Результат интеллектуальной деятельности: СТЕНОВАЯ ПАНЕЛЬ СО СТЫКОВОЙ ПЛАНКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится в целом к технологии установки панелей на стеновую конструкцию здания. В частности, изобретение относится к способу изготовления стеновой панели согласно ограничительной части п.1 формулы изобретения и стеновой панели согласно ограничительной части п.13 формулы изобретения, при этом стеновая панель изготовлена согласно предложенному способу.
УРОВЕНЬ ТЕХНИКИ
В настоящее время существуют многочисленные решения для установки панелей в форме деревянных панелей или аналогичных на внутренние стены дома. Более того, существуют признанные способы установки других типов панелей в помещении, таких как гипсокартон, древесно-волокнистые плиты из многослойной клееной древесины. Общим знаменателем последних способов является то, что они требуют особых мер для выполнения приятных на вид стыков между различными настенными элементами панелей. Поэтому доказано, что особенно перспективным является объединение эстетически приятного внешнего вида окончательно обработанной стены с несложным и экономически эффективным изготовлением панельных элементов и в то же самое время обеспечение простой установки.
Например, в патенте WO 2010/044728 описано изготовление строительных панелей, где первый упрочняющий слой размещается на плоском подслое. После этого, стыковые планки размещают, главным образом, вдоль двух противоположных сторон упрочняющего слоя, и объем между стыковыми планками заполняют отверждаемым веществом, таким как гипс. Затем поверх отверждаемого вещества наносят второй упрочняющий слой, где после этого упомянутое вещество должно затвердеть. В результате получают строительную панель, имеющую стыковые планки, выполненные как одно целое, которая предпочтительно выполнена с возможностью эффективного крепления одной или более строительных панелей на опорной конструкции, например, вдоль стены дома.
Проблемы, связанные с уровнем техники
Вышеупомянутое изготовление строительных панелей позволяет выполнить строительные панели, которые одновременно обеспечивают эстетические привлекательные стыки и имеют надежную конструкцию. Более того, при запуске производственной линии способ изготовления будет иметь высокую экономическую эффективность. Однако производственная линия, как таковая, требует относительно больших инвестиций, поэтому для достижения хорошей рентабельности производства требуется сравнительно высокий объем производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, задача настоящего изобретения состоит в том, чтобы обеспечить технически эквивалентную альтернативу вышеописанному решению, согласно которому требуется меньше инвестиций в производственную линию и в то же время производственные затраты на строительную панель сохраняются на приемлемом уровне.
Согласно первому аспекту изобретения решение задачи достигается с помощью способа, описанного ранее, в котором стеновую панель производят на основании тела, который, по существу, имеет форму прямоугольного параллелепипеда, включающего в себя две противоположные основные стороны, имеющие относительно большие граничные поверхности и четыре краевые стороны, имеющие относительно малые граничные поверхности. Предложенный способ содержит механическую обработку поверхности первой краевой стороны из упомянутых краевых сторон тела, в ходе которой у первой краевой стороны получается плоская поверхностная структура, которая проходит от первой до второй из упомянутых двух основных сторон. Первый слой для обработки поверхности наносят на первую краевую сторону, где после этого первую стыковую планку размещают вдоль первой краевой стороны. Первая стыковая планка содержит: первую дистальную краевую поверхность, противоположную к ней первую проксимальную краевую поверхность, которая является плоской, и первую первичную поверхность между первой проксимальной краевой поверхностью и первой дистальной краевой поверхностью. В частности, первая стыковая планка выполнена с первой проксимальной краевой поверхностью напротив первой краевой стороны таким образом, чтобы первая первичная поверхность и первая основная сторона тела образовали первую плоскую, и по существу, непрерывную поверхность. Первый упрочняющий слой наносится на первую плоскую и, по существу, непрерывную поверхность, при этом первый упрочняющий слой закрывает первую основную сторону и первую первичную поверхность.
Этот способ изготовления является преимущественным, поскольку он позволяет получить стеновую панель с высокой экономической эффективностью, где стеновая панель имеет стыковую планку, выполненную как одно целое, со свойствами, аналогичными тем, которые получены при формировании стыковой планки.
Согласно одному варианту осуществления этого аспекта изобретения тело первоначально включает в себя окружающий слой, который закрывает, по меньшей мере, краевые стороны. Механическая обработка поверхности первой краевой стороны в данном случае включает в себя удаление окружающего слоя с первой краевой стороны. Таким образом, можно гарантировать хорошее нанесение стыковой планки напротив тела. Однако наиболее важно, как было упомянуто сначала, плоскую и, по существу, непрерывную поверхность можно выполнить, таким образом, очень плоской.
