Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ СТАЛИ, А ТАКЖЕ УСТАНОВКА ДЛЯ ОБРАБОТКИ СТАЛИ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу обработки стали, а также к установке для обработки стали.
Уровень техники
Очистка поверхности металла посредством травления известна. Очистка поверхности посредством травления, например, является важным этапом процесса при изготовлении катаных стальных полос, например, для удаления окалины с соответствующих поверхностей. При этом травление обычно производится путем поверхностного травления с помощью кислоты. Для этого в возможном способе травления применяются серная кислота или фтористоводородная кислота, известная также как плавиковая кислота (HF).
Типичным образом линии травления при производстве стали комбинируются с линиями отжига, причем соответствующая горяче- или холоднокатаная полоса из высококачественной (нержавеющей) стали обычно сначала проходит через печь для отжига, а затем подвергается травлению.
В травильной ванне для стали при пропускании горячего металла стальной полосы обычно появляется загрязненный в процессе воздух, который содержит NOx или кислотные остатки плавиковой кислоты. Эти отходящие газы для достижения соответствующего максимально допустимого содержания загрязняющих веществ, прежде чем они смогут быть отведены, должны очищаться от соответствующих кислотных остатков плавиковой кислоты и от остатков оксидов азота.
Известно, соответственно, что загрязненный воздух, отходящий в процессе из травильной ванны для стали, сначала промывается для удаления кислотных остатков, а затем с помощью катализатора уменьшается концентрация оксидов азота.
Для удаления оксидов азота из отходящих газов технологического процесса обычно используются катализаторы, имеющие рабочую температуру между 200 и 300°С. При этом используются, например, технологии селективного каталитического восстановления (Selected Catalytic Reduction - SCR), с помощью которых оксиды азота превращают в азот и воду. Эти катализаторы известным образом пригодны также для обработки отходящих газов, содержащих оксиды азота, процессов химической обработки металлов, а в частности, при процессах травления.
Из DE 10 2007 324 A1 известно, что для нагрева отходящего газа, а именно загрязненного воздуха, отходящего в процессе с травильной линии, до температуры, необходимой для каталитического разложения катализатором SCR, к отходящим газам SCR в секции травления перед селективным каталитическим восстановлением подводят тепло из расположенной выше по технологической линии печи для отжига. Соответственно, может быть сэкономлена энергия для нагрева газов, отходящих с линии травления.
В DE 10 06 990 А1 описан способ утилизации (извлечения) кислот из металлосодержащих растворов кислот.
Раскрытие изобретения
Потребление энергии на комбинированных линиях непрерывного отжига и травления все еще является очень большим. Задачей настоящего изобретения является, соответственно, дальнейшее сокращение потребления энергии при эксплуатации травильной установки.
Эта задача решается с помощью способа обработки стали с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления представлены в зависимых пунктах формулы изобретения.
В соответствующем способе обработки стали отжигом в печи для отжига и травлением в травильной ванне отходящий газ процесса из травильной ванны нагревают до рабочей температуры катализатора и подают на катализатор для уменьшения концентрации оксидов азота. Согласно изобретению отходящий газ процесса, который пропускается через катализатор, подается по меньшей мере в одну нагревательную горелку печи для отжига в качестве воздуха для горения.
Благодаря тому что отходящий газ процесса, будучи очищен с помощью катализатора, снова добавляется к воздуху для горелки печи для отжига, тепловая энергия, подаваемая в отходящий газ травильной установки для обеспечения каталитического разложения или каталитической очистки загрязненного в процессе воздуха в катализаторе, может быть вновь использована в качестве тепловой энергии для печи для отжига. Другими словами, количество энергии, используемое для работы печи для отжига, может быть сокращено на количество тепла, вновь привносимое очищенным отходящим газом процесса. В обычных способах отходящий газ процесса (загрязненный воздух) после очистки катализатором выбрасывается в окружающую среду. Потери энергии, возникающие при этом, могут сокращаться с помощью указанного способа, поскольку отходящее тепло из катализатора также может быть использовано для нагрева печи для отжига.
В одном из предпочтительных усовершенствованных вариантов осуществления способа отходящий газ из травильной ванны для стали перед катализатором нагревается с помощью дополнительной горелки.
