Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 325×31-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных товарных труб размером 325×31-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10Х9МФБ-Ш и может быть использовано на ТПУ 8-16′′ с пилигримовыми станами при производстве товарных труб размером 325×31-60 мм.
В практике трубопрокатного производства существует способ изготовления котельных труб большого и среднего диаметров из кованых заготовок сталей марок 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12Х11 В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2 с заданными требованиями по механическим свойствам, включающий отливку слитков, ковку их в поковки (уплотнение структуры) с уковом ≥2,5, механическую обработку поковок в заготовки (обточку со съемом металла 10-15 мм на сторону), сверление в заготовках центрального отверстия диаметром 100±5 мм для удаления центральной ликвационной пористости и неметаллических включений, нагрев заготовок до температуры пластичности, прошивку заготовок в станах поперечно-винтовой прокатки в гильзы, прокатку гильз в трубы диаметром 245-550 мм на пилигримовой установке 8-16′′ с допуском по диаметру +1,25/-1,0 и толщине стенки +20/-5% (ТУ 14-1-2560-78 «Заготовка трубная кованая для котельных труб», ТУ 14-3-460-2003 и ТУ 14-3Р-55-2001 «Трубы стальные бесшовные для паровых котлов и трубопроводов» и ТУ 14-3-420-75 «Трубы для паровых котлов и трубопроводов из стали 15ГС и 15Х1М1Ф»).
Недостатком указанного способа является высокая энергоемкость процесса, связанная с нагревом и деформацией (ковкой) слитков в поковки с последующей обточкой и сверлением центрального отверстия, нагревом заготовок до температуры пластичности, прошивкой и прокаткой их в трубы на пилигримовых станах с допуском по диаметру +1,25/-1,0% и стенке +20/-5%, повышенный расходный коэффициент металла при переделе слиток-поковка-заготовка-труба и, как следствие, высокая стоимость труб, а также то, что данная марка стали хотя и включена в ТУ14-3Р-55-2001, но трубы до последнего момента из нее не производились.
В трубном производстве известен способ изготовления газлифтных труб большого диаметра из слитков стали 09Г2С выплавки ЭШП и ВДП (Патент RU №2119395, кл. В21В 19/04), где деформацию слитков в прошивном стане ведут вдоль расположения кристаллов, задавая слитки в стан головной частью, и прошивают с посадом по диаметру на величину D=2SI, (l-sinα)/SC, где SI, - толщина стенки гильзы, мм; SC - толщина стенки сверленого слитка ЭШП, мм; α - угол наклона фронта кристаллизации к оси слитка, град.
Недостатком указанного способа изготовления труб большого диаметра из слитков ЭШП и ВДП стали марки 09Г2С является необходимость изготовления макротемплетов для определения угла наклона фронта кристаллизации к оси слитка, а прошивка слитков усадочной (головной) частью вперед приводит к образованию дефектов в виде внутренних плен на передних концах гильз.
В трубном производстве известен также способ производства котельных труб большого диаметра из слитков ЭШП (Патент RU №2180874, кл. В21В 19/04), обеспечивающий уменьшение энергозатрат, снижение расхода металла и, как следствие, снижение стоимости котельных труб за счет использования слитков большого диаметра и ведения процесса прошивки с посадом по диаметру, равным 8-16%.
Недостатками данного способа являются то, что из-за малой мощности привода прошивного стана ОАО «ЧТПЗ» слитки-заготовки ЭШП из данной марки стали прошить с посадом по диаметру 8-16% не представляется возможным.