Согласно другому варианту осуществления этого аспекта изобретения способ дополнительно содержит этапы, на которых наносят первый адгезивный слой на поверхностно-обработанный слой и/или первую проксимальную краевую поверхность перед размещением первой стыковой планки вдоль первой краевой стороны. Такое прикрепление стыковой полоски является преимущественным, так как оно одновременно обеспечивает хорошую стойкость к внешним воздействиям окончательно обработанной стеновой панели и предотвращает нежелательное перемещение стыковой планки относительно тела во время процесса изготовления.
Согласно еще одному варианту осуществления этого аспекта изобретения способ содержит операцию профилирования первой дистальной краевой поверхности. Таким образом, первая стыковая планка приобретает окончательный профиль в поперечном сечении после того, как стыковая планка была объединена в одно целое в теле. В частности, первая стыковая планка образует в данном случае профиль в поперечном сечении, выполненный с возможностью зацепления за вторую стыковую планку, принадлежащую другой стеновой панели, которая прикрепляется к стеновой конструкции, и, таким образом, выполнения прикрепления стеновой панели, в котором первая стыковая планка включена в стеновую конструкцию.
Выполнение операции профилирования над стыковой планкой после того, как она была объединена в одно целое в теле, является особенно преимущественным, если операция профилирования включает в себя модификацию первой первичной поверхности и/или расположенной напротив ее первой вторичной поверхности первой стыковой планки. То есть, в этом случае можно выполнить очень хорошую доработку первого упрочняющего слоя. Более того, за счет выполнения операции профилирования после того, как стыковая планка была объединена в одно целое в теле, получается хорошее управление над всеми окончательными внешними размерами стеновой панели по направлению к стыковой планке. За счет операции профилирования этот размер можно установить с точностью до одной десятой миллиметра.
Согласно другому варианту осуществления этого аспекта изобретения перед нанесением первого упрочняющего слоя, способ содержит этап, на котором выполняют механическую обработку поверхности второй краевой стороны из упомянутых краевых сторон тела. Вторая краевая сторона параллельна первой краевой стороне и приобретает, посредством механической обработки поверхности, плоскую поверхностную структуру, проходящую от первой основной стороны до второй краевой стороны. Аналогично вышеупомянутому способу также включает в себя этапы, на которых наносят второй слой для обработки поверхности на вторую краевую сторону. Затем вторая стыковая планка размещается вдоль второй краевой стороны. Вторая стыковая планка содержит вторую дистальную краевую поверхность и вторую проксимальную краевую сторону, противоположную к ней, которая является плоской, и вторую первичную поверхность между второй проксимальной краевой поверхностью и второй дистальной краевой поверхностью. В частности, вторая стыковая планка выполнена со второй проксимальной краевой поверхностью напротив второй краевой стороны таким образом, чтобы вторая первичная поверхность и первая основная сторона тела образовывали продолжение первой плоской и, по существу, непрерывной поверхности. После этого, первый упрочняющий слой наносят на продолженную первую плоскую и, по существу, непрерывную поверхность таким образом, чтобы первый упрочняющий слой покрывал первую основную поверхность, первую первичную поверхность и вторую первичную поверхность. Следовательно, получена стеновая панель с расположенными напротив друг друга встроенными стыковыми планками, причем стеновая панель функционально эквивалентна стеновой панели, где были сформированы стыковые планки.
Согласно другому варианту осуществления этого аспекта изобретения, предполагается, что тело первоначально включает в себя окружающий слой, который покрывает краевые стороны. Механическая обработка поверхности второй стыковой планки включает в себя удаление окружающего слоя со второй краевой стороны. Таким образом, гарантируется хороший контакт между второй стыковой полоской и телом. Более того, продолженную первую плоскую и, по существу, непрерывную поверхность можно выполнить, таким образом, очень плоской.
Согласно еще одному варианту осуществления этого аспекта изобретения способ содержит этап, на котором наносят второй адгезивный слой на второй поверхностно-обработанный слой и/или вторую проксимальную краевую поверхность перед размещением второй стыковой планки вдоль второй краевой стороны. Это является преимуществом, поскольку окончательно обработанная стеновая панель приобретает, таким образом, хорошую стойкость к внешним воздействиям и позволяет также предотвратить любое нежелательное перемещение стыковой планки относительно тела во время процесса изготовления.
Согласно другому варианту осуществления этого аспекта изобретения способ также содержит этап, на котором выполняют операцию профилирования второй дистальной краевой поверхности после объединения в одно целое в теле. Вторая стыковая планка приобретает профиль в поперечном сечении, выполненный с возможностью зацепления за первую стыковую планку, принадлежащую другой стеновой панели, которая прикрепляется к стеновой конструкции, и, таким образом, выполнения крепления стеновой панели, в которой вторая стыковая планка включена в стеновую конструкцию. Следовательно, стеновая панель выполнена с возможностью эстетического и эффективного монтажа.
Предпочтительно операция профилирования второй стыковой планки также включает в себя модификацию второй первичной поверхности и/или второй вторичной поверхности, противоположной ей, второй стыковой планки. Таким образом, выполнение операции профилирования является преимуществом по тем же самым причинам, которые были изложены выше со ссылкой на первую стыковую планку.
