Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к электротехнике, а именно к неразрушающим способам контроля качества технологических процессов производства электротехнических изделий, в частности пропитки обмоток электрических машин.
Известен способ контроля качества пропитки обмоток электрических машин, предложенный в работе [1], который заключается в измерении емкости обмотки относительно магнитного сердечника до пропитки Cдп и емкости относительно магнитного сердечника после пропитки и сушки обмотки Cпп, а о качестве пропитки предложено судить по коэффициенту пропитки Kпр, определяемым из выражения
 .
.
Недостатком способа-аналога является низкая точность и информативность контроля, так как величины Cдп и Cпп зависят от расположения витков в обмотке, а также от того, как распределился состав по корпусным полостям обмотки. При попадании одинакового количества (массы) пропиточного состав в две разные однотипные обмотки одной партии Kпр, определяемый по формуле (1) может давать существенно отличающиеся друг от друга значения. Поэтому формула (1) не позволяет объективно судить о насыщенности полостей обмотки пропиточным составом.
Известен способ контроля качества пропитки обмоток, описанный в работе [2], частично устраняющий указанные выше недостатки аналога.
Способ-аналог, по которому у каждой обмотки из данной партии измеряют емкости относительно корпуса до пропитки и после пропитки и сушки, одну из обмоток, произвольно выбранную из данной партии, после измерения емкости относительно корпуса до пропитки погружают в пропиточную жидкость с известной диэлектрической проницаемостью, и, не вынимая обмотку из пропиточной жидкости, измеряют емкость относительно корпуса, а коэффициент пропитки для каждой из оставшихся обмоток данной партии определяют по формуле
 ,
,
где Cдп, Cпп - емкости обмотки относительно корпуса соответственно до пропитки и после пропитки и сушки;  - емкость произвольно выбранной обмотки относительно корпуса до пропитки;
- емкость произвольно выбранной обмотки относительно корпуса до пропитки;  - емкость произвольно выбранной обмотки относительно корпуса после выдержки в пропиточной жидкости с известной диэлектрической проницаемостью до полного заполнения ею полостей обмотки; ε1 - диэлектрическая проницаемость пропиточной жидкости; ε2 - диэлектрическая проницаемость отвержденного пропиточного состава.
- емкость произвольно выбранной обмотки относительно корпуса после выдержки в пропиточной жидкости с известной диэлектрической проницаемостью до полного заполнения ею полостей обмотки; ε1 - диэлектрическая проницаемость пропиточной жидкости; ε2 - диэлектрическая проницаемость отвержденного пропиточного состава.
Недостатком способа является необходимость у одной из произвольно выбранных обмоток измерять емкость относительно корпуса до пропитки, затем, после измерения емкости относительно корпуса до пропитки, погружать упомянутую обмотку в пропиточную жидкость с известной диэлектрической проницаемостью, и измерять емкость обмотки относительно корпуса, не вынимая обмотку из пропиточной жидкости. Введение этой операции и необходимость двойного измерения емкости до пропитки и после нее усложняет способ.
Кроме того, по упомянутому способу определяют только усредненный коэффициент пропитки прикорпусных полостей обмоток Kки. Между тем не меньшее влияние на качество обмоток оказывает и коэффициент пропитки межвитковых полостей обмоток Kмв, который по указанному способу не определяют.
Наиболее близким к заявляемому является способ контроля качества пропитки намоточных электротехнических изделий, описанный в работе [3].
Способ-прототип заключается в измерении электрических параметров до и после пропитки, дополнительно измеряют собственную емкость изделия до и после погружения в невязкую жидкость с диэлектрической проницаемостью, равной диэлектрической проницаемости пропиточного состава, а качество пропитки определяют из соотношения

