Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХВЕНЦОВОЙ ЗВЕЗДОЧКИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может найти применение при изготовлении двухвенцовой звездочки для цепной передачи, например, в приводах станков-качалок.
Известен способ обработки заготовки детали с пазами (моноколеса лопаточной машины), включающий выполнение пазов путем их фрезерования строками концевой фрезой поочередно в диаметрально противоположных частях колеса (см. патент РФ 2247011, кл. В23С 3/18, оп. 27.02.2005).
Недостатком известного способа является низкая производительность фрезерования фрезой с одним и тем же диаметром рабочей части без учета изменения ширины паза вдоль паза.
Известен способ обработки заготовки детали с пазами, включающий изготовление пазов в заготовке путем плунжерного фрезерования, преимущественно в радиальном направлении с выполнением рабочих ходов фрезой с одним диаметром рабочей части в пределах назначенных границ области обработки паза и образованием в заготовке каналов (Патент США №6991434, кл. В63Н 1/26, опубл. 31.01.2006).
Недостатком известного способа является низкая производительность плунжерного фрезерования, в особенности при изготовлении деталей с пазами переменной ширины. Это обусловлено тем, что в указанном способе все операции по фрезерованию паза осуществляют фрезой с одним и тем же диаметром рабочей части, причем сначала полностью выполняют черновое фрезерование одного паза (межлопаточного паза), а только потом поочередно выполняют фрезерование следующих пазов.
Наиболее близким к предложенному изобретению по технической сущности является способ обработки заготовки детали с пазами, включающий обработку пазов плунжерным фрезерованием, при котором фрезе сообщают вращение и движение подачи в направлении, совпадающем с осью вращения, и выполняют рабочие ходы фрезы в пределах назначенных границ области обработки паза с образованием в заготовке каналов, выполнение рабочих ходов осуществляют последовательно с использованием фрез с уменьшающимся диаметром рабочей части, который выбирают в зависимости от расчетного значения диаметра рабочей части из условия обеспечения в процессе обработки максимальной площади поверхности, образованной режущей кромкой фрезы при ее контакте с обрабатываемой поверхностью заготовки, при этом замену фрезы с одним диаметром рабочей части на фрезу с другим диаметром рабочей части осуществляют после выполнения фрезой всех возможных рабочих ходов на обрабатываемой заготовке, причем рабочие ходы выполняют с наиболее широкой стороны паза до достижения рабочей частью фрезы заданной длины рабочего хода (Патент РФ №2476296, кл. В23С 3/18, опубл. 27.02.2013 - прототип).
Недостатком известного способа является невысокая точность выполнения двухвенцовой звездочки.
В предложенном изобретении решается задача повышения точности выполнения двухвенцовой звездочки.
Задача решается тем, что в способе изготовления двухвенцовой звездочки, включающем обработку пазов плунжерным фрезерованием, согласно изобретению, предварительно выполняют впадину между венцами, плунжерным фрезерованием проводят черновое точение, а чистовое точение выполняют антивибрационной фрезой с боковыми режущими поверхностями, при этом при чистовом точении обрабатывают сначала все зубья верхнего венца, затем нижнего, диаметр режущей части фрезы подбирают максимально приближенным к наименьшему радиусу профиля впадины между зубьями, выдерживают постоянным расстояние от места закрепления фрезы в шпинделе до места резания как на верхнем, так и на нижнем венце, при нарезании каждого зуба разбивают кривую резания на отдельные участки, каждый из которых характеризуется своим радиусом кривизны, на каждом участке назначают свой режим резания в зависимости от величины радиуса кривизны и разницы проходимого пути резания и пути движения оси фрезы, движение фрезы выполняют с возвратом к частично обработанной поверхности и движение вдоль по обработанной поверхности до образования выступов одинаковой высоты, на заключительной стадии обработки каждого участка обеспечивают постоянство изгибающей нагрузки на фрезу, при этом при расчете подачи фрезы на каждом участке изменяют подачу по сравнению с прямым участком на величину изменяющего коэффициента по следующей формуле:
Vfизм=kVf
где Vfизм - измененная подача фрезы, мм/об,
Vf - подача фрезы на прямом участке, мм/об,
K - изменяющий коэффициент,
при этом K определяют как отношение
где А - длина обрабатываемой поверхности участка, мм,
В - длина пути центра фрезы при обработке поверхности участка, мм.