Благодаря дополнительному нагреву отходящего газа с помощью дополнительной горелки можно добиться того, чтобы даже при отключенной или при работающей не на полную мощность печи для отжига и, соответственно, при нехватке тепловой энергии, поступающей в отходящий газ через теплообменник для нагрева отходящего газа до рабочей температуры катализатора, все же может достигаться надежная работа катализатора и катализатор мог производить требуемое разложение оксидов азота на азот и воду. Тем самым достигается большая независимость обоих этапов производства друг от друга, причем энергия, поставляемая дополнительной горелкой, в дальнейшем снова может быть использована в отжигательной печи.
Нагрев отходящего газа, предпочтительно, может осуществляться с помощью теплообменника, использующего для нагрева отходящего газа теплосодержание печного воздуха из печи для отжига.
Для очистки отходящего газа от кислотных остатков воздух, отходящий в процессе из травильной ванны для стали, предпочтительно, промывается перед входом в катализатор в аппарате для промывания кислотой.
В одном из предпочтительных усовершенствованных вариантов осуществления способа по меньшей мере часть отходящего газа после прохождения через катализатор добавляется в отходящий газ перед катализатором, предпочтительно, по дополнительной линии. Таким образом, с одной стороны, может быть достигнуто разбавление концентрации плавиковой кислоты (HF), а с другой стороны, может быть подведена дополнительная тепловая энергия. Тем самым, с одной стороны, предотвращается конденсация плавиковой кислоты, а с другой стороны, может быть достигнут нагрев смеси отходящего газа и печного газа до температуры, необходимой для катализатора.
Соответственно, отходящий газ, нагретый после катализатора, частично может быть также добавлен к отходящему газу перед катализатором, чтобы также добиться нагрева отходящего газа, поступающего из аппарата для промывки кислотой HF, и одновременно обеспечить разбавление, противодействующее конденсации плавиковой кислоты.
Печной газ печи для отжига, предпочтительно, может использоваться, например, для нагрева с помощью теплообменника свежего приточного воздуха в печь, подводимого к нагревательным горелкам печи для отжига. Таким образом, может быть достигнуто также улучшение потока энергии внутри установки.
Кроме того, печной газ из печи для отжига может быть использован также для производства технологического пара.
Вышеуказанная задача решается также с помощью установки для обработки стали с признаками пункта 8 формулы изобретения. Предпочтительные усовершенствованные варианты представлены в зависимых пунктах формулы изобретения.
Установка обработки стали имеет, соответственно, печь для отжига стали, травильную ванну для травления стали и катализатор для уменьшения концентрации оксидов азота в отходящем газе из травильной ванны для стали. Для нагревания отходящего газа процесса до рабочей температуры катализатора перед катализатором предусмотрено нагревательное устройство для нагрева отходящего газа. Согласно изобретению для подачи отходящего газа, пропускаемого через катализатор, по меньшей мере в одну нагревательную горелку печи для отжига предусмотрено подающее устройство.
Указанным образом отходящий газ процесса (загрязненный воздух) после прохождения через катализатор может способствовать нагреву печи для отжига. В отходящий газ перед катализатором для нагрева газа до рабочей температуры катализатора подводится тепло. Это тепло с помощью предложенной установки больше не теряется, а может быть использовано для нагрева печи для отжига. Таким образом, общий энергетический баланс установки для обработки стали может быть улучшен.
Краткое описание фигуры
Предпочтительные дополнительные варианты осуществления и аспекты настоящего изобретения более подробно поясняются в последующем описании фигуры, на которой
фиг. 1 показывает установку для обработки стали согласно предпочтительному варианту осуществления.
Подробное описание предпочтительных примеров выполнения
Ниже на основе фигуры описываются предпочтительные примеры выполнения.
