Результат интеллектуальной деятельности: СПОСОБ НЕПРЕРЫВНОЙ ВЫПЕЧКИ ТОНКОСЛОЙНОЙ ПОЛОСЫ ИЛИ ЛЕНТЫ ИЗ МУЧНОГО ТЕСТА
Вид РИД
Изобретение
Предлагаемое изобретение относится, в основном, к технологии пищевых производств непрерывной выпечки теста для блинов, оладий и блинчиков в форме бесконечной тонкой полосы (ленты) или для непрерывной выпечки штучных блинов, оладий и блинчиков.
Эта технология предназначена для предприятий общественного питания крупных, средних и мелких организаций, а также в фермерских хозяйствах.
Способ предназначен также для непрерывного производства бесконечной тонкой полосы или ленты из сушеного теста для производства нарезной лапши.
Данная технология может быть использована и для непрерывного производства синтетических пленок и лент из предварительно твердых гранул полимерных материалов.
1. Уровень техники
1.1. Известен способ непрерывной сушки с нагревом полосы длинномерного тонкослойного материала на шлихтовальных машинах ткацкого текстильного производства [1]. В процессе этой сушки влажный слой из смоченных шлихтой волокнистых нитей (пряж) движется, огибая наружные поверхности разогретых сушильных цилиндров (барабанов), которые устанавливают в два ряда в шахматном порядке [1, рис. 22, стр. 80-81]. Максимально допустимые температуры наружных поверхностей цилиндров (145°C) обеспечивают непрерывной подачей технологического пара внутрь с одновременным сливом конденсата [1, рис. 25, стр. 85]. Более высокие температуры недопустимы, поскольку нити (волокнистая пряжа) начинают желтеть, а синтетические - плавиться.
Огибая наружные поверхности нагретых цилиндров и будучи прижатым к этим поверхностям, слой нагревается с обеих сторон, влага испаряется и нити высыхают. В процессе высыхания происходит укорочение длин самих волокон и нитей, т.е. усушка полосы по длине, из-за чего (в процессе сушки) полоса материала натягивается.
В то же время, упругие свойства пряж и их прочность в слое обеспечивают упругое растяжение слоя без сдвигов и разрывов.
Основными недостатками способа являются: невозможность выпечки полосы или ленты из блинного теста, поскольку для выпечки требуется температура наружных поверхностей цилиндров не 145, а 220°C [2]; невозможность выпечки полосы или ленты из блинного теста, поскольку оно обладает очень малыми упругими свойствами, очень малой прочностью и разрывается, не выдерживая натяжений при усушке; высокая энергоемкость нагрева цилиндров паром. Например, для парового нагрева цилиндров изнутри, чтобы поддерживать температуру наружной поверхности 145°C, нужно непрерывно подавать внутрь цилиндра пар с температурой 170°C при давлении 7 атм.
Чтобы поддерживать температуру наружной поверхности 220°C, нужно непрерывно подавать внутрь цилиндра пар с температурой 245°C при давлении 12 атм, что существенно повышает опасность цилиндров как аппаратов, работающих под высоким давлением.
1.2. Известен способ нагрева вращающихся тонкостенных цилиндров изнутри электромагнитными излучениями, в основном, инфракрасного спектра в ближней инфракрасной области [3]. При таком нагреве не требуется пар, давление пара (компрессоры), а температуру наружной поверхности цилиндра можно поддерживать вплоть до 500°C изменением напряжения питания на инфракрасном нагревателе, задать температуру 220°C. Энергоемкость нагрева в этом способе в 15 раз меньше, чем при паровом нагреве.
Управление нагревом цилиндров (задание и поддержание заданной температуры) осуществляется посредством изменения электрического напряжения на питании инфракрасных излучателей посредством, например, трехфазных ЛАТРов [4, 5] или посредством трехфазных авторегуляторов температуры «напряжение-температура» - АРНТ [6]. При этом температура нагреваемой поверхности может измеряться бесконтактно пирометром, например Optris CTL15 [7], управляющий выход которого подключен к управляющему входу АРНТ.
В то же время невозможность выпечки полосы или ленты из теста по технологии предыдущего аналога сохраняется из-за малых упругих свойств и прочности самого теста.
1.3. Известен способ непрерывной сушки с нагревом полосы длинномерного тонкослойного материала на бумагоделательных машинах [8]. На этих машинах влажный (мокрый) слой целлюлозы перемещается по нагретым паром (не более чем до 150°C) сушильным цилиндрам так же, как и выше сказано, на шлихтовальных машинах [1], но из-за малой прочности слоя (полосы или ленты) его поджимают к наружным поверхностям цилиндров снизу поддерживающими сетками [8, рис. 119, стр. 312], а сверху на цилиндрах избыточная влага из слоя отводится в сушильные сукна [8, поз 31, рис 110, стр. 303]. Эти сушильные сукна плотно охватывают слой целлюлозы на цилиндрах на ½ длины их окружностей сверху и впитывают влагу из слоя. Известна, здесь же, бесконечная фильтрующая сетка, охватывающая цилиндр на ¾ длины его наружной окружности [8, поз. 1, 6, рис. 126, стр. 335].
