Результат интеллектуальной деятельности: ПЕРЕДАЧА МОДУЛЬНЫХ ДАННЫХ ЧЕРЕЗ ПРЕОБРАЗОВАТЕЛЬ МОЩНОСТИ ДЛЯ СВАРОЧНОГО ИСТОЧНИКА ПИТАНИЯ
Вид РИД
Изобретение
Перекрестная ссылка на родственную заявку
В этой заявке испрашивается приоритет по заявке № 12/912,452 на патент США под названием “MODULAR DATA OVER POWER CONVERTER FOR WELDING POWER SUPPLY” («ПЕРЕДАЧА МОДУЛЬНЫХ ДАННЫХ ЧЕРЕЗ ПРЕОБРАЗОВАТЕЛЬ МОЩНОСТИ ДЛЯ СВАРОЧНОГО ИСТОЧНИКА ПИТАНИЯ»), поданной 26 октября 2011 г., содержание которой во всей его полноте включено сюда посредством ссылки.
Уровень техники
Данное изобретение относится в основном к области сварочных систем, а более конкретно - к сварочным системам, выполненным с возможностью дистанционного управления параметрами сварки.
В настоящее время разработан и используется широкий ассортимент систем для осуществления операций сварки. Вообще говоря, такие устройства могут быть основаны на специальных технологиях и конструкциях систем, включая те, которые предусматривают дуговую сварку металлическим электродом в среде инертного газа (сварку MIG), дуговую сварку вольфрамовым электродом в среде инертного газа (сварку TIG), дуговую сварку плавящимся покрытым электродом и т.п.
Для работы в соответствии со всеми этими методами требуется источник питания. В таких процессах дуговой сварки, между электродом и заготовкой образуется цепь питания, а получающаяся дуга служит для нагрева присадочного металла, основного металла, или их обоих.
Во многих приложениях сварки, пользователь может изменять ряд параметров, делая выбор на лицевой плате или панели сварочного источника питания. Такие параметры могут предусматривать выбор процесса, выбор токов и напряжений, выбор скоростей подачи проволоки и т.п. В некоторых процессах, источник питания подключают непосредственно к выводам, которые используются для операции сварки. Однако во многих приложениях, таких как сварка MIG, выводы подключают между источником питания и механизмом подачи проволоки, который наматывает электродную проволоку, служащую в качестве присадочного металла во время операции сварки. Многие источники питания и механизмы подачи проволоки выполнены так, что способны участвовать в обмене данными, обычно осуществляемом по кабелю управления, отдельному от сварочного кабеля, который подсоединен между информационными выводами на источнике питания и соответствующими выводами на механизме подачи проволоки. По кабелю управления можно передавать сигналы питания низкого уровня и информационные сигналы, вследствие чего можно обеспечить обратную связь от механизма подачи проволоки, можно осуществлять обмен командами между устройствами, а в некоторых случаях - дистанционно задавать параметры сварных швов на механизме подачи проволоки, который может быть расположен на некотором расстоянии от источника питания, оказываясь ближе к фактическому месту проведения операции сварки.
В упомянутые системы внесены усовершенствования, в соответствии с которыми возможно наложение информационных сигналов на сигналы питания. То есть, данные, которые могли быть переданы по отдельному кабелю управления, могут накладываться на питание сварки, передаваемое между сварочным источником питания и механизмом подачи проволоки. Системы этого типа позволяют прокладывать меньше кабелей между источником питания и механизмом подачи проволоки и могут существенно облегчить некоторые операции, в частности, если механизм подачи проволоки расположен на значительном расстоянии от источника питания. Однако существующая сегодня в этой области проблема является результатом несовместимости многих источников питания с механизмами подачи проволоки, предназначенными для использования с источниками питания, которые выполнены с возможностью передачи данных и сварочного питания по одному и тому же кабелю. То есть, хотя механизмы подачи проволоки и источники питания приемлемым образом работают вместе, когда они выполнены с возможностью модуляции и демодуляции данных посредством сварочного питания, эти усовершенствованные механизмы подачи проволоки не могут функционировать с обычными источниками питания, которые предназначены для передачи данных по отдельному кабелю управления. Поэтому существует потребность в усовершенствованной системе, которая обеспечит такую совместимость.
Краткое описание
В данном изобретении предложена новая сварочная система, предназначенная для удовлетворения таких потребностей. Эту систему можно применять в широком диапазоне наладочных параметров, а в частности она весьма удобна для приложений, в которых сварочный источник питания и механизм подачи проволоки используются на некотором значительном расстоянии друг от друга. Изобретение весьма подходит для приложений, в которых источник питания не способен объединять данные со сварочным питанием, а механизм подачи проволоки способен извлекать данные из сигналов сварочного питания. Поэтому изобретение обеспечивает обратную совместимость для многих тысяч источников питания, которые в противном случае были бы не в состоянии работать с такими механизмами подачи проволоки. В частности, изобретение подходит для операций, которые могут предусматривать наличие комплекта механизмов подачи проволоки, способных работать и с более сложными источниками питания (выполненными с возможностью объединения данных и сварочного питания), и с более традиционными сварочными источниками питания.