Согласно еще одному варианту осуществления этого аспекта изобретения первая вторичная поверхность первой стыковой планки выполнена таким образом, чтобы первая вторичная поверхность и вторая основная сторона тела образовывали вторую плоскую и, по существу, непрерывную поверхность. Способ дополнительно содержит этап, на котором наносят второй упрочняющий слой на вторую плоскую и, по существу, непрерывную поверхность, причем второй упрочняющий слой покрывает вторую основную сторону и первую вторичную поверхность. Таким образом, полученная стеновая панель, которая имеет первую стыковую планку, чье крепление является практически незаметным с двух сторон стеновой панели.
Согласно другому варианту осуществления этого аспекта изобретения вторая стыковая планка выполнена со второй проксимальной краевой поверхностью напротив второй краевой стороны таким образом, чтобы вторая первичная поверхность и вторая основная сторона тела образовывали продолжение второй плоской и, по существу, непрерывной поверхности. Второй упрочняющий слой наносится, в данном случае, на продолженную вторую плоскую и, по существу, непрерывную поверхность таким образом, чтобы второй упрочняющий слой покрывал вторую основную сторону, первую вторичную поверхность и вторую вторичную поверхность. Таким образом, крепление второй стыковой планки становится также практически незаметным с обеих сторон стеновой панели.