Основным недостатком этого способа является невозможность выпечки тонкослойной полосы или ленты из мучного теста, поскольку недостаточны температуры цилиндров, сушильные сукна (шерстяная ткань) не выдерживают температуры более 160°C, а в отверстия поддерживающих сеток проникает тесто из-за свойства вязкой текучести. Выпеченное на сетке тесто трудноотделимо от самой сетки.
1.4. Известен способ непрерывной выпечки пищевых штучных полуфабрикатов на движущейся, бесконечной, транспортерной ленте [9]. В данном способе тонкую бесконечную транспортерную ленту 1 [9, фиг. 1, 2], выполненную из нержавеющей стали, непрерывно перемещают горизонтально прямо и прямолинейно, нагревая ее снизу (относительно верхнего горизонтального участка ВГУЛ ленты 1) направленно-фокусированным инфракрасным излучением (НИКИ) с помощью инфракрасных зеркальных ламп накаливания 10Н типа ИК3-175, ИК3-250 или ИК3-500 [10], которые располагают с небольшим зазором относительно ленты. Такие же лампы 10В располагают над лентой с регулируемым зазором относительно ленты 1. На ленту 1 сверху непрерывно загружают (кладут) заготовки 14 полуфабрикатов из теста. В процессе движения ленты 1 при неподвижных излучателях НИКИ заготовки 14 нагреваются от нагретой ленты 1 снизу и проникающим излучением (ПИКИ), а сверху нагреваются посредством НИКИ от верхних излучателей 10В. При непрерывной загрузке заготовок 14 на ленту 1 процесс выпечки штучных пищевых полуфабрикатов (например, булок) осуществляется непрерывно. Поэтому данный способ выпечки штучных пищевых полуфабрикатов реализуем для штучных изделий, например, из мучного теста.
Основные недостатки, препятствующие возможности непрерывной выпечки тонкослойной полосы или ленты из мучного теста
1.4.1. В способе нет операций по непрерывному формированию тонкого слоя теста на ВГУЛ (ленты 1) для выпечки и способ для непрерывной выпечки тонкослойной полосы или ленты из мучного теста неосуществим.
1.4.2. В способе нет операций по смазыванию ВГУЛ (ленты 1), взаимодействующей со штучными полуфабрикатами из теста, антипригорающими средствами, например, растительными маслами. Поэтому в процессе выпечки даже штучные полуфабрикаты будут пригорать к поверхности раскаленной ВГУЛ (ленты 1) и выпечка невозможна (нереализуема).
1.4.3. При нагреве ленты 1 ВГУЛ (1А или 1Б) лампами 10Н (ИКЗ) снизу (фиг. 2) излучение НИКИ от ламп 10Н неравномерно по мощности в плоскости, на которую оно падает. В середине пятна излучения она больше, поскольку излучение проходит меньший путь от спирали лампы 10Н до поверхности ВГУЛ снизу, а по краям пятна излучения НИКИ его мощность (плотность) меньше. Таким образом, температура нагрева ленты 1 на участке ВГУЛ снизу неравномерна. Однако за счет теплопроводности материала ленты 1 (1А или 1Б) и выравнивания общей температуры ленты на участке ВГУЛ, на основе известных законов термодинамики, эта температура становится одинаковой по всей верхней поверхности ленты 1 на участке ВГУЛ и не препятствует равномерному прогреву снизу расположенных на ней штучных полуфабрикатов 14.
Сверху эти полуфабрикаты 14 нагреваются прямым излучением НИКИ от верхних рядов ламп 10В и неравномерность температуры в пятне излучения НИКИ (большая на оси лампы 10В и меньшая на периферии пятна НИКИ на полуфабрикате 14) становится очевидной. Эта неравномерность приводит и к неравномерному прогреву теста в полуфабрикате в процессе выпечки. Однако для штучных полуфабрикатов это не имеет большого значения, если они имеют небольшие размеры (например, булочки, размеры которых меньше диаметра колбы ламп 10В) и уложены на участке ВГУЛ ленты 1 так, что движутся вместе с лентой под центрами ламп 10В.
В то же время для выпечки тонкослойной полосы или ленты из мучного теста таким способом такая неравномерность температур недопустима. Слой предварительно сырого теста (например), расположенный на участке ВГУЛ, подвергается снизу воздействию равномерной одинаковой температуры от ленты 1 на участке ВГУЛ, а сверху - неравномерному «пятнистому» нагреву излучением НИКИ от ламп 10В. В центре каждого теплового пятна будет более высокая температура и тесто будет пропекаться интенсивно, а по краям пятна из-за меньших температур тесто пропекаться не будет.
1.4.4. В данном техническом решении [9, фиг. 1], при наличии нижних 10Н верхних 10В рядов излучателей НИКИ и ленты 1 производительность выпечки (штук изделий, например, в минуту) будет зависеть от длины участка ВГУЛ ленты 1. Чем длиннее участок ВГУЛ ленты 1, тем больше можно разместить излучателей НИКИ в верхних 10В и нижних 10Н рядах, тем больше можно обеспечить температуры нагрева полуфабрикатов 14 и тем больше можно задавать скорость движения ленты 1, т.е. производительность выпечки, но при этом увеличивается длина устройства для реализации способа, а при постоянной ширине увеличивается производственная площадь устройства и сложность его обслуживания (от площадки загрузки полуфабрикатов до площадки съема готовых выпеченных изделий).