В соответствии с одним аспектом изобретения, сварочная система содержит соединение для сварочного питания, выполненное с возможностью приема сварочного питания из сварочного источника питания по сварочному кабелю, соединение для сигнала управления, выполненное с возможностью обмена данными операции сварки со сварочным источником питания по сигнальному кабелю, и соединение для механизма подачи проволоки, выполненное с возможностью как передачи сварочного питания из сварочного источника питания в механизм подачи проволоки, так и обмена данными управления операцией сварки с механизмом подачи проволоки по кабелю механизма подачи проволоки. Схема связи выполнена с возможностью объединения сварочного питания из сварочного источника питания и данных из источника питания для подачи в соединение для механизма подачи проволоки и извлечения данных из соединения для механизма подачи проволоки для передачи данных в соединение для сигнала управления.
В изобретении также предложена сварочная система, которая содержит сварочный источник питания, выполненный с возможностью обеспечения сварочного питания, подходящего для операции сварки, и механизм подачи проволоки, выполненный с возможностью приема сварочного питания и обеспечения этого питания наряду со сварочной проволокой для операции сварки. Между сварочным источником питания и механизмом подачи проволоки подключен контроллер, который содержит соединение для сварочного питания, выполненное с возможностью приема сварочного питания из сварочного источника питания по сварочному кабелю, соединение для управляющего сигнала, выполненное с возможностью обмена данными операции сварки со сварочным источником питания по сигнальному кабелю, соединение для механизма подачи проволоки, выполненное с возможностью как передачи сварочного питания из сварочного источника питания в механизм подачи проволоки, так и обмена данными управления операцией сварки с механизмом подачи проволоки по кабелю механизма подачи проволоки, и схему связи, выполненную с возможностью объединения сварочного питания из сварочного источника питания и данных из источника питания для подачи в соединение для механизма подачи проволоки и извлечения данных из соединения для механизма подачи проволоки для передачи данных в соединение для управляющего сигнала.
