Результат интеллектуальной деятельности: СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ
Вид РИД
Изобретение
Изобретение относится к ручной электродуговой сварке модулированным током электродами с покрытием заполняющих слоев сварного шва и облицовочных швов.
Известен способ ручной электродуговой сварки плавящимся электродом модулированным током корневого шва (патент РФ №2322331) с наложением на ток паузы дополнительных импульсов тока, следующих с частотой не менее 50 Гц и длительностью, устанавливаемой в зависимости от диаметра электрода и его конкретной марки в диапазоне от 2 до 7 мс. При этом длительность основных импульсов тока, являющихся прожигающими, ограничивают до величины, обеспечивающей сквозное проплавление с образованием технологического окна в виде «замочной скважины». Управление формированием «замочной скважины» осуществляют путем изменения частоты следования основных импульсов по программе или автоматически в обратно пропорциональной зависимости отклонения среднего напряжения дуги от заданного.
Недостатками являются:
- при сварке соединений, имеющих конфигурацию щелевой разделки, происходит набрызгивание расплавленного металла на кромки свариваемых деталей, которое затрудняет перемещение покрытого электрода вдоль линии стыка;
- данный способ пригоден для сварки корневых швов и изделий малой толщины. При этом основное плавление электродного материала возложено на дополнительные импульсы, протекающие на интервале основной паузы. Основной импульс сварочного тока выполняет функцию прожигающего импульса исключительно для образования и поддержания технологического отверстия в виде «замочной скважины». При сварке заполняющих и облицовочных швов, вследствие незначительного расплавления электродного материала во время основного импульса, процесс имеет относительно низкую производительность.
Известен способ ручной электродуговой сварки плавящимся электродом модулированным током корневого шва, патент РФ №2371288, прототип, в котором на ток паузы налагают дополнительные импульсы сварочного тока, следующие с частотой не менее 50 Гц. Длительность дополнительных импульсов устанавливают в зависимости от диаметра электрода и его конкретной марки в диапазоне от 2 до 7 мс. При этом длительность основных импульсов тока, являющихся прожигающими, ограничивают до величины, обеспечивающей сквозное проплавление с образованием технологического окна в виде «замочной скважины». Управление формированием «замочной скважины» осуществляют путем изменения частоты следования основных импульсов по программе или автоматически в обратно пропорциональной зависимости отклонения среднего напряжения дуги от заданного.
Данный способ имеет следующие недостатки:
- при сварке заполняющих и облицовочных швов процесс имеет относительно низкую производительность, следствие - увеличение продолжительности сварки;
- в связи с тем, что длительность дополнительных импульсов, протекающих в интервале основной паузы, равна длительности дополнительных импульсов, протекающих в серии, возможность настройки параметров режима перед сваркой, а также автоматическое их изменение во время процесса сварки ограничены.
Задача - повышение производительности процесса при выполнении заполняющих и облицовочных швов в разных пространственных положениях.
Поставленная задача достигается тем, что в способе ручной электродуговой сварки плавящимся электродом модулированным током, при котором на ток паузы налагают дополнительные импульсы сварочного тока (fд.и), следующие с частотой не менее 50 Гц, длительность дополнительных импульсов устанавливают в зависимости от диаметра электрода и его конкретной марки в диапазоне от 2 до 7 мс, длительность основных импульсов тока (tосн.и) формируют в виде серий дополнительных импульсов (t′д.и), амплитуду дополнительных импульсов устанавливают равной номинальному значению сварочного тока для каждого диаметра электрода и его конкретной марки, частоту следования дополнительных импульсов в серии устанавливают в диапазоне 200…130 Гц, частоту следования серий дополнительных импульсов изменяют по программе или автоматически в обратно пропорциональной зависимости отклонения среднего напряжения дуги от заданного, при этом длительность дополнительных импульсов в сериях (t′д.и) увеличивают до максимально возможной, а длительность серий дополнительных импульсов (tосн.и) увеличивают до величины, обеспечивающей большее количество наплавленного металла, длительность дополнительных импульсов, протекающих в интервале основной паузы (tд.и), автоматически уменьшают до минимально возможной.
