Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к области композиционных материалов, содержащих полимерную матрицу, армированную волокнистой структурой, и, в частности, касается использования этих материалов для изготовления деталей авиационных конструкций или газотурбинных двигателей.
В области авиации постоянно ведутся поиски решений, направленные на уменьшение массы компонентов двигателей при одновременном сохранении их механических свойств на высоком уровне. В многоконтурном газотурбинном двигателе в настоящее время из композиционного материала выполняют картер вентилятора, который ограничивает контур воздушного потока, заходящего в двигатель, и внутри которого установлен ротор вентилятора. Он содержит обечайку, оборудованную на входе и на выходе радиальными поперечными наружными фланцами для монтажа и соединения с другими компонентами двигателя, в частности с профилем воздухозаборника на входе и с промежуточным картером на выходе. В картере установлены различные элементы, и он должен удерживать фрагменты, разлетающиеся в результате разрушения лопасти вентилятора.
Способ изготовления детали, такой как картер вентилятора, из композиционного материала включает в себя размещение волокнистой структуры на оправке, профиль которой соответствует профилю выполняемой детали. Волокнистое усиление можно выполнять, например, посредством трехмерного тканья с изменяющейся толщиной, как описано в патенте ЕР 1961923, зарегистрированном на имя заявителя. Волокнистое усиление представляет собой трубчатую волокнистую заготовку, образующую единую деталь с усиливающими частями, соответствующими фланцам картера. Процесс изготовления продолжают уплотнением и пропиткой структуры смолой и полимеризацией этой смолы для получения детали.
Изобретение касается способа изготовления, в котором пропитку волокнистого усиления осуществляют методом инжектирования RTM, что является сокращением от Resin Transfert Moulding. Согласно этому способу волокнистую структуру помещают и уплотняют в жесткой пресс-форме заданной геометрии, соответствующей форме получаемой детали, и смолу нагнетают внутрь пресс-формы, в которой, в случае необходимости предварительно создают вакуум. Пресс-форма содержит первую часть, образующую опору для волокнистой структуры, и контрформу, которую укладывают на волокнистую структуру. Структуру уплотняют посредством сближения стенок двух частей пресс-формы.
Процентное содержание волокон является важным параметром при разработке детали этого типа. В частности, для такой детали, как картер, имеющий конусный корпус и встроенные фланцы, важно, чтобы содержание волокон было высоким как в зоне корпуса, так и во фланцах. Поэтому уплотняющие усилия необходимо прикладывать в разных направлениях в зависимости от зон детали, стараясь при этом не препятствовать закрыванию пресс-формы и не нарушать целостности волокнистых усилений.
Конструкции известных пресс-форм для инжектирования, предназначенных для изготовления деталей этого типа, не позволяют прикладывать достаточные уплотняющие усилия в зонах фланцев. Действительно, контрформу, выполненную в единой детали, перемещают в направлении, перпендикулярном к главной поверхности опоры, и, следовательно, не все части опоры ориентированы должным образом относительно направления перемещения. В результате конечное расположение волокон в этих зонах не является оптимальным с точки зрения обеспечения механической прочности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является разработка способа изготовления цилиндрической детали, содержащей радиально ориентированные фланцы, позволяющего найти компромисс между максимальным процентным содержанием волокон, достигаемым в результате уплотнения волокнистой структуры, и оптимальной ориентацией волокон.
В связи с этим объектом изобретения является способ изготовления изделия из композиционного материала, содержащего полимерную матрицу, армированную волокнистой структурой, включающий в себя этапы, на которых волокнистую структуру укладывают на опору, образующую формовочную поверхность, закрывают ее контрформой и уплотняют упомянутую структуру посредством сближения поверхности контрформы и поверхности опоры, после чего в волокнистую структуру инжектируют полимерную матрицу, отличающийся тем, что, поскольку опора содержит цилиндрическую часть и стенку, ориентированную радиально относительно цилиндрической части, контрформа содержит две части, подвижные относительно друг друга, одну из которых перемещают в направлении оси цилиндрической части, а другую в направлении упомянутой радиальной стенки.
Преимуществом заявленного способа является возможность размещения и уплотнения волокон в соответствии с ожидаемым конечным результатом.
Поскольку в замкнутом пространстве пресс-формы ориентация волокон является оптимальной, то преимуществом способа является также возможность пропитки смолой в этой фиксированной конфигурации.