Например. При выпечке сдобных булочек (50 грамм) 180 штук в час длина участка ВГУЛ должна быть не менее 3000 мм (3 м), а для их выпечки с производительностью 360 шт./ч (в 2 раза больше) - не менее 7000 мм (7 м) или в 2,33 раза длиннее. При горизонтальном расположении ленты 1 ее площадь пропорциональна истинной длине.
Если же ленту расположить (замкнуть) по окружности диаметром D, то проекция ее площади (по длине) на горизонтальную поверхность (площадь зоны обслуживания) не может превысить размер D, тогда как длина ленты (по максимуму) будет π·D или в 3,14 раза больше диаметра.
Таким образом, приведенные выше аналоги не способны обеспечить непрерывную выпечку тонкослойной полосы или ленты из мучного теста и имеют кроме этого весьма существенные недостатки.
2. Наиболее близким техническим решением (прототипом).
Проведенные патентные исследования и анализ технической литературы показывают, что кроме способа нагрева вращающихся тонкостенных цилиндров изнутри электромагнитными излучениями, в основном, инфракрасного спектра в ближней инфракрасной области [3], которые используются в способах сушки длинномерных и тонкослойных материалов, наиболее близкие технические решения отсутствуют.
В основные цели предлагаемого изобретения (по сравнению с прототипом) входит получение следующих технических результатов.
1. Обеспечение непрерывной выпечки тонкослойной полосы или ленты из мучного теста.
2. Уменьшение рабочих площадей в операциях выпечки.
3. Причины, препятствующие получению технических результатов.
Приведены выше, в п. 1, в частности в пп. 1.41-1.4.4.
4. Признаки прототипа, совпадающие с заявляемым предлагаемым изобретением.
4.1. Вращающийся относительно горизонтальной оси сушильный цилиндр нагревают изнутри направленно-фокусированным излучением в ближней инфракрасной области (НИКИ) с возможностью автоматического управления температурой наружной поверхности цилиндра.
4.2. Прямой участок бесконечной плоской ленты нагревают с одной стороны направленно-фокусированным излучением в ближней инфракрасной области (НИКИ) с возможностью автоматического управления температурой ее поверхности.
5. Задачами предлагаемого изобретения являются следующие технические результаты.
5.1. Обеспечение непрерывной выпечки тонкослойной полосы или ленты из мучного теста.
5.2. Уменьшение рабочих площадей в операциях выпечки.
6. Эти технические результаты в заявляемом способе непрерывной выпечки тонкослойной полосы или ленты из мучного теста: из теста непрерывно формируют слой, подавая его сверху на наружную поверхность нагретого вращающегося относительно горизонтальной оси посередине и по ходу вращения тонкостенного цилиндра, непрерывно смазывая пищевым маслом эту поверхность цилиндра, и направляют слой теста в зазор между наружной поверхностью цилиндра и наружной поверхностью нагретой, тонкой, гибкой и движущейся вместе с цилиндром со скоростью цилиндра бесконечной прочной ленты, охватывающей наружную поверхность цилиндра, по меньшей мере, на 1/2 длины его окружности, при этом слой теста снаружи сверху смазывают маслом перед входом слоя в зазор между цилиндром и лентой, а нагрев цилиндра и ленты осуществляют одновременно направленно-фокусированным излучением в ближней инфракрасной области посредством инфракрасных зеркальных ламп типа ИКЗ, кроме этого зазор между наружной поверхностью цилиндра и нагретой ветвью ленты, скорости, а также температуры нагрева цилиндра и ленты регулируют, а сырое тесто подают на поверхность цилиндра слоем или каплями.
