Результат интеллектуальной деятельности: ВИБРОУСТОЙЧИВОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к резьбовым соединениям с высокими эксплуатационными характеристиками.
Известно резьбовое соединение на основе резьбового стержня, посадочная часть которого несет два витка с волнистой резьбой и сопряженной с ней гладкой ответной резьбой отверстия. При этом гребни волн резьбового стержня расположены встречно так, что сходящиеся вершины плотно сжимают гладкие витки ответной резьбы, создавая удерживающий момент в соединении (см. патент США №7,326,014 от 5.02.2008. INTERACTIVE FIT SCREW THREAD. Kenneth R - Levey, Frank W - Bechtel, Michael P. Glynn).
Недостатком данного соединения является то, что оно направлено на обеспечение стопорящих свойств малонагруженных соединений с небольшими длинами свинчивания, преимущественно в клеммных зажимах электротехнических устройств.
В качестве прототипа выбрано резьбовое соединение с резьбовым стержнем, несущим 3-х-периодный волнистый резьбовой профиль на всей посадочной части, и ответной гладкой резьбой отверстия. При этом амплитуда волн резьбы стержня увеличивается от конца посадочной части к головной и не превышает величину стандартного зазора в резьбе. Волнистый профиль устраняет боковой зазор в сопряженной резьбе и обеспечивает плотную посадку с натягом, блокируя соединение (см. патент США №7,914,244 от 29.03.20011. FASTENER WITH ZONED, VARYING WAVE-FORM THREAD. John S. Bubulka, Jeffrey L. Trzaskus, Kenneth R. Leveys, Robert K. Dutzi).
Недостатком прототипа является то, что он также ориентирован на малонагруженные резьбовые соединения, не подверженные действию значительных усилий затяжки и вибрационных нагрузок. Посадочная часть резьбового стержня устанавливается в отверстие ответной детали не полностью, а только той ее частью, которая завинчена до выборки бокового зазора по профилю. Соединение аналогично паре «винт-гайка» с гладкой гаечной резьбой и с конической резьбой винта для того, чтобы плотно посадить гайку.
Для соединений с полной длиной контакта по всей посадочной части и со значительным усилием затяжки отпадает необходимость в блокировке верхних ниток резьбы, т.к. основная нагрузка падает именно на них. Поэтому накатывать эти нитки с наибольшей амплитудой волнистости бессмысленно в силу того, что они будут деформированы усилием затяжки, а нижние нитки практически не воспримут этого усилия. Поэтому прочность и виброустойчивость подобных соединений не может быть обеспечена должным образом.
Техническим результатом изобретения является повышение несущей способности резьбового соединения и его виброустойчивости.
Результат достигается тем, что резьбовое соединение, включающее стержень с резьбой волнистого профиля переменной амплитуды волны, не превышающей величины бокового зазора в резьбе, и ответную деталь с гладкой резьбой, отличается тем, что амплитуда волн резьбового стержня увеличивается к концу посадочной части, а осевая линия гребней волн повернута относительно диаметральной линии в сторону завинчивания на угол самоторможения резьбы.
Результат достигается также тем, что, согласно 2-му варианту, резьбовое соединение, включающее стержень с резьбой волнистого профиля переменной амплитуды волны, не превышающей величины бокового зазора в резьбе, и ответную деталь с гладкой резьбой, отличается тем, что амплитуда волн резьбового стержня увеличивается к концу посадочной части, а число волн изменяется нелинейно от одной на крайних витках до четырех в середине.
В резьбовом соединении по первому варианту, в отличие от прототипа, увеличение амплитуды волнистости к концу посадочной части дает преимущество в том, что обеспечивает равномерность распределения контактных напряжений в затянутом резьбовом соединении. При этом все витки стержня и корпуса нагружены одинаково и суммарно обеспечивают больший момент сопротивления отвинчиванию, чем соединение по прототипу, в котором наибольшую нагрузку несут верхние витки, а нижние ее не воспринимают. Это связано с тем, что в затянутом резьбовом соединении, в силу статически неопределенной задачи о распределении нагрузки по виткам, решенной вначале Н.Е. Жуковским, а затем И.А. Биргером, контактная нагрузка распределяется неравномерно и подчиняется закону гиперболического косинуса с наибольшим значением на верхних витках (см. книгу Биргер И.А., Иосилевич Г.Б. Резьбовые и фланцевые соединения. - М.: Машиностроение, 1990, стр. 80).
