Результат интеллектуальной деятельности: СПОСОБ СТАБИЛИЗАЦИИ ГАЛЬВАНИЧЕСКОГО ХРОМОВОГО ПОКРЫТИЯ СТВОЛОВ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ И ШАХТНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Группа изобретений относится к области машиностроения и может быть использована для стабилизирующего отпуска гальванического хромового покрытия стволов автоматического стрелкового оружия 6П6М, 6П7К, 6П41 др.
Известен способ стабилизации хромового покрытия стволов пулеметов 6П49 (см. патент RU №2367689 C1, C21D 1/76, F27B 1/09, F27/B 5/04, 20.09.2009 г.), по которому стабилизацию гальванического хромового покрытия проводят в вакуумной печи с ретортой, обеспечивающей двухзонный нагрев с разной температурой по зонам (например, 570°C в верхней зоне и 500°C в средней и нижней зонах). При этом стволы устанавливаются вертикально в приспособление (патронником вниз), которое крепиться к крышке контейнера, затем приспособление загружают в контейнер и герметизируют его посредством этой крышки с резиновой прокладкой, после загрузки контейнера в разогретую реторту печи подают воду для охлаждения крышки с резиновой прокладкой и прекращают подачу воды перед выгрузкой приспособления со стволами из контейнера на воздух при температуре стволов не выше 200°C. В качестве рабочей среды при проведении процесса используют аргон при нагреве и охлаждении садки и вакуум при ее выдержке на технологической температуре. Допускается использование в качестве рабочей среды при проведении техпроцесса вакуума.
Недостатками известного способа являются:
- использование для размещения садки деталей массивного контейнера, изготовленного из толстостенной стали аустенитного класса, снижает скорость нагрева деталей;
- перед загрузкой печь должна быть прогрета при технологической температуре, что ведет к дополнительному расходу электроэнергии;
- гигиена вакуумного оборудования требует тщательной промывки стволов после операции хромирования канала.
Известен способ прогрева стволов пулеметов ДП после хромирования в электропечах в атмосфере азота или в сыпучих телах (например, в песке) в течение 4 часов при температуре 500°C (см. Арефьев М.Г., Карпов Л.И. «Производство стволов стрелкового оружия» под ред. А.А. Благонравова, НКАП ОборонГИЗ, Главная редакция вооружения и боеприпасов, Москва, 1945, стр. 211), принятый за прототип.
Недостатками прототипа являются:
- применение защитных сред, например азота, подразумевает использование герметичных электропечей и приводит к дополнительному расходу защитных сред, что повышает себестоимость изделий;
- нагрев ствола в печи с одной тепловой зоной может привести к отпуску закаленного пенька.
Известна шахтная печь сопротивления периодического действия СШ3-6.6/7, состоящая из сварного металлического кожуха, зафутерованного огнеупорными и теплоизоляционными материалами, образующими нагревательную камеру, на внутренней поверхности которой размещены спиральные электронагреватели одной тепловой зоны, в кожух вварены трубы для подвода и отвода газа, закрытые герметичными колпачками, футерованной крышки, с установленным в ней вентилятором, подшипник которого охлаждается водой, ручного рычажно-эксцентрикового механизма подъема и открытия крышки, песочного затвора для герметизации кожуха и крышки, шкафа для подачи электроэнергии в печь, контроля и двухпозиционного регулирования температуры приспособления-корзины для загрузки и термообработки деталей (см. «Электропечь СШ3-6.6/7ИЗ УХЛ4 Эксплуатационная документация. Техническое описание.» ИДФА. 681114.001 ТО, л. 4-6, 1989 г., изготовитель - ОАО «Электропечь» г. Бийск). Известная конструкция электропечи взята за прототип.
Недостатками прототипа являются:
- наличие одной тепловой зоны не позволяет производить одновременно отпуск под разную твердость двух участков длинномерных (около 800 мм) деталей;
- водяное охлаждение подшипника вентилятора предполагает нахождение рядом с печью систем водоснабжения и водоотведения, что приводит к дополнительным затратам при монтаже и эксплуатации электропечи.
Предлагаемой группой изобретений решается задача по повышению качества и ресурса стволов автоматического стрелкового оружия.
Технический результат, получаемый при осуществлении группы изобретений относительно способа нагрева стволов автоматического стрелкового оружия с гальваническим хромовым покрытием, заключается в обеспечении повышения износостойкости гальванического хромового покрытия, отсутствии сколов покрытия на дульной части стволов.
