Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ
Вид РИД
Изобретение
Изобретение относится к обработке металлов резанием со снятием стружки, а именно к исследованию точности обработки цилиндрических деталей на круглошлифовальных станках с числовым программным управлением (ЧПУ), и может быть использовано непосредственно в спроектированном цикле круглого врезного шлифования.
Известен способ определения жесткости станка (авторское свидетельство SU 1125107, опубликованное 23.11.1984 МПК B23В 1/100), при котором закрепленную на оправке деталь обрабатывают инструментом и замеряют максимальные и минимальные отклонения обработанной поверхности от заданной формы, для обработки детали используют оправку с различной жесткостью в двух диаметральных направлениях, а максимальные и минимальные отклонения обработанной поверхности измеряют в указанных диаметральных направлениях, после чего производят расчет жесткости по формуле:

где Кст - жесткость станка; Δа - максимальное отклонение обработанной поверхности от заданной формы; Δb - минимальное отклонение обработанной поверхности от заданной формы; Копрмакс - жесткость оправки в одном диаметральном направлении, соответствующая максимальной жесткости оправки; Копрмин - жесткость оправки в другом диаметральном направлении, соответствующая минимальной жесткости оправки.
Недостатком известного способа является погрешность расчета жесткости станка по результатам ручного измерения заготовки. Также для заготовки другого диаметра и длины необходима переналадка с последующим измерением отклонений. Помимо этого процесс определения жесткости не встроен в цикл обработки, и определяемый параметр технологической системы будет иметь статический характер (измерения производятся после обработки).
Также известен способ определения упругой деформации системы станок - приспособление - инструмент - деталь (СПИД) (авторское свидетельство 492354, опубликованное 25.11.1975, МПК B23B 25/06) за счет косвенного определения постоянной времени через изменение мощности главного привода N, пропорциональной скорости съема металла Vд, по формуле:
где Sуд - текущая упругая деформация в зоне резания; Vд - скорость съема металла; Тс - постоянная времени; l - основание натурального логарифма.
Наиболее близким является способ определения жесткости системы СПИД (авторское свидетельство 677877, опубликованное 05.08.1979, МПК B23Q 15/00), заключающийся в измерении сил резания и определении коэффициента передачи процесса резания к постоянной времени процесса:
где i - жесткость системы СПИД; Kр - коэффициент передачи процесса резания; Ру - расчетное значение радиальной составляющей силы резания, Н; Тр - постоянная времени процесса резания; tm - поперечная подача, мм/мин.
Недостатком указанных выше способов является высокая трудоемкость расчетов параметра жесткости и упругой деформации технологической системы, а также продолжительное время переналадки эксперимента при изменении условий обработки. А также косвенная оценка искомого параметра через другие параметры технологической системы (ТС) приводит к определенной кумулятивной погрешности в результате расчета и измерения данных параметров.
Технический результат заявленного изобретения заключается в определении фактической жесткости технологической системы прибором активного контроля в процессе тестовой обработки заготовки.
Поставленная задача достигается тем, что по предлагаемому способу при врезании шлифовального круга в заготовку удаляется часть припуска. Параллельно осуществляется измерение диаметра заготовки прибором активного контроля. На основе полученных измерений определяется фактический удаляемый припуск (Пф). Далее на основе расчетного значения радиальной составляющей силы резания и разности между расчетным (Пр) и фактическим (Пф) припусками определяется жесткость технологической системы.

где Iф - фактическая жесткость технологической системы, Н/м; Ру - расчетное значение радиальной составляющей силы резания, Н.
Доказательство изобретательского уровня производится на основе дополнительной серии экспериментов по определению жесткости технологической системы при помощи виброанализаторов LMS Scadas Mobile и ДИАМЕХ2000 по методике обработки амплитудно-частотных характеристик спектров микроперемещений узлов станка. Экспериментальное исследование жесткости узлов технологической системы станка с ЧПУ проводились на базе исследовательской лаборатории кафедры «Технология машиностроения» и НИЦ «Экспериментальная механика» ФГБОУ ВПО Южно-Уральского государственного университета.