Сущность изобретения
Недостатком известных способов изготовления детали типа «Звездочка» является несохранение оптимальных режимов резания на каждом этапе обработки криволинейной поверхности. Вследствие чего возникает преждевременный износ режущего инструмента и снижение качества обработанной поверхности. В известных способах для обработки заготовки требуется либо низкопроизводительная модульная фреза, либо большое количество сменного инструмента. При условии обработки на больших глубинах или же, к примеру, нескольких венцов зубьев данные методы мало эффективны и не дают требуемого результата. Обработка концевой фрезой по контуру профиля зубьев позволяет обработать только один венец зубьев, т.к. длины инструмента недостаточно. Применение более длинного инструмента приводит к недостаточной чистоте и точности обработанной поверхности. Переустановка детали для обработки второго венца приводит к недопустимому смещению профилей зубьев относительно друг друга и смещению соосности. Поэтому возникла необходимость в разработке совершенно новой методики обработки. Для этого, учитывая все технологические особенности, был подобран необходимый инструмент, который позволил выполнить обработку заготовки за одну установку, что в свою очередь исключило осевое смещение.
Решение, при котором комбинация чернового точения путем плунжерного фрезерования и чистового точения антивибрационным инструментом с применением предложенных действий дало требуемое качество готового изделия
Предложенный способ изготовления двухвенцовой звездочки осуществляют следующим образом.
Вытачивают впадину между венцами.
Производят черновую выборку основного материала с помощью плунжерного фрезерования, оставив небольшой припуск под чистовую обработку. Фреза, вращаясь вокруг своей оси, опускается на рабочей подаче в материал на ширину режущей кромки сменной пластины, выборка всего профиля зуба осуществляется путем поочередного погружения инструмента.
После плунжерного фрезерования производят чистовую обработку антивибрационной фрезой с сохранением постоянной скорости резания на всех участках профиля зуба. Для этого на каждом участке изменяют режимы резания.
При чистовом точении обрабатывают сначала все зубья верхнего венца, затем нижнего. Диаметр режущей части фрезы подбирают максимально приближенным к наименьшему радиусу профиля впадины между зубьями. Если диаметр фрезы больше наименьшего радиуса профиля впадины зуба, тогда необходимый профиль не получится, либо часть материала будет не снята, либо будет снят излишний материал. Чрезмерное уменьшение диаметра фрезы также нецелесообразно в виду того, что значительно снижается производительность и жесткость обработки. Выдерживают постоянным расстояние от места закрепления фрезы в шпинделе до места резания как на верхнем, так и на нижнем венце. Помимо прочего этим обеспечивают постоянство изгибающей нагрузки на фрезу. При нарезании каждого зуба разбивают кривую резания на отдельные участки, каждый из которых характеризуется своим радиусом кривизны.
На фиг. 1 представлен профиль зуба с участками резания каждый с постоянным радиусом кривизны.
На фиг. 1 приняты следующие обозначения: 1, 2, 3, 4 - участки резания, R1, R2, R3, R4 - радиусы кривизны поверхности соответственно участков 1, 2, 3 и 4, A1, А2, А3, А4 - длина обрабатываемой поверхности соответственно 1, 2, 3 и 4 участка, B1, В2, В3, В4 - длина пути центра фрезы при обработке поверхности соответственно 1, 2, 3 и 4 участка, 5 - траектория движения центра фрезы, 6 - траектория резания.
На каждом участке назначают свой режим резания в зависимости от величины радиуса кривизны и разницы проходимого пути резания и пути движения оси фрезы.
Движение фрезы выполняют с возвратом к частично обработанной поверхности и движение вдоль по обработанной поверхности до образования выступов одинаковой высоты. Движение фрезы по выступам одинаковой высоты способствует помимо прочего стабильности изгибающей нагрузки на фрезу.
Изменение режимов резания на каждом участке объясняется тем, что длина пройденного пути режущей кромкой фрезы за определенный промежуток времени отличается от длины пройденного пути центром фрезы. Снижают подачу в связи с тем, что центр фрезы за определенный промежуток времени проходит путь меньший, чем режущая кромка за это же время. Если не снизить подачу на этом участке, возникнет большее усилие по сравнению с другими частями обрабатываемой поверхности, т.к. площадь контакта фрезы значительно увеличивается, это приводит к отгибанию инструмента от заготовки и, как следствие, отклонению от номинального размера с ухудшением шероховатости. Особо ощутимо это проявляется на обработке на больших глубинах. Поэтому крайне важно сохранять одинаковую скорость резания именно режущих кромок фрезы, а не центра.
На заключительной стадии обработки каждого участка обеспечивают постоянство изгибающей нагрузки на фрезу подбором режимов резания. При этом при расчете подачи фрезы на каждом участке изменяют подачу по сравнению с прямым участком на величину изменяющего коэффициента по следующей формуле:
Vfизм=kVf
где Vfизм - измененная подача фрезы, мм/об,
Vf - подача фрезы на прямом участке, мм/об,
K - изменяющий коэффициент,
при этом K определяют как отношение
где А - длина обрабатываемой поверхности участка, мм,
В - длина пути центра фрезы при обработке поверхности участка, мм.
Назначают выбранные режимы, проводят обработку заготовки и выполняют двухвенцовую звездочку.