В трубном производстве известен способ производства горячекатаных передельных и товарных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами (Патент RU №2278750, кл. В21В 21/00), включающий обточку слитков ЭШП и кованых заготовок, сверление центрального отверстия диаметром 100±5 мм, нагрев их до температуры пластичности, прошивку с последующей раскаткой в стане поперечно-винтовой прокатки в гильзы и прокатку гильз на пилигримовом стане в горячекатаные передельные или товарные трубы с относительно толстой стенкой, при этом первую прошивку слитков ЭШП и кованых заготовок в стане поперечно-винтовой прокатки производят донным концом вперед, а вторую прошивку-раскатку - усадочным концом вперед, прокатку труб на пилигримовом стане производят из гильз с отношением диаметра к толщине стенки D/S=6,5-8,0 с вытяжкой µ≤4,5.
Недостатком данного способа является то, что он включает нагрев слитков-заготовок ЭШП и заготовок до температуры пластичности, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки, повторный нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку в стане поперечно-винтовой прокатки в гильзы с последующей прокаткой их на пилигримовом стане в товарные или передельные трубы. Двойной нагрев приводит к двойному угару металла, а прошивка слитков-заготовок ЭШП и заготовок в гильзы-заготовки с последующей раскаткой их в гильзы приводит к потере производительности пилигримовой установке ≈ в 2 раза, а следовательно, к повышению стоимости товарных и передельных труб. Распространяется данный способ на производство бесшовных горячедеформированных передельных и товарных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из труднодеформируемых марок стали и сплавов и не предусматривает производство котельных труб из слитков-заготовок ЭШП стали 10Х9МФБ-Ш.
Наиболее близким техническим решением является способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков-заготовок электрошлакового переплава и непрерывно-литых заготовок (Патент RU №2322314, кл. В21В 19/04), предусматривающий прошивку слитков-заготовок ЭШП и НЛЗ в станах поперечно-винтовой прокатки с посадом по диаметру в зависимости от марки стали и суммарной вытяжки при переделе слиток-заготовка электрошлакового переплава - труба или непрерывно-литая заготовка-труба, при этом значения величин посада по диаметру слитков-заготовок электрошлакового переплава при прошивке в станах поперечно-винтовой прокатки определяют из выражения Δi,эшп=ki,эшпµiΣ, где Δi,эшп - значения величин посада по диаметру при прошивке в станах поперечно-винтовой прокатки слитков-заготовок ЭШП i-той марки стали, %; µiΣ,=µпр.µп. - суммарный коэффициент вытяжки при прокатке труб i-го размера; ki,эшп - коэффициент, учитывающий величину посада по диаметру при прошивке гильз из слитков-заготовок ЭШП i-той марки стали, %; µпр. - коэффициент вытяжки при прошивке гильз под прокатку труб i-го размера; µп. - коэффициент вытяжки при прокатке труб j-го размера на пилигримовом стане, при этом коэффициенты ki,эшп для разных марок стали варьируются от 24 до 40.
Недостатком данного способа является то, что он очень сложен для производства, так как под каждый размер труб необходимы свои размеры слитков-заготовок ЭШП, распространяется данный способ на производство бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из углеродистых марок стали и не предусматривает производство котельных труб из слитков-заготовок ЭШП стали марки 10Х9МФБ-Ш. В настоящее время заводами России, а именно ОАО «ЗМЗ» и ОАО «Мечел» освоено производство слитков-заготовок ЭШП из стали марки 10Х9МФБ-Ш размером 490×1750±50 мм.
Трубы диаметром 325 мм в России можно производить только на ТПУ 8-16′′ с пилигримовыми станами и на стане ХПТ 450.
Задачей предложенного способа (изобретения) является освоение на ТПУ 8-16′′ с пилигримовыми станами производства бесшовных горячекатаных товарных труб из стали марки 10Х9МФБ-Ш размером 325×31-60 мм из слитков-заготовок ЭШП размером 490×100×1750±50 мм, отвечающих требованиям ТУ 14-3Р-55-2001 и ТУ 14-3-460-2003 по геометрическим размерам, с повышенными требованиями по механическим свойствам и снижение расхода металла при переделе слиток-заготовка ЭШП - товарная горячекатаная котельная труба размером 325×31-60 мм..