Дополнительным преимуществом является возможность сушки в конечной форме, если того требует волокнистое усиление. В частности, в случае заготовки из углеродных волокон инжектирование необходимо производить в сухую заготовку. С одной стороны, этап тканья предусматривает увлажнение волокон. С другой стороны, уплотнение заготовки в пресс-форме происходит легче при увлажненной заготовке. Обычный метод сушки для заготовки такого типа предусматривает сушку в вакууме. Основным недостатком этого метода является то, что он не позволяет производить уплотнение до конечной геометрической формы, причем уплотнение происходит неравномерно и приводит к короблению заготовки. Изобретение позволяет уплотнять заготовку до заданной геометрической формы, при этом материал находится в оптимальном состоянии для уплотнения, то есть является влажным. После этого необходимый этап сушки можно производить не опасаясь за структурную целостность заготовки.
Наконец, этот способ обеспечивает также надлежащую геометрию радиусов сопряжения между корпусом и фланцами.
Согласно варианту выполнения контрформа содержит главную часть, форма которой соответствует форме цилиндрической части опоры, и угол с первой стенкой, форма которой соответствует форме упомянутой радиальной стенки, располагаемый между упомянутой главной частью контрформы и упомянутой радиальной стенкой опоры, при этом контрформу и угол располагают таким образом, чтобы угол перемещался перпендикулярно в направлении упомянутой радиальной стенки опоры, когда контрформу перемещают в направлении цилиндрической части.
В частности, угол содержит вторую стенку, форма которой соответствует участку стенки цилиндрической части, смежному с участком упомянутой радиальной стенки, при этом угол имеет участок стенки с закругленным сечением между упомянутыми первой и второй стенками.
Для облегчения осуществления способа под упомянутой второй стенкой угла располагают металлический лист, чтобы улучшить скольжение угла по волокнистой структуре.
Согласно отличительному признаку, поскольку центральная часть контрформы содержит участок стенки, наклонный относительно упомянутой оси, угол содержит третью стенку, наклонную относительно упомянутой оси, при этом упомянутые участки стенки входят в контакт друг с другом, обеспечивая скольжение угла в направлении упомянутой радиальной стенки, когда контрформу перемещают в направлении цилиндрической части.
В частности, контрформа образована, по меньшей мере, двумя секторами цилиндра. Согласно предпочтительному варианту выполнения опора содержит цилиндрическую часть и две радиально ориентированные стенки с двух сторон от цилиндрической части. Эти две стенки образуют фланцы картера.
