Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВКИ УДЛИНЕННОЙ ФОРМЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ
Вид РИД
Изобретение
Настоящее изобретение относится к области композиционных материалов с металлической матрицей и, в частности, касается способа изготовления вставки, сформированной из керамических волокон в металлической матрице и предназначенной для усиления металлической детали.
В области авиации постоянно ставится задача оптимизации прочности деталей при номинальных массе и габаритном размере. В настоящее время некоторые детали могут содержать вставку из композиционного материала с металлической матрицей, обозначаемого в дальнейшем КММ, при этом сама деталь может быть монолитной. Такой композиционный материал содержит матрицу из металлического сплава, например из сплава титана Ti, внутри которой расположены волокна, например керамические волокна из карбида кремния SiC. Такие волокна имеют сопротивление растяжению, намного превышающее сопротивление растяжению титана (как правило, 4000 МПа против 1000 МПа). Таким образом, именно волокна воспринимают усилия, при этом матрица из металлического сплава обеспечивает функцию связующего с остальной частью детали, а также функцию защиты и изоляции волокон, которые не должны входить в контакт друг с другом. Кроме того, керамические волокна обладают коррозионной стойкостью, но должны быть обязательно усилены металлом.
Эти композиционные материалы можно использовать для изготовления дисков, валов, корпусов силовых цилиндров, картеров, распорок, в качестве усилений монолитных деталей, таких как лопатки, и т.д.
В случае дисков компрессора в турбореактивном двигателе, например, известная технология усиления состоит во включении в деталь вставной круглой намотки плакированных волокон. Технология изготовления вставки из КММ основана на принципе намотки плакированных нитей, описанном в патенте ЕР 1726677, зарегистрированном на имя Snecma. Вставку получают из множества плакированных нитей, каждая из которых представляет собой керамическое волокно, покрытое металлической оболочкой. В дальнейшем этот тип нити будет называться плакированной нитью. Изготовление содержит этап намотки пучка или связанного слоя плакированных нитей вокруг круглой детали перпендикулярно оси детали. Затем вставку подвергают этапу горячего изостатического прессования в контейнере. Под контейнером следует понимать заготовку металлической детали, в которой посредством механической обработки выполняют полость для размещения вставки из материала КММ и которую затем подвергают обработке горячим изостатическим прессованием. В дальнейшем эта обработка будет называться обработкой ГИП.
Получаемые таким образом описанные детали являются круглыми и могут быть использованы, в частности, кроме дисков компрессора, для изготовления круглых деталей, таких как валы, корпуса силовых цилиндров или картеры.
Другие механические детали должны обладать свойствами, отличными от свойств, обеспечиваемых круглыми деталями. В частности, это относится к тягам, используемым, например, в системах шасси, или к конструктивным деталям, таким как подвески двигателей, в основном удлиненной формы. Функцией этих деталей является передача одностороннего усилия растяжения и/или сжатия. Усиление этих деталей требует выполнения вставок из КММ по меньшей мере частично прямолинейной или по существу прямолинейной формы. Действительно, волокна должны быть ориентированы в направлении действия усилий.
Изготовление этих вставок в промышленном масштабе при низкой себестоимости является сложным.
Известен способ изготовления механической детали, содержащей по меньшей мере одну вставку из материала КММ. Способ содержит изготовление заготовки вставки посредством наматывания пучка или связанного слоя плакированных нитей вокруг кольцевой опоры, часть которой содержит прямолинейный или по существу прямолинейный участок.
Способ, описанный в патенте FR 2919284, зарегистрированном на имя Snecma и Messier-Dowty, развивает этот принцип и содержит затем включение вышеуказанной заготовки вставки в первый металлический контейнер, горячее изостатическое прессование первого контейнера с его последующей механической обработкой для получения элемента вставки. После изготовления этого элемента вставки способ изготовления содержит следующие этапы: элемент вставки помещают во второй контейнер, второй контейнер подвергают горячему изостатическому прессованию и затем этот второй контейнер подвергают механической обработке для получения необходимой механической детали. Полученная таким образом механическая деталь, например тяга, предпочтительно обеспечивает передачу односторонних усилий растяжения и/или сжатия в направлении расположения интегрированных в нее керамических волокон.
Вместо выполнения промежуточного этапа прессования заготовки вставки с последующим разрезанием на прямолинейные элементы вставки можно предусмотреть обрезание кольцевой намотки, образующей заготовку, с обеспечением удержания плакированных нитей в пучке. В патентной заявке FR 2925896 описана установка пучка этого типа в прямолинейный паз, открытый на своих концах.