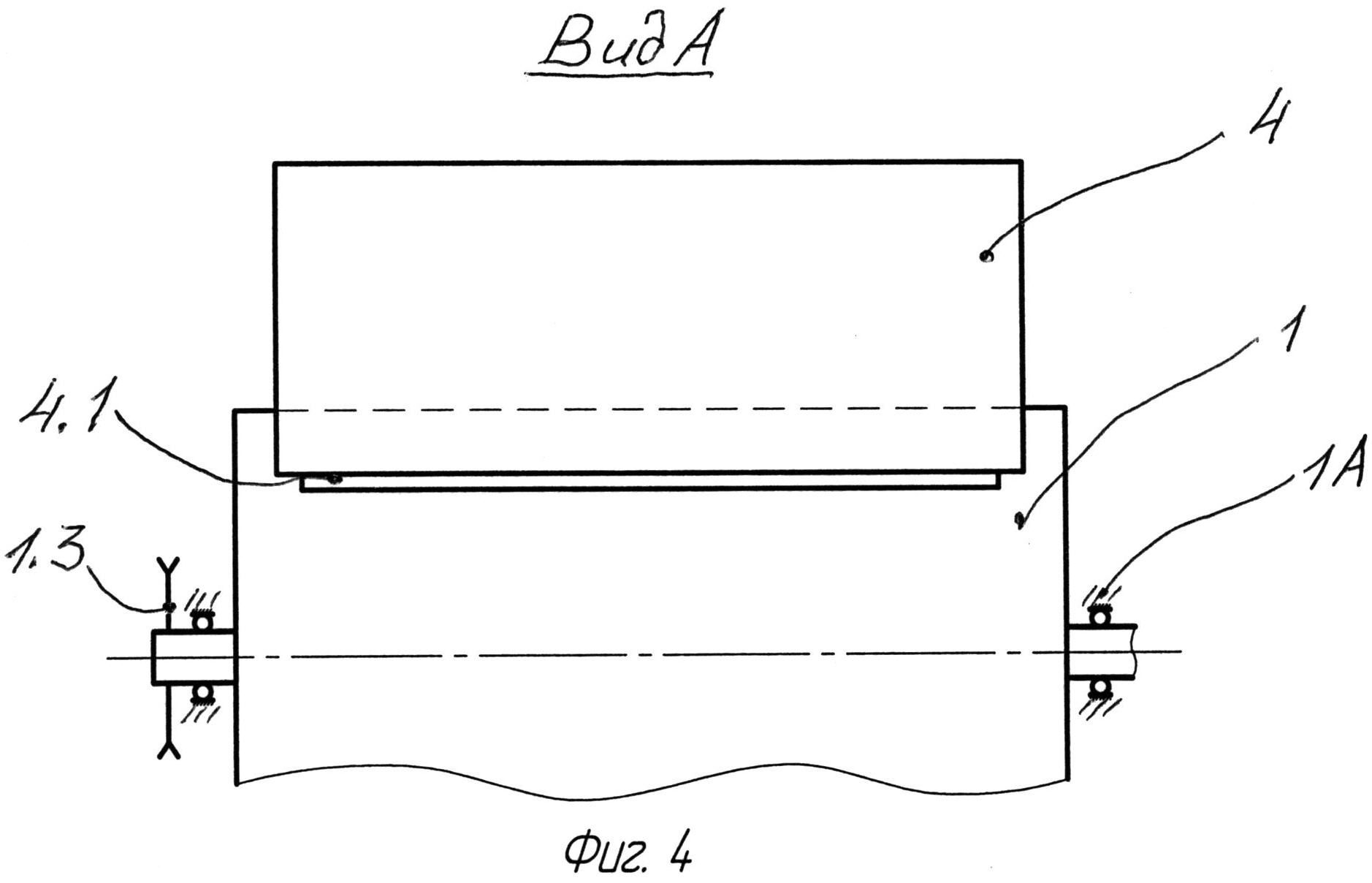
7. Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 показана технологическая схема (вид в плане), реализующая заявляемый способ; на фиг. 2 представлен поперечный вертикальный разрез А-А (фиг. 1) этой схемы, проходящий через горизонтальную ось выпечного цилиндра; на фиг. 3 показано взаимодействие слоя (или капель) сырого теста на входе в зону выпечки (на фиг. 1 обозначено I); на фиг. 4 представлен вид А (фиг. 1) на бункер с сырым тестом перед входом в зону выпечки; на фиг. 5 - электрическая схема питания и управления элементами технологической схемы, реализующей заявляемый способ.
На фигурах 1-5 буквами обозначено следующее.
А, В, С, N - обозначения фаз и нейтрали промышленной трехфазной сети 380 В (фиг. 5).
a, b, c, n - обозначения фаз и нейтрали с управляемых выходов однофазных регуляторов «напряжение-температура» и частоты питающей сети для управляемого электропривода (фиг. 1, 2, 3).
РМ1 - слой (тонкая пленка) растительного (подсолнечного, льняного, хлопкового и т.д.) масла, вытекающий из масленки 5 на наружную поверхность выпечного цилиндра 1 (фиг. 1, 3).
РМ2 - слой (тонкая пленка) растительного масла, вытекающий из масленки 6 на наружную поверхность сырого теста 4.1 сверху. Этот слой (тонкая пленка) может быть сформирован каплями растительного масла КРМ (за счет их растекания по поверхности) из масленки 6.1 на наружной поверхности ленты 2.1 (2.2) выпечного транспортера 2 (фиг. 1, 2, 3).
КРМ - капли растительного масла, растекающиеся на поверхности цилиндра 1 и ленты 2.1 (2.2) (фиг. 1, 2).
R1э и R3э - электрические эквивалентные сопротивления инфракрасного нагревателя ИКН с источниками 1.2 излучения и инфракрасного излучателя-нагревателя (ИНН) с источниками 3.1 соответственно (фиг. 5).
На фигурах представлены и обозначены следующие элементы технологической схемы.
1 - узел выпечного цилиндра (например, из нержавеющей стали 12Х18Н10Т с полированной наружной поверхностью, диаметром 1 м, длиной 0,5 м, с толщиной стенки 1 мм), установленный с возможностью вращения в неподвижных подшипниках 1А (фиг. 1, 2).
1.1 - неподвижный корпус инфракрасного нагревателя (фиг. 2) внутри выпечного цилиндра и коаксиальный ему.
1.2 - неподвижно закрепленные на корпусе 1.1 равномерными или неравномерными рядами вдоль образующей цилиндра 1 источники инфракрасного излучения, например инфракрасные зеркальные лампы ИК3-175, или ИК3-250, или ИКЗК-250, или ИК3-500 [10] (фиг. 2). Корпус 1.1 и источники инфракрасного излучения 1.2, направленного на внутреннюю поверхность цилиндра 1, образуют неподвижный инфракрасный нагреватель ИКН (на чертежах не обозначен).