Указанный технический результат достигается тем, что в способе нагрева стволов автоматического стрелкового оружия с гальваническим хромовым покрытием, включающий нагрев, выдержку стволов в шахтной печи с применением защитных сред новым является то, что во внутренние полости стволов засыпают сухой кварцевый песок, устанавливают в шахтную печь сопротивления, снабженную термоизоляционной перегородкой с двумя тепловыми зонами при температуре в нижней тепловой зоне 150-200°C, выполненной в виде диска с отверстиями для установки стволов при помощи втулок высотой 10-123 мм, при этом казенную часть ствола располагают над термоизоляционной перегородкой, а дульную часть - под ней, нагревают и выдерживают казенную часть при температуре отпуска закаленного пенька на уровень твердости 38-44 HRC, а дульную часть - при температуре не выше температуры отпуска ствольной заготовки.
Казенную и дульную части стволов, изготовленных из сталей с высоким положением критической точки AC1, нагревают до температуры не выше температуры отпуска ствольной заготовки.
Технический результат, получаемый при осуществлении группы изобретений относительно шахтной печи сопротивления для нагрева стволов автоматического стрелкового оружия с гальваническим хромовым покрытием, заключается в создании конструкции печи, обеспечивающей реализацию одновременного двухзонного с разной температурой по зонам нагрева стволов автоматического стрелкового оружия в окислительной среде (воздухе).
Указанный технический результат достигается тем, что в шахтной печи сопротивления для нагрева стволов автоматического стрелкового оружия с гальваническим хромовым покрытием, содержащей сварной металлический кожух, зафутерованный внутри огнеупорными и теплоизоляционными материалами, нагревательную камеру, футерованную крышку, ручной рычажно-эксцентриковый механизм подъема и открытия крышки, песочный затвор для герметизации кожуха и крышки, шкаф управления для подачи электроэнергии, контроля и двухпозиционного регулирования температуры, новым является то, что печь снабжена термоизоляционной перегородкой, разделяющей нагревательную камеру на две секции, имеющие индивидуальные электронагреватели и образующие две тепловые зоны, изготовленную из стальных листов и зафутерованную внутри легковесным огнеупорным материалом, в перегородке выполнены сквозные отверстия для установки стволов, а для их извлечения из печи на перегородке установлен и отцентрирован шкворнями диск с проушиной, при этом печь снабжена вторым шкафом управления.
Стволы автоматического стрелкового оружия 6П6М, 6П7К, 6П41, изготовленные методом холодного радиального обжатия, в казенной части выполнены одинаково, различия заключаются в геометрических размерах дульной части и конструктивном исполнении наружной части. На всех моделях в казенной части ствола закалке подвергается торец патронника - пенек на глубину 5-10 мм. Операция отпуска пенька на заданную чертежом твердость HRC 38-44 совмещается с операцией стабилизации хромового покрытия в электропечи с двумя тепловыми зонами.
На канал стволов автоматического стрелкового оружия наносится гальваническое хромовое покрытие, имеющее микротвердость 950-1000 HV. Стабилизирующий отпуск гальванического хромового покрытия с температур 490-520°C не обеспечивает отсутствие при приемо-сдаточных испытаниях сколов в дульной части стволов ввиду высокой, 580-650 HV, микротвердости покрытия. Повышение температуры стабилизирующего отпуска гальванического хромового покрытия до 560-580°C снижает микротвердость покрытия в дульной части до 450-550 HV. При этом пластичность хрома резко возрастает с одновременным улучшением адгезии покрытия со сталью. Ближе к казенной части ствола твердость плавно повышается до уровня 600-700 HV, что положительно сказывается на живучести стволов.
Указанного распределения микротвердости гальванического хромового покрытия добиваются в специально созданной шахтной печи сопротивления, имеющей две тепловые зоны. Зоны разделены между собой термоизоляционной перегородкой общей толщиной 110 мм. При установке температуры регулирования в верхней тепловой зоне 425±5°C в нижней тепловой зоне 570±5°C во время проведения процесса температура по стволу распределяется следующим образом: в дульной части 575°C, на верхней границе нижней тепловой зоны - 540-550°C, над перегородкой в верхней тепловой зоне 465-475°C, в зоне пенька 428-435°C. Таким образом, дульная часть ствола находится в печи при повышенной температуре, но не выше температуры отпуска ствольной заготовки, а патронник с пеньком при температуре отпуска на заданную КД твердость HRC 38-44. На коротком участке, ограниченном высотой перегородки, температура по стволу падает на 75-80°C, что благоприятно сказывается на распределении микротвердости покрытия.