Это решение имеет ряд недостатков, которые влияют на промышленное выполнение этих операций.
На уровне непрямых частей происходит потеря плакированных нитей. Эта потеря оказывает немаловажное влияние, так как полуфабрикат плакированных нитей составляет существенную долю в общей стоимости детали.
Намотка, в частности, на овальных формах создает напряжения в намотанной вставке, которые могут ослабнуть, что приведет к деформации вставки во время разрезания.
Эти технологии требуют применения нескольких систем удержания плакированных нитей напротив зон разрезания.
Кроме того, технология, основанная на намотке слоя предварительно собранных плакированных нитей, в основном, имеет целью реализацию вставок с поперечным сечением, перпендикулярным волокнам, квадратной или прямоугольной формы.
В некоторых вариантах применения желательно, чтобы вставка имела сечение, отличное от квадрата или прямоугольника, чтобы улучшить восприятие усилий между композиционной вставкой и остальной частью конструкции детали. Действительно, вставки, например, трапециевидного или эллиптического сечения позволяют избежать или по меньшей мере ограничить перепады жесткости и повысить, таким образом, механическую прочность переходных зон.
Например, в случае удлиненных деталей, таких как детали шасси или тяги подвески двигателя, содержащие боковые крепления между своими концами, усиление с меньшим числом волокон вдоль края детали, неподвижно соединенного с креплением, обеспечивает лучшую передачу усилий на уровне этого крепления.
Задачей настоящего изобретения является разработка технологии выполнения вставок с низкой себестоимостью и с возможностью простого промышленного производства.
Задачей изобретения является также создание технологии изготовления, которая обеспечивает выполнение так называемых профилированных вставок, поперечное сечение которых отличается от квадратной или прямоугольной формы.
В связи с этим объектом изобретения является способ изготовления вставки удлиненной формы, предназначенной для включения при помощи обработки ГИП в металлический контейнер, содержащей связанные между собой плакированные нити, при этом упомянутые плакированные нити выполнены из покрытых металлом керамических волокон, отличающийся тем, что содержит этап, на котором плакированные нити располагают рядом друг с другом в виде пучка, содержащего множество слоев плакированных нитей, пучок плакированных нитей протягивают через формовочный элемент таким образом, чтобы его спрессовать в поперечном направлении и придать ему при этом форму с поперечным сечением, определяемым формовочным элементом, и на выходе формовочного элемента располагают хомуты, стягивающие пучок в поперечном направлении.
Предпочтительно пучок формируют из плакированных нитей, которые разматывают из бобин нитей.
Перед пропусканием через формовочный элемент пучок нитей имеет промежуточные пространства, остающиеся по причине круглого сечения плакированных нитей. Размеры формовочного элемента определяют таким образом, чтобы уменьшить объем нитей и промежуточных пространств и одновременно придать пучку необходимую форму. Таким образом, получают простое решение промышленного производства и придания формы пучку нитей. Проходное сечение формовочного элемента выбирают произвольно в зависимости от формы в поперечной плоскости, которую необходимо придать вставке.
Согласно варианту выполнения, формовочный элемент содержит по меньшей мере два вращающихся валка, при этом оси обоих валков ориентированы перпендикулярно направлению движения плакированных нитей. Для дополнения контура формовочный элемент содержит, в частности, неподвижные боковые опоры между валками. Формовочный элемент может также содержать множество роликов, образующих контур проходного сечения. Эти ролики предназначены для снижения усилия трения на пучок плакированных нитей за счет сопровождения его перемещения. Можно также использовать неподвижные элементы, если волокна мало подвергаются трению.
Таким образом, можно выполнить формовочный элемент, проходное сечение которого является многоугольным с прямолинейными или криволинейными сторонами или имеет овальную или круглую форму.
Для облегчения направления волокон к формовочному элементу и их дальнейшего удержания в пучке предпочтительно между плакированными нитями пучка и по меньшей мере частью сторон формовочного элемента вставляют металлический лист, называемый также фольгой.
Удержание сборки плакированных нитей обеспечивают при помощи колец или ободов, установленных по длине вставки на выходе ее прохождения через формовочный элемент. Ободы выполнены, например, из металлического листа, образующего хомут, который плотно охватывает пучок и концы которого сваривают после сгибания и соединения друг с другом.
После этого пучок плакированных нитей обрезают по необходимой длине, соответствующей длине вставки, предназначенной для установки в металлический контейнер. Чтобы избежать увеличения объема плакированных нитей на концах вставки, что может затруднить ее обработку и ее размещение в контейнере, предпочтительно пучок распиливают через стягивающий обод, так как полученные участки обода располагаются на конце для обеспечения стягивания пучка.