Согласно второму аспекту изобретения решение задачи достигается с помощью стеновой панели, описанной ранее, где стеновая панель содержит: внутренний слой, покрывающий первую основную сторону тела, однако не первую первичную поверхность первой стыковой планки; и первый упрочняющий слой, покрывающий внутренний слой поверх первой основной стороны и первой первичной поверхности первой стыковой планки.
Эта стеновая панель является преимущественной, поскольку ее стыковая планка позволяет обеспечить несложную установку с использованием большого количества материалов, каркасов и стеновых конструкций. Предложенная стыковая планка может также обеспечить бесшовный внешний вид установленной поверхности стены, включающей в себя стеновые панели предложенного типа. За счет подходящей конструкции стыковой планки и упрочняющего слоя можно также сделать стеновую панель герметичной. Дополнительно можно создать тяжелую, звуконепроницаемую стеновую панель из бетона или стекла с поглощающим поверхностным слоем, который легко устанавливать, поскольку он не требует сквозного сверления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение теперь будет описано более подробно посредством вариантов осуществления, которые описаны в качестве примера и со ссылкой на прилагаемые чертежи.
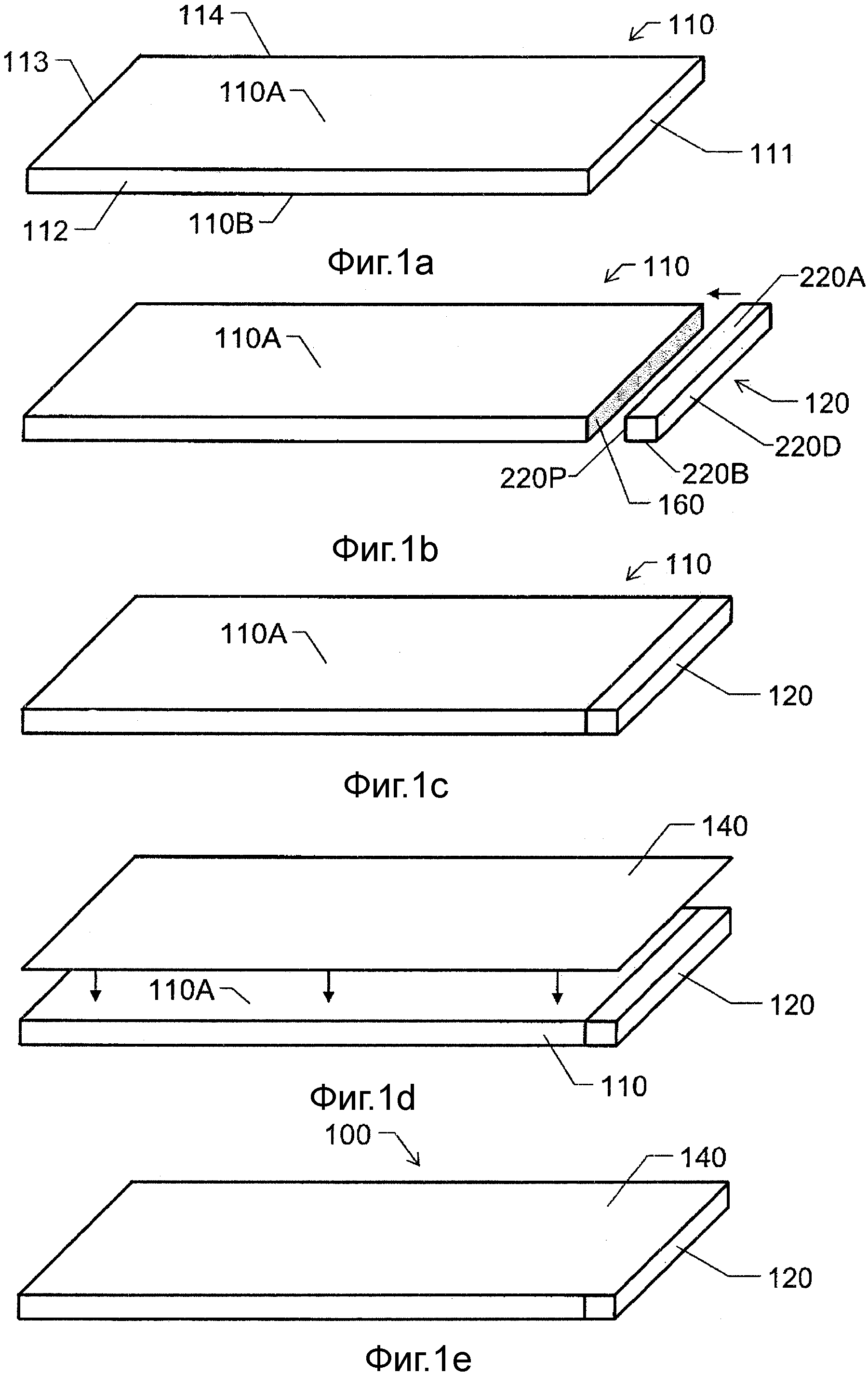
На фигуре 1а-е изображена схематическая иллюстрация того, как производится стеновая панель согласно одному варианту осуществления изобретения,
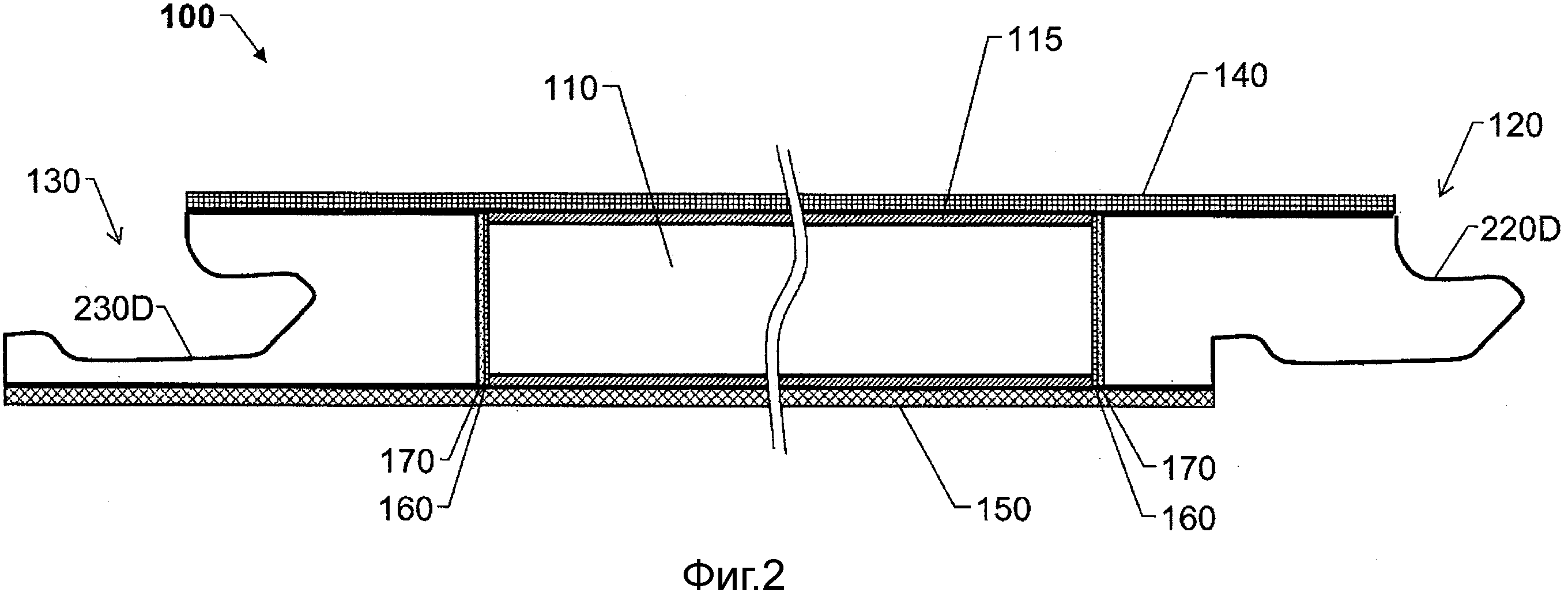
на фигуре 2 показан один вариант осуществления стеновой панели, полученной с помощью предложенного способа, и