где  - эквивалентная диэлектрическая проницаемость изделия, равная отношению собственной емкости пропитанного изделия Cсоб.п к собственной емкости до пропитки Cсоб.н;
- эквивалентная диэлектрическая проницаемость изделия, равная отношению собственной емкости пропитанного изделия Cсоб.п к собственной емкости до пропитки Cсоб.н;  - эквивалентная диэлектрическая проницаемость изделия, равная отношению собственной емкости изделия при 100%-ной пропитке в невязкой жидкости с диэлектрической проницаемостью, равной диэлектрической проницаемости пропиточного состава Cсоп.100%, к собственной емкости того же изделия до пропитки Cсоп.н; α - коэффициент, зависящий от собственной емкости непропитанных изделий, их типа и конструкции.
- эквивалентная диэлектрическая проницаемость изделия, равная отношению собственной емкости изделия при 100%-ной пропитке в невязкой жидкости с диэлектрической проницаемостью, равной диэлектрической проницаемости пропиточного состава Cсоп.100%, к собственной емкости того же изделия до пропитки Cсоп.н; α - коэффициент, зависящий от собственной емкости непропитанных изделий, их типа и конструкции.
Недостатками способа-прототипа являются:
- необходимость у одной из произвольно выбранных обмоток измерять собственную емкость до пропитки, затем погружать упомянутую обмотку в пропиточную жидкость с известной диэлектрической проницаемостью, и вновь, не вынимая обмотку из пропиточной жидкости, измерять собственную емкость этой обмотки, что усложняет способ;
- низкая точность контроля, обусловленная большим разбросом собственных емкостей от одной обмотки к другой, что связано со случайным расположением витков в обмотке, и зависимостью значения собственной емкости обмоток от того, каким образом распределился пропиточный состав между витками обмотки;
- низкая информативность контроля, обусловленная тем, что по формуле (3) определяют усредненный коэффициент пропитки только межвитковых полостей обмотки, а как он распределился внутри обмотки и каков коэффициент пропитки полостей каждой фазы обмотки, способом-прототипом не определяют.
Технической задачей, на которую направлено изобретение, является упрощение способа, повышение его информативности и точности.
Поставленная техническая задача решается тем, что в способе определения коэффициента пропитки обмоток электрических машин отверждаемым полимерным составом, при котором у каждой обмотки измеряют до пропитки и после пропитки электрические параметры, при этом в качестве измеряемых электрических параметров выбраны сопротивления двух фаз соединенной в звезду обмотки, дополнительно измеряют первоначальную температуру у каждой контролируемой не пропитанной обмотки Tнд и исходные сопротивления каждой из двух фаз обмотки Rд12, Rд13, Rд23, после чего в упомянутые две фазы обмотки поочередно подают стабилизированный ток I0, величину которого выбирают в зависимости от площади сечения S жилы провода обмотки, в диапазоне значений jminS≤I0≤jmaxS, где jmin и jmax - интервал плотностей тока, допустимых для материала провода обмотки, причем упомянутый ток I0 пропускают через обмотку в течение определенного времени t0, выбранного из условия 0,01τ≤t0≤0,013τ, где τ - постоянная времени разогрева обмотки, τ=Cдп.расч.×Rтеп., Cдп.расч. - расчетная эквивалентная теплоемкость двух фаз обмотки, Rтеп. - тепловое сопротивление обмотки, и измеряют вновь момент времени t0 сопротивления упомянутых двух фаз обмотки Rрд12, Rрд13, Rрд23, затем обмотку пропитывают и сушат, после чего вновь измеряют температуру пропитанной обмотки Tнп и сопротивления каждых двух фаз обмотки Rп12, Rп13, Rп23, затем поочередно в каждые две фазы обмотки вновь подают стабилизированный ток I0 и по истечении времени t0 вновь измеряют сопротивление упомянутых двух фаз обмотки Rрп12, Rрп13, Rрп23, и по результатам измерений определяют коэффициенты пропитки Kпр1, Kпр2, Kпр3 каждой фазы обмотки по выражениям