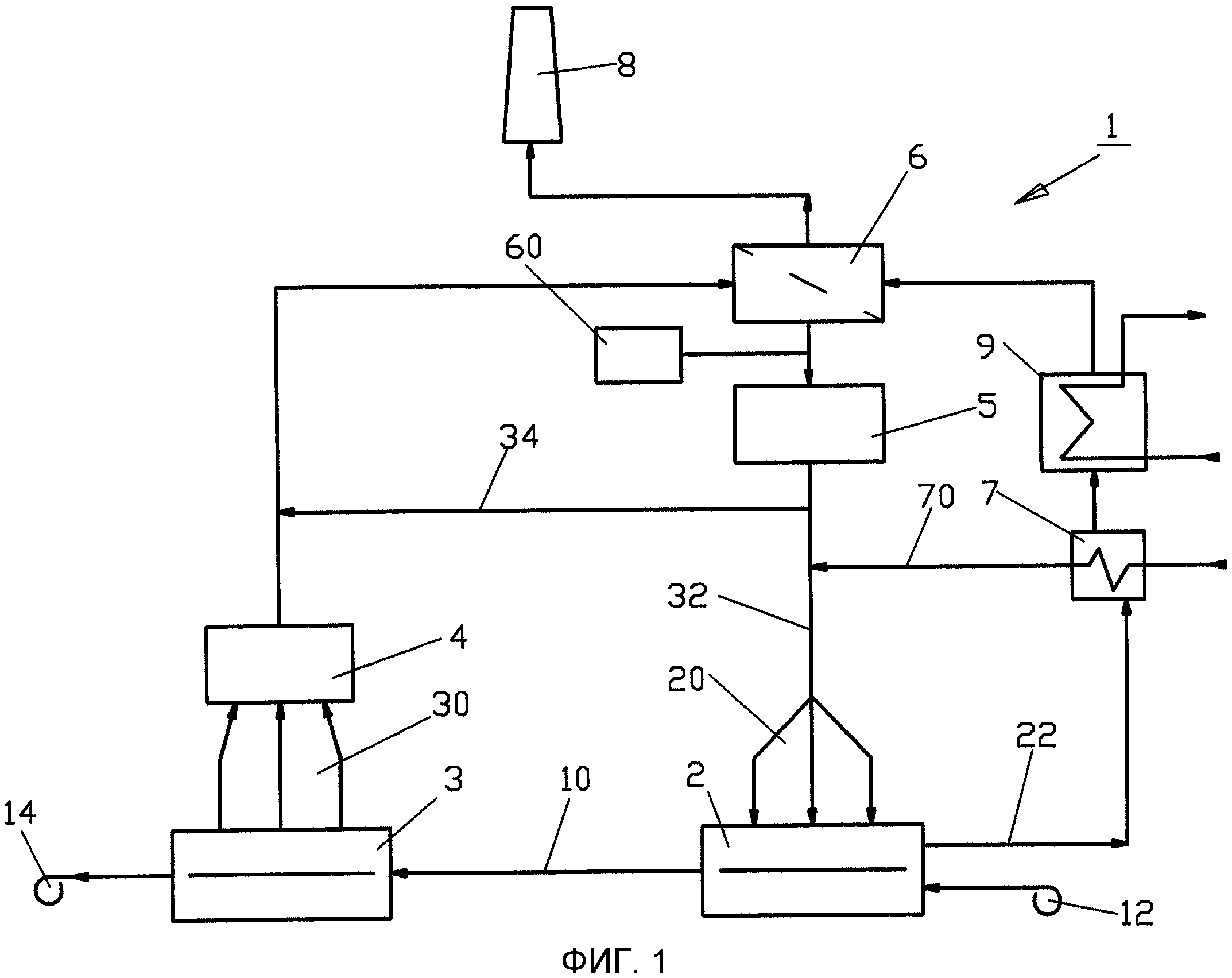
На фиг. 1 изображена установка 1 для обработки стали с печью 2 для отжига стали и с травильной ванной 3 для стали. Установка 1 для обработки стали используется, например, для отжига и травления стали для получения, например, у холодно- и горячекатаных полос предпочтительной структуры поверхности продукта.
Для этого стальная полоса 10, поставляемая, например, в виде рулона 12, сначала разматывается, а затем отжигается в печи для отжига 2. После этого стальная полоса 10 направляется в травильную ванну 3 для стали, в которой она подвергается кислотной обработке, например, для удаления с поверхности окалины и получения высококачественной структуры поверхности. В качестве кислоты для кислотной обработки в травильной ванне 3 для стали здесь может использоваться, например, плавиковая кислота (HF). После прохождения стальной полосы 10 через травильную ванну 3 для стали она снова сматывается в рулон 14.