В соответствии с еще одним аспектом изобретения, сварочная система содержит сварочный источник питания, выполненный с возможностью обеспечения сварочного питания, подходящего для операции сварки, причем сварочный источник питания не способен объединять информационные сигналы с сигналами сварочного питания. Механизм подачи проволоки выполнен с возможностью приема сварочного питания и обеспечения этого питания наряду со сварочной проволокой для операции сварки, при этом механизм подачи проволоки выполнен с возможностью выделения информационных сигналов из сигналов сварочного питания. Между сварочным источником питания и механизмом подачи проволоки подключен контроллер. Контроллер выполнен с возможностью приема сварочного питания и отдельно передаваемых информационных сигналов из сварочного источника питания и объединения сварочного питания и отдельно передаваемых информационных сигналов для передачи в механизм подачи проволоки.
Краткое описание чертежей
Эти и другие признаки, аспекты и преимущества данного изобретения станут более понятными по прочтении нижеследующего подробного описания, приводимого со ссылками на прилагаемые чертежи, где одинаковые позиции обозначают одинаковые части, при этом:
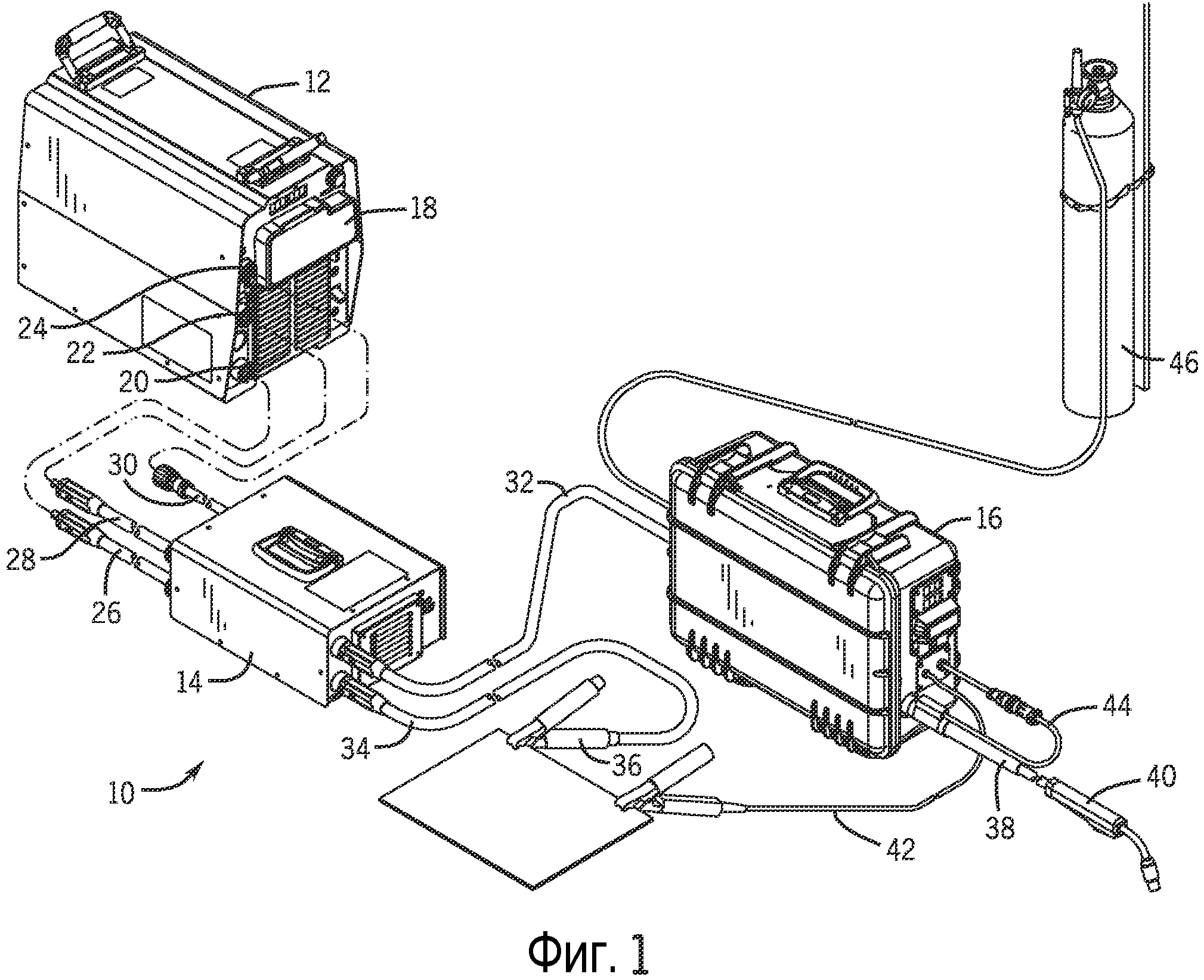
на фиг. 1 представлен общий вид некоторых функциональных компонентов примерной сварочной системы в соответствии с аспектами данного изобретения;
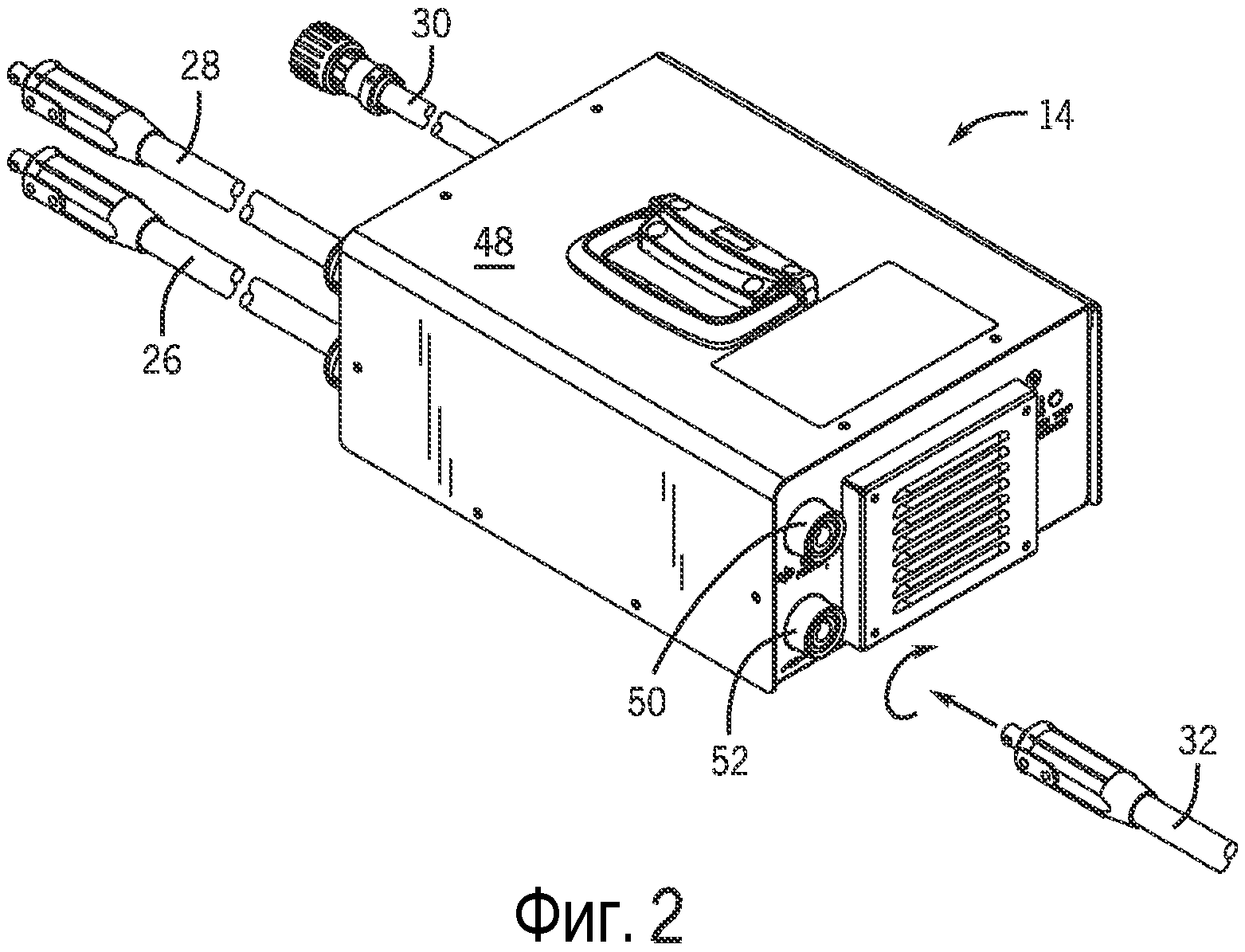
на фиг. 2 представлен общий вид внешнего модуля управления для использования в системе того типа, которая показана на фиг. 1;
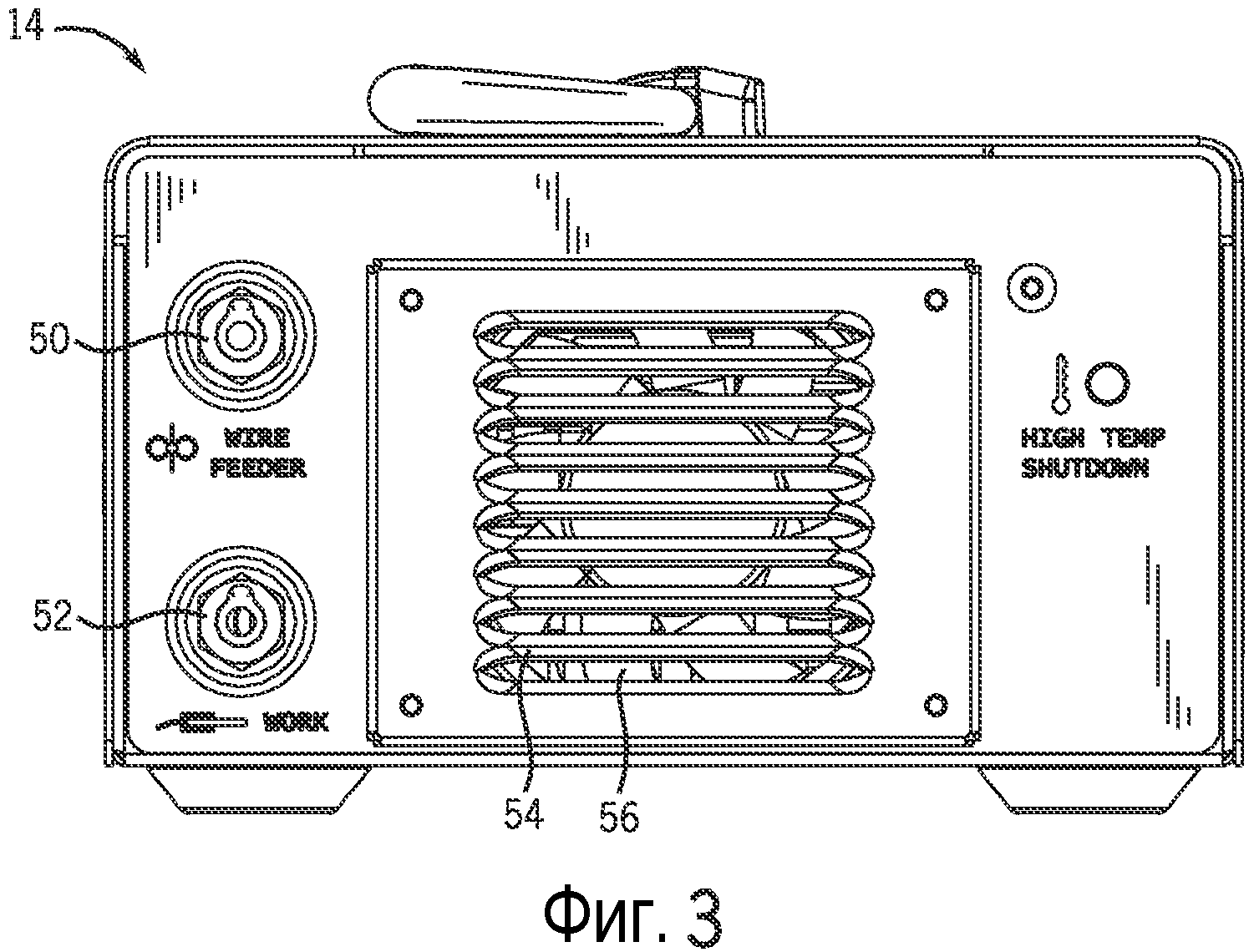
на фиг. 3 представлен вид спереди того же внешнего модуля управления, иллюстрирующий некоторые компонентов интерфейса; и
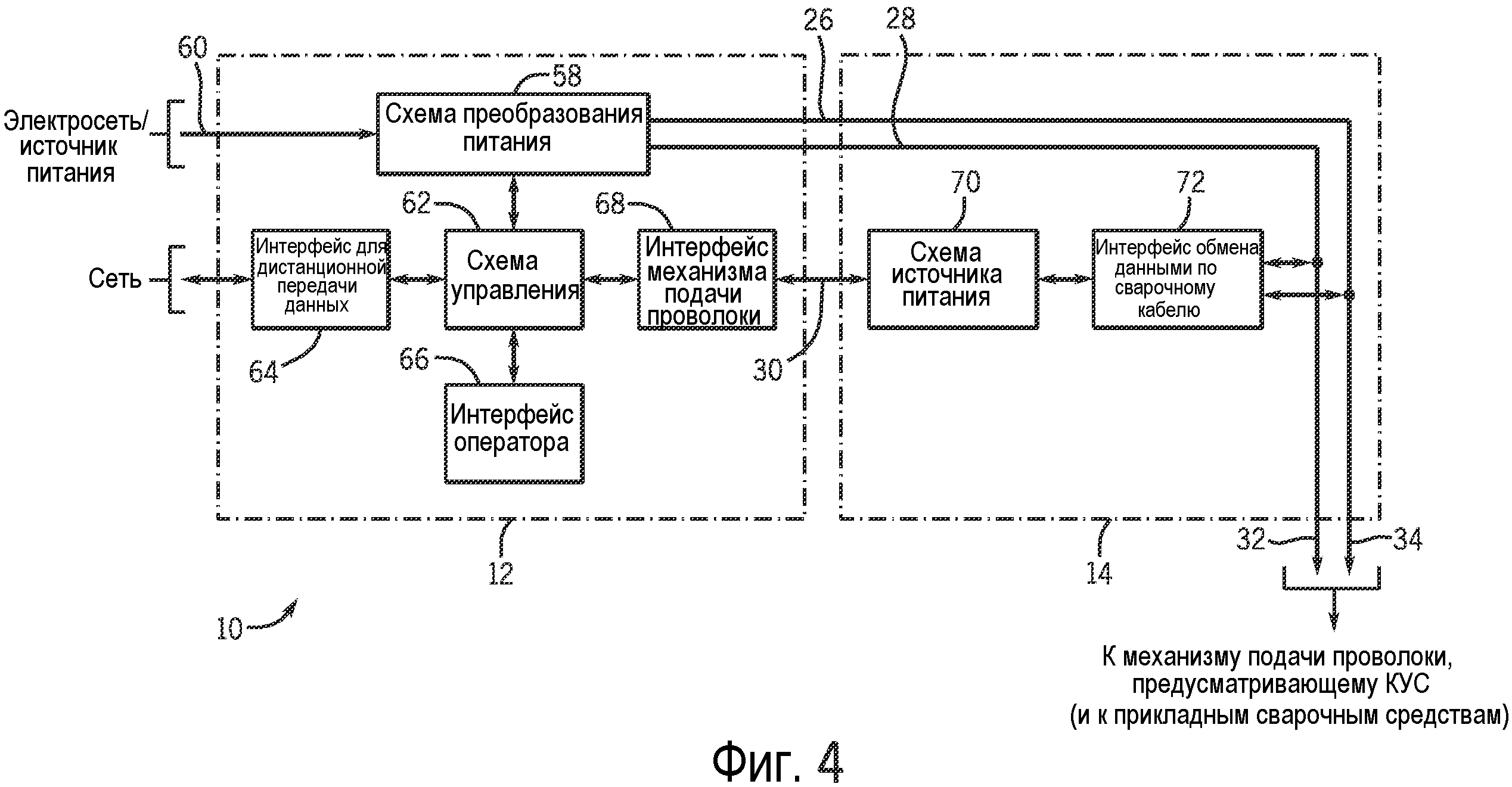
на фиг. 4 представлено схематическое изображение сварочного источника питания и внешнего модуля управления, предназначенного для объединения сварочного питания с данными для подачи в механизм подачи проволоки.