Kпр1=Kпр12-Kпр23+Kпр13
Kпр2=Kпр23-Kпр13+Kпр12
Kпр3=Kпр13-Kпр12+Kпр23,
где Kпр12, Kпр13, Kпр23 - коэффициенты пропитки соответствующих двух фаз обмотки
 ;
;
 ;
;
 ;
;
α - температурный коэффициент сопротивления, Ом/град; I0 - стабилизированный ток; p - количество пазов, которые всыпаны в две фазы обмотки, c - удельная теплоемкость пропиточного состава; dпс - плотность пропиточного состава; S - площадь сечения паза, м2; lw - длина полувитка обмотки, м; Kз - коэффициент заполнения паза проводом обмотки;
Rд12, Rд13, Rд23 - сопротивления двух фаз непропитанной обмотки перед подачей в них стабилизированного тока; Rрд12, Rрд13, Rрд23 - сопротивления двух фаз непропитанной обмотки после их разогрева стабилизированным током в момент времени t0; Rп12, Rп13, Rп23 - сопротивления двух фаз пропитанной обмотки перед подачей в них стабилизированного тока; Rрп12, Rрп13, Rрп23 - сопротивления двух фаз пропитанной обмотки после их разогрева стабилизированным током в момент времени t0; Tнд - температура непропитанной обмотки до подачи в ее фазы греющего тока; Tнп - температура пропитанной обмотки до подачи в ее фазы греющего тока.
Сущность изобретения заключается в следующем. В обмотках статоров электрических машин, соединенных, чаще всего в звезду, для более полной характеристики качества пропитки необходимо также знать, как эти упомянутые коэффициенты распределены по фазам обмотки. В способе-прототипе показана последовательность измерений и расчетов, позволяющих весьма приближенно определить только усредненный коэффициент пропитки полостей двух фаз обмотки, но не позволяет определить распределенность упомянутых коэффициентов по фазам обмотки. Покажем, как можно определить коэффициенты пропитки не только полостей двух фаз обмотки, но и коэффициенты пропитки каждой из фаз обмотки. Введем следующие обозначения:
K12, K13, K23 - коэффициенты пропитки двух фаз обмотки, соответственно 1-2, 1-3, 2-3, связанных в звезду. Для упрощения описания рассмотрим сущность изобретения на примере определения коэффициента пропитки полостей любых двух фаз обмотки, например фаз 1-2, а потом обобщим полученные результаты для всех остальных фаз.
Коэффициент пропитки Kпр12 двух фаз 1-2 обмотки можно записать в виде:  , где m12 - суммарная масса пропиточного состава в полостях фаз 1-2 обмотки; m012 - предельная масса, которую можно разместить в полостях упомянутых двух фаз обмотки при их 100% заполнении. Величина m012 в выражении (4) может быть определена расчетным путем по формуле:
, где m12 - суммарная масса пропиточного состава в полостях фаз 1-2 обмотки; m012 - предельная масса, которую можно разместить в полостях упомянутых двух фаз обмотки при их 100% заполнении. Величина m012 в выражении (4) может быть определена расчетным путем по формуле: 
В формуле (5) общий объем полостей в двух фазах обмотки V012 находится из обмоточных данных статора по известной формуле [4]:  , где S - площадь сечения паза, lw - длина полувитка обмотки; Kз - коэффициент заполнения паза проводом, p - количество пазов, в которые всыпаны две фазы обмотки.
, где S - площадь сечения паза, lw - длина полувитка обмотки; Kз - коэффициент заполнения паза проводом, p - количество пазов, в которые всыпаны две фазы обмотки.
Таким образом, для определения коэффициента пропитки Kпр12 необходимо знать величину m12. Рассмотрим, как измерить указанную величину, используя электротепловой способ. В основу упомянутого электротеплового способа положен принцип измерения эквивалентной теплоемкости обмотки.
До пропитки эквивалентная теплоемкость двух фаз обмотки Cд12 равняется сумме теплоемкостей