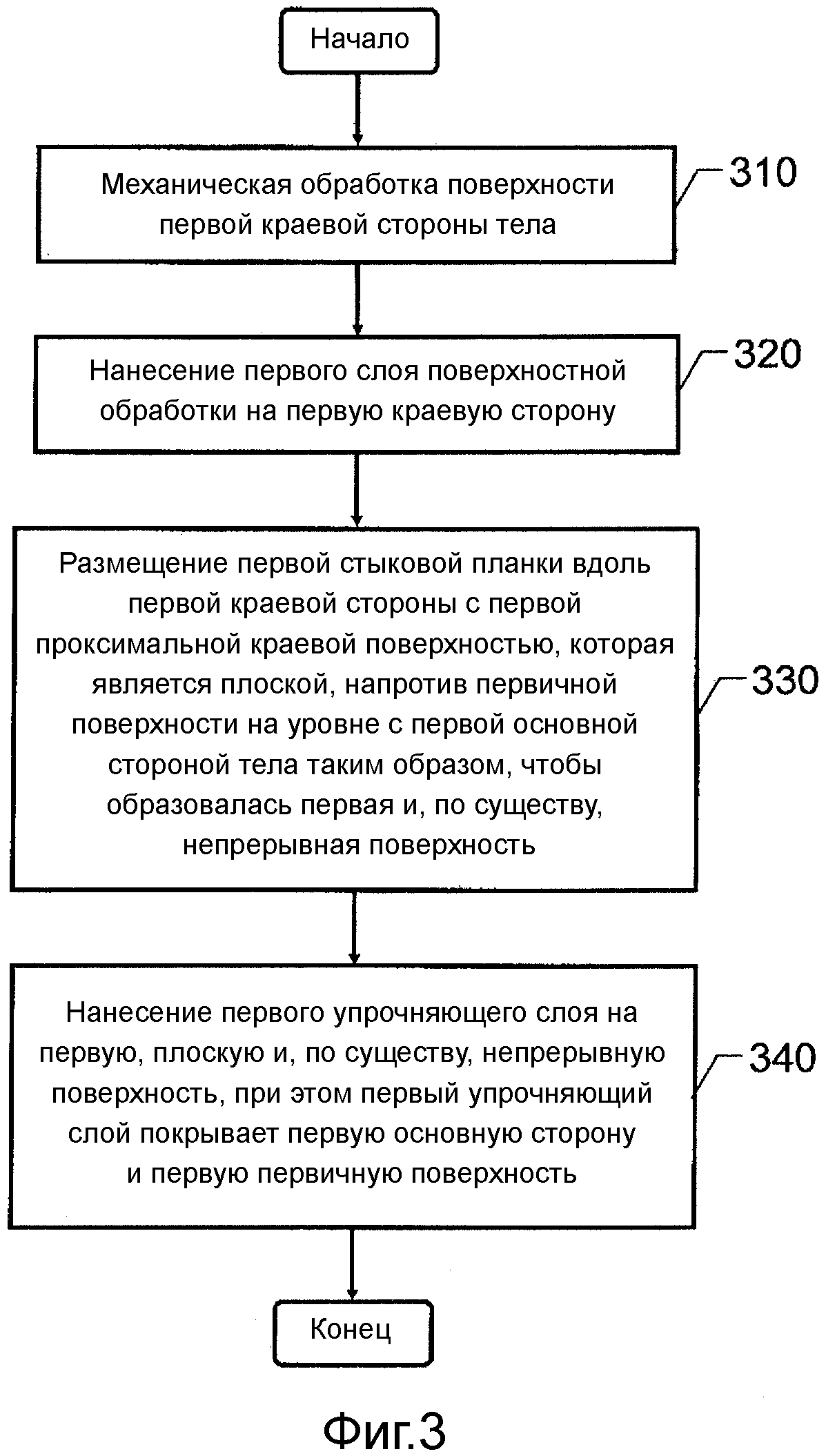
на фигуре 3 показана последовательность операций общего способа производства согласно изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Сначала приводится ссылка на фигуру 1, на которой схематически показано тело 110, выполненное с возможностью образования основания для стеновой панели 100 согласно изобретению. Тело 110 может предпочтительно состоять из или, главным образом, включать в себя, хрупкого материала, такого как гипс или керамический материал; твердого материала, такого как стекло или бетон; или мягкого материала, такого как минеральная вата или картон. В любом случае, тело 110 предположительно должно иметь форму прямоугольного параллелепипеда, включающего в себя две противоположные основные стороны 110А и 110В, соответственно, с относительно большими граничными поверхностями и четырьмя краевыми сторонами 111, 112, 113 и 114, соответственно, с относительно малыми граничными поверхностями. Более того, предполагается, что краевые стороны 111, 112, 113 и 114 затруднительны для обработки из-за хрупкости, твердости или мягкости материала в теле 110. Это, в свою очередь, приводит к тому, что становится проблематичной модификация краевых сторон 111, 112, 113 и 114 таким образом, чтобы получался желательный краевой профиль (например, для монтажа на стеновую конструкцию и для обеспечения эстетически привлекательных стыков между различными стеновыми панелями).