Согласно варианту осуществления способа, перед объединением в пучок перемещение плакированных нитей к формовочному элементу направляют таким образом, чтобы получить подгруппы или элементарные пучки. Речь может идти о слоях, которые укладывают друг на друга для формирования указанного пучка. Элементарный пучок формируют, одновременно разматывая плакированные нити подгруппы с разных бобин. Например, можно получить несколько наложенных друг на друга прямолинейных слоев плакированных нитей путем укладки рядом на плоскости определенного числа плакированных нитей вплоть до получения определенного числа слоев. В частности, первый слой укладывают на опорную поверхность, в частности, содержащую металлический лист, и последний слой закрывают при прохождении через формовочный элемент. Вместо слоев элементарные пучки могут иметь любую форму поперечного сечения.
Согласно другому варианту, плакированные нити объединяют в элементарные пучки во множестве направляющих, желобов или трубок, которые располагают таким образом, чтобы они сходились к проходному сечению формовочного элемента.
Способ в соответствии с изобретением является этапом способа изготовления металлической детали, содержащего включение выполненной таким образом вставки в металлический контейнер и изостатическое горячее прессование комплекса, как описано, например, в патентной заявке FR2933422 или в заявке FR2933423, поданных на имя Messier Dowty.
Согласно этому типу способа:
- в металлическом корпусе, образующем контейнер, посредством механической обработки выполняют по меньшей мере одно гнездо для вставки,
- упомянутую вставку устанавливают в гнездо,
- на корпусе располагают металлическую крышку, чтобы закрыть вставку,
- крышку крепят сваркой на металлическом корпусе,
- комплекс из металлического корпуса с крышкой заваривают посредством горячего изостатического прессования, и
- упомянутый комплекс подвергают механической обработке для получения упомянутой детали.
Решение в соответствии с изобретением позволяет включать вставку в контейнер сразу на выходе формовочного элемента. Например, контейнер может содержать сквозное продольное гнездо, в которое вводят скольжением пучок плакированных нитей. В этом случае можно обойтись без удерживающих ободов и даже без продольных листов фольги.