Технический результат достигается тем, что способ производства бесшовных труб размером 325×31-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш включает выплавку электрошлаковым переплавом слитков, их обточку в слитки-заготовки размером 490×100×1750±50 мм, нагрев слитков-заготовок до температуры пластичности, прошивку в стане поперечно-винтовой прокатки в гильзы размером от 500хвн.290×2330-2450 до 500хвн.240×2000-2100 мм на оправках диаметром от 275 до 225 мм с вытяжками от µ=1,36 до µ=1,17 и подъемом по диаметру 1,9-2,1%, прокатку гильз на ТПУ 8-16′′ с пилигримовыми станами в товарные трубы размером 325×31×7100-7600 - 325×60×4000-4300 мм с вытяжками от µ=4,54 до µ=2,51 и обжатием по диаметру 35,0%, разрезку, термообработку, травление, правку, ультразвуковой контроль и приемку с допуском по диаметру +1,25/-1,0% и стенке +15/-5%.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства бесшовных труб размером 325×31-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, отличается от известного тем, что выплавку слитков производят электрошлаковым переплавом, их обточку в слитки-заготовки размером 490×100×1750±50 мм, нагрев слитков-заготовок до температуры пластичности, прошивку в стане поперечно-винтовой прокатки в гильзы размером от 500хвн.290×2330-2450 до 500хвн.240×2000-2100 мм на оправках диаметром от 275 до 225 мм с вытяжками от µ=1,36 до µ=1,17 и подъемом по диаметру 1,9-2,1%, прокатку гильз на ТПУ 8-16′′ с пилигримовыми станами в товарные трубы размером 325×31×7100-7600 - 325×60×4000-4300 мм с вытяжками от µ=4,54 до µ=2,51 и обжатием по диаметру 35,0%, разрезку, термообработку, травление, правку, ультразвуковой контроль и приемку с допуском по диаметру +1,25/-1,0% и стенке +15/-5%. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
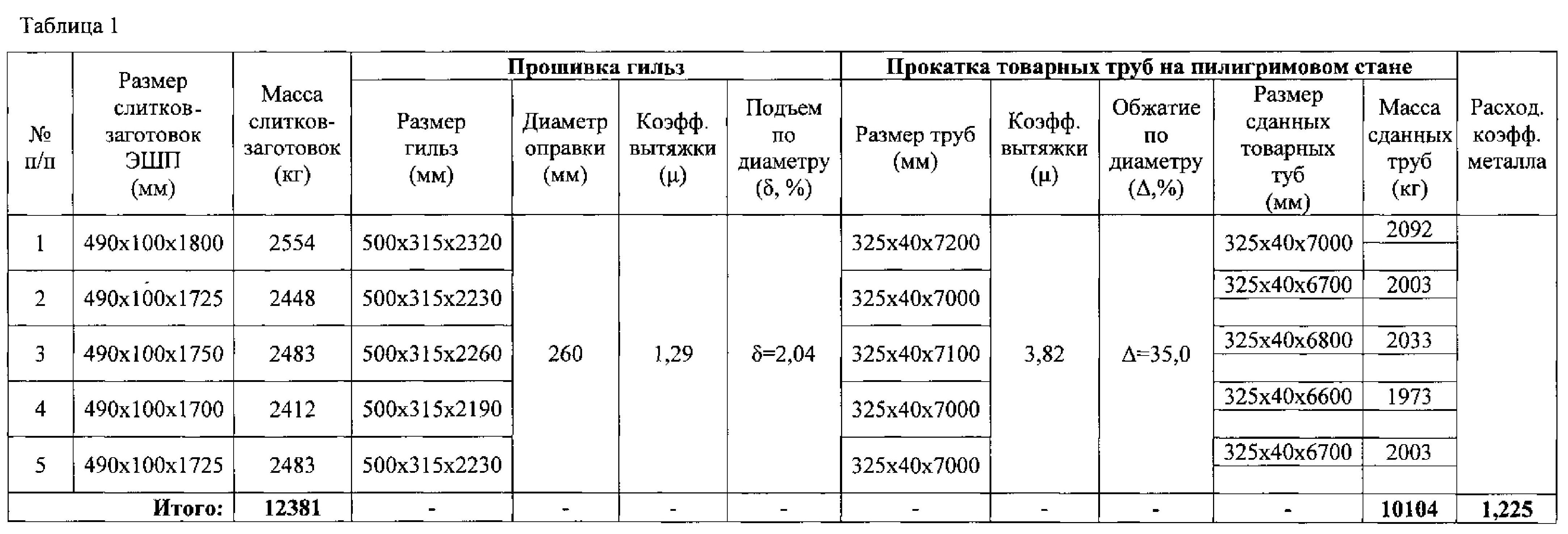