где Cпр12=cпр×mпр12 - эквивалентная теплоемкость провода двух фаз контролируемой обмотки; Cэм12=cэ×mэ12 - эквивалентная теплоемкость эмалевой изоляции провода двух фаз обмотки; Ски12=cки×mки12 - эквивалентная теплоемкость корпусной изоляции двух фаз обмотки; спр, сэм, ски - удельные теплоемкости материала провода, эмали, корпусной изоляции, соответственно; mпр12, mэ12, mки12 - массы жилы провода, эмали и корпусной и изоляции двух фаз обмотки, соответственно.
После пропитки эквивалентная теплоемкость двух фаз обмотки cп12 станет равной
 ,
,
где Cпс12=c×m12, c - удельная теплоемкость пропиточного состава.
Из выражений (7) и (8) следует
Из выражения (9) следует, что для определения величины m12 достаточно измерить две величины Cп12 и Cд12 и найти их разность. Если к двум фазам непропитанной обмотки подвести греющую энергию Qд12 и создать такие условия, чтобы потерь тепла из обмотки в окружающую среду и магнитный сердечник не было, а все тепло указанной энергии было бы потрачено только на разогрев упомянутых фаз обмотки, то, измерив приращение температуры упомянутых двух фаз обмотки ΔTд12, можно было бы определить их эквивалентную теплоемкость Cд12 согласно выражению:
Исключение потерь тепла из обмотки можно достичь, если время подвода t0 энергии выбрать достаточно малым исходя из условия