Контрформу сближают с поверхностью пресс-формы таким образом, чтобы уплотнить волокнистую структуру и уменьшить толщину последней как в радиальном направлении относительно оси цилиндрической части, так и перпендикулярно к поверхности опоры после установки на место контрформы.
Способ применяют, в частности, для изготовления картера газотурбинного двигателя.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания, приводимого со ссылками на прилагаемые чертежи, на которых:
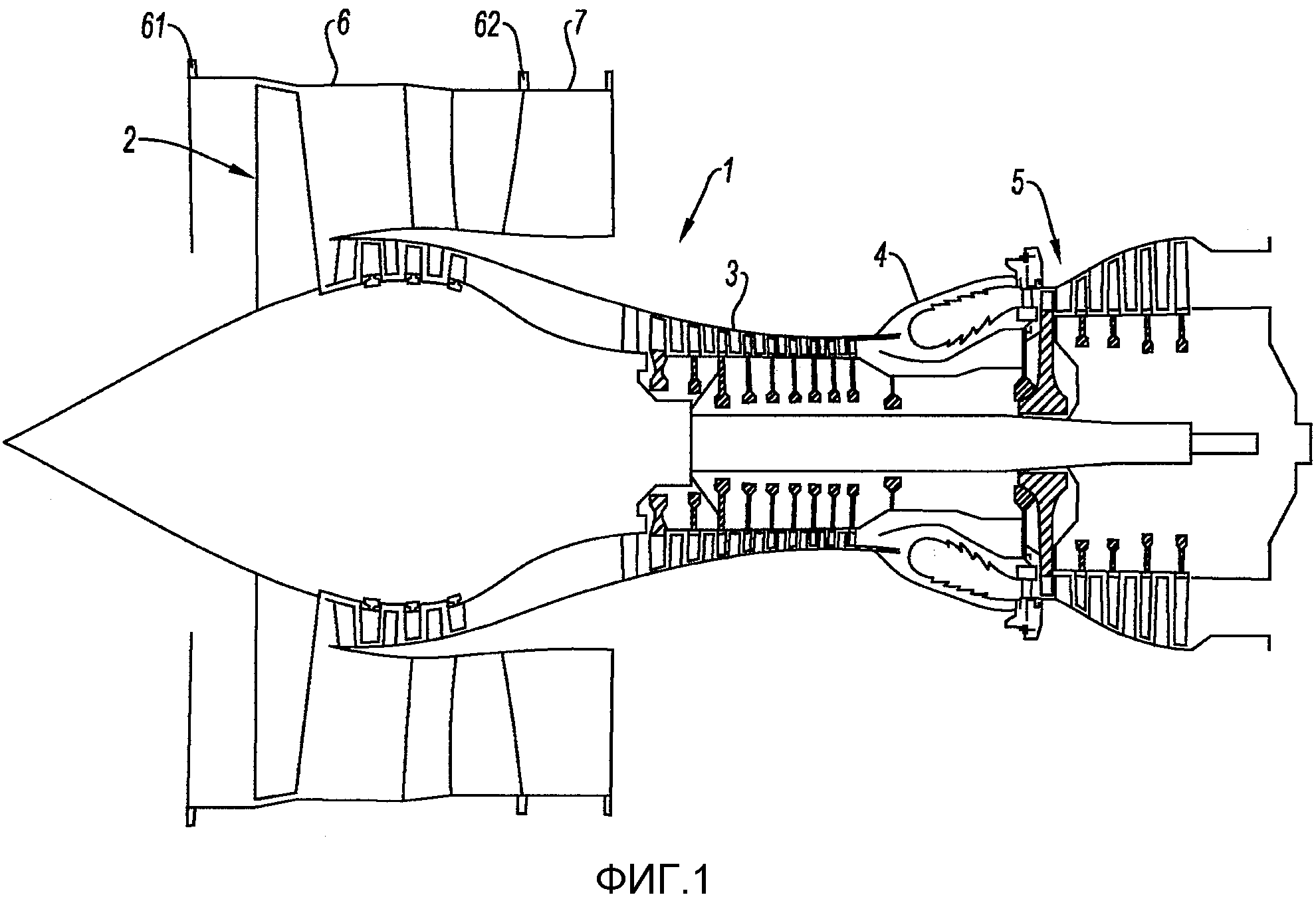
фиг.1 изображает схематичный вид в осевом разрезе газотурбинного двигателя с передним вентилятором;
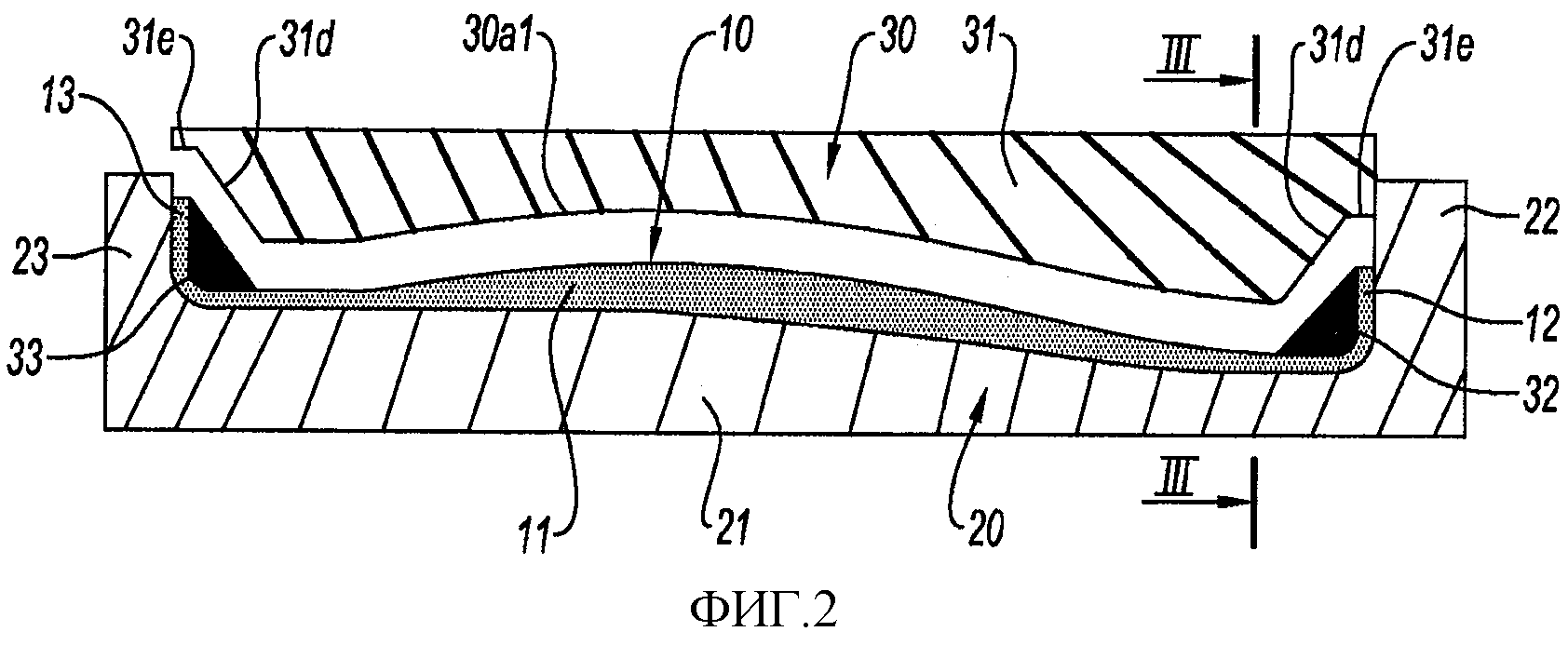
фиг.2 - вид в осевом разрезе половины пресс-формы для изготовления картера вентилятора;
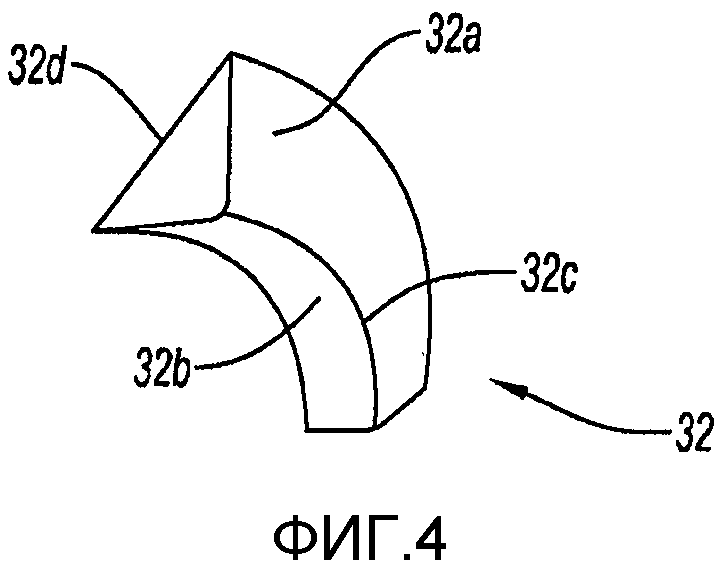
фиг.3 - фронтальный вид пресс-формы в разрезе по линии III-III фиг.2;
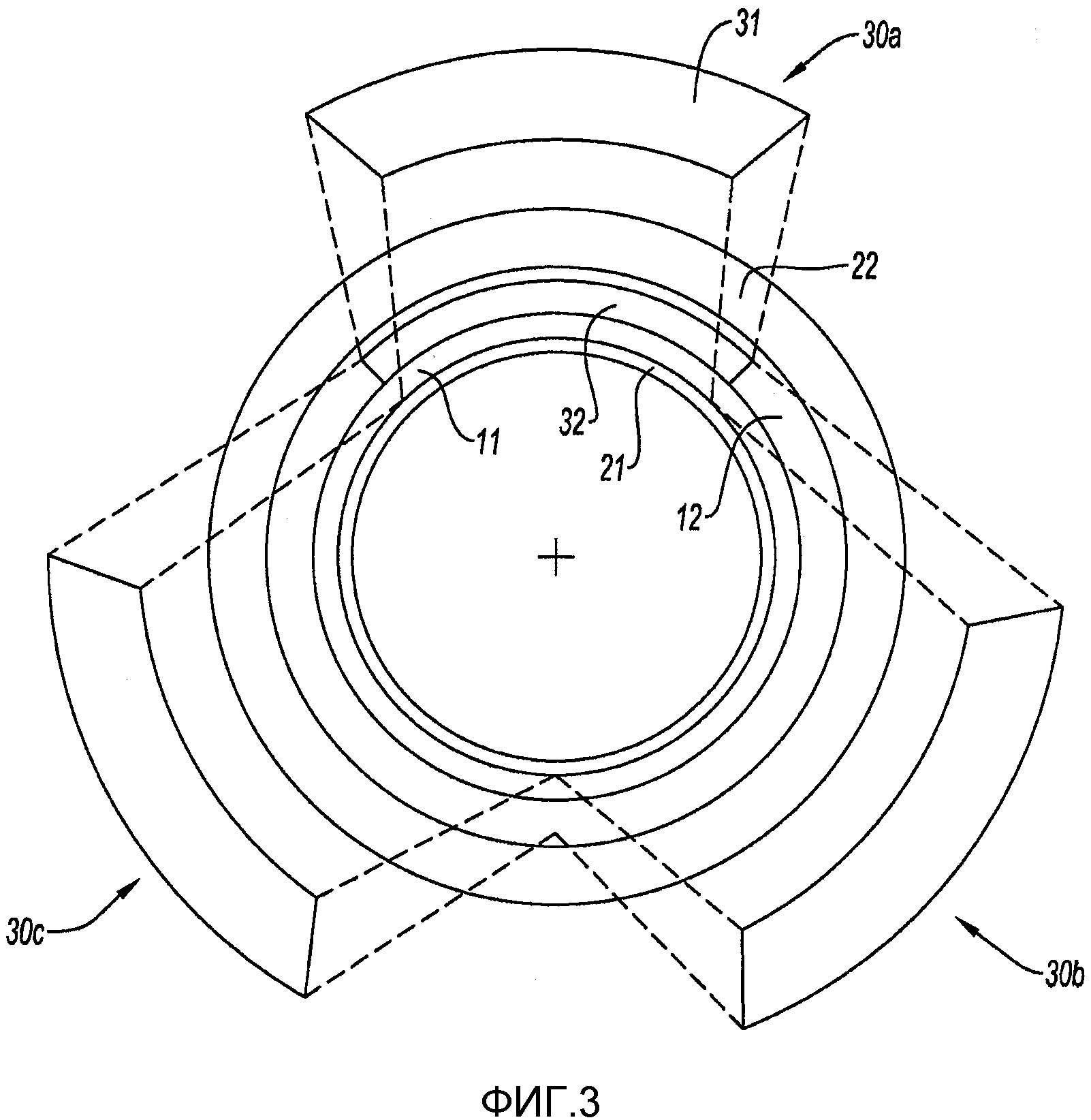
фиг.4 - вид в изометрии углового элемента контрформы.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение находит свое применение для изготовления картера вентилятора двухконтурного турбореактивного двигателя, схематично представленного на фиг.1. От входа к выходу в направлении потока газов двигатель содержит передний вентилятор 2 на входе двигателя, компрессор наддува, компрессор ВД 3; камеру 4 сгорания и турбины 5 высокого и низкого