При установке стволов на втулке различной высоты размерами от 10 до 123 мм можно температурой регулировать твердость покрытия ствола в наиболее нагруженной его зоне (120-250 мм от среза казенника).
Электрический нагреватель печи состоит из двух независимых секций. Высота тепловой зоны верхней секции после установки термоизоляционной перегородки составляет 320 мм, что вполне достаточно для нагрева ствола на расстоянии 250-270 мм от казенного среза. Высота тепловой зоны нижней секции от перегородки составляет 500 мм, что обеспечивает нагрев дульной части стволов существующих изделий.
Для ускоренного переноса стволов из печи в колодец применяют диск с проушиной, в котором выполнены отверстия, соответствующие отверстиям в термоизоляционной перегородке. Диск центруется относительно отверстий перегородки шкворнями.
Ввиду того, что предлагаемая конструкция шахтной печи сопротивления обеспечивает перепад по температурным зонам до 160°C, вентилятор, расположенный в крышке, и его система охлаждения демонтируются, а оставшиеся отверстия футеруются.
Технические решения с признаками, отличающими заявляемое решение от прототипа, неизвестны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемая группа изобретений является новой и обладает изобретательским уровнем.
Предлагаемая группа изобретений поясняется чертежами, где на:
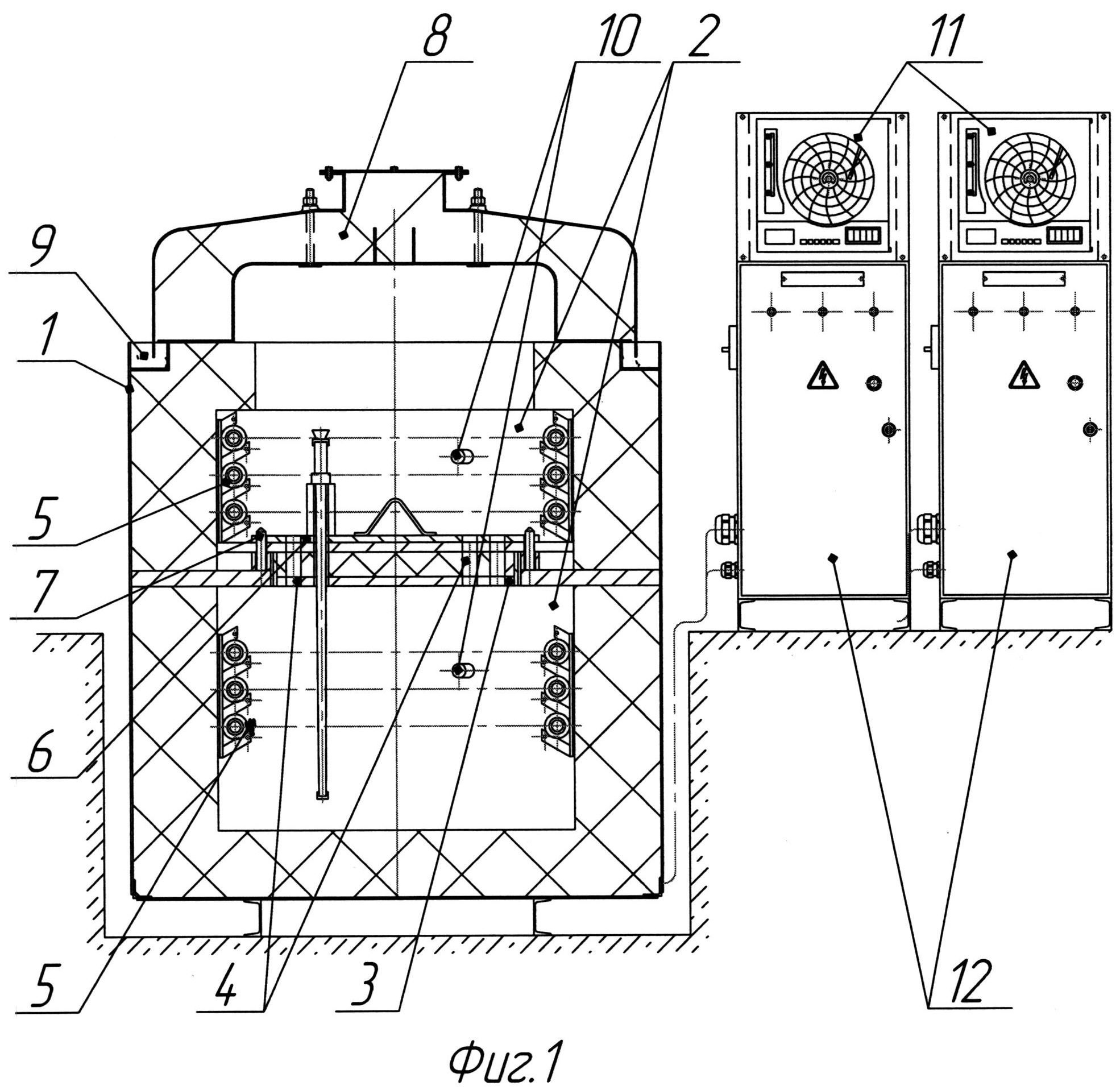
фиг. 1 - разрез электропечи;
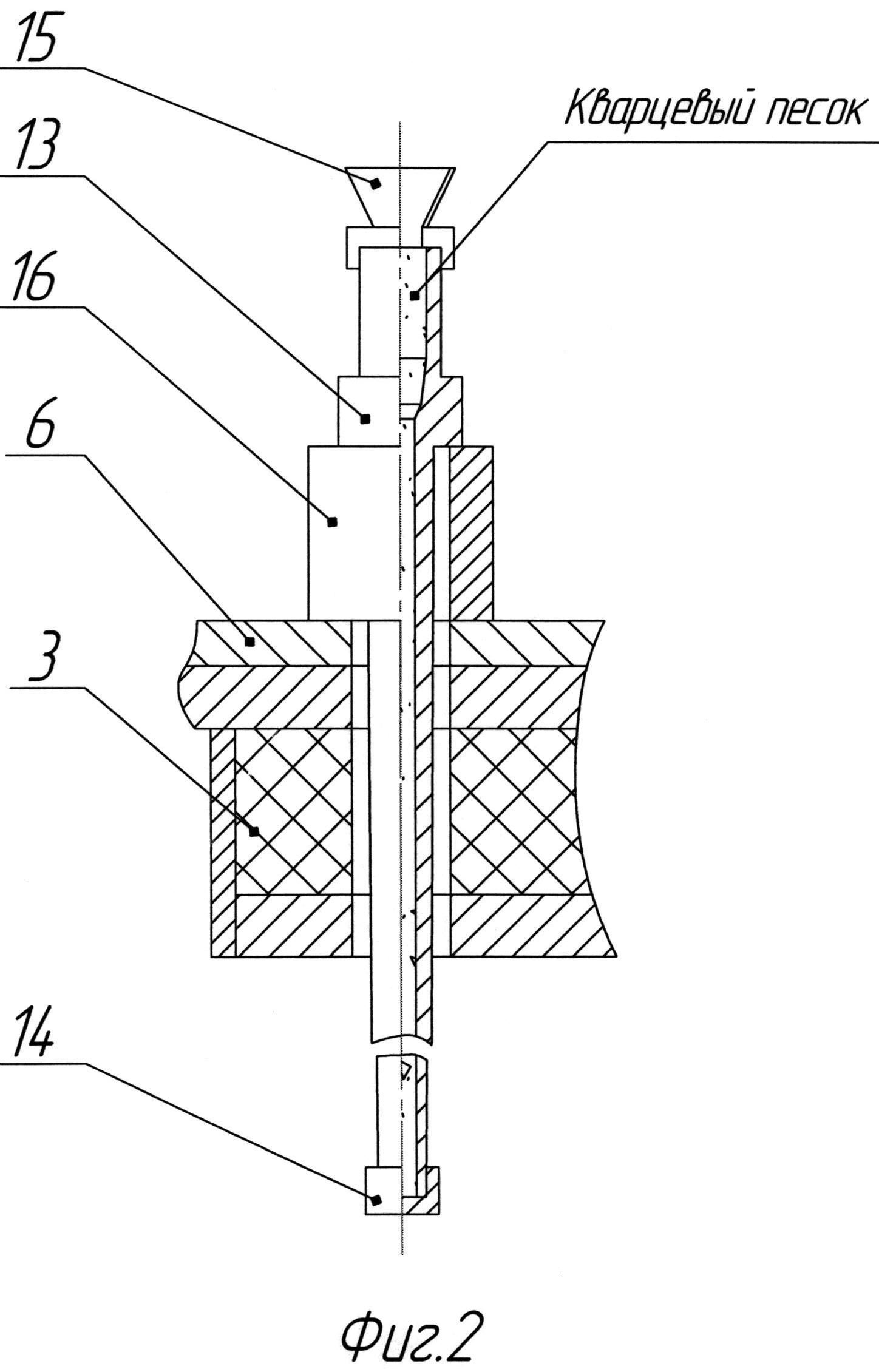
фиг. 2 - схема установки ствола в печи.