При данном алгоритме изменения сварочного тока основное плавление покрытого электрода возложено на интервал протекания серий дополнительных импульсов, что существенно позволяет повысить производительность сварки заполняющих и облицовочных швов в разных пространственных положениях при обеспечении лучших сварочно-технологических свойств покрытых электродов.
На фиг.1 показан способ ручной электродуговой сварки плавящимся электродом модулированным током и приняты следующие обозначения:
Iд.и - амплитудное значение сварочного тока дополнительных импульсов в серии и на интервале протекания тока паузы;
Iкз - амплитудное значение сварочного тока при коротком замыкании металлов капли и сварочной ванны во время дополнительных импульсов;
Iп - ток паузы при горении дуги;
Iкз.п - ток паузы при коротком замыкании;
tд.и - продолжительность дополнительного импульса сварочного тока на интервале протекания основной паузы;
 - продолжительность дополнительного импульса сварочного тока в серии;
- продолжительность дополнительного импульса сварочного тока в серии;
tосн.и - продолжительность серии дополнительных импульсов;
tосн.п - продолжительность основной паузы;
Тд.и - период следования дополнительных импульсов сварочного тока налагаемых на ток паузы с частотой не менее 50 Гц;
 - период следования дополнительных импульсов в серии.
- период следования дополнительных импульсов в серии.
Производительность процесса плавления покрытого электрода можно оценить по среднему значению мощности за цикл модуляции способа, в котором основной импульс сварочного тока сформирован в виде серии дополнительных импульсов. Для способа сварки, взятого в качестве прототипа, среднее значение мощности определяется по формуле [см. Деменцев К.И. Повышение эффективности работы сварочных преобразователей инверторного типа за счет модуляции сварочного тока: Автореферат дис.…канд. техн. наук. - Барнаул, 2010, 20 с.]:

При сварке предлагаемым способом:

где Iд.и - амплитудное значение тока дополнительных импульсов;
Iп - амплитудное значение тока паузы;
 - эффективное анодное падение напряжения, соответствующее амплитудному значению тока дополнительных импульсов, протекающих в сериях и в интервале основной паузы;
- эффективное анодное падение напряжения, соответствующее амплитудному значению тока дополнительных импульсов, протекающих в сериях и в интервале основной паузы;
 - то же, соответствующее току паузы;
- то же, соответствующее току паузы;
n - количество налагаемых дополнительных импульсов на ток паузы;
n1 - количество дополнительных импульсов в серии, формирующих основной импульс сварочного тока;
m - количество промежуточных пауз между дополнительными импульсами;
m1 - количество промежуточных пауз в серии между дополнительными импульсами;
tд.п - продолжительность паузы между дополнительными импульсами сварочного тока;
 - продолжительность паузы между дополнительными импульсами сварочного тока протекающих в серии;
- продолжительность паузы между дополнительными импульсами сварочного тока протекающих в серии;
tосн.и - длительность серии дополнительных импульсов;
tосн.п - длительность основной паузы.