где τ - постоянная разогрева обмотки  , Rтепл - расчетное тепловое сопротивление двух фаз непропитанной обмотки, Сдрасч - расчетная эквивалентная теплоемкость двух фаз непропитанной обмотки.
, Rтепл - расчетное тепловое сопротивление двух фаз непропитанной обмотки, Сдрасч - расчетная эквивалентная теплоемкость двух фаз непропитанной обмотки.
Тепловое сопротивление двух фаз непропитанной обмотки можно найти по формуле
 ,
,
где p - количество пазов, в которые всыпаны две фазы обмотки; dэ, dки, dв - толщина эмаль-изоляции провода, корпусной изоляции и воздушного зазора между обмоткой и корпусной изоляцией соответственно, S1охл=П×lw - поверхность охлаждения двух фаз обмотки, периметр паза, lw - длина полувитка обмотки, S2охл=П×lп - поверхность охлаждения двух фаз обмотки, примыкающих к корпусной изоляции, lп - длина паза, λэ - теплопроводность эмали, λки - теплопроводность корпусной изоляции, λв - теплопроводность воздуха.
Греющую энергию Qдп12 к двум фазам обмотки можно подводить путем пропускания стабилизированного тока I0 через провод упомянутых фаз. В этом случае величину греющей энергии можно вычислить по выражению
 ,
,
где Rд12 - сопротивление двух фаз обмотки в момент подключения к ним источника стабилизированного тока, Rрд12 - сопротивление двух фаз обмотки в момент времени t0.
Величина ΔTд12 может быть определена по изменению сопротивления провода двух фаз обмотки в процессе ее разогрева стабилизированным током из выражений:


В выражениях (15) и (16) величина R12д20 - это сопротивление двух фаз непропитанной обмотки при температуре T=20°C; Tд12 - температура двух фаз непропитанной обмотки в момент подключения к ней стабилизированного тока; Tрд12 - температура двух фаз непропитанной обмотки в момент времени t0 ее разогрева стабилизированным током. Вычтем Rд12 из Rрдп12, используя выражения (15) и (16), получим:

Из выражения (17) следует

Величина R12д20 в общем случае неизвестна, так как начальная температура обмотки Tнд в момент начала измерения не равняется 20°C, и зависит от ряда таких факторов, как температура окружающей среды в помещении, где производятся измерения, от технологической операции, с которой поступила обмотка на контроль и др., и может колебаться в широких пределах. Указанные колебания температуры могут привести к значительным погрешностям в определении коэффициентов пропитки. Чтобы исключить эти погрешности необходимо в момент начала измерений измерить указанную исходную температуру обмотки Tнд. Величину этой температуры можно узнать, измерив температуру магнитного сердечника, в который всыпана обмотка, до подачи в обмотку греющего тока. Если температура Tнд измерена, то величину сопротивления R12д20 двух фаз обмотки при температуре 20°C можно определить по первоначальному измерению сопротивления Rд12 по выражению:

Подставив величину R12дп20 из выражения (19) в формулу (18), получим:
 .
.
Подставив в формулу (10) Qдп12 из выражения (13) и величину ΔTдп12 из выражения (20), получим значение величины Cэдп12

Проведя аналогичные измерения у пропитанной обмотки, можно найти Cп12 по формуле
 ,
,
где Rп12, Rрп12 - сопротивление двух фаз пропитанной обмотки в начальный момент времени разогрева и в момент времени t0; Tнп - исходная температура пропитанной обмотки в момент подключения к ее двум фазам стабилизированного тока I0.
Используя выражение (9), и подставив в него значения эквивалентных теплоемкостей двух фаз обмотки до пропитки и после нее, из формул (21) и (22), получим:

С использованием формул (5) и (6) найдем величину m012:

Подставив в формулу (4) значения m12 и m012 из выражений (23) и (24), получим:

Проведя аналогичные рассуждения можно получить выражения для определения коэффициентов пропитки двух других пар фаз


Коэффициенты пропитки Kпр12, Кпр12, Kпр23 являются среднестатистической характеристикой пропитки соответствующих двух фаз, и их величины можно определить из выражений:
 ,
,
 ,
,
где Kпр1, Kпр2, Kпр3 - коэффициенты пропитки фаз 1, 2 и 3.
Решив систему уравнений (28), (29), (30), относительно коэффициентов пропитки фаз Kпр1, Kпр2, Kпр3, получим:
 ,
,
 ,
,
 .
.
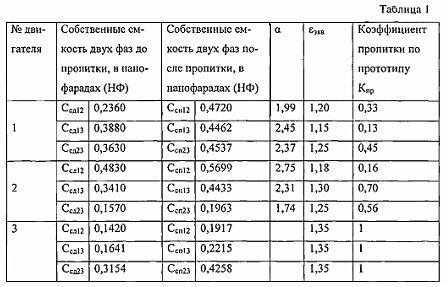
Пример. Производилось определение коэффициентов пропитки у двух соединенных звездой обмоток статоров асинхронного электрического двигателя типа 4А112М по способу-прототипу и по заявляемому способу. Третий двигатель использовали для того, чтобы реализовать способ-прототип. Упомянутый третий двигатель для имитации 100% пропитки погружали в невязкую диэлектрическую жидкость, в качестве которой был использован керосин. Диэлектрическая проницаемость керосина равна ε1=2,074. Собственные емкости двух фаз соединенных в звезду непропитанных обмоток Cсд12, Cсд13, Cсд13 и собственные емкости тех же фаз у пропитанных обмоток Cсп12, Cсп13, Cсп13 измерялись на универсальном измерителе Е7-11 на частоте f=1000 Гц.
Величина α подсчитывалась по формуле α=1,25+3,1 Cн.
Результаты всех измерений по способу-прототипу сведены в табл. 1
После проведения контроля качества пропитки по способу-прототипу осуществляли контроль качества пропитки у тех же двух обмоток по заявляемому способу.
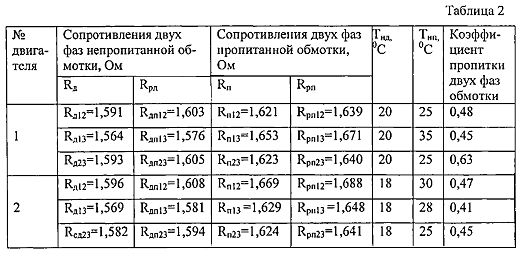
В качестве измеряемых электрических параметров выбраны сопротивления двух фаз соединенной в звезду обмотки, при этом дополнительно измеряли первоначальную температуру у каждой контролируемой непропитанной обмотки Tнд и исходные сопротивления каждой из двух фаз обмотки Rд12, Rд13, Rд23. После чего в упомянутые две фазы обмотки поочередно подавали стабилизированный ток I0=12,4 А.
Величину постоянного стабилизированного тока выбирали исходя из допустимых плотностей тока j для медного провода лежащих в диапазоне от jmin=6 А/мм2 до imax=10 А/мм2 [5] и площади сечения провода.
При этом плотность тока jmin=6 А/мм2 считается нормальной плотностью, взятой с запасом, а плотность тока 10 А/мм2 - это максимально допустимая плотность, которая пригодна только для кратковременной эксплуатации. В нашем случае, при кратковременном воздействии постоянного стабилизированного тока I0 на объект контроля (обмотку), целесообразно выбирать плотность тока, близкую к максимально допустимой плотности тока, равной imax=10 А/мм2. Это обусловлено тем, что, во-первых, воздействие тока на провод обмотки в процессе контроля пропитки кратковременно, и, во-вторых, тем, что, чем выше плотность тока, тем быстрее происходит изменение температуры провода, что сокращает время контроля. Поэтому для разрабатываемого способа контроля качества пропитки обмоток электрических машин следует обузить интервал плотностей тока до значений от jmin=6 А/мм2 до imax=10 А/мм2. Указанный выбранный интервал тока для контроля пропитки обмоток электротехнических изделий, изготовленных из медного провода, обусловлен следующими причинами. Плотность тока для медных проводов более 10 А/мм2 не допустима. Значение плотностей тока меньше jmin=6 А/мм2 приводит к увеличению времени контроля и снижению точности измерений коэффициентов пропитки. В данном конкретном случае площадь сечения медного провода контролируемой обмотки была равной 1,7424 мм2. Исходя из выбранного диапазона допустимых плотностей тока от jmin=6 А/мм2 до imax=10 А/мм2, значение постоянного стабилизированного тока I0 должно лежать в диапазоне от 10,45 А до 17,424 А. Нами был выбран ток, лежащий в указанном диапазоне, равный 12,4 А.
Время разогрева обмотки t0 выбирали в диапазоне 0,01 τ≤t0≤0,013τ, где τ - постоянная времени разогрева обмотки. Величина τ определялась расчетным путем, исходя из конструктивных параметров обмотки τ=Cдп.расч.×Rтеп., где Сдп.расч. - расчетная эквивалентная теплоемкость двух фаз обмотки; Rтеп. - тепловое сопротивление обмотки.
Выбор времени разогрева обмотки t0 в диапазоне 0,01 τ≤t0≤0,013τ обусловлен следующим. При выборе t0>0,013τ в значительной мере увеличиваются потери тепла из обмотки при ее разогреве импульсом стабилизированного тока и она все в большей степени отличается от идеальной теплоизолированной обмотки, что приводит к значительным погрешностям при определении эквивалентной теплоемкости обмотки, и, как следствие этого, к возрастанию ошибок при определении коэффициентов пропитки.
При 0,01 τ<t0 прирост температуры обмотки при ее разогреве импульсом стабилизированного тока невелик, что приводит к погрешностям измерения температуры по изменению сопротивления обмотки, что также снижает точность определения эквивалентной теплоемкости обмотки, и, следовательно, точность определения коэффициентов пропитки. Обмотку, в интервале времен разогрева, лежащем в диапазоне 0,01 τ≤t0≤0,013τ, с достаточно высокой точностью можно считать идеальным теплоизолированным телом.
Рассчитывали Cдп.расч. по формуле (7), используя следующие обмоточные данные cэ=984 Дж/кг × град K; Dпр=1,32×10-3 м; Dэ=1,4×10-3 м; ρэм=1230 кг/м3; ρки=810 кг/м3; dки=0,49×10-3 м; dпр=8,89×103 кг/м3; cпр=0,38309×103 Дж/кг град K; lпр=160 м; cки=840 Дж/кг×град K; lw=0,125 м; lп=0,1 м; П=4,3×10-2 м; dв=0,4×10-3 м.
Эквивалентная теплоемкость эмали равна:

Эквивалентная теплоемкость корпусной изоляции равна:
Cэки=p×Lп×П×ρки×dки×cки=24×0,125×4,3×10-2×810×0,49×10-3×840=430 Дж/град K.
Эквивалентная теплоемкость провода равна:
Cэпр=cпр×dпр×S×lпр=0,38309×103×8,89×103×1,7424×10-6×160=949,45 Дж/град K.
Расчетная теплоемкость двух фаз обмотки Cдп.расч. равна:
Cд.расч=Cээм+Cэки+Cэпр=33,0+430+949,45=1415,45 Дж/град K.
Тепловое сопротивление двух фаз обмотки приближено можно рассчитать по выражению:

τ=Cдп.расч.×Rтеп.=1415,45×0,015=1840,08 с.
Исходя из соотношения 0,01 τ≤t0≤0,013τ выбрали величину t0=20 с.
Ток I0=12,4 А пропускали через две фазы контролируемой обмотки в течение времени t0=20 c и вновь измеряли в момент времени t0=20 с сопротивление упомянутых двух фаз обмотки Rрд12, Rрд13, Rрд23. Затем обмотки пропитывали и сушили, после чего вновь измеряли температуру пропитанной обмотки Tнп и сопротивления каждых двух фаз контролируемой обмотки Rп12, Rп13, Rn23. Затем поочередно в каждые две фазы обмотки вновь подавали стабилизированный ток I0=12,4 А и по истечении времени t0=20 c вновь измеряли сопротивление упомянутых двух фаз обмотки Rрп12, Rрп13, Rрп23. По результатам измерений определи коэффициенты пропитки Kпр1, Kпр2, Kпр3 каждой фазы обмотки по выражениям Kпр1=Kпр12-Kпр23+Kпр13, Kпр2=Kпр23-Kпр13+Kпр12, Kпр3=Kпр13-Kпр12+Kпр23,
где Kпр12, Kпр13, Kпр23 - коэффициенты пропитки соответствующих двух фаз обмотки
 ;
;
 ;
;
 ;
;
α - температурный коэффициент сопротивления, Ом/град; I0 - стабилизированный ток, А; p - количество пазов, которые всыпаны в две фазы обмотки, c - удельная теплоемкость пропиточного состава, Дж/кг град K; dпс - плотность пропиточного состава, кг/м3; S - площадь сечения паза, м2; lw - длина полувитка обмотки, м; Kз - коэффициент заполнения паза проводом обмотки; Rд12, Rд13, Rд23 - сопротивления двух фаз непропитанной обмотки перед подачей в них стабилизированного тока, Ом; Rрд12, Rpд13, Rрд23 - сопротивления двух фаз непропитанной обмотки после их разогрева стабилизированного тока в момент времени t0; Rп12, Rп13, Rп23 - сопротивления двух фаз пропитанной обмотки перед подачей в них стабилизированного тока, Ом; Rрп12, Rрп13, Rрп23 - сопротивления двух фаз пропитанной обмотки после их разогрева стабилизированным током в момент времени t0, Ом; Tнд - температура непропитанной обмотки до подачи в ее фазы греющего тока, °C; Tнп - температура пропитанной обмотки до подачи в ее фазы греющего тока, °C.
Результаты измерений по заявляемому способу занесены в табл. 2.
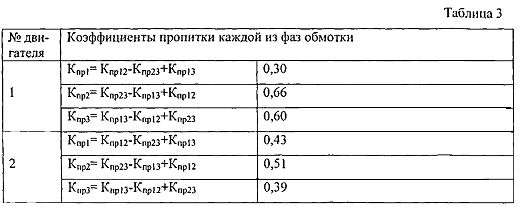
Из таблиц 1, 2 и 3 можно сделать следующие выводы:
- в заявляемом способе нет необходимости у одной из произвольно выбранных обмоток измерять собственную емкость двух фаз обмотки до пропитки, затем погружать упомянутую обмотку в пропиточную жидкость с известной диэлектрической проницаемостью и вновь измерять собственную емкость двух ваз обмотки, не вынимая обмотку из пропиточной жидкости, что упрощает заявляемый способ по сравнению со способом-прототипом;
- способ-прототип имеет низкую точность контроля, обусловленную большим разбросом собственных емкостей от одной обмотки к другой, что связано со случайным расположением витков в обмотке и с зависимостью значения собственной емкости обмоток от того, каким образом распределился пропиточный состав между витками обмотки, в заявляемом же способе значение коэффициента пропитки не зависит от взаимного расположения витков в пазу, что делает заявляемый способ более точным;
- заявляемый способ по сравнению со способом-прототипом имеет более высокую информативность контроля, обусловленную тем, в способе-прототипе определяют усредненный коэффициент пропитки полостей двух обмотки, а заявляемый способ позволяет определить не только коэффициент пропитки полостей двух обмотки, но и как пропиточный состав распределился внутри обмотки, и каковы коэффициенты пропитки полостей каждой из фаз обмотки.
Список использованной литературы
1. Кондратьева Н.Г. и др. Оценка, возможности использования электрической емкости обмотки статоров для контроля качества пропитки статоров электродвигателей низкого напряжения. - Электротехническая промышленность. Серия “Электрические машины”, вып. 5/75, 1977.