Печь содержит сварной металлический кожух 1, зафутерованный огнеупорными и теплоизоляционными материалами, нагревательную камеру 2, разделенную перегородкой 3, изготовленной из стальных листов и зафутерованной внутри легковесным теплоизоляционным материалом. В перегородке 3 выполнены отверстия 4 для установки стволов. На стенках нагревательной камеры 2 закреплен нихромовый нагреватель 5, разделенный на две независимые секции. На термоизоляционную перегородку 3 установлен диск с проушиной 6. В диске 6 также выполнены отверстия, аналогичные выполненным в перегородке 3. Диск 6 центруется на перегородке шкворнями 7. Электропечь посредством ручного рычажно-эксцентрикового механизма (условно не показан) закрывается крышкой 8 и герметизируется песочным затвором 9.
Каждая из тепловых зон имеет свою систему управления, состоящую из термоэлектрического преобразователя 10, подключенного к терморегулятору 11 (автоматическому самопишущему потенциометру), который управляет силовой схемой. Системы управления смонтированы в индивидуальных шкафах 12.
Пример реализации способа стабилизации гальванического хромового покрытия ствола автоматического стрелкового оружия.
В открытую печь на термоизоляционную перегородку 3 устанавливают диск 6 и центруют шкворнями 7 для совпадения отверстий 4. Ручным рычажно-эксцентриковым механизмом закрывают печь крышкой 8.
Подготавливают стволы 13 к загрузке в печь, для чего на дульную часть при помощи проволочных концов крепят колпачок 14. На казенную часть - втулку в виде воронки 15. Стволы 13 устанавливают в приспособление дульной частью вниз и засыпают канал и патронник сухим кварцевым песком. Включают печь и прогревают ее до температуры 150-200°C. Выключают печь и ручным рычажно-эксцентриковым механизмом открывают крышку 8. Стволы 13 устанавливают в печь при помощи установочных втулок 16. Ручным рычажно-эксцентриковым механизмом печь закрывают крышкой 8 и герметизируют песочным затвором 9. На терморегуляторах 11 (автоматических самопишущих потенциометрах) устанавливают технологическую температуру регулирования. В верхней тепловой зоне - 435±15°C, в нижней тепловой зоне - 570±10°C. Включают нагрев печи. Стволы в печи нагревают и выдерживают согласно требованиям технологического процесса. По завершении времени выдержки печь отключают и открывают ручным рычажно-эксцентриковым механизмом. Электротельфером за проушину диска 6 садку стволов переносят в колодец и закрывают крышкой. Охлаждают в течение двух часов. Затем крышку колодца открывают и стволы 13 охлаждают до температуры цеха. При измерениях температурных режимов стабилизации по контрольному стволу с зачеканенными в нем термоэлектрическими преобразователями допускается проводить охлаждение садки с приоткрытой крышкой 8 печи.
Проведенные испытания стрельбой в объеме приемо-сдаточных испытаний показали отсутствие сколов в дульной части стволов, изготовленных по предлагаемому способу, а испытания на ресурс - увеличение живучести стволов.
Способ термической обработки бойков и тяжелонагруженных штампов
Кронштейн для установки панельного компьютера на подвижном объекте
Унитарный боеприпас для гладкоствольного оружия
Автоматическое стрелковое оружие
Функциональный комплект установочных средств
Стол для размещения аппаратных средств в подвижном объекте
Способ контроля электрических параметров системы вооружений и автоматизированный комплекс для его осуществления
Спусковой механизм автоматического оружия
Контрольно-проверочная машина
Огнестрельное оружие с устройством для выбора правостороннего или левостороннего выброса гильзы
Способ термической обработки бойков и тяжелонагруженных штампов
Кронштейн для установки панельного компьютера на подвижном объекте
Унитарный боеприпас для гладкоствольного оружия
Автоматическое стрелковое оружие
Функциональный комплект установочных средств
Стол для размещения аппаратных средств в подвижном объекте
Способ контроля электрических параметров системы вооружений и автоматизированный комплекс для его осуществления
Спусковой механизм автоматического оружия
Контрольно-проверочная машина
Огнестрельное оружие с устройством для выбора правостороннего или левостороннего выброса гильзы