Для сравнительной оценки средней мощности, идущей на плавление покрытого электрода, приняты следующие условия и значения вышеперечисленных параметров:
- электроды УОНИ-13/55 диаметром 3 мм;
- среднее значение мощности, идущей на плавление покрытого электрода, оценивается за один период следования серий дополнительных импульсов;
- амплитудное значение тока дополнительных импульсов, при котором обеспечиваются лучшие сварочно-технологические свойства электродов УОНИ-13/55 диаметром 3 мм: Iд.и≈170 А [Князьков А.Ф., Деменцев К.И., Князьков В.Л. Определение скорости плавления покрытых электродов при ручной дуговой сварке модулированным током // Сварочное производство. - 2009. - №5. - С.3-7];
- значение тока паузы: Iп≈30 А;
- эффективное анодное падение напряжения, соответствующее амплитудному значению тока дополнительных импульсов, протекающих в сериях и в интервале основной паузы:
≈9,5 В [источник тот же];
- эффективное анодное падение напряжения, соответствующее значению тока паузы:  ≈6 В [источник тот же];
≈6 В [источник тот же];
- длительность серии дополнительных импульсов: tосн.и≈55 мс;
- длительность основной паузы: tосн.п≈200 мс;
- длительность дополнительного импульса в серии:
а) при сварке предлагаемым способом:  ≈6 мс;
≈6 мс;
б) при сварке способом, взятым в качестве прототипа: fд.и≈2 мс;
- длительность дополнительных импульсов, налагаемых на ток паузы, при сварке обоими способами: tд.и≈2 мс;
- продолжительность паузы между дополнительными импульсами сварочного тока, протекающих в серии:
а) при сварке предлагаемым способом:  ≈1 мс;
≈1 мс;
б) при сварке способом, взятым в качестве прототипа:  ≈5 мс;
≈5 мс;
- частота следования дополнительных импульсов в интервале протекания основной паузы: fд.и≈50 Гц;
- продолжительность паузы между дополнительными импульсами сварочного тока в обоих способах: fд.п≈18 мс;
- количество дополнительных импульсов в серии, формирующих основной импульс сварочного тока при обоих способах: n1=8 шт.;
- количество налагаемых дополнительных импульсов на ток паузы в обоих способах: n=10 шт.;
- количество промежуточных пауз в серии между дополнительными импульсами при сварке обоими способами: m1=7 шт.;
- количество промежуточных пауз между дополнительными импульсами при сварке обоими способами: m=9 шт.
Таким образом, среднее значение мощности, идущей на плавление покрытого электрода за цикл модуляции, при сравниваемых параметрах равно:
- при сварке способом, взятым в качестве прототипа:

- при сварке предлагаемым способом:

Представленный способ сварки обеспечивает следующие преимущества:
- увеличение длительности дополнительных импульсов в серии и уменьшение пауз между ними приводит к повышению производительности процесса сварки при сохранении условий плавления и переноса электродного металла;