давления. Вентилятор 2 приводится во вращение турбиной НД и вращается внутри картера 6 вентилятора. Картер вентилятора ограничивает объем воздуха, поступающего в двигатель. Часть этого воздуха, образующая первичный поток, направляется внутрь двигателя, где она подвергается сжатию последовательно компрессором наддува и компрессором ВД. Он поступает в камеру 4 сгорания, где его энергия увеличивается в результате сжигания топлива. Производимые газы расширяются в последовательных турбинных ступенях 5, затем выбрасываются наружу. Другая часть воздуха образует вторичный поток, который выбрасывается в атмосферу напрямую или после смешивания с первичным потоком в зависимости от типа двигателя. Двигатель показан без охватывающей его гондолы. Картер 6 вентилятора имеет цилиндрическую и по существу усеченную конусную форму с двумя фланцами: одним 61 на входе и другим 62 на выходе. Передний фланец 61 содержит средства крепления на непоказанном обтекателе воздухозаборника. Задний фланец соединяет картер с конструктивным картером 7, называемым промежуточным картером.
Предпочтительно этот картер выполняют из композиционного материала с волокнистым усилением, уплотненным матрицей. Волокнистым материалом может быть, например, углерод, арамид, стекло или другой материал, а матрица является полимером, таким как эпоксид, бисмалеимид или полиимид.
