Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НИКЕЛЕВЫХ СУПЕРСПЛАВОВ ТИПА INCONEL 718
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления никелевых суперсплавов типа INCONEL 718.
Суперсплав на основе никеля INCONEL 718 (NC19FeNb) широко используется для изготовления деталей для высокотехнологичного применения, в частности, в авиации для вращающихся деталей турбинных двигателей, кожухов и колец. Механические характеристики, которые имеют эти детали при использовании, зависят как от собственных характеристик сплава (химического состава) детали, так и от микроструктуры детали, в частности, от размера ее зерна. В частности, размер зерна влияет на характеристики, касающиеся малоцикловой усталости, прочности на растяжение и ползучести. Микроструктура, в которой зерна являются мелкими (например, имеющая размер зерна, лежащий, по существу, в диапазоне от 5 микрометров (мкм) до 20 мкм), позволяет достичь лучших свойств с точки зрения усталости и прочности на растяжение, в это же время также обеспечивая хорошие характеристики в части ползучести.
В настоящее время измельчение зерна достигается посредством применения к детали схем обработки с термообработкой и ковкой, которые служат для формирования механизмов для рекристаллизации зерен.
Тем не менее, при использовании настоящих схем обработки в деталях из никелевых суперсплавов часто наблюдаются зоны укрупнения зерен, то есть зоны, имеющие зерна с размером, который значительно больше, чем размер мелких зерен. Такие зоны нежелательны, поскольку они вызывают ухудшение механических свойств деталей.
Эти крупнозернистые зоны появляются даже тогда, когда схемы обработки содержат операции ковки, проводимые ниже температуры растворимости δ-фазы (температуры, при которой включения дельта- фазы переходят в раствор, далее δ-растворимость), даже несмотря на то, что такие операции имеют репутацию не оказывающих влияния на конечную микроструктуру сплава, поскольку теоретически предполагается, что они гарантируют отсутствие роста зерна.
Целью изобретения является предложение способа изготовления, который позволяет ограничить появление крупных зерен во время изготовления детали.
Эта цель достигается тем, что последний этап ковки, которой подвергается упомянутый никелевый сверхпрочный сплав, проводят так, что он осуществляется при температуре Т ниже, чем температура δ-растворимости, причем во всех точках М в никелевом суперсплаве локальная степень D деформации не меньше, чем минимальная величина Dm, причем локальная степень D деформации определена как
 (1),
(1),
где δi - исходное расстояние между точкой М и точкой М', соседней с точкой М, и δf - расстояние между точками М и М' после ковки, при этом упомянутый никелевый суперсплав после упомянутого резкого охлаждения не подвергается какой-либо термообработке при температуре выше, чем пороговая температура TS, равная 750°С.
Посредством этих условий любые крупные зерна, все еще присутствующие в суперсплаве, преобразуются обратно в мелкие зерна, и в суперсплаве не образуются новые крупные зерна.
Преимущественно никелевый суперсплав также подвергается отпуску сразу после резкого охлаждения (закалки), следующего за последним этапом ковки.
Таким образом, свойства вязкости суперсплава улучшаются, тогда как другие его механические свойства не уменьшаются значительно. Операция отпуска происходит при температуре, которая является достаточно низкой для исключения повторного формирования крупных зерен в суперсплаве.