Объектом изобретения является также деталь удлиненной формы, содержащая по меньшей мере одно волокнистое усиление в продольном направлении, которую получают при помощи вышеуказанного способа и в которой поперечное сечение усиления имеет не прямоугольную или квадратную форму, а трапециевидную или овальную форму.
Изобретение и его другие задачи, детали, отличительные признаки и преимущества будут более очевидны из нижеследующего подробного описания вариантов выполнения изобретения, представленных в качестве иллюстративных и неограничительных примеров, со ссылками на прилагаемые чертежи, на которых:
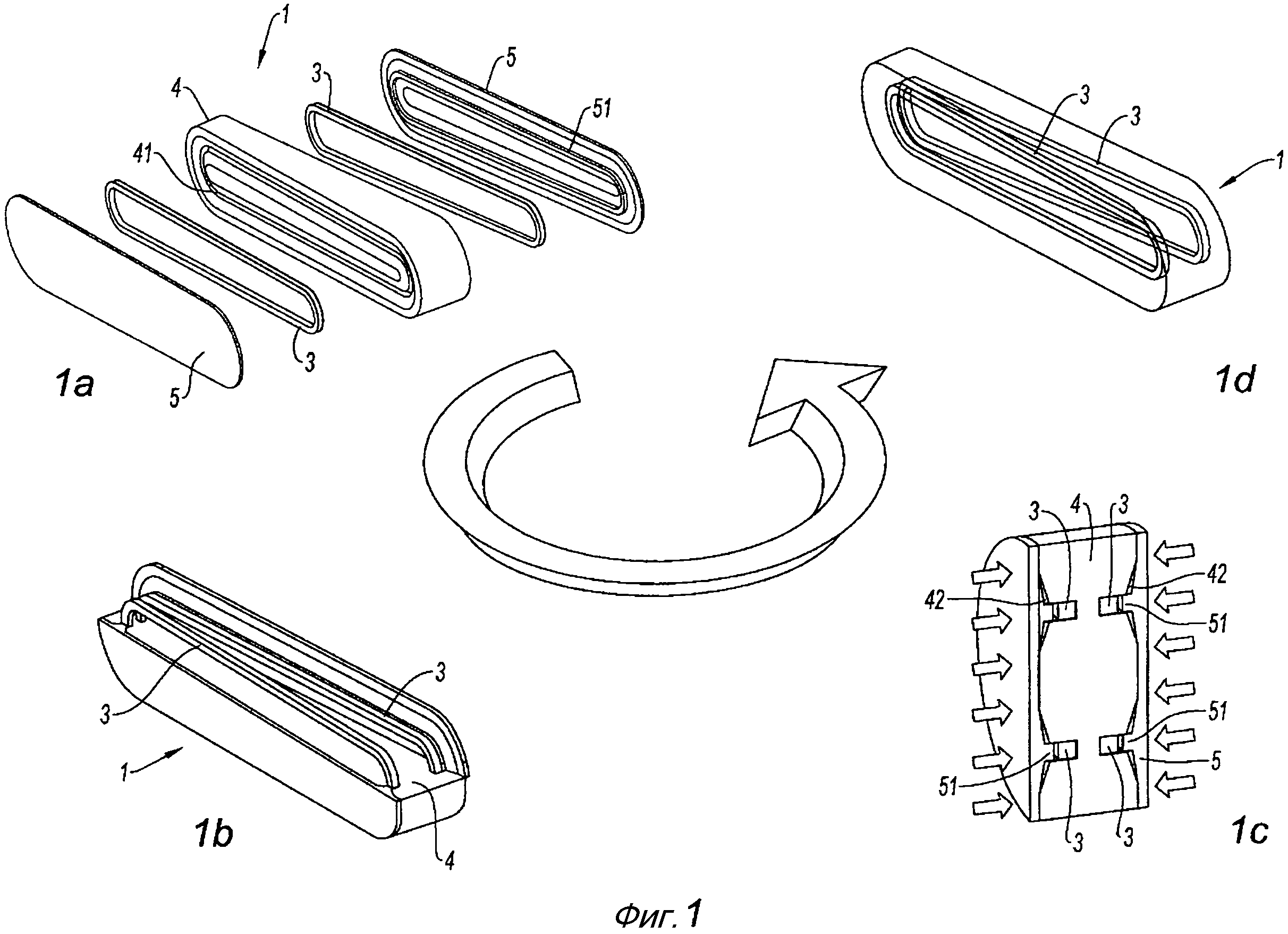
Фиг.1 - различные этапы 1а-1d изготовления детали удлиненной формы согласно известным техническим решениям.
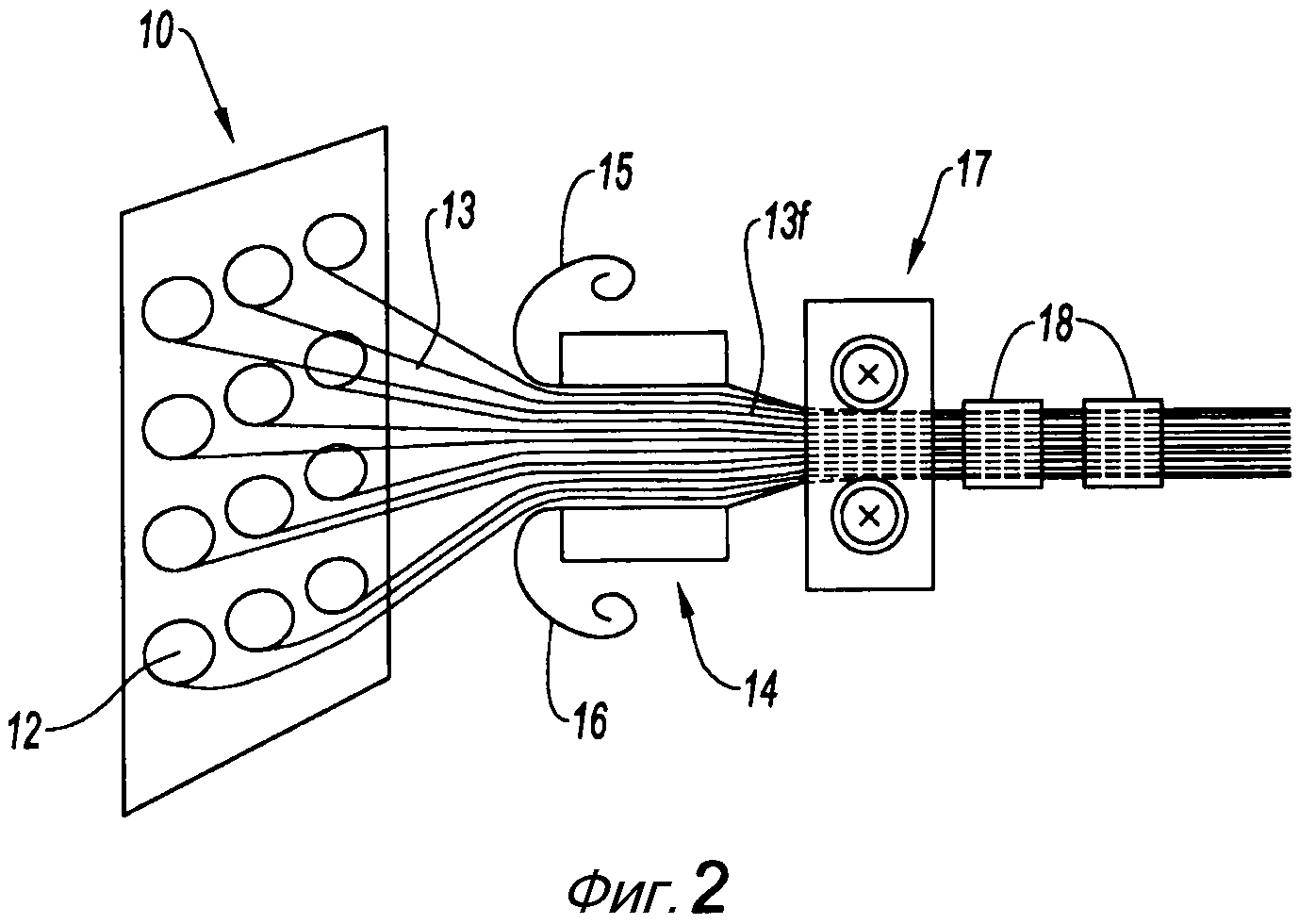
Фиг.2 - вид сбоку установки для изготовления прямолинейной вставки в соответствии с изобретением.
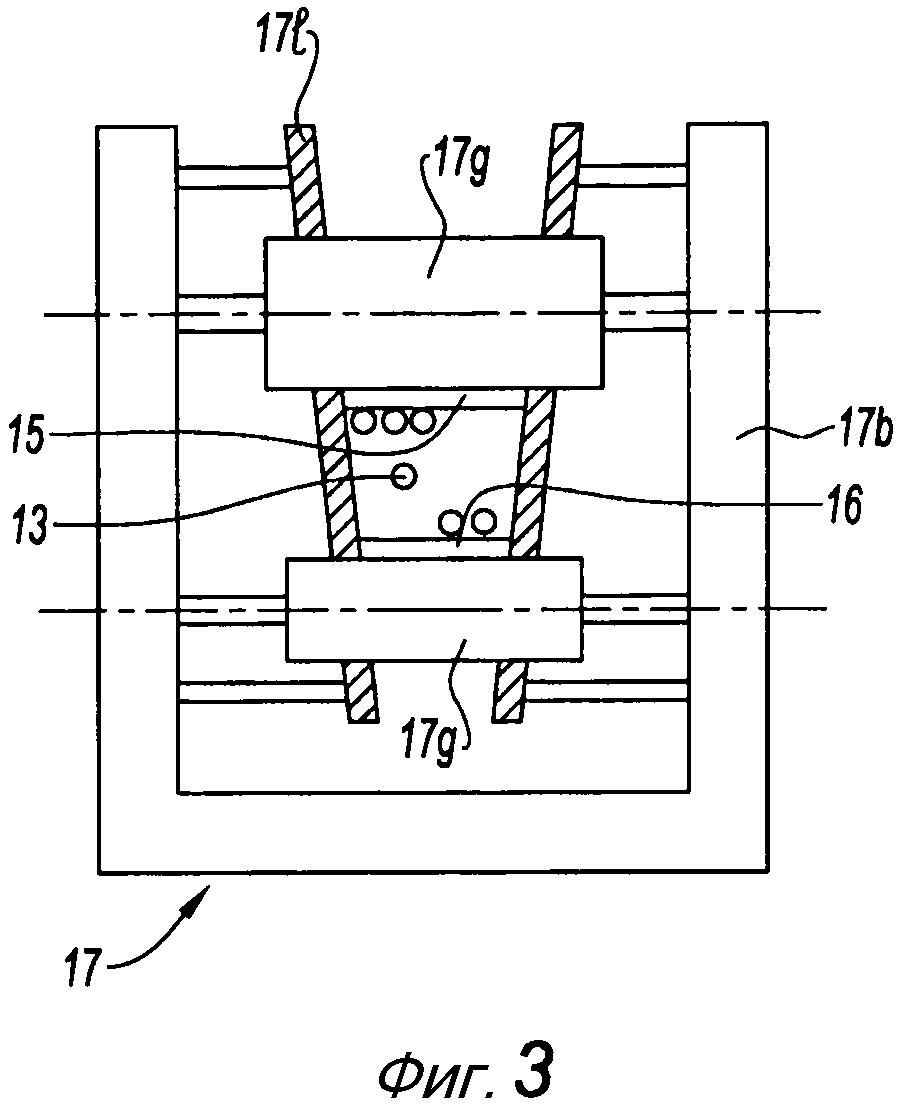
Фиг.3 - вид спереди установки, показанной на фиг.2.
