Результат интеллектуальной деятельности: СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ ГЛУБОКОЙ РЕЗЬБЫ В СОСТАВНЫХ ЗАГОТОВКАХ
Вид РИД
Изобретение
Изобретение относится к области металлообработки, в частности к способам нарезания внутренней глубокой резьбы в изделиях из различных материалов.
Известны способы нарезания внутренней резьбы, например, с помощью метчиков.
Условия резания при снятии стружки метчиком очень тяжелые из-за несвободного резания, больших сил резания и трения, а также затрудненных условий удаления стружки. Особенно отрицательно это сказывается при нарезании внутренней глубокой резьбы в вязких материалах метчиками малых диаметров, которые часто выходят из строя из-за поломок, вызванных пакетированием стружки (Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. «Режущий инструмент: Учебник для вузов/ Под редакцией С.В. Кирсанова» - 2-е изд. доп. М., «Машиностроение», 2005, стр. 241).
Вышеуказанные факторы не позволяют применить данный способ при получении качественных глубоких резьб.
Известны способы многопроходного нарезания резьбы резцом на токарном станке, определяющиеся сочетанием двух взаимосвязанных движений: вращательного движения заготовки и прямолинейного движения резца вдоль ее оси. (См. В.Ф. Бобров «Многопроходное нарезание крепежных резьб резцом» М., «Машиностроение», 1982, стр. 5-7, стр. 90-92, рис. 72).
Недостатком этих способов является сложность получения резьбы в глубоких отверстиях при соотношении длины отверстия к его диаметру более 10. Это вызвано низкой жесткостью системы СПИД (станок-инструмент-приспособление-деталь), что приводит к снижению качества резьбы и повышению трудоемкости ее получения.
Наиболее близким аналогом, выбранным авторами за прототип, является известный способ изготовления детали с глубоким резьбовым отверстием, включающий нарезание резьбы режущим инструментом с режущими пластинами многопроходным методом и последовательное выполнение черновых и чистовых проходов с последующим контролем параметров резьбы. (Патент РФ №2468897, опубл. 10.12.2012 г.).
Недостатком этого способа является невозможность получения качественной резьбы в глубоких отверстиях из-за недостаточной жесткости системы СПИД и скопления стружки в замкнутом пространстве зоны резания. Значительная отбраковка изделий приводит к повышению себестоимости их изготовления. Известный способ не предусматривает получение резьбы в составных деталях.
Задачей изобретения является получение качественной внутренней глубокой резьбы в составных деталях при соотношении длины отверстия к его диаметру более десяти и снижение себестоимости их изготовления.
Технический результат достигается тем, что в способе изготовления детали с глубоким резьбовым отверстием, включающем нарезание резьбы режущим инструментом с режущими пластинами многопроходным методом при последовательном выполнении черновых и чистовых проходов с последующим контролем параметров резьбы, деталь разрезают на части вдоль ее оси, затем выполняют отдельно на каждой из частей черновые и чистовые проходы по нарезанию резьбы режущим инструментом, расположенным перпендикулярно оси резьбового отверстия, при возвратно-поворотном перемещении обрабатываемой части детали и одновременном перемещении режущего инструмента вдоль оси резьбового отверстия, после чего собирают части в единую деталь с образованием резьбового отверстия.
Предпочтительно в качестве режущих пластин режущего инструмента использовать резьбовую гребенку.
Оптимальным является пошаговое перемещение режущего инструмента вдоль оси резьбового отверстия.
Нарезание резьбы отдельно на каждой продольной части детали и таким образом «открытие» зоны резания позволяет обеспечить свободный подвод СОЖ и удаление стружки, что благоприятно сказывается на стойкости инструмента и качестве резьбы.
Расположение инструмента с режущими пластинами перпендикулярно оси резьбового отверстия позволяет повысить жесткость всей системы. Повышение жесткости системы позволяет выбрать более производительные режимы резания.
Также повышение жесткости обеспечивает снижение вибраций. А это, в свою очередь, позволяет повысить качество резьбы, и, как следствие, снизить себестоимость изготовления изделий из-за значительного уменьшения числа отбракованных изделий.
