Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ПРЕДМЕТОВ ОДЕЖДЫ ДЛЯ УМЕНЬШЕНИЯ СМИНАНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА
Вид РИД
Изобретение
Уровень техники
Люди полагаются на одноразовые впитывающие продукты в их ежедневной жизни, включая такие изделия, как продукты для взрослых, страдающих недержанием, трусы для страдающих энурезом, обучающие трусы и подгузники. Множество производителей пытались соответствовать требованиям пользователей таких продуктов. Например, существует потребность в дальнейшем улучшении прилегания, свободы действий, и защите от протечек для многих продуктов.
Некоторые продукты используют эластичность в поперечном направлении передней и/или задней части изделия, чтобы способствовать удерживанию продукта в плотно прилегающем состоянии на пользователе. Некоторые продукты используют множество эластичных нитей в передней и/или задней поясных панелях для обеспечения эластичности, в то время как другие продукты используют эластомерные полимерные пленки, зачастую размещенные слоями с одним или более нетканых слоев. Большинство продуктов также включают впитывающий элемент, изготовленный из древесной распушенной целлюлозы, супервпитывающих полимеров, или другого впитывающего материала для впитывания жидкостей, таких как моча. Впитывающий элемент обычно расположен в области ластовицы и продолжается в переднем направлении и в обратном направлении в передней и/или задней областях продукта. В некоторых известных в данной области техники продуктах, некоторые из эластичных элементов, которые продолжаются поперек передней и/или задней поясных панелей перекрывают впитывающий элемент в различных местах, в силу того, что впитывающий элемент продолжается в переднем/обратном направлениях в передней/задней поясных областях. Это может быть нежелательно, потому, что натяжение эластичных элементов может стремиться собрать в складки впитьшающий элемент, или вызвать его «сминание». Такое сминание впитывающего элемента может создать проблемы с точки зрения прилегания и незаметности. С точки зрения прилегания, излишне смятый впитывающий элемент менее предпочтителен для плотной посадки на теле, потенциально увеличивая частоту утечек. С точки зрения незаметности, чрезмерное сминание ведет к изготовлению продукта более объемного и, тем самым, более видимого под одеждой. Это обстоятельство является особенно проблематичным в изделиях для страдающих недержанием, таких как трусы для страдающих энурезом и надеваемое без застежек одноразовое впитывающее нижнее белье для взрослых, так как пользователи таких продуктов, обычно, стесняются этого и желают использовать защиту, которая является как можно более незаметной.
В некоторых традиционных способах производства одноразовых впитывающих трусов, имеющих эластичность, впитывающий композит (такой как распушенная пульпа/ супервпитывающая основа, проложенная между полимерной пленкой и/или неткаными слоями) прикреплен к одной или более эластомерных панелей, предназначенных для образования части трусов и для плотного прилегания на теле. Эти эластомерные панели обеспечивают в форме непрерывного полотна и разматывают в способе производства в растянутом состоянии. Каждый впитывающий композит прикреплен к непрерывному полотну эластомерного материала в таком растянутом состоянии. После завершения производственных стадий (после того, как впитывающий композит прикреплен), эластомерному материалу позволяют стягиваться. Это стягивание может вызвать сминание и собирание в складки впитывающего композита, которое нежелательно, как описывалось выше.
Следовательно, остается необходимость в способе производства впитывающих изделий, имеющих эластичные панели, которые менее вероятны в вызывании нежелательных собирания в складки и смятия впитывающего элемента.
Краткое описание изобретения
В ответ на имеющиеся вышеуказанные потребности в данной области, был предложен новый способ производства эластомерных одноразовых впитывающих изделий. В одном варианте выполнения, способ предусматривает растягивание полотна эластомерных панелей; затем стягивание полотна панелей для образования стянутого участка; и прикрепление впитывающего узла к стянутому участку полотна панелей. Способ может содержать затем повторное растягивание по меньшей мере участка стянутого участка полотна панелей. В конкретных вариантах выполнения, полотно панелей содержит эластомерный пленочный многослойный материал, в котором слой эластомерной пленки расположен между противоположными неткаными слоями.
В конкретных вариантах выполнения способа, стягивание полотна панелей содержит снижение скорости полотна панелей с помощью временного прикрепления полотна панелей к первому элементу регулировки скорости, например с помощью вакуумного усилия. В некоторых вариантах выполнения, способ, кроме того, содержит прикрепление полотна панелей к первому элементу регулировки скорости и ко второму элементу регулировки скорости, разнесенному от первого элемента регулировки скорости; перемещение первого элемента регулировки скорости ближе ко второму элементу регулировки скорости, так что полотно панелей стягивается в области между первым и вторым элементами регулировки скорости для образования стянутого участка. После прикрепления впитывающего узла к стянутому участку, такой вариант выполнения, кроме того, содержит перемещение первого элемента регулировки скорости от второго элемента регулировки скорости; и затем высвобождения полотна панелей из первого и второго элементов регулировки скорости. В одном варианте, элементы регулировки скорости движутся орбитально вокруг оси.