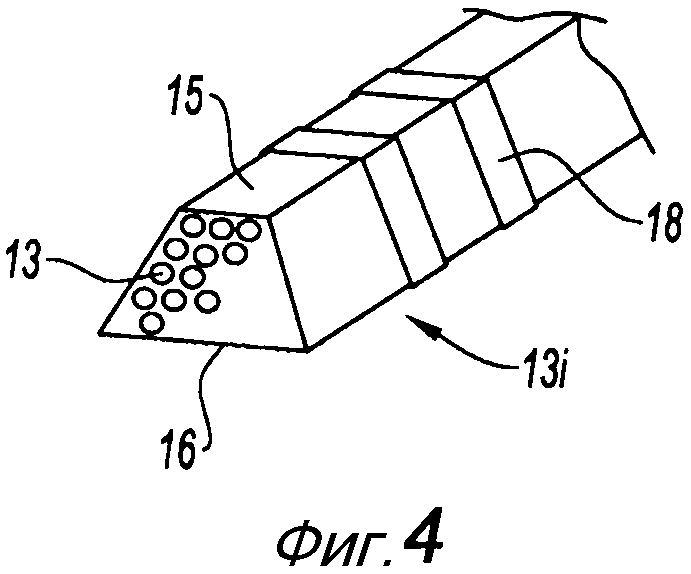
Фиг.4 - вид вставки, изготовленной в соответствии с изобретением.
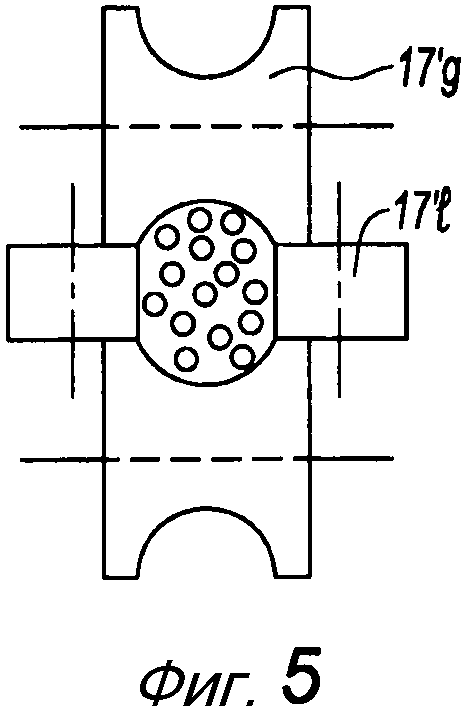
Фиг.5 - вариант формовочной фильеры.
На фиг.1, взятой из патентной заявки FR 2919284, поданной на имя Snecma и Messier-Dowty, показан контейнер 1 с главным корпусом 4 удлиненной формы, предназначенный, например, для формования тяги шасси. На каждой из двух сторон корпуса 4 путем механической обработки выполняют паз 41. Этот паз является гнездом для вставки 3, которая содержит два параллельных или не параллельных прямолинейных участка, соединенных на концах участком в виде дуги окружности. Вставки являются вставками с керамическими волокнами, плакированными металлом, таким как титан.
Пазы и вставки имеют взаимодополняющие формы, чтобы вставка могла заходить в паз без зазора. Следует отметить, что паз в контейнере и шип на крышке должны идеально соединяться, чтобы волокна, которые имеют очень небольшой диаметр порядка 0,25 мм, не могли выпадать во время горячего изостатического прессования. Две крышки 5 содержат выступающую часть, образующую шип 51, и закрывают стороны корпуса 4. Крышку 5 крепят на корпусе, например, сваркой при помощи электронного пучка, при этом крышка 5 на корпусе 4 обеспечивает поддержание вакуума внутри контейнера.