Обработка производится за 10 циклов при постоянных режимах резания (n=220 об/мин; 2П=0,1 мм; Sv=0,5 мм/мин; В=10 мм). Заготовки представляют собой кольца шириной 10 мм, установленные на оправке длиной 125 мм. Марка стали заготовки - сталь 40ХН. Каждая серия экспериментов представляет собой реализацию одноступенчатого цикла шлифования. Перед обработкой новой серии производилась правка шлифовального круга. Полученные результаты установили сходимость результатов портативных виброанализаторов с прибором активного контроля с погрешностью в 7%, что позволяет говорить о высоком уровне точности определения параметра жесткости.
На чертеже представлена схема реализации способа. Шлифовальный круг 1 с радиальной подачей Sрад, мм/об, и скоростью резания Vк, м/с, врезается в деталь 2 с максимально и минимально фиксируемым диаметром ⌀max (⌀min), вращающейся с окружной скорость Vд, м/мин. С детали удаляется некоторый фактический припуск Пф, мм. Параллельно производится фиксация диаметра заготовки в процессе обработки и запись сигнала с прибора активного контроля в массив данных. Сигнал обрабатывается при помощи разработанного контроллера с аналогово-цифровым преобразователем 3.
Фактический удаляемый припуск Пф сравнивается с расчетным значением припуска Пр, мм. Разница припусков определяет упругие деформации У в технологической системе:

Рассчитывается радиальная составляющая силы резания Ру (Калинин Е.П. Теория и практика управления производительностью шлифования без прижогов с учетом затупления инструмента / Е.П. Калинин. - СПб.: Изд-во Политехн. университета, 2009. - С. 234):

где σв - предел прочности материала, МПа; S - поперечная подача шлифовального круга, мм/об; Dкр - диаметр шлифовального круга, мм; d - диаметр заготовки, мм; Vs - окружная скорость заготовки, м/мин; V - скорость резания м/с; b - ширина шлифования, мм; Кз - коэффициент затупления шлифовального круга, %.
По выражениям (2) и (3) рассчитывается жесткость технологической системы (Переверзев П.П. Теория и методика расчета оптимальных циклов обработки деталей на круглошлифовальных станках с программным управлением: дис. … докт. техн. наук: 05.02.08 / Переверзев Павел Петрович. - Челябинск, 1999. - С. 20).