Изобретение может быть лучше понято, и его преимущества станут более ясными из последующего подробного описания варианта осуществления, показанного в качестве неограничивающего примера. Описание ссылается на прилагаемые чертежи, в которых:
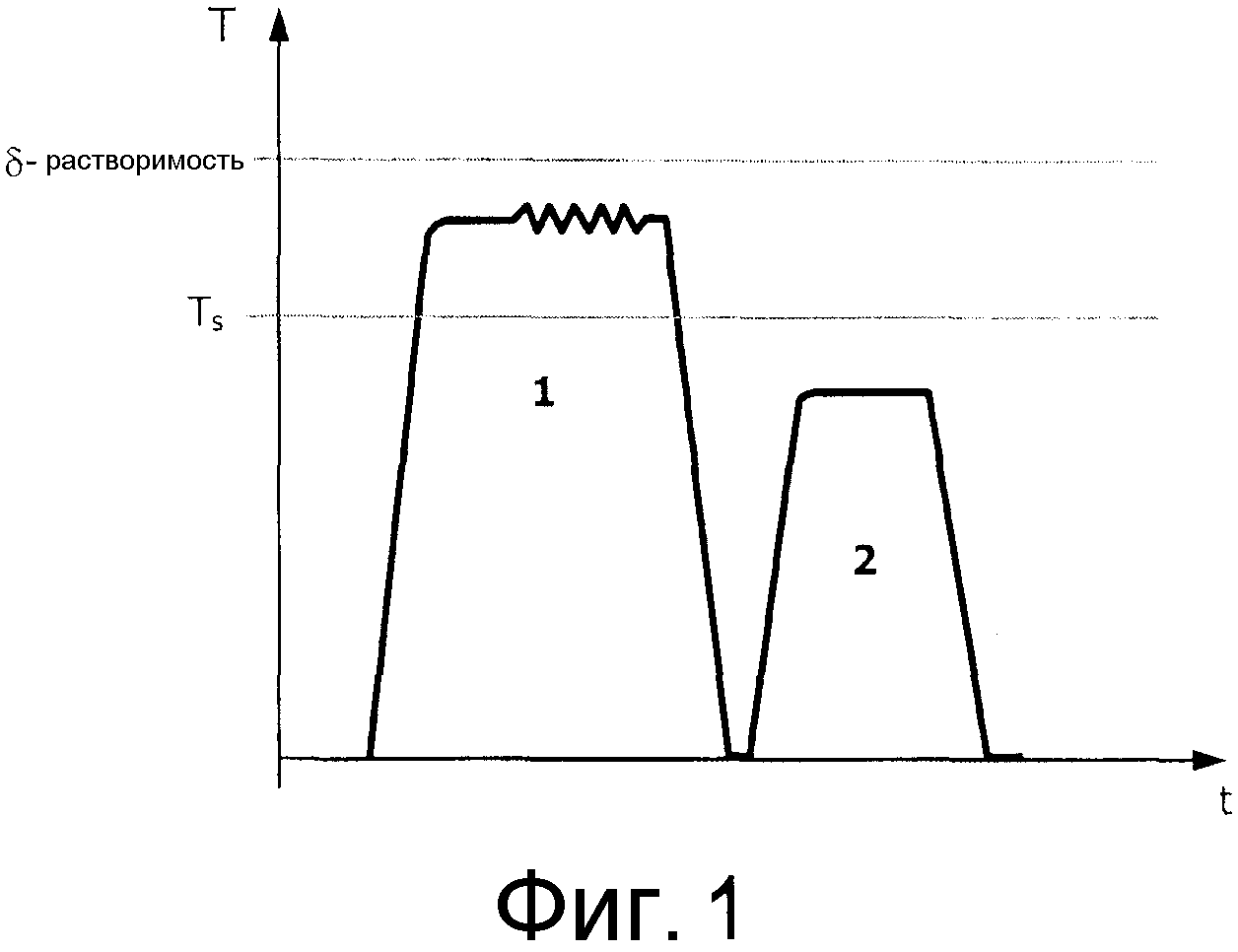
фиг.1 представляет собой диаграмму, на которой показан способ изготовления согласно изобретению; и
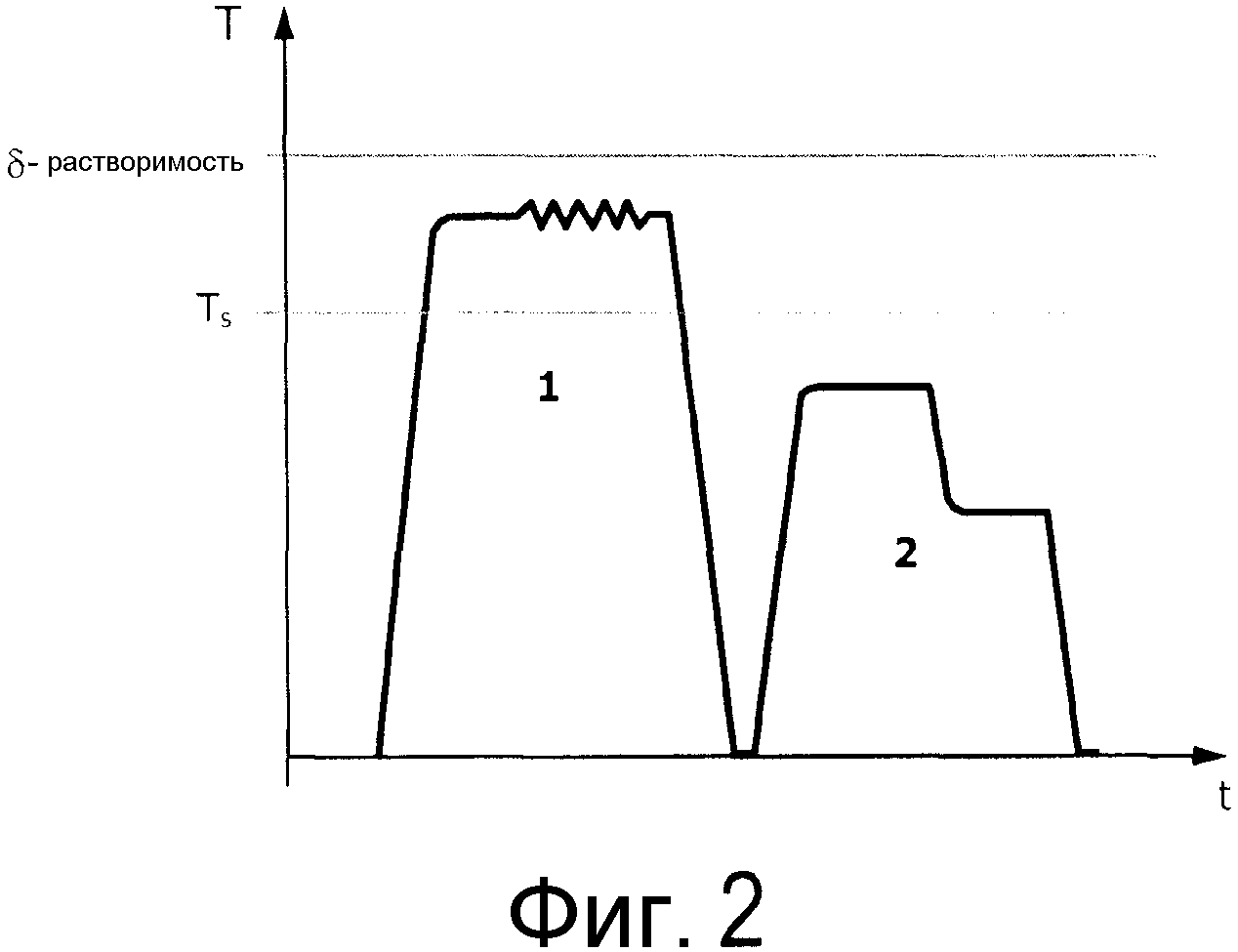
фиг.2 представляет собой диаграмму, на которой показан пример способа изготовления согласно изобретению.
В настоящем изобретении рассмотрены никелевые суперсплавы типа INCONEL 718.
В способе согласно изобретению исходная заготовка (биллет) уже была подвержена термомеханической обработке для придания заготовке структуры и формы, которые соответствуют техническим условиям.
При исследовании никелевых суперсплавов предшествующего уровня техники, в которых микроструктура имеет крупные зерна, авторы настоящего изобретения обнаружили, что эти крупные зерна бывают двух разных типов.
Таким образом, сделано различие между, во-первых, крупными равноосными зернами, которые являются результатом статического увеличения мелких зерен, например, из-за того, что сплав выдерживается при температуре выше, чем температура δ-растворимости. Такое увеличение может быть исключено посредством осуществления операций ковки в схеме обработки сплава при температурах ниже, чем температура δ-растворимости.