1.3 - приводная звездочка цилиндра 1 (фиг. 2), например, от цепной передачи (на фигурах не показана).
1.4 - однофазный (a, n) авторегулятор «напряжение-температура» (АРНТ), фиг. 2.
1.5 - неподвижный датчик температуры наружной поверхности выпечного цилиндра 1 (НПВЦ), например пирометр Optris CTL15 [7].
Все источники инфракрасного излучения 1.2 соединены электрически параллельно и подключены электрически к управляемому выходу авторегулятора «напряжение-температура» (АРНТ) 1.4, фиг. 2, 5. Датчик температуры 1.5 электрически подключен к управляющему входу авторегулятора 1.4.
В общем и целом технологическая схема и устройство выпечного цилиндра 1 соответствует любому из технических решений [3, 11-15].
2 - узел бесконечной плоской выпечной ленты (выпечной транспортер), ведущая ветвь ленты 2.1 (ВВЛ) которой (фиг. 1) огибает НПВЦ сверху на ¾ длины окружности НПВЦ с касанием этой НПВЦ. Лента 2 выполнена, например, толщиной 0,5-1,0 мм из нержавеющей стали 12Х18Н10Т, а ее ширина соразмерна длине НПВЦ вдоль образующей цилиндра 1.
2.2 - ведомая ветвь ленты 2 размещена на опорных валиках 2.3, размещенных параллельно цилиндру 1 и установленных с возможностью вращения в неподвижных опорах (на фигурах не обозначены). Эти опоры закреплены на неподвижном и прочном кронштейне 2.4.
2.5 - ведомый вал выпечного транспортера 2 (фиг. 1, 2, 3), установленный над выпечным цилиндром 1 параллельно ему с возможностью вращения в направляющих опорах (на фигурах не обозначены) с пружинной регулируемой нагрузкой. Пружины обозначены поз. 2.5.1 (фиг. 1, 2). Устройство регулировки степени сжатия пружин 2.5.1 (усилия прижима) вала 2.5 к НПВЦ цилиндра 1 на фигурах не показано.
2.6 - ведущий вал выпечного транспортера 2 (фиг. 1, 2, 3), установленный на расстоянии ¾ длины окружности выпечного цилиндра 1 параллельно ему с возможностью вращения в подвижных регулируемых опорах (на фигурах не обозначены), снабженных элементами фиксации (на фигурах не обозначены).
В общем и целом технологическая схема и устройство узла бесконечной плоской выпечной ленты (выпечного транспортера) 2 может соответствовать любому из технических решений [8, 16-20]. Эти технические решения касаются, например, узла основного прочеса (между шляпочным полотном и главным барабаном) на кардочесальных машинах текстильной промышленности.
3 - инфракрасный излучатель-нагреватель (ИИН), неподвижно размещенный в пространстве между неподвижными кронштейнами 2.4 и ВВЛ 2.1 транспортера 2.
3.1 - источники инфракрасного излучения, аналогичные 1.2 установленные неподвижно на диэлектрическом неподвижном основании 3.2. Это основание, например, текстолитовая пластина, выгнуто по дуге коаксиальной НПВЦ цилиндра 1, а источники излучения 3.1 закреплены на основании 3.2 равномерными или неравномерными рядами вдоль образующей цилиндра 1 или дуги основания 3.2. При этом их излучающие поверхности обращены (направлены) на внутреннюю поверхность ВВЛ 2.1 с небольшим зазором (5-10 мм) относительно нее (фиг. 1, 2). Между рядами излучателей 3.1 (или между излучателями 3.1) к поверхности основания 3.2, обращенной к ВВЛ 2.1, неподвижно прикреплен датчик температуры, аналогичный датчику 1.5, т.е. пирометр Optris CTL15.
Все источники инфракрасного излучения 3.1 соединены электрически параллельно и подключены электрически (b, n) к управляемому выходу авторегулятора «напряжение-температура» (АРНТ) 3.3, фиг. 1, 5. Датчик температуры 1.5 электрически подключен к управляющему входу авторегулятора 3.3.
4 - неподвижный бункер с сырым тестом. Бункер 4 выполнен в виде сужающейся к низу тонкостенной емкости, установленной неподвижно и вертикально над выпечным цилиндром 1 с зазором относительно него 3-5 мм и на расстоянии 200-250 мм от ведомого вала 2.5, перед ним. Бункер 4 выполнен прямоугольным в поперечном сечении, установлен длинной гранью вдоль образующей цилиндра 1 и с равномерным зазором относительно него. Бункер снабжен средством регулировки подачи сырого теста 4.1, вытекающего снизу из емкости на НПВЦ цилиндра 1, например шиберной заслонкой, задвижкой или другим средством уменьшения зазора между длинными гранями снизу (на чертежах не показаны). Длина бункера 4 снизу вдоль цилиндра 1 меньше последнего (фиг. 1, 2, 4).
5 - масленка для НПВЦ цилиндра 1 с растительным маслом. Масленка 5 выполнена в виде сужающейся к низу тонкостенной емкости прямоугольного поперечного сечения, установленной неподвижно и вертикально над выпечным цилиндром 1 с зазором относительно него 1-2 мм и на расстоянии 200-250 мм от бункера 5, перед ним. Во всем остальном масленка 5 аналогична бункеру 5.