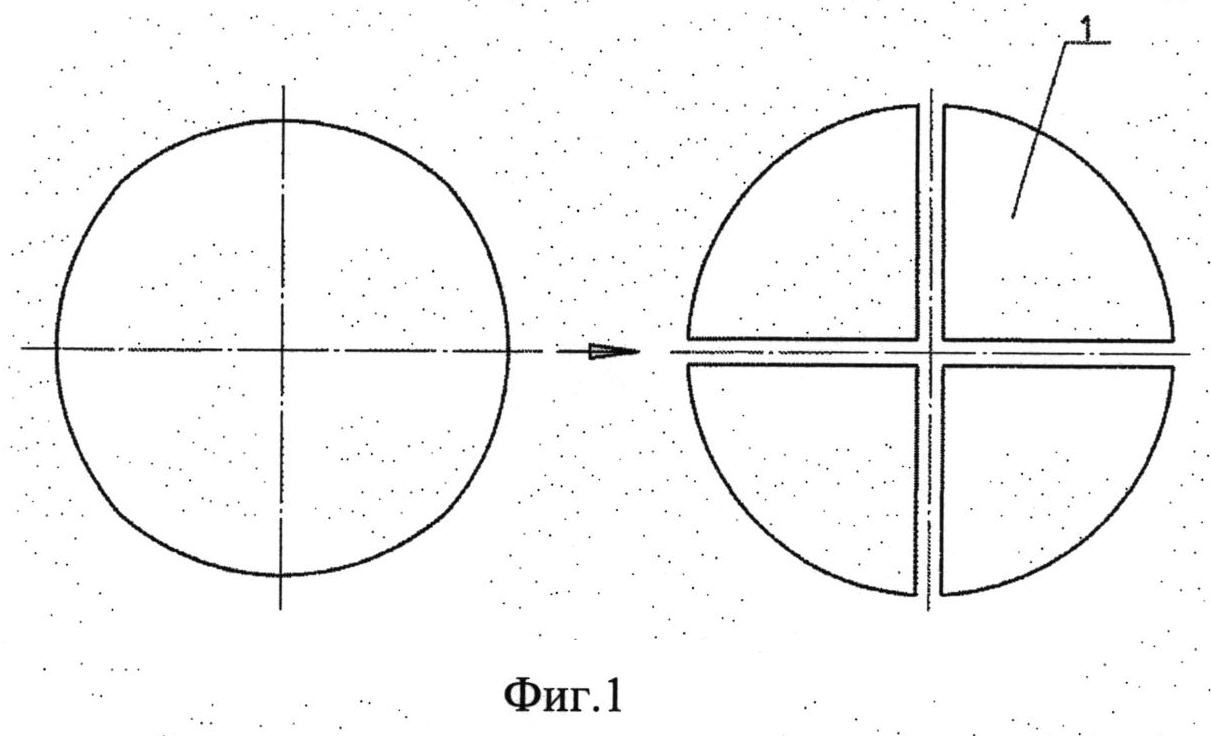
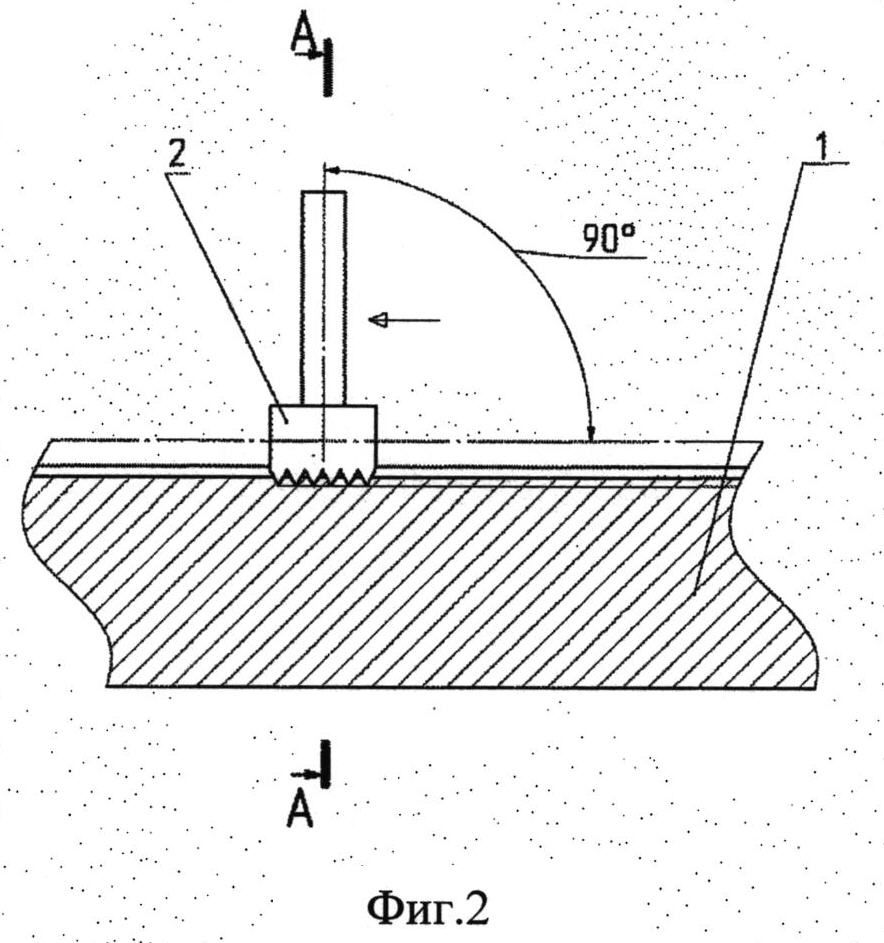
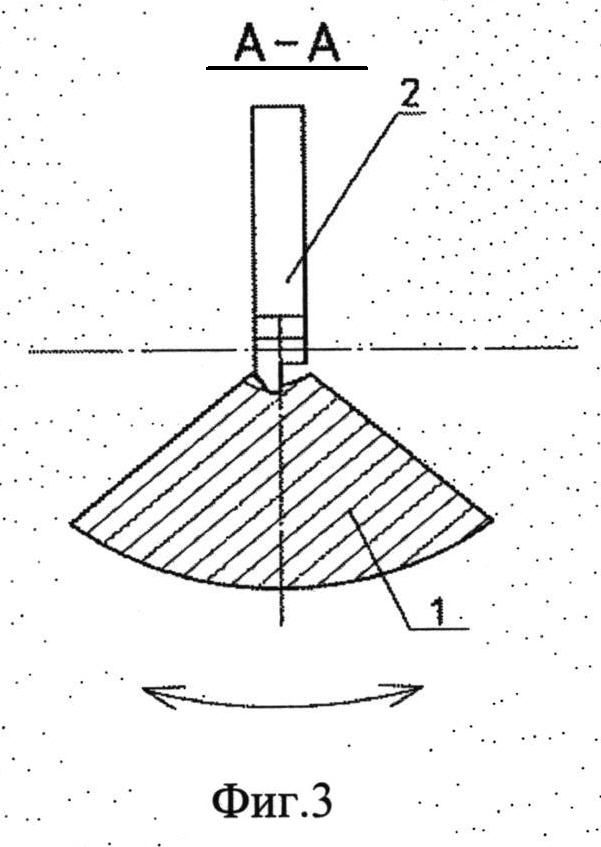
Заявленный способ иллюстрируется рисунками, представленными на фиг. 1-3.
На фиг. 1 показана деталь, разделенная на части.
На фиг. 2 и 3 - положение рабочего инструмента относительно оси резьбового отверстия.
Заявляемое техническое решение было осуществлено при получении качественной внутренней резьбы М20 глубиной 500 мм.
Были приготовлены детали длиной 500 мм из стали 12Х18Н10Т, алюминиевых сплавов Д16Т, В95, в которых выполнили отверстия под резьбу.