- при уменьшении длительности дополнительных импульсов в интервале протекания основной паузы увеличивается глубина модуляции сварочного тока, что приводит к улучшению формирования заполняющего и облицовочного швов в разных пространственных положениях;
- расширяются возможности настройки параметров режима и их изменение в процессе сварки за счет незначительного изменения длины дуги при сохранении лучших сварочно-технологических свойств покрытых электродов.
Способ ручной электродуговой сварки плавящимся электродом модулированным током, включающий наложение на ток паузы дополнительных импульсов сварочного тока, следующих с частотой не менее 50 Гц, установление длительности дополнительных импульсов в зависимости от диаметра и материала электрода, формирование длительности основных импульсов тока в виде серий дополнительных импульсов, установление амплитуды дополнительных импульсов, равной номинальному значению сварочного тока для каждого электрода, а частоту следования дополнительных импульсов в серии - в диапазоне 200-300 Гц, при этом частоту следования серий дополнительных импульсов изменяют в обратно пропорциональной зависимости от величины отклонения среднего напряжения дуги от заданного значения, отличающийся тем, что длительность дополнительных импульсов в сериях устанавливают до 6 мс, длительность серии дополнительных импульсов устанавливают 55 мс, а длительность дополнительных импульсов, протекающих в интервале основной паузы, уменьшают до 2 мс.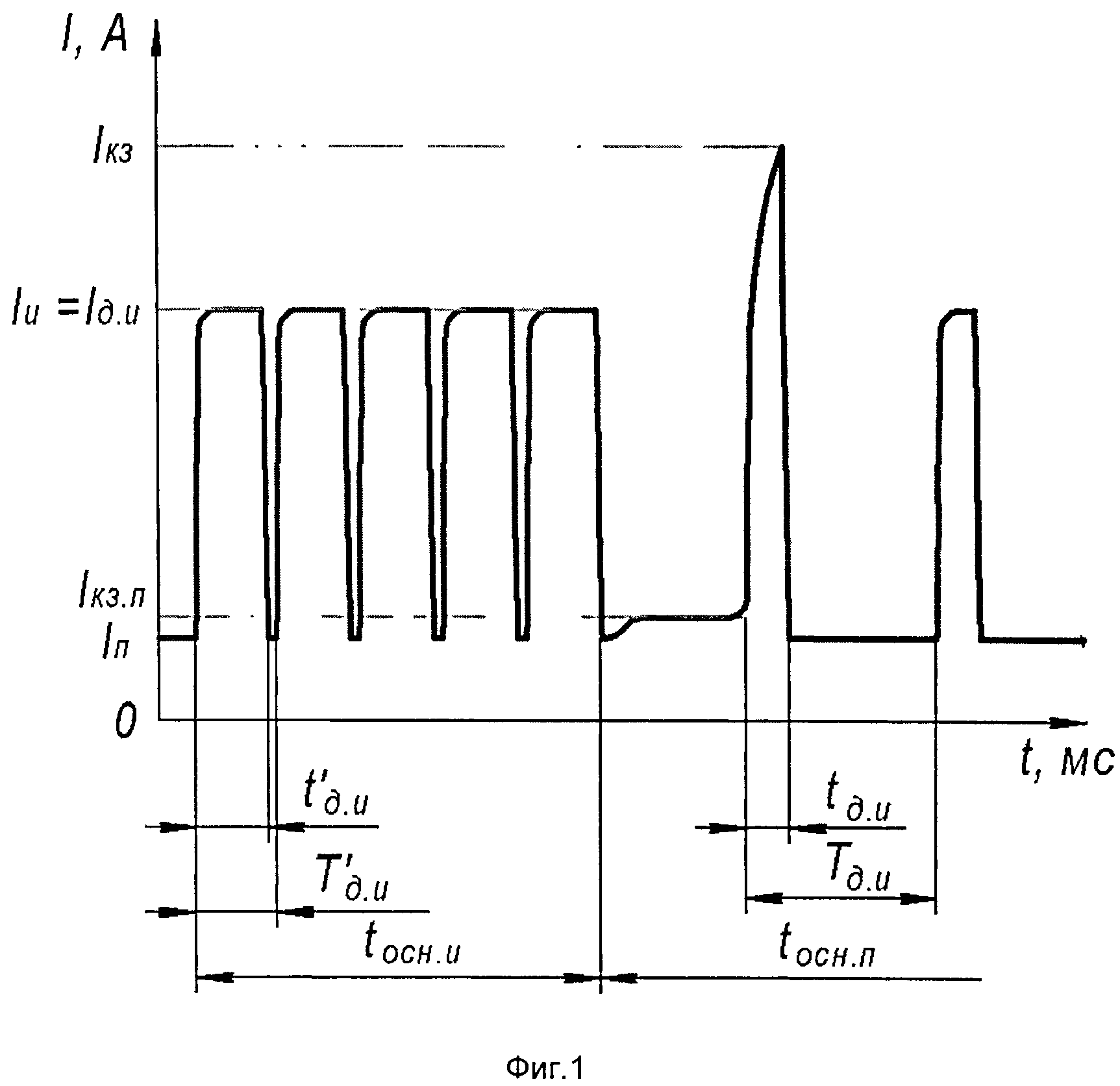
Способ иммобилизации биомолекул на поверхности магнитоуправляемых наночастиц железа покрытых углеродной оболочкой
Интерференционный переключатель резонансного свч компрессора
Устройство для измерения температуры
Вакуумно-дуговой генератор с жалюзийной системой фильтрации плазмы от микрочастиц
Способ оценки эффективности стимуляции антиоксидантной активности
Способ прогнозирования течения липидемии
Комплексный препарат для профилактики и лечения кишечных инфекций
Способ подземной газификации
Способ оценки прогрессирования атерогенности при ишемической болезни сердца
Способ получения нитрида циркония
Устройство управления асинхронным двигателем
Способ управления перемещением грузов и устройство для его реализации
Сырьевая смесь для изготовления пеностекла
Способ изготовления топливных брикетов из биомассы
Способ извлечения урана из руд
Способ получения наночастиц свинца
Способ управления активностью катализатора процесса дегидрирования высших н-парафинов
Способ определения осмия инверсионно-вольтамперометрическим методом в природном и техногенном сырье
Способ формирования субнаносекундных свч импульсов и устройство для его осуществления
Сверхпроводящий размыкатель