Неожиданно изобретатели в сплаве увидели также «взорванные» или «разорванные» крупные зерна с очертаниями, являющимися очень неправильными. Предполагается, что эти зерна в целом образуются при температурах ниже, чем температура δ-растворимости, и что, когда деформация осуществляется при температурах ниже, чем температура δ-растворимости (например, ниже чем 1000°С), именно энергия, сохраняющаяся в результате наклепа во время предшествующей операции ковки, вызывает это «разрывание» зерен. Эта сохраняющаяся энергия затем «релаксирует» в форме ранней и неконтролируемой миграции границ зерен, посредством этого образуя упомянутые «разорванные» зерна.
Согласно изобретению и как изображено на фиг.1, обеспечено то, что в схеме обработки при ковке, которой подвергается суперсплав, последний этап ковки (обозначенный цифрой 1 на фиг.1) происходит при температуре Т, которая ниже чем температура δ-растворимости, а также то, что во всех точках М в никелевом суперсплаве локальная степень D деформации не меньше чем минимальная величина Dm.
Локальная степень D деформации характеризует локальную деформацию в точке М материала. Она определяется уравнением
 (1),
(1),
где δi - исходное расстояние между точкой М и точкой М', соседней с точкой М, и δf - расстояние между точками М и М' после ковки.
Осуществление этого последнего этапа ковки при температуре Т ниже, чем температура δ-растворимости, позволяет исключить образования крупных равноосных зерен.