Затем проводилось нарезание резьбы.
После нарезания резьбы проводился контроль ее параметров резьбовыми калибрами и на микроскопе.
Для получения сравнительных данных нарезали резьбу в таких же исходных деталях известными ранее способами получения внутренней резьбы.
Пример 1.
Исходную цилиндрическую деталь предварительно разрезали вдоль оси на четыре равные части - секторы 1 (фиг. 1). Затем на станке с ЧПУ шаровидной концевой фрезой отдельно на каждом секторе выполняли продольную радиусную канавку, являющуюся частью отверстия под резьбу, затем резцом с твердосплавной резьбовой гребенкой 2 (фиг. 2) отдельно на каждом секторе нарезали резьбовые канавки многопроходным методом с черновыми и чистовыми проходами. Нарезание (фиг. 2, 3) проводили одновременным возвратно-поворотным перемещением сектора 1 и пошаговым перемещением режущего инструмента 2 вдоль оси резьбового отверстия. При этом ось режущего инструмента 2 располагали перпендикулярно оси резьбового отверстия. После нарезания проводился контроль параметров резьбы и ее внешнего вида на микроскопе марки ИМЦЛ. После этого проводилась беззазорная сборка секторов в единую деталь для окончательного контроля.
Окончательный контроль проводился резьбовыми калибрами и навинчиванием ответной детали, имеющей соответствующую наружную резьбу, и показал соответствие параметров резьбы на всей ее длине требованиям нормативно-технической документации.
Пример 2.
Нарезание внутренней резьбы проводили на универсальном токарном станке с помощью комплекта метчиков. Комплект метчиков состоял из трех номеров - черновой, получистовой и чистовой номер.
Нарезание метчиком с первым номером позволило получить черновую резьбовую внутреннюю канавку во всех деталях на всей длине. При этом наблюдались большие вибрации и пакетирование стружки в отверстии. Получистовое нарезание резьбы метчиком с вторым номером привело к обрыву стебля - вспомогательного приспособления для крепления метчика. Обрыв стебля был вызван чрезмерным пакетированием стружки и большими вибрациями. После обрыва стебля достать метчик оказалось невозможно. Чтобы достать застрявший в отверстии метчик пришлось разрезать деталь. После этого проводился контроль параметров резьбы на микроскопе, который выявил плохое качество резьбы, которое выражалось в неудовлетворительной шероховатости, наличии забоин, срезов витков и т.п.
Пример 3.
Нарезание внутренней резьбы проводили на универсальном токарном станке многопроходным методом с помощью регулируемой резьбовой гребенки, закрепленной в стебле, который располагался соосно с обрабатываемым отверстием. В процессе резания наблюдалось пакетирование стружки, которое приводило к возрастанию вибраций режущего инструмента и нестабильности процесса резания. Данный способ отличается самой высокой трудоемкостью. Это объясняется необходимостью выведения стебля из отверстия, промывкой инструмента и отверстия, а также регулировки резьбовой гребенки.
Также стоит отметить, что низкая жесткость стебля, длина которого превышает длину обрабатываемого отверстия, привела в возникновению крутильных колебаний режущего инструмента. Для оценки влияния крутильных колебаний на качество резьбы обработанные детали были разрезаны и осмотрены под микроскопом.
В ходе этого контроля было выявлено несоответствие шага резьбы на разных участках требованиям нормативной документации.
Пример 4.
Нарезание внутренней резьбы по аналогу, наиболее близкому к заявляемому способу (на токарном станке с ЧПУ многопроходным методом), не позволило получить резьбу на деталях длиной 500 мм. Резьбу удалось нарезать только на глубину до 150 мм.
Результаты сравнения разных опробованных способов изготовления деталей с резьбой М20 глубиной 500 мм из стали 12Х18Н10Т, алюминиевых сплавов Д16Т, В95 отражены в таблице 1.