На первом этапе способа производства согласно изобретению выполняют механическую обработку первой краевой стороны 111 краевых сторон тела 110, например, путем распиловки, резки, шлифования или дробления. Выбор механической обработки в первую очередь определяется материалом в теле 110. Если он состоит из гипса, механическая обработка может включать в себя распиловку или фрезерование, тогда как, если он состоит из керамического материала, стекла или бетона, то обычно более подходящей является шлифование. Если, с другой стороны, тело 110 состоит из минеральной ваты или картона, механическая обработка предпочтительно включает в себя резку. Таким образом, первая стыковая планка 111 приобретает плоскую поверхностную структуру, которая продолжается от первой основной стороны 110А до второй основной стороны 110В. Предпочтительно, механическая обработка позволяет получить плоскую поверхность первой краевой стороны 111, расположенную под прямым углом по отношению к двум основным сторонам 110А и 110В. Однако согласно изобретению в равной степени возможно любое другое соотношение углов между основными сторонами 110А и 110В и плоской поверхности первой краевой стороны 111.
Согласно одному варианту осуществления изобретения предполагается, что тело 110 должно первоначально включать в себя окружающий слой 115, который покрывает, по меньшей мере, стыковые планки 111, 112, 113 и 114 (см. фигуру 2). Если тело 110 состоит из гипсовой панели, окружающий слой 115 типично представлен упрочняющим слоем, который окружает все боковые поверхности 110А, 110В, 111, 112, 113 и 114. Механическая обработка поверхности первой стыковой планки 111 в данном случае включает в себя удаление окружающего слоя 115 с первой краевой стороны 111. В случае когда тело 110 состоит из гипсовой панели, краевая линия между первой основной стороной 110А и краевыми сторонами 111, 112, 113 и 114, соответственно, являются также обычно отчасти закругленными, поэтому механическая обработка поверхности нацелена на выполнение острых углов между основными сторонами 110А и 110В и плоской поверхностью первой краевой стороны 111. То есть хорошее наложение первой стыковой планки 120 на тело 110 гарантируется, таким образом, с минимально заметным стыком.
На фигуре 1В показано тело 110 вместе с первой стыковой планкой 120, выполненной с возможностью размещения вдоль первой краевой стороны 111. Однако перед наложением первой стыковой планки на тело 110, на первую краевую сторону 111 наносят первый слой 160 для обработки поверхности для того, чтобы выполнить тело 110, подходящее для дальнейшего присоединения к первой краевой стороне 111. Поскольку механическая обработка поверхности может иметь этап удаления защитного и/или выравнивающего слоя с первой краевой стороны 111, первый слой 160 для обработки поверхности предпочтительно содержит клей, первичный краситель или так называемый праймер.
Первая стыковая планка 120 содержит: первую дистальную краевую поверхность 220D, расположенную напротив ее первую проксимальную поверхность 220P, которая является плоской, и первую первичную поверхность 220A между первой проксимальной краевой поверхностью 220P и первой дистальной краевой поверхностью 220D.
Первую стыковую планку 120 можно изготовить, например, из алюминия, пластмассы, резины, дерева или MDF (древесно-волокнистой плиты средней плотности) и можно либо не обрабатывать (и, таким образом, по существу, имеет форму прямоугольного параллелепипеда как иллюстрировано на фиг.1b-e), либо быть профилированной (и, например, иметь профиль поперечного сечения, где первая дистальная краевая поверхность 220D выполнена с возможностью облегчения эстетически привлекательного присоединения стеновой панели 100 к стеновой конструкции).
В любом случае, способ производства согласно изобретению содержит этап, на котором размещают первую стыковую планку 120 с первой проксимальной краевой поверхностью 220Р напротив первой краевой стороны 111 таким образом, чтобы первая первичная поверхность 220А и первая основная сторона 110А тела 110 образовывали первую, плоскую и, по существу, непрерывную поверхность. Таким образом, предпочтительно, если толщина тела 110 совпадает с расстоянием между первой первичной поверхностью 220А первой стыковой планки 120 и противоположной ей первой вторичной поверхности 220В.
На фигуре 2 показан один вариант осуществления окончательно обработанной стеновой панели 100, выполненной с помощью предложенного способа, где первый адгезивный слой 170 расположен между слоем 160 для обработки поверхности и первой стыковой планкой 120. Таким образом, при производстве стеновой панели первый адгезивный слой 170 наносят по меньшей мере на одно из следующего - слой 160 для обработки поверхности или первую проксимальную краевую поверхность 220Р, перед размещением первой стыковой планки 120 вдоль первой краевой стороны 111.