Кроме того, в предлагаемом техническом решении, разворот осевой линии гребней волн относительно диаметральной линии в сторону завинчивания дает преимущество в том, что данный угол приводит к разложению нормальной силы давления гребня на материал на тангенциальную силу отвинчивающего момента и радиальную составляющую, которая расклинивает наружные витки стержня во внутренних витках корпуса. Равенство угла поворота гребней углу трения обеспечивает наибольшее значение силы трения по гребню при отвинчивании.
Согласно 2-му варианту, в отличие от прототипа, увеличение амплитуды волнистости к концу посадочной части дает то же преимущество, что и в первом варианте, но, дополнительно, изменение числа волн нелинейно от одной на крайних витках до четырех в середине дает эффект разложения общей частоты собственных колебаний всего соединения на отдельные гармоники по каждому витку. Таким образом, в силу разности числа волн на витках, каждый из них будет иметь индивидуальное значение частоты собственных колебаний. В условиях работы соединения при вибрационных нагрузках не может возникнуть такой частоты возмущающей силы, на которую среагировало бы все соединение в целом. Таким образом, предлагаемое решение препятствует возникновению случая глобального резонанса, при котором собственные частоты витков и частота возмущения совпадут. Это обеспечивает высокую вибростойкость соединения.
В прототипе число волн по виткам одинаково, а амплитуда изменяется. В этом случае эффект самоотвинчивания определяется в большей степени не резонансом, а максимальной амплитудой возмущения, на которую среагируют сначала верхние витки, ослабив затяжку, а затем будут сползать и остальные.
Таким образом, увеличение амплитуды волнистости к концу посадочной части и поворот осевой линии гребней волн относительно диаметральной линии в сторону завинчивания на угол самоторможения в резьбе, а также нелинейное изменение числа волн от одной на крайних витках до четырех в середине обеспечивают высокую стойкость соединения к отвинчиванию и его вибрационную устойчивость.
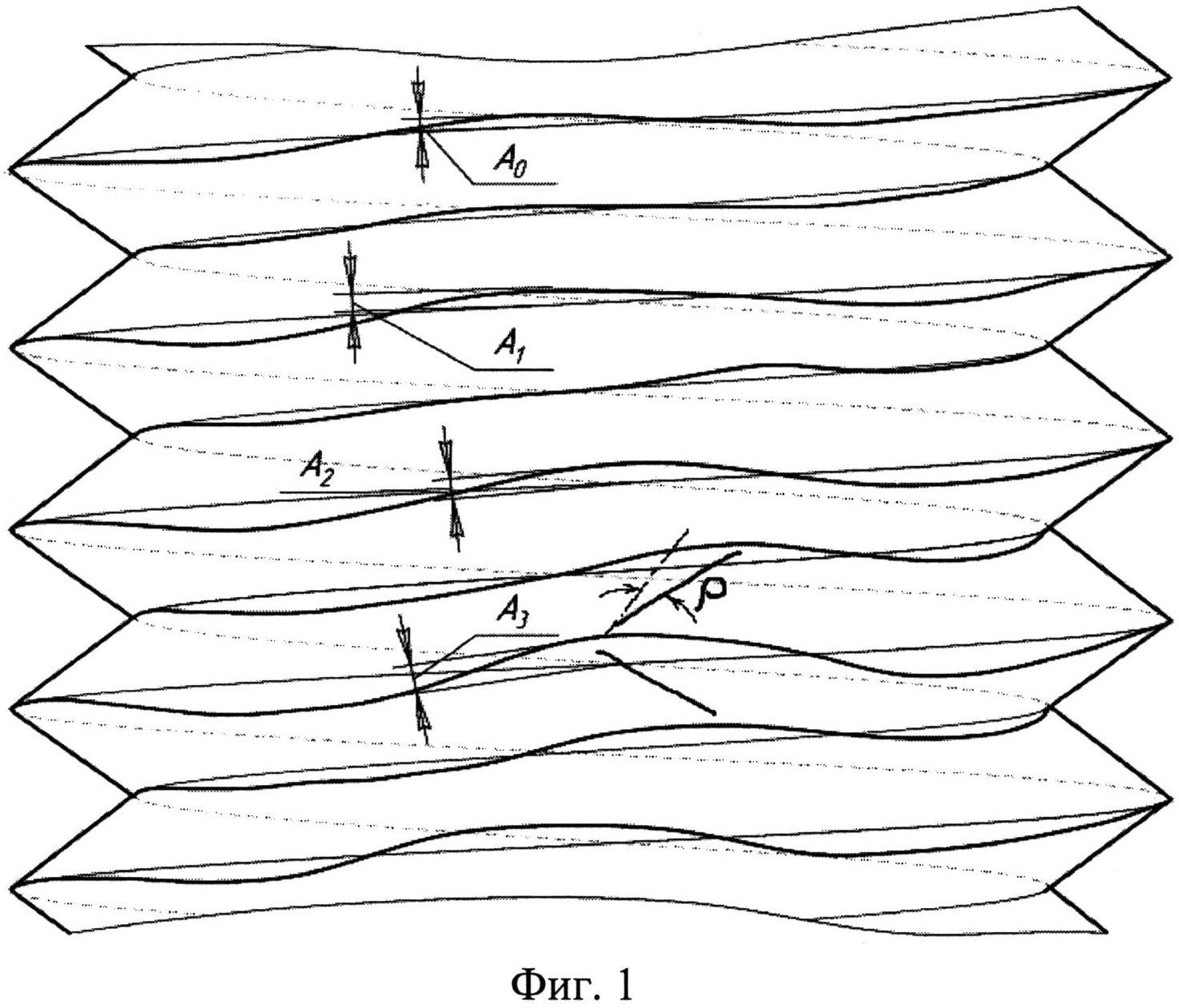
На фиг. 1 представлен фрагмент резьбового стержня с волнистым профилем, амплитуда волн которого увеличивается к нижним виткам с условием А0<А1<А2<А3<… . Показан гребень волны, развернутый относительно диаметральной линии на угол самоторможения ρ.