В результате удается добиться высокой точности выполнения двухвенцовой звездочки.
Пример конкретного выполнения
Изготавливают двухвенцовую звездочку с наружным диаметром 268,2 мм.
Вытачивают впадину между венцами шириной 30,2 мм и диаметром 176 мм.
Производят черновую выборку основного материала с помощью плунжерного фрезерования. Применяемая фреза: фреза плунжерная R210-035A32-09M, сменная пластина R210-090414Е-РМ 1030 фирмы Sandvik. Оставляют припуск под чистовую обработку толщиной 0,3-0,5 мм.
Производят чистовую обработку антивибрационной фрезой R390D-025A25-11H, пластина R390-11T308M-PL1030 фирмы Sandvik.
При этом чистовом точении обрабатывают сначала все зубья верхнего венца, затем нижнего. Диаметр режущей части фрезы подбирают равным 25 мм как максимально приближенный к наименьшему радиусу профиля впадины между зубьями, равному 28,82 мм. Выдерживают постоянным расстояние от места закрепления фрезы в шпинделе до места резания как на верхнем, так и на нижнем венце. При нарезании каждого зуба разбивают кривую резания на отдельные участки, каждый из которых характеризуется своим радиусом кривизны (фиг. 1).
Движение фрезы выполняют с возвратом к частично обработанной поверхности и движение вдоль по обработанной поверхности до образования выступов одинаковой высоты. На заключительной стадии обработки каждого участка обеспечивают постоянство изгибающей нагрузки на фрезу подбором режимов резания. При этом при расчете подачи фрезы на каждом участке изменяют подачу по сравнению с прямым участком на величину изменяющего коэффициента по следующей формуле: Vfизм=kVf,
где Vfизм - измененная подача фрезы, мм/об,
Vf - подача фрезы на прямом участке, мм/об,
K - изменяющий коэффициент,
при этом K определяют как отношение
где А - длина обрабатываемой поверхности участка, мм,
В - длина пути центра фрезы при обработке поверхности участка, мм.
Исходная подача линейного перемещения составляет Vf=0.3 мм/об.
Измененная подача на первом участке составляет:
А1=12.15 мм
В1=19.96 мм
K=12.15/19.96=0.608
Vfизм=Vf/k=0.3/0.68=0.44 мм/об.
Подача увеличилась за счет того, что центру фрезы необходимо пройти больший путь, чем режущей части.
Измененная подача на втором (прямолинейном) участке составляет: А2=2.17 мм
B2=2.17 мм
K=2.17/2.17=1
Vfизм=Vf/k=0.3/1=0.3 мм/об.
Подача не изменилась за счет того, что центру фрезы необходимо пройти тот же путь, что и режущей части.
Измененная подача на третьем участке составляет:
А3=9.28 мм
B3=6.16 мм
K=9.28/6.16=1.506
Vfизм=Vf/k=0.3/1.16=0.19 мм/об.
Подача уменьшилась за счет того, что центру фрезы необходимо пройти меньший путь, чем режущей части.
Измененная подача на четвертом участке составляет:
А4=25.64 мм
B4=3.4 мм
K=25.64/3.4=7.541
Vfизм=Vf/k=0.3/7.541=0.039 мм/об.
Подача уменьшилась за счет того, что центру фрезы необходимо пройти меньший путь, чем режущей части.
Назначают выбранные режимы для каждого участка обработки, проводят обработку заготовки и выполняют двухвенцовую звездочку.
В результате удается добиться высокой точности выполнения двухвенцовой звездочки.