Волокнистое усиление формируют посредством намотки волокнистой ткани на оправке.
На фиг.2 показан пример устройства для формования картера. Опора 20 имеет наружную кольцевую поверхность такого же профиля, как и выполняемая деталь, то есть в данном случае внутренняя поверхность картера вентилятора. Эта опора содержит цилиндрическую часть 21 в виде оправки и имеет две поперечные щеки 22 и 23, форма которых позволяет получить фланцы картера. В рамках способа волокнистое усиление располагают вокруг оправки, чтобы получить заготовку 10. Вариант выполнения заготовки не является ограничительным. Ее можно выполнять посредством наматывания отдельных полотен, наложенных друг на друга таким образом, чтобы получить необходимую толщину, или посредством наматывания одного полотна в виде нескольких витков. Полотна могут быть плетеными или ткаными; заготовку можно также выполнить посредством надевания плетеной или тканой манжеты вокруг оправки или посредством наматывания волокон вокруг оправки.
Заготовка 10 содержит центральную часть 11, толщина которой не является постоянной по всей ее длине, в частности предусмотрены утолщения на той части вдоль оси, которая должна находиться напротив поверхности, обдуваемой лопастями вентилятора. Эти утолщения позволяют получить усиление, которое может поглощать удары фрагментов или других предметов в результате разрушения лопастей. Заготовка расположена также вдоль двух концевых щек в виде двух радиальных участков 12 и 13, образующих фланцы.
Изготовление детали продолжают установкой контрформы 30 на заготовку таким образом, чтобы получить объем, в который инжектируют полимер матрицы, в случае необходимости используя источник разрежения. В данном примере эта контрформа состоит из трех частей 30а, 30b и 30с, как показано на фиг.3; внутренняя сторона 30а1, 30b1 и 30с1 контрформы соответствует форме, которую необходимо придать наружной поверхности детали. Каждую из частей укладывают между двумя концевыми щеками 22 и 23. После установки на место все три части образуют замкнутый объем вместе с цилиндрической частью 21 и двумя щеками 22 и 23.
Как показано на фиг. 2, внутренний осевой профиль каждого элемента контрформы содержит центральную часть 31, соответствующую центральной части 11 заготовки, и две концевые части, которые опираются на концевые радиальные части заготовки. Учитывая разбухание волокон, между ними образуются промежуточные пустоты, заполняемые матрицей в момент инжектирования полимера. При этом процентное содержание волокон в конечной детали является первостепенным параметром, определяющим ее механическую прочность. Таким образом, пористость заготовки необходимо контролировать и поддерживать в определенных пределах.
По этой причине необходимо производить уплотнение волокнистой структуры, образуемой заготовкой. Простое радиальное перемещение элементов контрформы в направлении заготовки позволяет уменьшить толщину центральной части, но при этом радиальные участки 12 и 13 оказываются уплотненными в недостаточной степени. При относительном скольжении поверхностей могут образоваться валики или складки. Для решения этой проблемы в зоне заготовки, находящейся вблизи радиальных участков 12 и 13, располагают два угловых элемента 32 и 33 контрформы.