Так как трубы размером 325×31-60 мм из стали марки 10Х9МФБ-Ш до настоящего времени не производились, то сравнительную прокатку провести не представляется возможным. В качестве представительного размера труб принят 325×40 мм. Слитки-заготовки размером 490×100×1700-1800 мм были нагреты в методической печи до температуры 1180-1190°С: прошиты в станах поперечно-винтовой прокатки в гильзы размером 500хвн.275×2190-2320 мм на оправке диаметром 260 мм с вытяжкой µ=1,29 и подъемом по диаметру δ=2,04%. Прокатку гильз на ТПУ 8-16′′ с пилигримовыми станами производили в товарные трубы размером 325×40×7000-7200 мм с вытяжкой µ=3,82 и обжатием по диаметру 35,0%. На прокате от труб пилой горячей резки были удалены затравочные концы и пилигримовые головки. После травления, правки, ультразвукового контроля трубы были приняты с допуском по диаметру ±1,0 и стенке +15/-5%.
Данные по прокатке и результатам сдачи товарных труб размером 325×40 мм на ТПУ 8-16′′ с пилигримовыми станами из слитков-заготовок ЭШП размером 490×100×1750±50 мм стали марки 10Х9МФБ-Ш приведены в таблице 1, а механическим свойствам металла и геометрическим размерам труб приведены в таблице 2. Из таблицы 1 видно, что в производство было задано 5 слитков-заготовок ЭШП размером 490×100×1750±50 мм общей массой 12381 кг, поставки ОАО «Мечел». Слитки-заготовки были нагреты в методической печи до температуры до температуры 1180-1190°С, а затем прошиты в стане поперечно-винтовой прокатки в гильзы размером 500хвн.275×2190-2320 мм на оправке диаметром 260 мм с вытяжкой µ=1,29 и подъемом по диаметру δ=2,04%. Гильзы прокатаны на ТПУ 8-16′′ с пилигримовыми станами в товарные трубы размером 325×40×7000-7200 мм с вытяжкой µ=3,82 и обжатием по диаметру Δ=35,0%. Затем трубы были протравлены, выправлены на прессе; прошли ультразвуковой контроль и приняты в соответствии с ТУ 14-3Р-55-2001 с допуском по диаметру ±1,0 и стенке +15/-5%. Масса сданных труб составила 10104 кг, а расходный коэффициент металла 1,225. Сравнительную прокатку не производили, т.к. трубы данного сортамента из стали марки 10Х9МФБ-Ш в России не производились в виду отсутствия технологии для их производства.