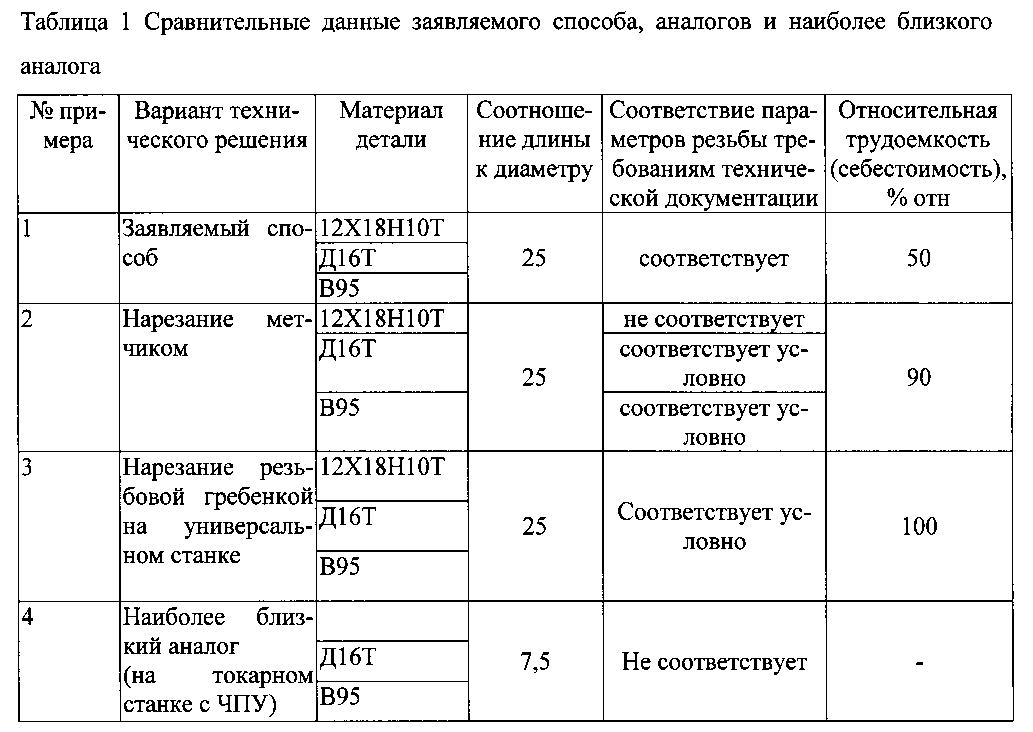
Приведенный сравнительный анализ показал, что заявляемый способ позволяет получать качественную внутреннюю резьбу в глубоких отверстиях, отвечающую требованиям нормативно-технической документации, более производительно и с меньшей себестоимостью, по сравнению с известными ранее способами.
Заявляемый способ был опробован с положительным результатом в производственных условиях АО ЧМЗ при изготовлении деталей с глубоким резьбовым отверстием из различных металлов и сплавов.
Способ обработки наружной поверхности изделий из цирконий-ниобиевых сплавов
Способ получения чистого ниобия
Способ изготовления прецизионных труб и устройство для его осуществления
Способ изготовления тонкостенных труб с наружными спиральными ребрами и устройство для его осуществления
Способ изготовления труб переменного сечения из цветных металлов подгруппы титана и сплавов на их основе
Установка для получения гранул сплавов центробежным распылением
Пробоотборник
Способ получения гранул кальция
Способ контроля основных компонентов хлоралюминатного расплава
Способ оценки стойкости против межкристаллитной коррозии сталей и сплавов
Способ обработки наружной поверхности изделий из цирконий-ниобиевых сплавов
Способ получения чистого ниобия
Способ изготовления прецизионных труб и устройство для его осуществления
Способ изготовления тонкостенных труб с наружными спиральными ребрами и устройство для его осуществления
Способ изготовления труб переменного сечения из цветных металлов подгруппы титана и сплавов на их основе
Установка для получения гранул сплавов центробежным распылением
Пробоотборник
Способ получения гранул кальция
Способ контроля основных компонентов хлоралюминатного расплава
Способ оценки стойкости против межкристаллитной коррозии сталей и сплавов