Подробное описание
Обращаясь теперь к чертежам, а прежде всего к фиг. 1, отмечаем, что здесь изображена сварочная система 10, которая включает в себя источник 12 питания, внешний модуль 14 управления и механизм 16 подачи проволоки. Как будет ясно специалистам в данной области техники, иллюстрируемая здесь система предназначена, в частности, для сварки MIG, хотя на практике источник 12 питания можно использовать и в других целях, например, для сварки плавящимся покрытым электродом или других процессов сварки. Более того, в некоторых конструкциях источник 12 питания может быть выполнен с возможностью приема питания из электрической сети или какого-либо иного источника питания или для генерирования питания посредством генератора с приводом от двигателя. Во всех этих случаях, помимо обеспечения сварочного питания, источник питания может быть выполнен с возможностью обеспечения вспомогательного питания, например, для ламп освещения, ручных инструментов и т.п.
В иллюстрируемом варианте осуществления, источник 12 питания может быть обычным источником питания, который типичным образом обеспечивает сварочное питание для операции сварки, осуществляя при этом обмен данными с механизмом подачи проволоки по отдельному кабелю управления или данных. Такие кабели могут быть выполнены в соответствии с промышленными стандартами, причем многие такие кабели имеют соединители, подходящие для сопряжения с многоштырьковыми гнездами на источнике 12 питания и на обычном механизме подачи проволоки. Однако изображенный механизм 16 подачи проволоки предназначен для обеспечения информационных сигналов и сигналов питания по одному и тому же кабелю или - на практике - для выделения данных из сварочного питания, выдаваемой источником питания, и для объединения данных, передаваемых по тому же проводу, для передачи обратно в источник питания. Вместе с тем, источник 12 питания не предназначен ни для объединения информационных сигналов и сигналов сварочного питания, ни для выделения информационных сигналов из таких сигналов сварочного питания. Соответственно, для работы в качестве интерфейса между системами этих двух типов предусмотрен внешний модуль 14 управления.
В рассматриваемом сейчас варианте осуществления, источник 12 питания может быть источником того типа, который промышленно поставляется фирмой Miller Electric Mfg. Co., Эпплтон, штат Висконсин, США, под названием XMT 350 CC/CV. C другой стороны, механизм 16 подачи проволоки может быть механизмом того типа, который поставляется той же фирмой под названиями Suitcase X-treme 8VS, WCC и Suitcase X-treme 12VS, WCC. Конечно, можно применять модели и системы других типов. Последнее устройство, в частности, предназначено для совмещения с методом, иногда называемым в данной области техники методом кабеля управления сваркой (КУС), в соответствии с которым механизм подачи проволоки может обеспечить операторам сварки возможность управления некоторыми параметрами сварки, такими, как напряжение, в механизме подачи проволоки, исключая потребность в перемещении источника питания для регулировок параметров. Вместе с тем, устройства, предусматривающие КУС, обеспечивают соединение между источником питания, предусматривающим КУС, и механизмом подачи проволоки, предусматривающим КУС. Тогда внешний модуль 14 управления обеспечивает обратную совместимость между механизмами подачи проволоки, предусматривающими КУС, и источниками питания, не предусматривающими КУС.
В иллюстрируемом варианте осуществления, источник 12 питания имеет переднюю панель 18, которая может дать возможность регулирования некоторых параметров сварки. В зависимости от конструкции источника питания, такие параметры сварки могут предусматривать выбор операции сварки, токов и напряжений, и т.п. Следует отметить, что наличие внешнего модуля 14 управления обеспечивает оперативную совместимость (т.е., по размерам, конфигурациям, типам) в пределах широкого ассортимента источников питания, предназначенных для разных приложений, в которых источники питания не предусматривают КУС. Такие возможности будут значительно увеличивать количество источников питания, которые можно эксплуатировать с механизмом подачи проволоки, предусматривающим КУС. Независимо от конструкции источника питания, источник 12 питания оснащен соединением 20 для сварочного кабеля и соединением 22 для кабеля заготовки. На некоторых операциях, сварочные кабели и кабели заготовки можно подключать непосредственно к этим соединениям для проведения операции сварки в окрестности источника питания. Предусмотрено соединение 24 для сигнала управления, которое опять может состоять из многоштырькового соединителя для обеспечения данных, приема данных и обеспечения питания низкого уровня, если это желательно. В обычных системах, соединение 24 для сигнала управления можно использовать для обычной связи с механизмом подачи проволоки, не предусматривающим КУС. Однако в данном изобретении соединение 24 для сигнала управления будет соединено с внешним модулем 14 управления и описано ниже.