На фигуре 1с показано то, как первая стыковая планка 120 стыкуется с телом 110 таким образом, чтобы первая планка 120 закрывала всю первую краевую сторону 111. При необходимости, либо тело 110, либо стыковая планка 120 имеет длину, приспособленную таким образом, чтобы размер первой краевой стыковой планки 120 вдоль тела 110 совпадал с длиной первой краевой стороны 111.
После стыковки первой стыковой планки 120 с телом 110 способ производства согласно изобретению содержит этап, на котором выполняют наложение первого упрочняющего слоя 140 на первую плоскую и, по существу, непрерывную поверхность (см. фигуру 1d). В частности, первый упрочняющий слой 140 размещается таким образом, чтобы он покрывал первую основную сторону 110А и первую первичную поверхность 220А первой стыковой планки 120. В результате этого получается очень плоская поверхность стеновой панели 100. Это иллюстрировано на фигуре 1е.
Согласно предпочтительному варианту осуществления изобретения первая дистальная краевая поверхность 220D стыковой планки 120 профилируется после того, как был нанесен первый упрочняющий слой 140. То есть, таким образом, можно гарантировать, что первый упрочняющий слой дает такое продолжение, которое заканчивается точно там, где первая первичная поверхность 220А переходит в первую дистальную поверхность 220D (см. фигуру 2). В результате операции профилирования первой стыковой планки 120 приобретается профиль поперечного сечения, выполненный с возможностью зацепления второй стыковой планки 130, принадлежащей другой стеновой панели, которая прикрепляется на стеновой конструкции, и, таким образом, выполнения присоединения к стеновой конструкции стеновой панели 100, в которую включена первая стыковая планка 120. Таким образом, первая дистальная краевая поверхность 220D предпочтительно имеет профиль поперечного сечения кривой формы, включающий в себя выступ, выполненный с возможностью установки под углом к стеновой панели 100 по направлению к стеновой конструкции после того, как выступ был вставлен в канавку, сформированную с помощью второй дистальной краевой поверхности 230D второй стыковой планки 130. Следовательно, операция профилирования предпочтительно также включает в себя модификацию, по меньшей мере, одной из первой первичной поверхности 220А и первой вторичной поверхности 220В первой стыковой планки 120.
Способ получения стеновой панели 100 с профилированным боковым краем для установки на стеновую конструкцию, начиная с тела 110 и первой стыковой планки 120, был описан выше со ссылкой на фигуры 1а-е и 2. На практике, конечно, очень предпочтительно, чтобы каждая стеновая панель 100 была выполнена, по меньшей мере, с двумя противоположными, профилированными боковыми краями таким образом, чтобы ряд стеновых панелей 100 можно было успешно присоединить друг к другу вдоль стеновой конструкции. Такая установка, в свою очередь, предполагает, что первая сторона стеновой панели 100 имеет профилированный боковой край охватываемого типа (см., например, поз.220D на фигуре 2), и вторая сторона стеновой панели 100 имеет профилированный боковой край охватывающего типа (см., например, поз.230D на фигуре 2). В некоторых приложениях, например, при покрытии фасадов, могут быть также предпочтительными профили вдоль трех или четырех боковых краев стеновой панели 100.
Далее будет описано то, как стеновая панель 100 согласно вариантам осуществления изобретения выполнена со вторым профилированным боковым краем. Перед нанесением первого упрочняющего слоя 140 способ в данном случае включает в себя механическую обработку второй краевой стороны 113 тела 110. Вторая краевая сторона 113 параллельна первой краевой стороне 111, и в результате механической обработки поверхности получается плоская поверхностная структура, которая проходит от первой основной стороны 110А до второй основной стороны 110В.
Аналогично вышеупомянутому предполагается, согласно одному варианту осуществления изобретения, что тело 110 включает в себя окружающий слой 115, который покрывает, по меньшей мере, краевые стороны 111, 112, 113 и 114. Однако, как правило, любой такой окружающий слой также покрывает основные стороны 110А и 110В. В этом случае, механическая обработка поверхности второй краевой стороны 113 включает в себя удаление окружающего слоя 115 со второй краевой стороны 113.
Затем второй слой 160 для обработки поверхности, например, в виде клея, первичного красителя или так называемого праймера, наносят на вторую краевую сторону 113, где после этого вторую стыковую планку 130 размещают вдоль второй краевой стороны 113. Вторая стыковая планка 130 содержит вторую дистальную краевую поверхность 230D и противоположную к ней вторую проксимальную краевую поверхность, которая является плоской. Вторая стыковая планка 130 также содержит вторую первичную поверхность между второй проксимальной краевой поверхностью и второй дистальной краевой поверхностью 230D. Вторая стыковая планка 130 выполнена со второй проксимальной краевой поверхностью напротив второй краевой стороны 113 таким образом, чтобы вторая первичная поверхность и первая основная сторона 110А тела 110 образовывали продолжение упомянутой первой плоской и, по существу, непрерывной поверхности.