Печь 2 для отжига с помощью нагревательных горелок 20 обычно нагревается до соответствующей температуры отжига. При этом нагревательными горелками, предпочтительно, являются горелки, имеющие малый выход оксидов азота. Такие горелки называются также горелками Low-NOx (c малым выходом оксидов азота). Печной газ, произведенный нагревательными горелками 20, выносится из печи 2 для отжига по выпускному газопроводу 22. Отводимый печной газ еще имеет высокую температуру, например, в диапазоне 300-600°С.
В травильной ванне для стали в результате введения в жидкую кислоту еще горячей стальной полосы 10, среди прочего, появляется также отходящий газ, который выносится из травильной ванны 3 для стали через соответствующие газоотводы 30 для отходящего газа. Отходящий газ процесса обычно содержит оксиды азота (NOx), а также кислотные остатки, например, остатки плавиковой кислоты (HF). Эти остатки плавиковой кислоты в аппарате 4 для промывки кислотой всеми мерами удаляются из отходящего газа 30. Отходящий газ после аппарата 4 для промывки кислотой еще имеет температуры порядка 40°С.
Для удаления оксидов азота из отходящего газа травильной ванны 3 для стали, то есть для уменьшения их концентрации, предусмотрен катализатор 5, через который пропускается отходящий газ. В случае катализатора 5 речь может идти, например, о катализаторе SCR (Selected Catalytic Reduction). Обычно катализатор требует более высоких температур для разложения оксидов азота, чем та температура, которую отходящий газ процесса имеет после аппарата 4 для промывки кислотой. Соответственно, отходящий газ от температуры 40°С должен нагреваться до необходимой катализатору температуры в диапазоне 140-400°С. Это нагревание может быть достигнуто с помощью теплообменника 6, в котором отходящий газ травильной ванны 3 для стали нагревается после аппарата 4 для промывки кислотой. При этом для нагрева теплообменник 6 может использовать, например, тепловую энергию печного газа, подаваемого в теплообменник 6 по выпускному газопроводу 22.
В одном из вариантов, или дополнительно, предусмотрены дополнительные горелки 60, которые также могут служить для нагрева отходящего газа травильной ванны 3 для стали, после аппарата 4 для промывки кислотой. Воздух, отходящий в процессе из травильной ванны 3 для стали, проходит затем через катализатор 5, а оксиды азота, соответственно, разделяются на азот и воду.
Теперь после катализатора воздух, отходящий в процессе из травильной ванны 3 для стали, будучи очищен от кислотных остатков, но все еще содержащий значительную тепловую энергию, добавляется к нагревательным горелкам 20 печи для отжига 2 в качестве воздуха для горения. Соответственно, предусмотрена дополнительная линия 32, по которой отходящий в процессе воздух после катализатора 5 может подаваться непосредственно в нагревательные горелки 20. Таким образом, тепловая энергия, заключенная в воздухе, отходящем в процессе от катализатора 5, может использоваться для нагрева печи для отжига 2.
С помощью теплообменника 7 для отходящего печного газа/воздуха печной газ 22 может служить также для нагрева свежего воздуха, подаваемого в нагревательные горелки 20. При этом свежий воздух подводится к нагревательным горелкам 20 печи для отжига 2 по линии 70 для свежего воздуха, причем свежий воздух также нагревается в теплообменнике 7 для печного газа/воздуха.
Отсюда следует, что в нагревательные горелки 20 печи 2 для отжига подается явно нагретый воздух для горения, причем подаваемый воздух для горения уже может иметь температуры порядка 100-500°С. Соответственно, энергия, необходимая для нагрева печи для отжига, может сокращаться, поскольку тепловая энергия, с одной стороны, поступающая из травильной ванны 3 для стали, а с другой стороны, подаваемая посредством отходящего печного газа в свежий воздух, также используется для нагрева печи 2 для отжига.
Такой подход возможен потому, что в травильной ванне 3 для стали содержание кислорода в отходящем газе примерно соответствует содержанию кислорода в нормальном воздухе для горения в нагревательных горелках 20, поскольку в травильной ванне для стали никакого горения не происходит. Соответственно, отходящий газ травильной ванны 3 для стали еще содержит долю кислорода воздуха и, соответственно, может непосредственно подаваться в нагревательные горелки 20 в качестве воздуха для горения. Тепловая энергия, содержащаяся в отходящем газе, может непосредственно использоваться для нагрева печи для отжига.