6 - масленка для ВВЛ 2.1 с растительным маслом для смазки наружного слоя сырого теста вытекающего из бункера 4 и наружной поверхности ВВЛ 2.1 на всей длины ее взаимодействия с НПВЦ цилиндра 1. Масленка 6 аналогична и бункеру 4, масленке 5 по конструкции и размещена между бункером 4 и ведомым валом 2.5 с зазором относительно НПВЦ цилиндра 1, который соответствует толщине слоя геста 4.1.
6.1 - показана идентичная масленке 6 масленка, которая может быть размещена над ведомым валом 2.5 с зазором между нижним отверстием масленки и наружной поверхностью ветви 2.2 ленты 2 1-2 мм. Позицией 6.1.1 условно обозначено устройство управления размерами отверстий и капель КРМ или 4.1 (теста) и частотой их капания (производительностью) - вентили, задвижки, заслонки, пипетки и т.д.
Бункер 4, масленки 6 и 6.1 имеют либо сплошную щель внизу емкости над цилиндром 1 с регулируемым зазором щели для выпуска через щель слоя (4.1, РМ1, РМ2, фиг. 1, 3, 4), либо цепочку отверстий (не показаны) вдоль образующей выпечного цилиндра 1 с регулятором размера 6.1.1 отверстий, для выпуска из емкостей на цилиндр 1 капель (фиг. 1, 2), растекающихся на поверхности цилиндра 1.
7 - управляемый электропривод 7.1, 7.2, 7.3 и передачи 7.4 к выпечному цилиндру 1, к ведущему валу 2.6 выпечного транспортера 2 и к отводящему транспортеру 8 (фиг. 1). Управляемый электропривод включает в себя управляющий блок 7.1 (например, известный частотный преобразователь ESQ(R) 220 В), однофазный электродвигатель (например, мощностью 6 кВт) 7.2 и редуктор 7.3 с двумя силовыми выходами (валами отбора мощности). Тихоходный силовой выход редуктора 7.3 кинематической связью (одной из передач 7.4) соединен с выпечным цилиндром 1 с возможностью его вращения. Быстроходный силовой выход редуктора 7.3 кинематической связью (одной из передач 7.4) соединен и с ведущим валом 2.6 выпечного транспортера (ленты) 2 и с ведущим валом (на фигурах не обозначен) отводящего транспортера 8, поскольку линейная скорость ленты 2 выпечного транспортера и ленты отводящего транспортера 8 одинаковы. Условно обозначенные кинематические связи 7.4 могут быть выполнены в виде зубчатых, цепных или плоскоременных передач.
8 - отводящий транспортер с плоской лентой, например, из пищевой резины, ширина которого одинакова с шириной ленты (выпечного транспортера) 2 и меньше, чем длина образующей выпечного цилиндра 1.
9 - съемный нож для съема слоя выпеченного теста 4.2 с НПВЦ цилиндра 1 и для направления движения этого слоя с НПВЦ цилиндра 1 на ВВЛ 2.1 в зоне ведущего вала 2.6 выпечного транспортера 2. Нож 9 выполнен в виде плоской стальной полированной пластины (на фигурах не обозначена) с заостренным лезвием (на фигурах не обозначено), размещен под углом 30-60° относительно горизонтали в направляющих (на фигурах не обозначены) и касается НПВЦ цилиндра 1 под воздействием собственного веса. К наружной поверхности направляющих ножа 9 неподвижно присоединен датчик 1.5 температуры НПВЦ цилиндра 1, например пирометр Optris CTL15 с возможностью непрерывного контроля (измерения) этой температуры. Направляющие ножа 9 могут иметь средства фиксации (на фигурах не обозначены) ножа 9 относительно НПВЦ цилиндра 1 (фиг. 1).
10 - съемный нож для съема слоя выпеченного теста 4.2 с ВВЛ 2.1 в зоне ведущего вала 2.6 выпечного транспортера 2 и для направления движения этого слоя с ВВЛ 2.1 в зоне ведущего вала 2.6 на отводящий транспортер 8. Нож 10 выполнен и закреплен аналогично ножу 9, но с тем отличием, что его лезвие (не обозначено) и наружная поверхность образуют одну плоскость, размещенную по касательной одновременно и к наружной поверхности ВВЛ 2.1 на ведущем валу 2.6, и к наружной поверхности ленты на ведущем валу отводящего транспортера 8.
7.1. Заявляемый как предлагаемое изобретение способ реализуется следующим образом
Электрическое питание технологической схемы (фиг. 1, 2, 5) подключают к трехфазной промышленной ~380 В электросети с силовыми фазами A, B, C и с нейтралью N (фиг. 5). После этого задатчиками (уставками) авторегуляторов «напряжение-температура» (АРНТ) 1.4, 3.3 задают (устанавливают) температуру, например, 220°C и включают в работу системы нагрева и стенки цилиндра 1 (R1э) с лампами 1.2 (фиг. 2, 5) и ВВЛ 2.1 (R3э) с лампами 3.1 (фиг. 1, 5). Температуры НПВЦ цилиндра 1 и ВВЛ 2.1 начинают повышаться, что отслеживается датчиками температуры 1.5 и контролируется АРНТ.