К тому же, условие, что локальная степень D деформации не меньше, чем минимальная величина Dm, в области сверхпрочного сплава позволяет «разорванным» зернам рекристаллизоваться в мелкие зерна в этой области. Во время этапа ковки и в зависимости от конечной формы, приданной детали, некоторые области детали могут быть подвержены большим величинам деформации, чем другие области. Факт того, что упомянутое выше условие, касающееся локальной степени D деформации, действительно во всех точках М в суперсплаве, позволяет гарантировать, что «разорванные» зерна рекристаллизируются в мелкие зерна во всем объеме суперсплава.
Например, минимальная величина Dm может быть равна 0,7.
В качестве альтернативы, минимальная величина Dm может быть равна 0,8 или 0,9.
После этой ковки сверхпрочный сплав подвергается резкому охлаждению (закалке) от температуры Т ковки до температуры ТА окружающей среды.
Преимущественно резкое охлаждение осуществляется со скоростью примерно 15 градусов Цельсия в минуту (°С/мин), поскольку испытания, осуществленные авторами настоящего изобретения, показали, что механические характеристики наилучшим образом оптимизированы при охлаждении с этой скоростью. Охлаждение (закалка) предпочтительно выполняется с водой.
К тому же, после этого резкого охлаждения, следующего за конечным этапом ковки, суперсплав не подвергается какой-либо термообработке при температуре выше, чем пороговая температура TS, равная 750°С.
Термообработка при температуре выше, чем пороговая температура TS, вероятно, образует «разорванные» зерна в суперсплаве.
В частности, суперсплав не подвергается отжигу с гомогенизацией, так как он происходит при температуре выше, чем пороговая температура TS.
Наоборот, суперсплав может быть подвергнут непосредственно отпуску (этап, обозначенный цифрой 2 на фиг.1) после резкого охлаждения, следующего за последним этапом ковки.
Например, суперсплав может быть нагрет до температуры 720°С на 8 часов и затем охлажден до температуры 620°С на 8 часов перед охлаждением до температуры окружающей среды. Эта ситуация показана на фиг.2.
Перед последним этапом ковки согласно изобретению суперсплав мог быть подвергнут не одному другому, одному другому или нескольким другим этапам ковки, причем каждый, несколько, один или ни один из этих этапов осуществляются при температуре ковки выше, чем температура δ-растворимости.
Преимущественно все этапы ковки, предшествующие последнему этапу ковки, осуществляются при температурах ниже, чем температура δ-растворимости.
Авторами настоящего изобретения были осуществлены цифровые моделирования, и они показывают, что в конце способа согласно изобретению размер зерен на самом деле уменьшен.
Например, в конце способа согласно изобретению размер всех зерен суперсплава может лежать в диапазоне от 5 мкм до 30 мкм.
Преимущественно в конце способа согласно изобретению размер всех зерен сверхпрочного сплава может лежать в диапазоне от 5 мкм до 20 мкм. Этот мелкий средний размер зерна образует суперсплав, имеющий дополнительно улучшенные усталостную долговечность и предел упругости.
Устройство и способ измерения времени прохождения вершин лопаток в турбомашине
Способ изготовления моноблочной детали для турбомашины при помощи диффузионной сварки
Устройство оценки качества тензометров
Способ изготовления металлической детали селективным плавлением порошка
Инжекционный элемент
Машина для намотки волокнистой структуры на пропитывающую оправку и использование такой машины для изготовления кожуха газовой турбины из композитного материала
Лопатка ротора турбомашины и турбомашина, содержащая такую лопатку
Устройство подачи текучей среды в гидравлический силовой цилиндр для управления ориентацией лопастей вентилятора турбовинтового двигателя с двойным воздушным винтом
Двухконтурный турбореактивный двигатель
Способ механической обработки кожуха газотурбинного двигателя летательного аппарата и шаберный инструмент для осуществления этого способа
Турбомашина, содержащая пленку демпфирующей жидкости направляющего подшипника вала турбомашины, и способ регулирования толщины такой пленки демпфирующей жидкости
Устройство и способ измерения времени прохождения вершин лопаток в турбомашине
Способ изготовления моноблочной детали для турбомашины при помощи диффузионной сварки
Устройство оценки качества тензометров
Способ изготовления металлической детали селективным плавлением порошка
Инжекционный элемент
Машина для намотки волокнистой структуры на пропитывающую оправку и использование такой машины для изготовления кожуха газовой турбины из композитного материала
Лопатка ротора турбомашины и турбомашина, содержащая такую лопатку
Устройство подачи текучей среды в гидравлический силовой цилиндр для управления ориентацией лопастей вентилятора турбовинтового двигателя с двойным воздушным винтом
Двухконтурный турбореактивный двигатель