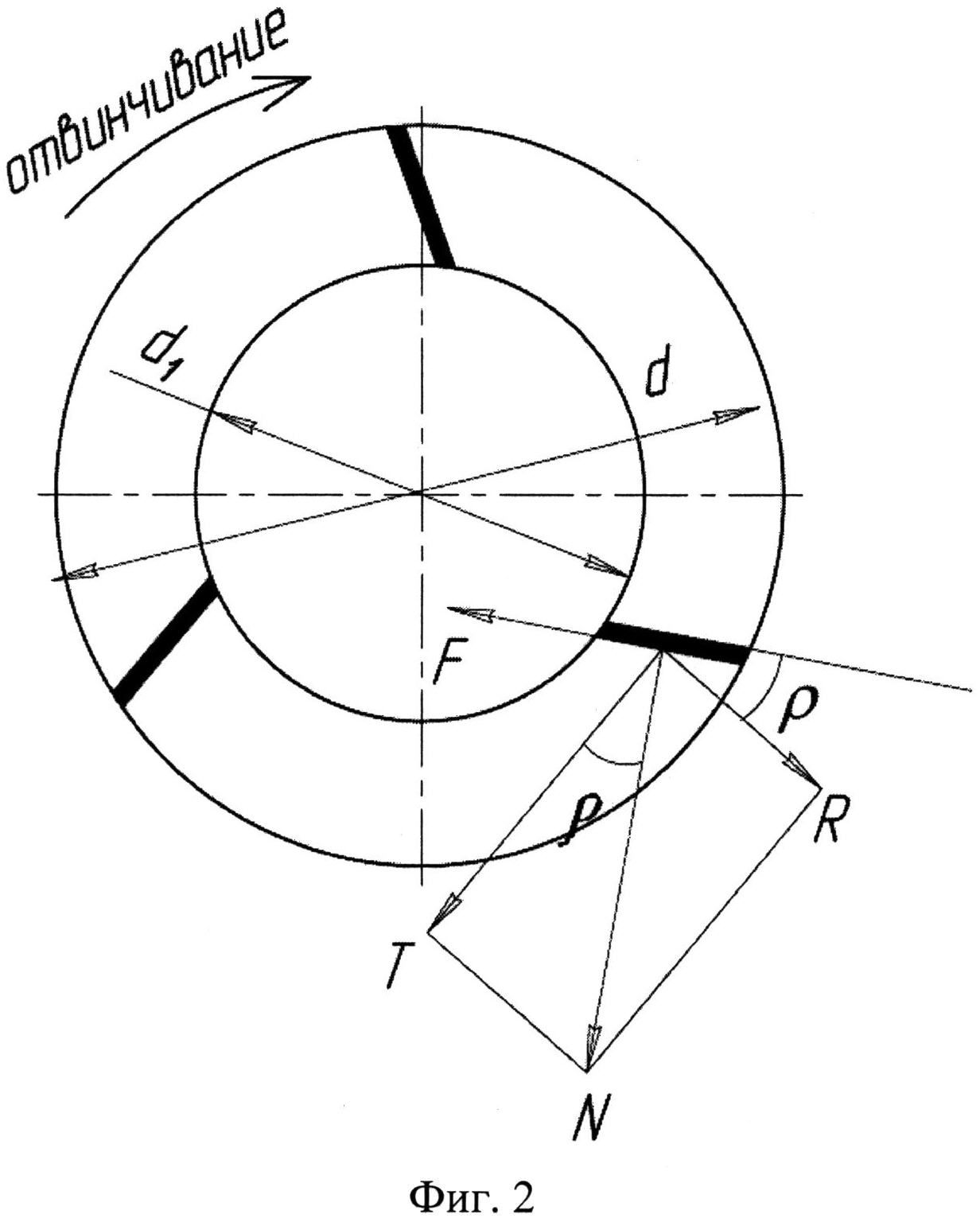
На фиг. 2 показана схема одного резьбового витка с 3-волновым профилем. Гребни волн повернуты относительно диаметральной линии внешней точкой в сторону завинчивания на угол ρ. При этом при отвинчивании на гребне возникает разложение нормальной силы N на две составляющие Т и R. Т - тангенциальная составляющая отвинчивающего момента, R - радиальная составляющая, приводящая к расклиниванию гребней волн во внутренней резьбе. Поворот гребней на угол ρ приводит к появлению значительного усилия трения F, препятствующего отвинчиванию. d, d1 - наружный и внутренний диаметры резьбы.