Контейнер показан на фиг.1b; он представлен с частичным вырезом, чтобы показать вставки. Затем контейнер помещают в соответствующую камеру, где он проходит обработку горячим изостатическим прессованием. Целью этой обработки является неподвижное соединение контейнера, его крышки и слоев плакированных нитей с получением монолитной детали. На фиг.1с в поперечном разрезе контейнера показано, что края 42 паза 41 выполнены скошенными для получения зазора с частью крышки 5, смежной с шипом 51. Во время операции изостатического горячего прессования давление прикладывают в направлении, перпендикулярном поверхности крышки, за счет чего происходит оседание крышек.
Высокая температура и давление соответственно порядка 1000°С и 1000 бар позволяют металлу матрицы заполнить пустоты между образующими вставку плакированными нитями. Объем вставки уменьшается примерно на 23%. Шип перемещается в направлении дна паза, за счет чего заполняется зазор с двух сторон шипа. В конце процесса металлические части оказываются сваренными за счет диффузии, и вставка из плакированных нитей оказывается спрессованной; таким образом, деталь оказывается усиленной плакированными нитями, заключенными в массу.
На фиг.1d показана полученная заготовка детали с двумя вставками, показанными внутри нее. После этого заготовку обрабатывают механически для получения необходимой детали. Таким образом, керамические волокна оказываются включенными в зоны детали, которые обеспечивают передачу усилий растяжения и сжатия.
Вставки, раскрытые в этом патенте FR 2919283, имеют кольцевую форму, но, как описано в патентной заявке FR 2919284, они могут быть также образованы удлиненными элементами в виде прутков. В этом последнем случае в соответствии с технологией, представленной в этом документе, вставки помещают в контейнер после их предварительного прессования.
Выполнение прямолинейных вставок по FR 2919284 содержит намотку плакированных нитей вокруг намоточного устройства кольцевой формы с прямолинейными участками. Форма может быть продолговатой с прямолинейными участками или многоугольной, в которой стороны многоугольника образуют прямолинейные участки.
После намотки плакированной нити или плакированных нитей в виде кольца витки кольца скрепляют между собой при помощи закрепляемых сваркой металлических хомутов. Весь комплекс помещают в контейнер и подвергают обработке изостатического горячего прессования в соответствии с описанной выше технологией. Из полученного полуфабриката детали посредством механической обработки выполняют компактные вставки удлиненной формы, которые помещают индивидуально в контейнеры для изготовления деталей с усилениями из керамических волокон.
Согласно изобретению, изготовление вставок упрощают, выполняя вставки удлиненной формы напрямую из плакированных нитей 13, соединенных наподобие связок или пучков.
На фиг.2 показан пример установки, позволяющей осуществлять способ в соответствии с изобретением и содержащей разматыватель 10, на котором установлено несколько рядов бобин 12 с намотанными на них плакированными нитями 13. Плакированные нити поступают со своих соответствующих бобин в систему направляющих с желобом 14, в направлении которого они сходятся. Система объединяет плакированные нити в пучок. На этой стадии пучок имеет относительно большой объем. Предпочтительно плакированные нити располагают в виде нескольких подгрупп или слоев 13, расположенных рядом друг с другом и параллельных между собой.
На дне устройства в виде желоба 14 располагают металлическую фольгу или тонкий металлический лист 16. Предпочтительно металл фольги является таким же, как и металл металлической детали, для которой предназначена вставка. Например, речь идет о титановом сплаве.
Плакированные нити опираются на нижнюю фольгу 16. Их располагают друг над другом, например, в виде слоев. Ширина слоев и число плакированных нитей, образующих слои, могут меняться от основания до верхнего слоя. Например, пучок может иметь в сечении вид трапеции. Сверху сборки слоев плакированных нитей располагают лист фольги 15.
Число нитей в слоях не является ограничительным и зависит от изготавливаемой детали, поэтому изображения на фигурах носят число иллюстративный характер, и диаметр нитей не соответствует по масштабу показанному желобу. Плакированные нити проходят рядом друг с другом в слое без биения или с минимальным биением между нитями. На этой стадии на плакированные нити не действует никакое поперечное напряжение.
Вместо слоев нити можно объединять в подгруппы, образованные элементарными пучками, которые соединяют в единый пучок 13f.
Пучок 13f плакированных нитей направляют через формовочный элемент 17, где на него действует поперечное сжатие. В данном случае формовочный элемент содержит два валка 17g с горизонтальными осями. Как показано на фиг. 3, валки установлены с возможностью вращения в станине 17b. Промежуток между двумя валками можно регулировать посредством вертикального перемещения их кронштейнов. Их приводят во вращение соответствующие непоказанные приводы. Контур проходного сечения формовочного элемента дополнен двумя неподвижными опорами, образующими направляющие 17l, расположенные по бокам с двух сторон от пучка. Опоры 17l неподвижно соединены со станиной 17b. Согласно этому примеру, они имеют наклон относительно вертикали. Таким образом, контур проходного сечения формовочного элемента имеет вид трапеции.