2. А.с. №1241361. Способ определения коэффициента пропитки обмоток электрических машин / Г.В. Смирнов, Г.Г. Зиновьев. - Опубл. 30.06.86. Бюл. №24.
3. А.с. №972372. Способ контроля качества пропитки намоточных электротехнических изделий / К.Г. Пугачев, Г.В. Смирнов, В.В. Носов, В.М. Федоров. - Опубл. 07.11.82. Бюл. №41 - прототип.
4. Г.В. Смирнов. Надежность изоляции обмоток электротехнических изделий. - Томск: Изд-во Том. ун-та, 1990, стр. 96, формула 3.3.
5. http://www.ura-remontu.ru/raschet-secheniya-provoda-po-toku.html.
Способ контроля качества пропитки обмоток электротехнических изделий, при котором у каждой обмотки измеряют до пропитки и после пропитки электрические параметры, по которым судят о качестве пропитки, отличающийся тем, что в качестве измеряемых электрических параметров выбраны сопротивления двух фаз, соединенных в звезду обмотки, при этом дополнительно измеряют первоначальную температуру у каждой контролируемой не пропитанной обмотки T и исходные сопротивления каждой из двух фаз обмотки R, R, R, после чего в упомянутые две фазы обмотки поочередно подают стабилизированный ток I, величину которого выбирают в зависимости от площади сечения S жилы провода обмотки, в диапазоне значений jS≤I≤jS, где j и j - интервал допустимых для материала провода обмотки плотностей тока, причем упомянутый ток I пропускают через обмотку в течение определенного времени t, выбранного из условия 0,01τ≤t≤0,013τ, где τ - постоянная времени разогрева обмотки, рассчитанная по формуле τ=C×R., С - расчетная эквивалентная теплоемкость двух фаз обмотки, R - тепловое сопротивление обмотки, и измеряют вновь в момент времени t сопротивление упомянутых двух фаз обмотки R, R, R, затем обмотку пропитывают и сушат, после чего вновь измеряют температуру пропитанной обмотки T и сопротивления каждых двух фаз обмотки R, R, R, после этого поочередно в каждые две фазы обмотки вновь подают стабилизированный ток I и по истечении времени t вновь измеряют сопротивление упомянутых двух фаз обмотки R, R, R, и по результатам измерений определяют коэффициенты пропитки K, K, K каждой фазы обмотки по выражениямK=K-K+K K=K-K+K K=K-K+K,где K, K, K - коэффициенты пропитки соответствующих двух фаз обмотки, ; ; ;α - температурный коэффициент сопротивления, Ом/град; I - стабилизированный ток, А; p - количество пазов, которые всыпаны в две фазы обмотки, c - удельная теплоемкость пропиточного состава, Дж/кг град K; d - плотность пропиточного состава, кг/м; S - площадь сечения паза, м; l - длина полувитка обмотки, м; K - коэффициент заполнения паза проводом обмотки; R, R, R - сопротивления двух фаз непропитанной обмотки перед подачей в них стабилизированного тока, Ом; R, R, R - сопротивления двух фаз непропитанной обмотки после их разогрева стабилизированным током в момент времени t; R, R, R - сопротивления двух фаз пропитанной обмотки перед подачей в них стабилизированного тока, Ом; R, R, R - сопротивления двух фаз пропитанной обмотки после их разогрева стабилизированным током в момент времени t, Ом; T - температура непропитанной обмотки до подачи в ее фазы греющего тока, °C; T - температура пропитанной обмотки до подачи в ее фазы греющего тока, °C.


Способ изготовления эмалированных проводов
Способ получения концентрата сапропеля
Способ приготовления бетонной смеси
Способ пропитки обмоток электрических машин
Электроизоляционный лак и способ его нанесения на металлическую основу
Способ пропитки обмоток электротехнических изделий
Способ приготовления бетонной смеси
Способ контроля качества пропитки обмоток электротехнических изделий
Датчик для непрерывного контроля изоляции проводов
Способ контроля и ремонта изоляции проводов
Способ изготовления эмалированных проводов
Способ получения концентрата сапропеля
Способ приготовления бетонной смеси
Способ пропитки обмоток электрических машин
Электроизоляционный лак и способ его нанесения на металлическую основу
Способ пропитки обмоток электротехнических изделий
Способ приготовления бетонной смеси
Способ контроля качества пропитки обмоток электротехнических изделий
Датчик для непрерывного контроля изоляции проводов
Способ контроля и ремонта изоляции проводов