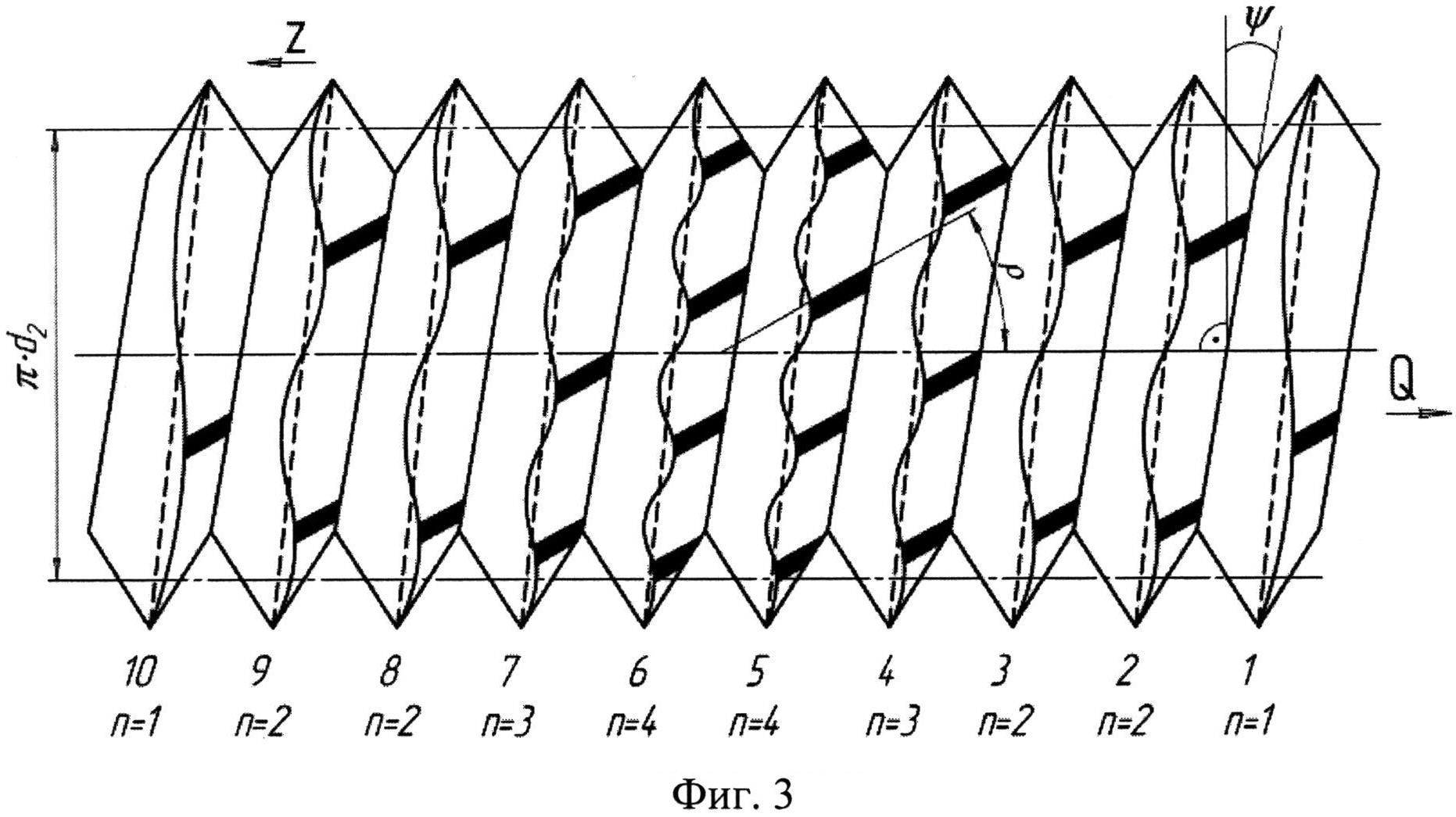
На фиг. 3 показана развертка резьбового стержня на длине витка по среднему диаметру πd2 с переменным количеством волн на витках нарезки из 10-ти витков. На крайних концах по одной волне, а на 5-6-м по четыре. На фигуре n - число волн, Q - усилие затяжки, ψ - угол подъема резьбы, ρ - угол поворота гребней, z - число витков.