Предпочтительно способ также содержит этап, на котором наносят второй адгезивный слой 170 по меньшей мере на одно из следующего: второй слой 160 для обработки поверхности и вторую проксимальную краевую поверхность перед размещением второй стыковой планки 130 вдоль второй краевой стороны 113. Такое прикрепление второй стыковой планки 130 является преимущественным, так как оно одновременно обеспечивает хорошую устойчивость окончательно обработанной второй стеновой панели 100 и предотвращает нежелательное перемещение второй стыковой планки 130 относительно тела 110 во время процесса изготовления.
После крепления второй стыковой планки 130 на теле 110 крепления первый упрочняющий слой 140 наносится на первую плоскую и, по существу, непрерывную поверхность таким образом, чтобы первый упрочняющий слой 140 покрывал первую основную сторону 110А, первую первичную поверхность 220А и вторую первичную поверхность.
По аналогии с первой стыковой планкой 120, предпочтительно было бы выполнить операцию профилирования по отношению ко второй стыковой планке 130 после объединения в одно целое в стеновой панели 100. Согласно одному предпочтительному варианту осуществления изобретения способ производства, таким образом, содержит этап, на котором выполняют операцию профилирования над второй дистальной краевой поверхностью 230D, посредством чего вторая стыковая планка 130 приобретает профиль поперечного сечения, выполненный с возможностью зацепления первой стыковой планки 120, принадлежащей другой стеновой панели, которая, в свою очередь, крепится к стеновой конструкции. Таким образом, стеновая панель 100, в которую включена вторая стыковая планка 130, становится прикрепленной к стеновой конструкции. Аналогично вышеприведенному обсуждению, которое относится к первой стыковой планке 120, операция профилирования второй стыковой планки 130 предпочтительно включает в себя модификацию второй первичной поверхности и/или противоположной к ней второй вторичной поверхности.
Во многих применениях желательно, чтобы вторая основная сторона 110В тела 110 также образовывала плоскую и, по существу, непрерывную поверхность вместе со стыковой планкой и любой второй стыковой планкой 130. Согласно одному предпочтительному варианту осуществления изобретения первая вторичная поверхность 220В первой стыковой планки 120 поэтому размещается таким образом, чтобы первая вторичная поверхность 220В и вторая основная сторона 110В тела 110 образовывали вторую плоскую и, по существу, непрерывную поверхность. Способ производства предпочтительно также содержит этап нанесения второго упрочняющего слоя 150 на вторую плоскую и, по существу, непрерывную поверхность, при этом второй упрочняющий слой 150 покрывает вторую основную сторону 110В и первую вторичную поверхность 220В.
Соответственно, вторая стыковая планка 130 предпочтительно выполнена со второй проксимальной краевой поверхностью напротив второй краевой стороны 113 таким образом, чтобы вторая первичная поверхность и вторая основная сторона 110В тела 110 образовывали продолжение второй плоской и, по существу, непрерывной поверхности. Затем второй упрочняющий слой 150 наносится на продолженную, вторую плоскую и, по существу, непрерывную поверхность таким образом, чтобы второй упрочняющий слой 150 покрывал вторую основную сторону 110В, первую вторичную поверхность и вторую вторичную поверхность.
Для того чтобы подвести итог, мы теперь опишем общий способ производства согласно изобретению со ссылкой на последовательность операций, показанную на фигуре 3.
На первом этапе 310 выполняют механическую обработку поверхности первой краевой стороны тела, например, с помощью распиловки, резки или фрезеровки. После этого, на втором этапе 320 наносят первый слой для обработки поверхности, такой как первичный краситель, клей или так называемый праймер, на первую краевую сторону. На последнем этапе 330 размещают первую стыковую планку вдоль первой краевой стороны с помощью первой проксимальной поверхности, которая является плоской, напротив первой краевой стороны. Кроме того, первичную поверхность первой стыковой планки размещают на уровне с первой основной стороной первой основной стороны тела таким образом, чтобы первая и, по существу, непрерывная поверхность была образована с помощью первой основной стороны тела и первичной поверхности. На заключительном этапе 340 наносят первый упрочняющий слой на первую плоскую и, по существу, непрерывную поверхность таким образом, чтобы первый упрочняющий слой покрывал всю первую основную сторону всей первой первичной поверхности.
Изобретение не ограничено вариантами осуществления, которые были описаны выше со ссылками на фигуры, однако в него можно легко вносить изменения в пределах объема следующей формулы изобретения.
Строительная панель и способ монтажа
Машина и способ изготовления строительной панели
Трубный узел для трубопровода для газообразной среды
Строительная панель и способ монтажа
Машина и способ изготовления строительной панели
Трубный узел для трубопровода для газообразной среды
Способ управления для инжекционного формования
Устройство и способ для наполнения контейнера продуктом
Устройство и способ для наполнения контейнера продуктом
Устройство и способ для наполнения контейнера продуктом

