателям ППФ. На остальных поверхностях имеется более рыхлый пригар. Разницу в количестве пригара на отливках по предлагаемому изобретению и на отливках по серийной технологии и технологии прототипа трудно визуально оценить, но очевидно, что сцепление формы в двух последних случаях с образовавшимся пригаром более сильное, т.к. вручную его стереть с отливок практически невозможно. Внутренняя сторона таких форм была окрашена в розово-сиреневый цвет.
По рентгеноконтролю, контролю макроструктуры и химического состава сплава отклонений не обнаружено. Значения прочности металлических образцов соответствуют требованиям технических условий на кратковременную прочность и на длительную прочность.
Исследованием микрошлифов установлено, что на всех отливках из сплава ЖС26-ВИ в зоне взаимодействия металл-форма наблюдается внедрение неметаллических включений: на отливках по предлагаемому изобретению глубина внедрения неметаллических включений в поверхность металла значительно меньшая, чем на отливках, изготовленных по серийной технологии и по технологии прототипа. Внедренные неметаллические включения являются окисью алюминия. Диффузионного взаимодействия литейных оболочек с материалом лопаток не выявлено. Состав материала полученных отливок соответствует требованиям ТУ на сплав ЖС26-ВИ. Светло-розовый цвет рабочей поверхности формы после плавки и светло-сиреневый цвет пригара на отливках обусловлен образованием ряда твердых растворов Сr (из сплава) с Al2O3 (из формы).
Реактор-конвертер канального типа с расплавленным топливом
Способ восстановительной обработки деталей из жаропрочных никелевых сплавов
Способ получения декаборана
Способ изготовления монокристаллических рабочих лопаток газовых турбин
Узел подачи топлива в форсажную камеру турбореактивного двухконтурного двигателя
Биротативный компрессор
Способ получения органомагнийоксаналюмоксанов, связующие и пропиточные материалы на их основе
Способ термообработки протяжек с плоскими гранями
Стенд для испытаний газотурбинных двигателей
Способ получения поликарбонатных формовок с двухслойным покрытием
Способ получения декаборана
Способ изготовления монокристаллических рабочих лопаток газовых турбин
Узел подачи топлива в форсажную камеру турбореактивного двухконтурного двигателя
Биротативный компрессор
Способ получения органомагнийоксаналюмоксанов, связующие и пропиточные материалы на их основе
Способ термообработки протяжек с плоскими гранями
Стенд для испытаний газотурбинных двигателей
Способ получения поликарбонатных формовок с двухслойным покрытием
Способ модифицирования алюминиево-кремниевых сплавов
Способ получения олигоборсилазанов