Каждый элемент контрформы с сечением в виде угла располагают по дуге окружности с элементом контрформы, с которым его соединяют. В примере, показанном на фиг. 3, используют три угловых элемента контрформы, соединяемых соответственно с элементами 30а, 30b, 30с контрформы. Каждый угол 32 или 33 содержит первую стенку 32а, 33а, соответственно находящуюся напротив радиального участка 12, 13 заготовки. Он содержит также второй цилиндрический участок 32b, 33b стенки, перпендикулярный первой стенке 32а, 33а и обращенный к полосе центральной части 11 заготовки 10, смежной с радиальным участком 12, 13. Две стенки 32а и 32b, 33а и 33b соединены участком стенки закругленного сечения, предпочтительно в виде дуги окружности, соответственно 32с, 33с. Обе стенки, первую и вторую, иногда замыкают третьей стенкой 32d, 33d. Эта стенка имеет прямолинейное сечение в виде участка усеченного конуса. На элементе 30 контрформы, смежном с угловым элементом, центральная часть 31 сопрягается с двух сторон с двумя участками поверхности 31d в виде усеченного конуса, каждый из которых является параллельным соответственно третьей стенке 32d, 33d смежного углового элемента 32 или 33. Наконец, с каждой стороны контрформа заканчивается участком 31е стенки в виде участка цилиндра с осью, совпадающей с осью опоры 20, и с радиусом, равным радиусу выполняемого фланца, при этом его длина также равна толщине выполняемого фланца. Различные части выполнены таким образом, что когда контрформа находится в положении закрывания пресс-формы, она образует вместе с цилиндрической частью 21 определенную толщину пресс-формы, измеренную в радиальном направлении. При сближении поверхности 31d опираются на третьи стенки угловых элементов 32 и 33; затем, когда перемещение контрформы продолжается, поверхности 31d действуют опорным усилием на третьи стенки 32d и 33d. Это усилие содержит радиальную составляющую и осевую составляющую, которые способствуют перемещению углов 32 и 33 и уменьшению толщины заготовки в зонах контакта углов с заготовкой. В частности, осевое усилие, которым действует первая стенка 32а и 33а, направлено перпендикулярно к радиальному участку, соответственно 12 и 13, заготовки. Чтобы облегчить перемещение угловых элементов по цилиндрической поверхности заготовки и избежать возможного сдвига материала, между углом и заготовкой располагают тонкие металлические листы. За счет этого обеспечивают скольжение без повреждения заготовки. После этого металлический лист можно удалить. В положении закрывания пресс-формы поверхности 31d контрформы входят в контакт со стенками 32d соответственно 33d угловых элементов 32 и 33 и угол отходит от стенки щеки на расстояние, определяемое осевой длиной участка 31е цилиндрической стенки контрформы. Таким образом, изготовление цилиндрической детали с фланцем содержит следующие этапы. Образованную волокнами заготовку укладывают на цилиндрическую опору, профиль которой соответствует внутреннему контуру изготавливаемой детали. Заготовка не подвергается сжатию, и волокнистая структура увеличивается в объеме. Эта опора содержит на своих концах щеки для формования фланцев. Вокруг заготовки 10 располагают контрформу 30, состоящую из нескольких дугообразных элементов, по меньшей мере, двух элементов в виде полуокружности. Эта контрформа содержит угловые элементы 32 и 33 с двух сторон от центральной цилиндрической части 31. Контрформу приближают к опоре, которая нажимает своими наклонными поверхностями на углы и приводит их одновременно в радиальное движение в направлении оси цилиндра и в осевое движение в направлении щек. После того как контрформа приходит в свое конечное положение, толщина стенки заготовки уменьшилась без образования валика или складки. Элементы скрепляют между собой при помощи болтов, чтобы избежать их разъединения в момент инжектирования матрицы.
После этого производят инжектирование полимера, образующего матрицу, в случае необходимости с использованием вакуума. После полимеризации деталь извлекают из пресс-формы и приступают к отделочным операциям.
Устройство для получения керамических волокон, покрытых из жидкой фазы толстой металлической оболочкой
Гондола турбореактивного двигателя
Уплотнительное устройство, имеющее кожух для прохода соединительной тяги системы управления шагом для лопастей вентилятора турбовинтового двигателя сквозь перегородку
Способ изготовления металлической части, такой как усиление лопатки турбинного двигателя
Балка подвески турбинного двигателя к конструкции летательного аппарата
Устройство для блокировки ножки роторной лопатки
Гидравлическое устройство системы управления, такое как устройство изменения шага винта
Аэродинамический обтекатель задней части камеры сгорания турбомашины
Композитный порошок для соединения или наплавки путем диффузионной пайки деталей из суперсплавов
Волокнистая структура, образующая фланец и контрфланец
Устройство перехода винта в реверс, содержащее приводной механизм, действующий на кривошип
Устройство для получения керамических волокон, покрытых из жидкой фазы толстой металлической оболочкой
Гондола турбореактивного двигателя
Уплотнительное устройство, имеющее кожух для прохода соединительной тяги системы управления шагом для лопастей вентилятора турбовинтового двигателя сквозь перегородку
Способ изготовления металлической части, такой как усиление лопатки турбинного двигателя
Балка подвески турбинного двигателя к конструкции летательного аппарата
Устройство для блокировки ножки роторной лопатки
Гидравлическое устройство системы управления, такое как устройство изменения шага винта
Аэродинамический обтекатель задней части камеры сгорания турбомашины
Композитный порошок для соединения или наплавки путем диффузионной пайки деталей из суперсплавов