Способ изготовления двухвенцовой звездочки, включающий обработку пазов плунжерным фрезерованием, отличающийся тем, что предварительно вытачивают впадину между венцами, плунжерным фрезерованием проводят черновое точение, а чистовое точение выполняют антивибрационной фрезой с боковыми режущими поверхностями, при этом чистовым точением обрабатывают сначала все зубья верхнего венца, затем - нижнего, диаметр режущей части фрезы подбирают не больше наименьшего радиуса профиля впадины между зубьями, выдерживают постоянным расстояние от места закрепления фрезы в шпинделе до места резания как на верхнем, так и на нижнем венце, при нарезании каждого зуба разбивают кривую резания на отдельные участки со своим радиусом кривизны, на каждом участке назначают свой режим резания в зависимости от величины радиуса кривизны и разницы проходимого пути резания и пути движения оси фрезы, движение фрезы выполняют с возвратом к частично обработанной поверхности до образования выступов одинаковой высоты, на заключительной стадии обработки каждого участка выполняют постоянную изгибающую нагрузку на фрезу, при этом при расчете подачи фрезы на каждом участке изменяют подачу по сравнению с прямым участком на величину изменяющего коэффициента по формуле:V=KV где V - измененная подача фрезы, мм/об,V - подача фрезы на прямом участке, мм/об,K - изменяющий коэффициент,при этом K=A/B,где А - длина дугообразной поверхности, мм,В - длина пути центра фрезы при обработке дугообразной поверхности, мм.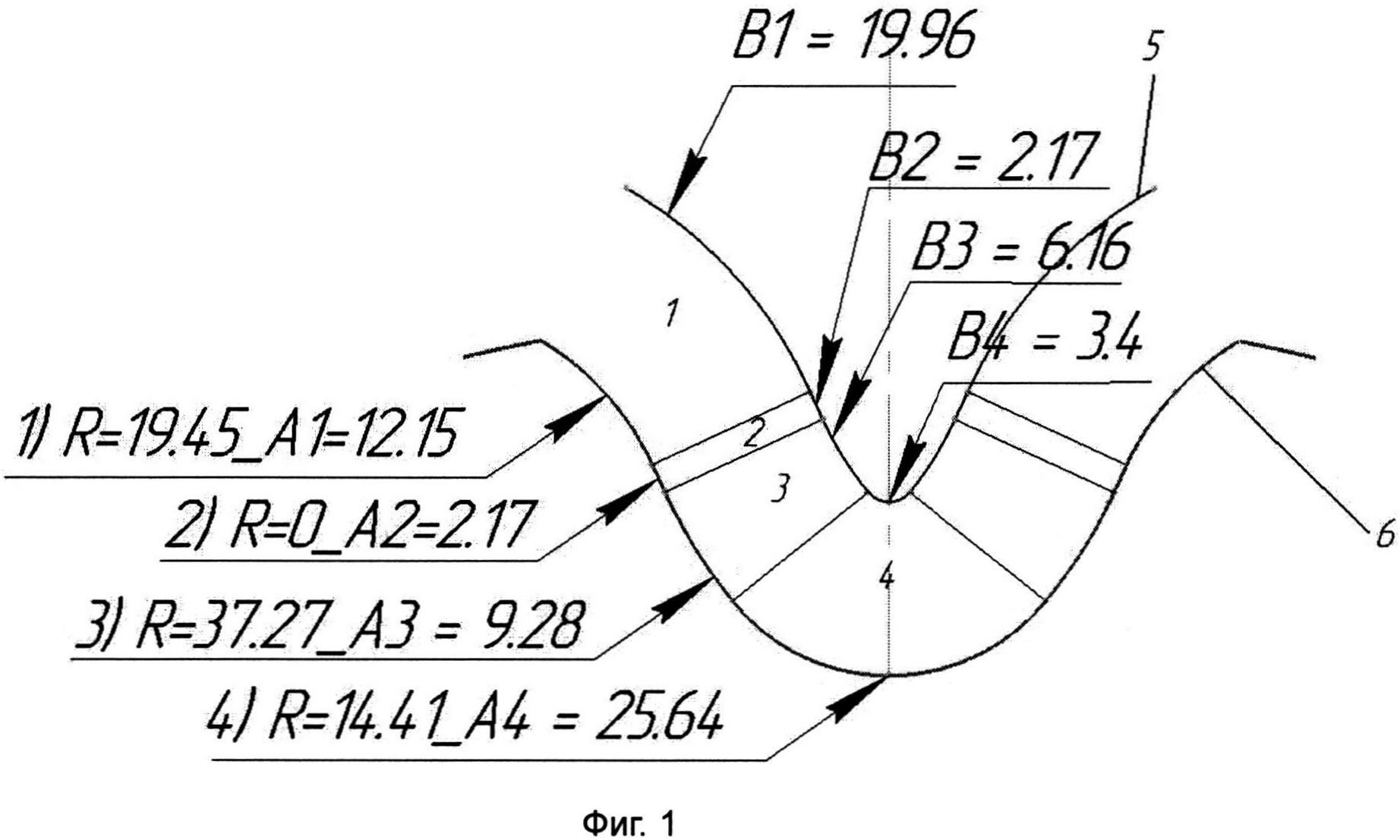
Способ гидроразрыва пласта
Водонабухающий пакер
Способ ремонта скважины
Пароохладитель
Способ эксплуатации скважины
Способ эксплуатации пары скважин, добывающих высоковязкую нефть
Труба факельная
Способ последовательного заводнения слоистого коллектора
Способ изготовления металлической трубы с внутренней пластмассовой оболочкой
Труба с внутренней пластмассовой оболочкой
Способ гидроразрыва пласта
Водонабухающий пакер
Способ ремонта скважины
Пароохладитель
Способ эксплуатации скважины
Способ эксплуатации пары скважин, добывающих высоковязкую нефть
Труба факельная
Способ последовательного заводнения слоистого коллектора
Способ изготовления металлической трубы с внутренней пластмассовой оболочкой
Труба с внутренней пластмассовой оболочкой