Соединение 20 для сварочного кабеля источника питания выполнено с возможностью приема сварочного кабеля 26 и кабеля 28 заготовки, которые проходят между этим источником питания и внешним модулем 14 управления. Кроме того, между внешним модулем 14 управления и соединением 24 для сигнала управления источника питания подключен кабель 30 управления. Таким образом, внешний модуль 14 управления принимает сварочное питание и может обмениваться данными с источником 12 питания, как будто обычный механизм подачи проволоки, соединенный с источником питания. Сварочный кабель 26, кабель 28 заготовки и кабель 30 управления можно считать входами во внешний модуль 14 управления. Выходы этого модуля обеспечиваются кабелем 32 механизма подачи проволоки, который проходит между внешним модулем управления и механизмом подачи проволоки, и кабелем 34 заготовки. Во многих приложениях, кабель 34 заготовки будет оканчиваться в зажиме 36, предназначенном для крепления к заготовке. Механизм 16 подачи проволоки принимает сварочное питание и данные по кабелю 32 и выдает отдаваемое сварочное питание по сварочному кабелю 38, который в типичном случае будет оканчиваться в сварочной горелке 40. В иллюстрируемом варианте осуществления, система дополнительно содержит измерительный кабель 42, который может быть подключен к заготовке, и гнездо 44 собачки горелки. В случае сварки MIG, механизм подачи проволоки также можно подключить к газовому баллону 46 для обеспечения желаемого защитного газа. Как будет ясно специалистам в данной области техники, в зависимости от типа проволоки, подаваемой в механизме 16 подачи проволоки, такой сварочный газ может и не потребоваться.
При компоновке, показанной на фиг. 1, оператор может расположить источник 12 питания в любом удобном месте и, как показано, соединить внешний модуль 14 управления с источником питания. Аналогично, механизм 16 подачи проволоки можно соединить, как показано, с внешним модулем управления, если это желательно для подачи защитного газа. После этого, механизм подачи проволоки, который может быть полностью переносным, можно передвинуть в место, находящееся рядом с заготовкой, и при этом между внешним модулем 14 управления и механизмом 16 подачи проволоки проходят лишь кабель 32 механизма подачи проволоки и кабель 34 заготовки. В некоторых случаях, кабель 34 заготовки может быть проложен и электрически подключен к какому-либо компоненту заготовки, который относительно далек от механизма подачи проволоки. Тогда механизм 16 подачи проволоки связан с внешним модулем 14 управления, так что между этими компонентами возможен обмен данными через кабель 32 механизма подачи проволоки.
На фиг. 2 представлено подробное изображение внешнего модуля 14 управления. Как отмечалось выше, этот модуль выполнен с возможностью сопряжения со сварочным кабелем и кабелем 28 заготовки, которые будут проходить к источнику питания. Кабель 30 управления проходит к соединению для сигнала управления источника питания. На практике, можно применять традиционные кабели, такие, как те, которые обычно используются для соединения источника питания с механизмом подачи проволоки, не предусматривающим КУС. В иллюстрируемом варианте осуществления, внешняя конфигурация модуля соответствует кожуху или корпусу 48, предназначенному для удобной транспортировки между разными местами и использования как модульного агрегата с источниками питания и механизмами подачи проволоки. Для приема кабеля механизма подачи проволоки и кабеля заготовки предусмотрены гнезда 50 и 52, соответственно.
На фиг. 3 представлено более подробное изображение передней панели модульного кожуха. И опять, для кабеля механизма подачи проволоки и кабеля заготовки предусмотрены гнезда 50 и 52. Другие признаки модуля могут включать в себя, например, вентиляционную решетку 54, сквозь которую вентилятор 56 охлаждения может осуществлять циркуляцию воздуха для охлаждения компонентов схемы, описываемых ниже.
На фиг. 4 представлено схематическое изображение некоторых функциональных компонентов, которые могут входить в состав вышеописанной системы. Источник 12 питания в типичном случае будет включать в себя схему 58 преобразования питания, преобразующую питание из источника питания, обозначенное позицией 60, в питание, подходящее для сварки. Следует отметить, что схема преобразования питания может быть приспособлена для обеспечения энергии постоянного тока, энергии переменного тока, импульсной сварочной энергии и т.д., и может выдавать такое питание в нескольких разных возможных режимах сварки, включая режимы постоянного напряжения и режимы постоянного тока. Схема 58 преобразования питания соединена со схемой 62 управления, которая регулирует работу схемы 58 преобразования питания, например, для реализации разных режимов сварки. Схему 62 управления, в свою очередь, можно соединить с интерфейсом 64 для дистанционной передачи данных, который может обеспечивать соединяемость с другими устройствами сети, такими, как сварочные источники питания, станции дистанционного управления и/или контроля, и т.д. Схема управления также подключена к интерфейсу 66 оператора, который обеспечивает ввод параметров сварки, таких, как режимы сварки, токи, напряжения и т.д. Интерфейс оператора в типичном случае будет доступным с передней панели источника питания, как описано выше. И, наконец, к схеме управления подключено удаленное гнездо 68, которое выдает данные в механизм подачи проволоки через внешний модуль 14 управления и принимает сигналы обратной связи и/или команд из механизма подачи проволоки через внешний модуль управления. Во многих приложениях, удаленное гнездо 68 будет подключено к многоштырьковому соединителю вышеописанного типа, так что между механизмом подачи проволоки, не предусматривающим КУС, и внешним модулем 14 управления можно подключить кабель 30 управления, как описано здесь.