После включения системы нагрева управляющим блоком 7.1 управляемого электропривода 7 и редуктором 7.3 задают одинаковые окружные (линейные) скорости вращения выпечного цилиндра 1, движения ленты выпечного транспортера 2 и ленты отводящего транспортера 8, например, 1 м/мин.
В течение 5 мин стенка цилиндра 1 и ленты транспортера 2 нагреваются до температуры 220°C и АРНТ 1.4 и 3.3 понижают напряжение питания излучателей 1.2 и 3.1, удерживая эту заданную температуру и непрерывно измеряя ее датчиками 1.5.
При достижении заданной температуры (220°C) приоткрывают зазор снизу в масленке 5 и обеспечивают непрерывную подачу слоя (тонкой пленки) РМ1 растительного масла на НПВЦ цилиндра 1 (непрерывно смазывают НПВЦ). Затем приоткрывают зазор снизу в бункере 4 с тестом и подают тонкий слой сырого теста 4.1 на смазанную РМ1 и нагретую НПВЦ цилиндра 1. Затем приоткрывают зазор снизу в масленке 6 (или в масленке 6.1) и обеспечивают непрерывную подачу слоя (тонкой пленки) РМ2 растительного масла либо на наружную поверхность слоя 4.1 сверху либо на наружную поверхность ленты 2.2 над валом 2.5 (фиг. 2, 3) в форме капель КРМ, которые растекаются, образуя слой. При этом перед входом в зажим между валом 2.5 с лентой 2.1 и НПВЦ цилиндра 1 образуется непрерывная многослойная (по структуре) вязкая лента, в которой снизу тонкий слой (пленка разогретого РМ1), выше - слой сырого теста 4.1, над ним сверху тонкий слой (пленка разогретого РМ2), как представлено на фиг. 3. Материал этой многослойной ленты обладает физическими свойствами вязкой жидкости - она несжимаема и, захваченная НПВП цилиндра 1 и ВВЛ 2.1 на вале 2.5 в зоне их прижима, сжимает пружины 2.5.1 нагрузки вала 2.5 и, приподнимая его, проникает в образованный зазор между ВВЛ 2.1 и НПВП цилиндра 1.
Вращающаяся НПВП цилиндра 1 и движущаяся с такой же скоростью ВВЛ 2.1 непрерывно перемещают (транспортируют) вязкую многослойную ленту вместе с НПВП цилиндра 1. Вначале (область размещения вала 2.5) из-за достаточных температур нагрева ВВЛ 2.1 и НПВП цилиндра 1 на противоположных поверхностях (соприкасающихся с ВВЛ и НПВП) ленты образуются корочки и слой сырого теста 4.1 частично обжаривается и упрочняется. По мере продвижения теста 4.1 вместе с ВВЛ 2.1 и НПВП цилиндра 1 под воздействием температур, исходящих от них, слой полусырого теста пропекается между корочками и превращается в готовый продукт - в непрерывный тонкий слой 4.2 или в непрерывную тонкую ленту из выпеченного теста. Смазка нагретых поверхностей ВВЛ 2.1 и НПВП цилиндра 1 посредством РМ1, PM2 или KPM не позволяет сырому тесту 4.1 пригорать к нагретым поверхностям.
Съемный нож 9 (фиг. 1), касающийся лезвием (на фигурах не обозначено) НПВП цилиндра 1, снимает слой выпеченного теста 4.2 с НПВП цилиндра 1 и направляет движение слоя 4.2 на ВВЛ 2.1 в области размещения ведущего вала 2.6. Съемный нож: 10 (фиг. 1), касающийся лезвием (на фигурах не обозначено) наружной поверхности ВВЛ 2.1 в области размещения ведущего вала 2.6 (фиг. 1), снимает слой выпеченного теста 4.2 с ВВЛ 2.1 в области размещения ведущего вала 2.6 и направляет движение слоя 4.2 на плоскую ленту отводящего транспортера 8.
Таким образом, осуществляется непрерывная выпечка тонкослойной полосы или ленты из мучного теста.
7.2. Достижение поставленных целей предлагаемого изобретения. Получение технических результатов
7.2.1. Каким образом достигается первая цель изобретения (получение первого технического результата) - обеспечивается непрерывная выпечка тонкослойной полосы или ленты из мучного теста - показано выше в п. 7.1 на данной и предыдущих страницах.
7.2.2. Уменьшение рабочей площади в операциях выпечки достигается тем, что в процессе выпечки используются и выпечной цилиндр 1, и выпечной транспортер 2, охватывающий цилиндр 1 на ¾ длины цилиндра 1.
Как помечено выше, диаметр (D) цилиндра 1 (фиг. 1) составляет, например, 1 м. Длина (L) окружности его рабочей наружной поверхности составляет L=π·D=3,14 м. Длина выпечки (LB) составляет ¾ L или LB=3×3,14/4=2,355 м. В проекции на горизонтальную плоскость (на основание или на фундамент) эта длина не превышает длины диаметра цилиндра 1, т.е. 1 м.
При одной и той же ширине ленточного выпечного транспортера 2, при его горизонтальном расположении, необходима площадь с длиной 2,355 м. В данном техническом решении 1 м или в 2,355 раза меньше.