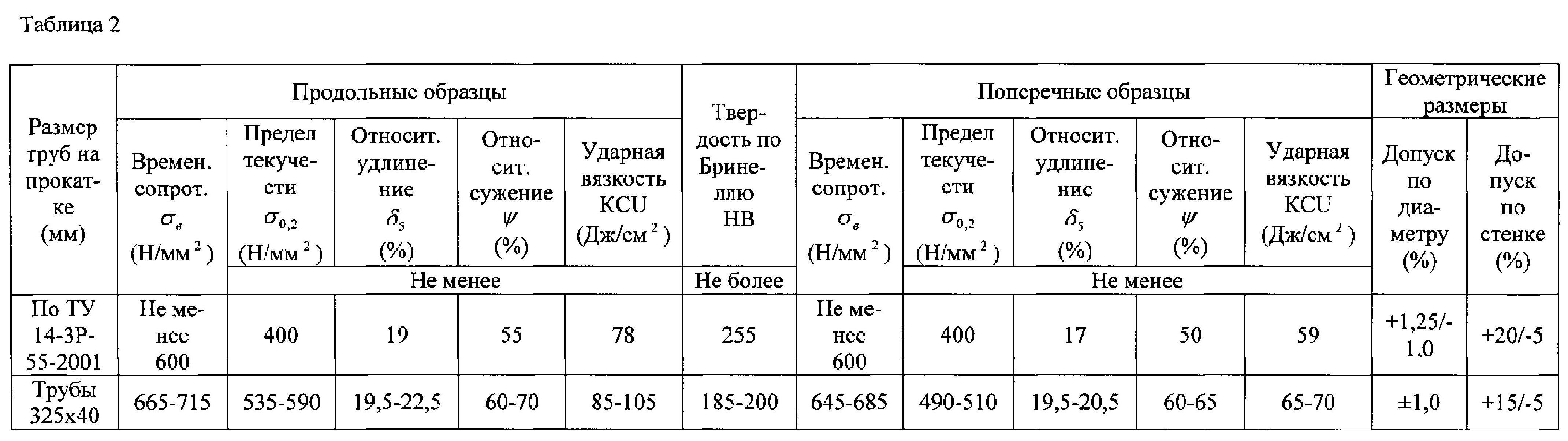
В таблице 2 приведены данные по механическим свойствам металла и геометрическим размерам труб, прокатанных из слитков-заготовок ЭШП по предлагаемой технологии, которые выше чем по ТУ 14-3Р-55-2001, что, в свою очередь, дает гарантированную возможность снизить плюсовое поле допуска по толщине стенки и установить допуск +15/-5 вместо существующего +20/-5%. А так как качество металла слитков-заготовок ЭШП значительно лучше, то основной критерий котельных труб длительная прочность будет значительно выше.
Таким образом, использование предложенного способа позволит впервые в России осуществить производство бесшовных горячекатаных труб размером 325×31-60 мм на ТПУ8-16′′ с пилигримовыми станами из слитков-заготовок ЭШП стали 10Х9МФБ-Ш размером 490×100×1750±50 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара с механическими свойствами металла труб превышающими значения, приведенные в ТУ 14-3Р-55-2001.
Данные по прокатке и результатам сдачи товарных труб размером 325×40 мм на ТПУ 8-16′′ с пилигримовыми станами из слитков-заготовок ЭШП размером 490×100×1750±50 мм стали марки 10Х9МФБ-Ш
Данные по механическим свойствам металла труб размером 325×40 мм из стали 10Х9МФБ-Ш при комнатной температуре и геометрическим размерам
Способ штамповки с обкаткой и устройство для его осуществления
Способ получения закругленной кромки детали, устройство для его осуществления и боек, используемый в этом устройстве
Способ изготовления йодированных молочных сывороточных белков для получения биологически активного вещества
Жаропрочная сталь
Система для автоматического измерения объемного газосодержания и вихревой дегазации бурового раствора
Способ производства конусных длинномерных полых металлических изделий горячей прокаткой
Способ производства передельной прямошовной трубной заготовки из сплавов на основе титана для прокатки холоднокатаных труб большого и среднего диаметров с повышенной точностью по стенке
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков эшп и нлз
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ прошивки заготовок из стали с содержанием бора до 2%
Способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами
Способ многодуговой сварки под флюсом
Способ производства передельных труб из слитков эшп низкопластичных сталей с содержанием бора более 1,3%