Работа соединения осуществляется следующим образом. Перед накаткой профиля резьбового стержня устанавливают эксплуатационные требования к соединению. Если соединение предназначено для обеспечения высоких самотормозящих свойств, то устанавливается первый вариант предлагаемого технического решения. Если соединение должно обладать высокой виброустойчивостью, то второй. Далее устанавливают наибольшее значение амплитуды волны стержня. Для этого определяют значение и допуски среднего диаметра резьбы отверстия по соответствующему классу точности. Рассчитывают требуемые значения амплитуды волнистости Amax, которая включает две составляющие:
Amax=ΔВ+ΔЗ,
где ΔВ - величина контактного внедрения выступов в гладкую поверхность ответной детали;
ΔЗ - средневероятностный зазор по боковым сторонам витков в пределах посадки по ГОСТ 16093 - 2004. Например, для соединения с резьбой Ml0 по посадке 6H/6g и 80%-ной вероятности, величина зазора будет равна 160-170 мкм.
Величину ΔВ определяют с учетом формулы Герца для упругой контактной деформации в виде:
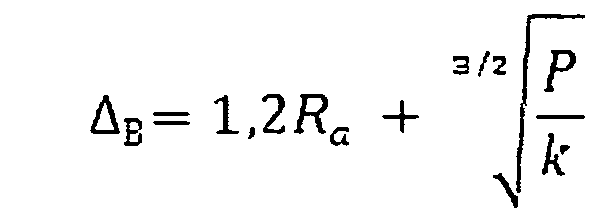 ,
,
где Ra - параметр шероховатости;
Р - усилие внедрения выступа;
k - параметр контактной жесткости
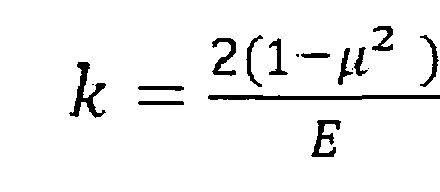 ,
,
где µ - коэффициент Пуассона более мягкого материала;
Е - модуль упругости.
Для соединения с гнездом из стали 20 и винтом из стали 38ХА величина составит 30-50 мкм. Таким образом, суммарные значения амплитуды волнистости для резьбы Ml0 будут находиться в пределах 200-220 мкм.
Устанавливают также значение соответствующего угла трения в резьбовой паре. На основе этих размерных характеристик изготавливается собственный комплект резьбонакатных плашек.
После получения готовых крепежных деталей производится сборка соединения. В отверстии корпусной детали нарезается стандартная резьба, после чего в нее завинчивается резьбовой стержень на полную глубину и затягивается нормированным усилием затяжки. После этого соединение готово к работе.
Предложенное техническое решение позволяет повысить стойкость соединения к отвинчиванию и его виброустойчивость.
Способ скважинного выщелачивания золота из глубокозалегающих россыпей
Способ диагностики изоляции обмоток статора асинхронного электродвигателя
Способ обработки пылящих поверхностей
Способ обработки пылящих поверхностей
Способ извлечения благородных металлов, оставшихся в минеральных частицах, из растворов и пульп и реакторы для его осуществления (варианты)
Способ разработки жильных рудных тел
Способ получения заданной степени дробления трещиноватого напряженного горного массива при взрывании зарядов вв двух параллельно сближенных скважин
Способ скважинного выщелачивания золота из глубокозалегающих россыпей
Способ диагностики изоляции обмоток статора асинхронного электродвигателя
Способ обработки пылящих поверхностей
Способ обработки пылящих поверхностей
Способ извлечения благородных металлов, оставшихся в минеральных частицах, из растворов и пульп и реакторы для его осуществления (варианты)
Способ разработки жильных рудных тел
Способ получения заданной степени дробления трещиноватого напряженного горного массива при взрывании зарядов вв двух параллельно сближенных скважин