Проходя через формовочный элемент, пучок плакированных нитей принимает форму формовочного элемента, в данном случае форму трапеции. На выходе формовочного элемента следует обеспечить поддержание пучка в данной форме.
Для этого вокруг пучка плакированных нитей располагают небольшие листы 18 фольги, образующие хомуты для стягивания комплекса.
Пучок протягивают через формовочный элемент при помощи протягивающего инструмента, например, при помощи зажимов.
Вставка 13i показана на фиг.4 в готовом виде.
Понятно, что настоящий способ не ограничивается выполнением вставок квадратного, прямоугольного или трапециевидного сечения. Специалист может предусмотреть самые разные формы. В формовочный элемент можно установить множество роликов или валков вокруг пучка для придания ему многоугольной формы. Стороны многоугольника могут быть прямыми, но они могут быть также изогнутыми. Достаточно выбрать соответствующий профиль.
Форму и поперечные размеры формовочного элемента можно определить в соответствии с геометрией и размерами вставки, которую необходимо изготовить. В этом случае определяют число плакированных нитей, необходимое для формирования вставки. С другой стороны, иногда возникает необходимость в выполнении вставки с определенным числом плакированных нитей. В этом случае проходное сечение формовочного элемента регулируют таким образом, чтобы он мог содержать на выходе необходимое число плакированных нитей.
Предпочтительно используют также направляющие элементы с регулируемым положением, чтобы иметь убранное положение для введения пучка плакированных нитей до их сжатия в пучке. Регулирование расстояния между валками и металлическими кронштейнами позволяет регулировать проходное сечение и сечение выхода пучка плакированных нитей.
Предпочтительно также использовать вибрирующие элементы, которые способствуют уплотнению плакированных нитей в пучке.
На фиг.5 показан другой неограничительный пример выполнения формовочного элемента. Он содержит два ролика 17'g с горизонтальными осями и с криволинейным профилем, взаимодействующие с двумя роликами 17'l с вертикальными осями, имеющими прямой профиль.
Настоящий способ позволяет также выполнять несколько вставок одновременно, при этом вставки обрезают в длине полученного таким образом пучка.
Готовую вставку, показанную на фиг.4, помещают в металлический контейнер в соответствии с известным способом, описанным выше в рамках изготовления металлической детали. В отличие от известного способа выполнения удлиненной детали, представленного на фиг.1, выполняют прямолинейные пазы, в которые помещают по две прямолинейные вставки на каждую сторону контейнера. В остальном способ является таким же.
В соответствии с частным способом выполнения металлической детали один из листов фольги используют одновременно в качестве опорной подложки и в качестве крышки металлического контейнера, в котором располагают вставку. Крышку крепят на контейнере сваркой, создавая при этом вакуум в детали перед обработкой изостатическим горячим прессованием.
Ступень турбины турбомашины и турбомашина
Камера сгорания постоянного объема для авиационного турбинного двигателя, содержащая впускной/выпускной клапан, имеющий сферическую заглушку
Способ повышения жесткости металлической усиливающей детали и металическая усиливающая деталь турбомашины
Способ и оснастка для осаждения из паровой фазы металлического покрытия на детали из суперсплавов
Способ изготовления металлической детали для турбореактивного двигателя летательного аппарата
Система крепления электрического прибора на металлической опоре
Пилон для установки двигателя на конструкции летательного аппарата
Машина для наматывания волокнистого материала, обеспечивающая возможность контроля выравнивания и отклонения от центра посредством анализа изображения
Способ демонтажа турбореактивного двигателя, устройство для нагрева
Способ и устройство для регулирования порогового значения расхода топлива
Способ мониторинга цикла запуска двигателя газотурбинной установки
Турбомашина, такая как авиационный турбореактивный двигатель или турбовинтовой двигатель
Способ поверхностной маркировки механической детали при помощи специального графического рисунка, различаемого невооруженным глазом
Способ балансировки ротора турбинного двигателя и ротор, сбалансированный таким способом
Шестеренчатая коробка передач для отбора мощности на газотурбинном двигателе, состоящая из кинематической цепи с линиями зацепления, расположенными в непараллельных плоскостях
Лопатка статора турбомашины, содержащая выпуклый участок
Способ и устройство для питания ракетного двигателя
Турбомашина, содержащая опорную прокладку
Система и способ для подачи топлива в ракетный двигатель
Способ и система для измерения со множеством датчиков