Использование предлагаемого способа позволяет повысить точность, надежность и производительность процесса круглого врезного шлифования на станке с ЧПУ за счет учета определяемого фактического параметра жесткости технологической системы на этапе предварительного проектирования цикла шлифования методом тестирования системы станка для конкретных условий обработки. А также позволяет производить быструю переналадку для измененных условий обработки для любого круглошлифовального станка с ЧПУ с прибором активного контроля БВ-6067.
Способ определения жесткости технологической системы круглошлифовального станка с ЧПУ, отличающийся тем, что в процессе обработки заготовки измеряют ее диаметр прибором активного контроля, на основании сигнала которого в контроллере с аналогово-цифровым преобразователем определяют фактический удаляемый припуск (П), а жесткость технологической системы определяют на основании расчетного значения радиальной составляющей силы резания и разности между расчетным (П) и фактическим (П) припусками по формуле: I = Р/(П-П),где I - жесткость технологической системы, Н/м;Р - расчетное значение радиальной составляющей силы резания, Н.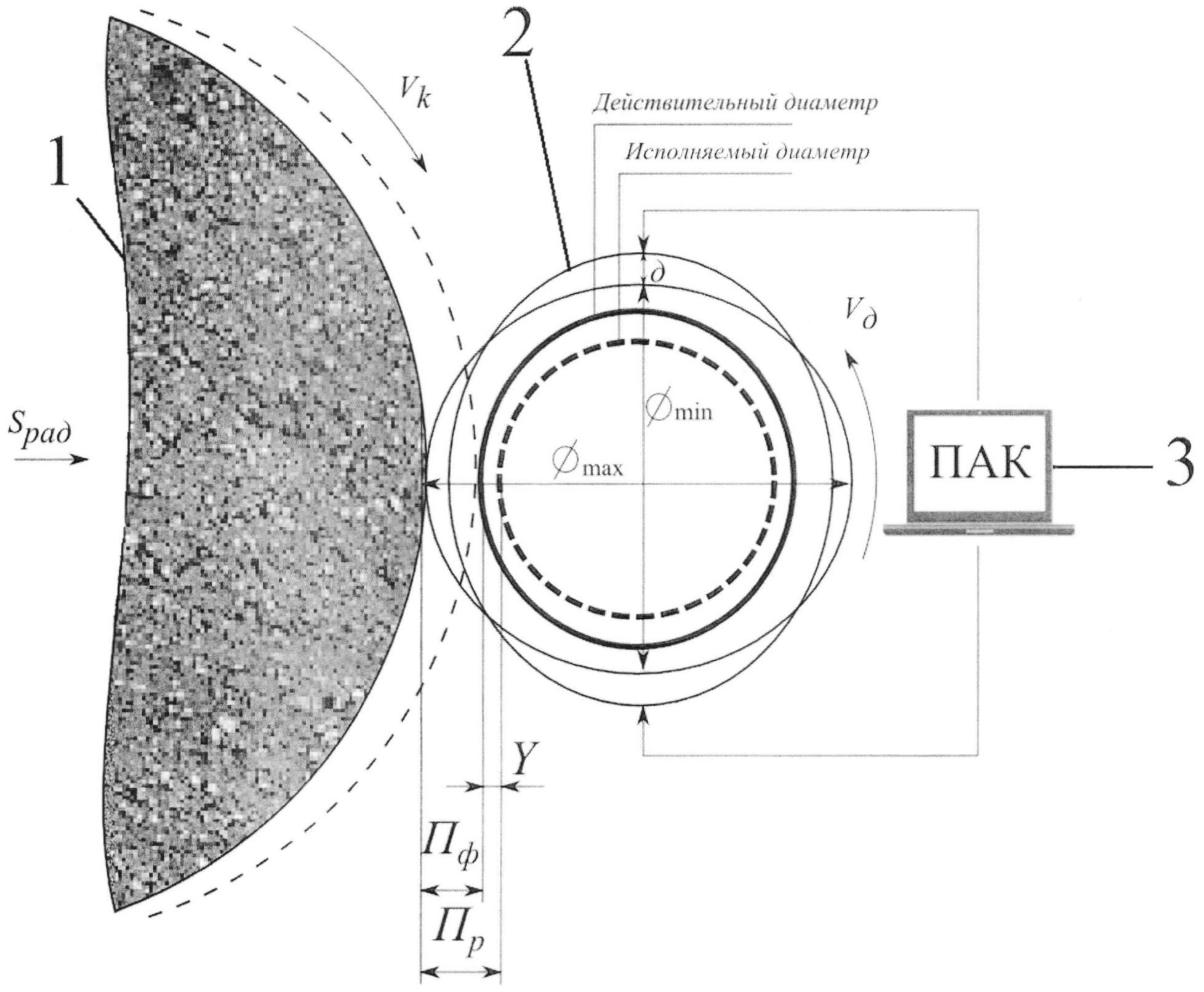
Мартенситно-ферритная коррозионно-стойкая хромоникелевая сталь с улучшенной обрабатываемостью резанием
Аустенитная коррозионно-стойкая хромоникелевая сталь с улучшенной обрабатываемостью резанием
Вертикальная призматическая топка
Способ производства обогащенных вареных колбас
Способ извлечения тяжелой нефти из продуктивного пласта и устройство для его осуществления
Способ литья алюминиевых сплавов
Способ сушки обводненного пастообразного графита
Установка комбинированного нагрева жидкого теплоносителя
Способ модифицирования магниевых сплавов
Биметаллическая тонкая полоса и способ ее получения
Система очистки сточных вод (варианты)
Щелевая цилиндрическая антенна
Способ определения фрактальной размерности границ зерен формовочного песка
Способ производства обогащенного творога
Способ пластического структурообразования металлов и устройство для его осуществления
Композиционный гранулированный сорбент на основе силикатов кальция
Пылеуловитель
Способ увеличения срока годности вареных колбас (варианты)
Обогащенное хлебобулочное изделие с антиоксидантными свойствами
Полуфабрикат мясорастительный рубленый