Наконец, печной газ через трубу 8 для отвода газов выбрасывается в окружающую среду. При этом печной газ 22 содержит не только собственно печной газ, отдаваемый нагревательными горелками 20, но отходящий газ травильной ванны 3 для стали, после того как он пройдет через нагревательные горелки 20.
В одном из очередных предпочтительных исполнений отходящий печной газ дополнительно используется еще для производства утилизационным парогенератором 9, встроенным в выпускной газопровод 22, технологического пара. Таким образом, тепловая энергия, производимая печью 2 для отжига или нагревательными горелками 20, может удерживаться в установке и соответствующим образом утилизироваться.
Способ или установка согласно настоящему изобретению обеспечивает, соответственно, дальнейшее сокращение использования первичной энергии при обработке стали, для чего соответствующие количества энергии, заключенные в соответствующих отходящих газах, по мере возможности используются повторно.
В частности, для уменьшения концентрации плавиковой кислоты загрязненный воздух с содержанием оксидов азота и плавиковой кислоты - отходящий газ травильной ванны 3 для стали, пропускается через аппарат 4 для промывки кислотой в виде устройства промывки плавиковой кислотой (HF). После промывки плавиковой кислотой (HF) предварительно нагретый и очищенный отходящий газ после прохождения через катализатор 5 подводится по дополнительной линии 34 для нагрева отходящего газа, его разбавления и предотвращения конденсации плавиковой кислоты (HF). После этого подмешивания очищенного отходящего газа по дополнительной линии 34 отходящий газ нагревается до рабочей температуры катализатора 5 либо с помощью теплообменника 6, использующего тепловую энергию печного газа, отводимого из печи для отжига 2, либо с помощью дополнительной горелки 60.
В катализаторе 5 оксиды азота разлагаются и, соответственно, отделяются. Затем отходящий газ, освобожденный от плавиковой кислоты (HF) и оксидов азота, по дополнительной линии 32 подается в нагревательные горелки в качестве воздуха для горения в горелку 20. Соответственно, тепловая энергия, содержащаяся в отходящем газе после прохождения через катализатор 5, может поддерживать процесс нагрева посредством нагревательных горелок 20 в печи для отжига.
При этом печной газ из печи 2 для отжига используется для предварительного нагрева воздуха для горения, подводимого к нагревательным горелкам 20 по дополнительной линии 70, с помощью теплообменника 7 печного газа/воздуха. Другой поток печного газа может использоваться также для производства технологического пара в соответствующем парогенераторе 9.
Кроме того, тепловая энергия печного газа в этом случае используется в теплообменнике 6 для того, чтобы снова нагреть отходящий газ (воздух) травильной ванны 5 для стали до рабочей температуры катализатора. При этом тепловая энергия в таком случае, насколько это возможно, отбирается из печного газа и удерживается в системе для производства или обработки стали.
Перечень позиций
1 установка для обработки стали
10 стальная полоса
12 рулон
14 рулон
2 печь для отжига
20 нагревательная горелка
3 травильная ванна для стали
30 газоотвод для отходящего газа (загрязненный воздух)
32 дополнительная линия для нагревательных горелок
34 дополнительная линия для отходящего газа
4 аппарат для промывки кислотой
5 катализатор
6 теплообменник
60 дополнительная горелка
7 теплообменник печной газ/свежий воздух
70 линия для подачи свежего воздуха
8 труба для отвода газов
9 парогенератор
Способ и устройство для прокатки прокатываемого материала
Продувочная фурма для кислородного конвертера
Прокатный стан стеккеля
Дуговая электропечь и способ ее эксплуатации
Уплотнительное устройство и система валков
Устройство для направления потока для охлаждения валка или металлической полосы
Способ и устройство для охлаждения валков
Устройство обнаружения для металлических полос или листов
Опорный ролик
Способ для открытия и закрытия выпускного отверстия металлургической плавильной емкости
Способ и вертикальная установка непрерывной разливки для изготовления толстых слябов из расплавленного металла
Способ и прокатный стан для прокатки металлической полосы
Съемник-очиститель для рабочего валка прокатной клети
Подушка прокатной клети и способ ее изготовления
Способ и устройство для прокатки прокатываемого материала
Продувочная фурма для кислородного конвертера
Прокатный стан стеккеля
Дуговая электропечь и способ ее эксплуатации
Уплотнительное устройство и система валков
Устройство для направления потока для охлаждения валка или металлической полосы