Дополнительный технический эффект. Расширение функциональных возможностей.
Как показано выше, бункер 4 с сырым тестом может иметь снизу не сплошную щель (не показана) вдоль образующей цилиндра 1, а цепочку отверстий (фиг. 1, 2) и сырое тесто может подаваться на смазанную посредством РМ1 НПВП цилиндра 1 в форме крупных капель (4.1 на фиг. 2). Капли сырого теста 4.1 из-за своей высокой вязкости достигают размера (в диаметре) 3-5 см и, растекаясь по НПВП цилиндра 1, эти капли превращаются в несвязанные между собой тонкие круги и эллипсы толщиной 3-6 мм, которые в процессе выпечки между ВВЛ 2.1 и НПВП цилиндра 1 превращаются в готовые штучные оладья, блины и блинчики, а не в бесконечную тонкую пропеченную полосу 4.2 или ленту из мучного теста.
8. Источники информации
1. Живетин В.В., Брут-Бруляко А.Б. Устройство и обслуживание шлихтовальных машин. М.: Легпромбытиздат, 1988. С. 240.
2. http://otvet.mail.ru/question/44230048
3. RU №2431793, F26B 3/34, 20.10.2011, Бюл. №29
4. RU №2269730, F26B 13/18, 10.02.2006, Бюл. №4
5. RU №2263730, D06B 15/00, F26B 13/00, 10.11.2005, Бюл. №31
6. RU №2479953, Н05В 3/20, 20.04.2013, Бюл. №11
7. http://www.tekkno.ru
8. Баранов Н.А., Добровольский Д.С. Технология и оборудование бумажного производства. М.: Лесная промышленность, 1966. С. 440.
9. RU №2430630, A23L 1/025, F26B 3/30, 10.10.2011, Бюл. №28
10. http://www.lisma-guprm
11. RU №226373, опубликовано 10.11.2005
12. RU №2269730, опубликовано 10.02.2006
13. RU №2287121, опубликовано 10.11.2006
14. RU №2300589, опубликовано 10.06.2007
15. RU №2302593, опубликовано 10.07.2007
16. http://www.marzoli.it/ru/camozzigroup/textile-machinery/marzoli/complete-spinning-system/carding/kardochesalnaya-mashina-c701
17. SU №45524
18. SU №99422
19. RU №2148684
20. http://www.truetzschler-spinning.com/fileadmin/user_upload/truetzschler-spinning/brochures_downloads/Karde/russisch/TC11_RU_TA.pdf
Способ непрерывной выпечки тонкослойной полосы или ленты из мучного теста, в котором из теста непрерывно формируют слой, подавая его сверху на наружную поверхность посередине вращающегося относительно горизонтальной оси тонкостенного цилиндра, нагретого изнутри излучением, и непрерывно смазывая пищевым маслом эту поверхность цилиндра, отличающийся тем, что этот слой направляют в зазор между наружной поверхностью цилиндра и наружной поверхностью нагретой, тонкой и гибкой, движущейся вместе с цилиндром со скоростью цилиндра, бесконечной прочной ленты, охватывающей наружную поверхность цилиндра, по меньшей мере, на 3/4 длины его окружности, при этом слой снаружи сверху также смазывают маслом перед входом слоя в зазор между цилиндром и лентой или смазывают наружную поверхность ленты, предварительно нагревая ее аналогичным излучением, при этом зазор между наружной поверхностью цилиндра и нагретой ветвью ленты, скорости, а также температуры нагрева цилиндра и ленты регулируют, а слой подают на поверхность цилиндра в форме капель.
Способ нагрева термопластичных материалов, например битума, в емкости до жидкого состояния
Устройство для раскатки теста в пласт
Способ нагрева снизу снаружи тонкостенной цилиндрической емкости, установленной вертикально
Способ получения растворов в цилиндрической вертикальной емкости, нагреваемой в основном со стороны днища, например, для работы шлихтовальной машины ткацкого производства
Способ производства холоднокатаного проката для упаковочной ленты
Способ приготовления корма и/или кормовой добавки для сельскохозяйственных животных, птиц и рыб
Способ получения растворов в вертикальной емкости прямоугольного сечения, нагреваемой, в основном, со стороны днища, например для работы шлихтовальной машины ткацкого производства
Способ выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере внутри туннельной печи
Одноходовой кожухотрубчатый теплообменный аппарат
Способ и устройство для раскатки теста в непрерывный пласт
Способ получения растворов в цилиндрической вертикальной емкости, нагреваемой в основном со стороны днища, например, для работы шлихтовальной машины ткацкого производства
Способ производства холоднокатаного проката для упаковочной ленты
Способ приготовления корма и/или кормовой добавки для сельскохозяйственных животных, птиц и рыб
Способ получения растворов в вертикальной емкости прямоугольного сечения, нагреваемой, в основном, со стороны днища, например для работы шлихтовальной машины ткацкого производства
Способ выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере внутри туннельной печи
Одноходовой кожухотрубчатый теплообменный аппарат
Способ и устройство для раскатки теста в непрерывный пласт
Автономный комплекс энергоинформационного обеспечения пассажирских остановок общественного транспорта
Мобильная автономная солнечная электростанция
Автономная энергоэффективная солнечная варочная печь