Внешний модуль 14 управления содержит схему 70 источника питания и интерфейс 72 обмена данными по сварочному кабелю. Схема 70 источника питания подключена к удаленному гнезду 68 посредством кабеля управления с множеством проводников. Схема источника питания выдает сигналы в интерфейс 72 обмена данными по сварочному кабелю, а сам этот интерфейс служит для объединения информационных сигналов с подачей их в сварочные проводники, как обозначено позициями 26 и 28, и вывода по кабелям 32 и 34. Интерфейс 72 обмена данными по сварочному кабелю также служит для выделения данных из сварочного питания, в этих проводниках, для обеспечения команды и/или сигнала обратной связи в удаленное гнездо 68, а через него - в схему 62 управления. Как отмечалось выше, интерфейс 72 обмена данными по сварочному кабелю может предусматривать использование некоторой совокупности протоколов связи и модуляции сигналов, таких, как протокол Echelon Lon Works™ Powerline Communications (PL-22) узкополосной несущей, подвергнутой модуляции BPSK. Кроме того, работа внешнего модуля управления и механизма подачи проволоки может удовлетворять функциональным возможностям, изложенным в нижеследующих заявках на патенты США (все они включены в данное описание посредством ссылки): заявке № 11/625357 на патент США под названием “Method и System for a Remote Wire Feeder where Standby Power and System Control are Provided via Weld Cables” («Способ и система для удаленного механизма подачи проволоки, где резервное питание и управление системой обеспечиваются по сварочным кабелям») (Ott), поданной 22 января 2007; заявке № 11/276288 на патент США под названием “Remote Wire Feeder using Binary Shift Keying to Modulate Communications of Command/Control Signals to be Transmitted over a Weld Cable” («Удаленный механизм подачи проволоки, использующий двухпозиционную фазовую манипуляцию для модуляции сообщений сигналов команд/управления, передаваемых по сварочному кабелю») (Ott), поданной 22 февраля 2006; заявке № 11/609871 на патент США под названием “Remote Wire Feeder using Binary Shift Keying to Modulate Communications of Command/Control Signals to be Transmitted over a Weld Cable” («Удаленной механизм подачи проволоки с помощью двухпозиционной фазовой манипуляции для модуляции сообщений сигналов команд/управления, передаваемых по сварочному кабелю») (Ott и др.), поданной 12 декабря 2006 г.
Кроме того, как изображено на фиг. 4, внешний модуль 14 управления соединен с механизмом подачи проволоки, предусматривающим КУС и находящимся дальше по цепочке во время работы. Таким образом, сигналы из источника питания можно выдавать в механизм подачи проволоки, а сигналы из механизма подачи проволоки можно подавать обратно в источник питания через внешний модуль управления. Предполагается, что такие механизмы подачи проволоки, предусматривающие КУС, могут обеспечивать регулирование некоторых из параметров сварки, таких, как токи и напряжения, из удаленного места, и при этом повторное обращение к интерфейсу 66 источника питания не требуется. Однако таким образом можно выдавать и сигналы обратной связи, которые используются источником питания для регулирования выходной мощности для сварки.
Хотя здесь проиллюстрированы и описаны лишь некоторые признаки изобретения, специалистам в данной области техники будут очевидны многие модификации и изменения. Поэтому следует понимать, что прилагаемая формула изобретения предполагается охватывающей все такие модификации и изменения как находящиеся в рамках истинного существа изобретения.
Системы и способы для определения индуктивности сварочного кабеля
Композиция гибридного герметика
Система и способ сварки с управлением электрической дугой, основанным на цифровой связи
Сварочная проволока с флюсовой сердцевиной, способ ее изготовления и ее применения
Электромагнитные спектрально обнаруживаемые пластиковые упаковочные компоненты
Устройство для мониторинга работы в сварочной ячейке сварочной системы
Сварочные установки и способ сварки с определением правильного соединения и полярности сварочного электрода
Решение для сварки корневого прохода
Устройство для сварки с датчиком для определения параметра, указывающего размер сварочного электрода
Машина и способ маркировки изделий
Системы и способы для определения индуктивности сварочного кабеля
Композиция гибридного герметика
Система и способ сварки с управлением электрической дугой, основанным на цифровой связи
Сварочная проволока с флюсовой сердцевиной, способ ее изготовления и ее применения
Электромагнитные спектрально обнаруживаемые пластиковые упаковочные компоненты
Устройство для мониторинга работы в сварочной ячейке сварочной системы
Сварочные установки и способ сварки с определением правильного соединения и полярности сварочного электрода
Решение для сварки корневого прохода
Устройство для сварки с датчиком для определения параметра, указывающего размер сварочного электрода
Машина и способ маркировки изделий