В другом варианте выполнения способа, стягивание полотна панелей содержит снижение скорости полотна панелей с использованием замедляющего зажима с парными валками. Один вариант выполнения, кроме того, содержит подачу полотна панелей последовательно через первый зажим с парными валками, второй зажим с парными валками, третий зажим с парными валками, и четвертый зажим с парными валками, при этом оба второй зажим с парными валками и третий зажим с парными валками протягивают более медленно, чем первый зажим с парными валками, при этом впитьшающий узел прикреплен к полотну панелей между вторым зажимом с парными валками и третьим зажимом с парными валками, и при этом четвертый зажим с парными валками протягивает быстрее, чем третий зажим с парными валками. Другой вариант выполнения содержит пропускание полотна панелей через первый зажим с парными валками; пропускание полотна панелей через второй зажим с парными валками, ниже по ходу потока от первого зажима с парными валками, причем второй зажим с парными валками имеет более медленное протягивание, чем первый зажим с парными валками; пропускание полотна панелей через третий зажим с парными валками, ниже по ходу потока от второго зажима с парными валками, при этом третий зажим с парными валками имеет скорость протягивания по существу равную скорости протягивания второго зажима с парными валками; пропускание полотна панелей через четвертый зажим с парными валками, ниже по ходу потока от третьего зажима с парными валками, причем четвертый зажим с парными валками имеет более быстрое протягивание, чем третий зажим с парными валками; и прикрепление впитывающего узла к полотну панелей между вторым зажимом с парными валками и третьим зажимом с парными валками.
В другом варианте выполнения, способ содержит обеспечение первого и второго полотен эластомерных панелей, оба из которых находятся в растянутом состоянии; обеспечение по меньшей мере частичного стягивания каждого полотна панелей из растянутого состояния в стянутое состояние, таким образом с образованием стянутого участка в каждом полотне панелей; и прикрепление впитывающего узла к стянутому участку каждого полотна панелей. В конкретных вариантах выполнения, способ, кроме того, содержит повторное растягивание по меньшей мере участка стянутого участка первого полотна панелей и/или второго полотна панелей. В конкретных вариантах выполнения, каждое полотно панели содержит эластомерный пленочный многослойный материал, в котором слой эластомерной пленки проложен между противоположными слоями нетканого материала.
В конкретных вариантах выполнения, стягивание первого полотна панелей содержит снижение скорости первого полотна панелей с помощью временного прикрепления первого полотна панелей к первому элементу регулировки скорости, и стягивание второго полотна панелей, содержащее снижение скорости второго полотна панелей с помощью временного прикрепления второго полотна панелей к третьему элементу регулировки скорости. В некоторых вариантах выполнения, временное прикрепление полотен панелей к первому и третьему элементам регулировки скорости происходит посредством вакуумного усилия. Некоторые варианты выполнения, кроме того, включают прикрепление первого полотна панелей к первому элементу регулировки скорости и ко второму элементу регулировки скорости, разнесенному от первого элемента регулировки скорости; перемещение первого элемента регулировки скорости ближе ко второму элементу регулировки скорости, так что первое полотно панелей стягивается в области между первым и вторым элементами регулировки скорости для образования стянутого участка в первом полотне панелей; после прикрепления впитывающего узла к сжатому участку первого полотна панелей, перемещение первого элемента регулировки скорости от второго элемента регулировки скорости; и высвобождение первого полотна панелей от первого и второго элементов регулировки скорости. Такие варианты выполнения способа могут, кроме того, содержать прикрепление второго полотна панелей к третьему элементу регулировки скорости и к четвертому элементу регулировки скорости, разнесенному от третьего элемента регулировки скорости; перемещение третьего элемента регулировки скорости ближе к четвертому элементу регулировки скорости, так что второе полотно панелей стягивается в области между третьи и четвертым элементами регулировки скорости для образования стянутого участка во втором полотне панелей; после прикрепления впитывающего узла к стянутому участку во втором полотне панелей, перемещение третьего элемента регулировки скорости от четвертого элемента регулировки скорости; и высвобождение второго полотна панелей от третьего и четвертого элементов регулировки скорости. В конкретных вариантах только что описанных вариантов выполнения, первый элемент регулировки скорости выполнен за одно целое с третьим элементом регулировки скорости, и второй элемент регулировки скорости является выполнен за одно целое с четвертым элементом регулировки скорости.
В другой версии описанного варианта выполнения способа, когда используется первое и второе полотна эластомерных панелей, стягивание каждой панели предусматривает снижение скорости каждого полотна панелей, с использованием снижающего скорость зажим с парными валками. Некоторые варианты выполнения в этой версии также содержат подачу каждого полотна панелей последовательно через первый зажим с парными валками, второй зажим с парными валками, третий зажим с парными валками, и четвертый зажим с парными валками, при этом оба, второй зажим с парными валками и третий зажим с парными валками протягивают более медленно, чем, соответственно, первый зажим с парными валками, при этом впитывающий узел прикрепляют к каждому полотну панелей между соответствующим вторым зажимом с парными валками и соответствующим третьим зажимом с парными валками, и при этом каждый четвертый зажим с парными валками протягивает более быстро, чем соответствующий третий зажим с парными валками. В некоторых вариантах выполнения, способ также содержит прохождение каждого полотна панелей через первый зажим с парными валками; прохождение каждого полотна панелей через второй зажим с парными валками, ниже по ходу потока от первого зажима с парными валками, причем второй зажим с парными валками имеет более медленное протягивание, чем первый зажим с парными валками; прохождение каждого полотна панелей через третий зажим с парными валками, ниже по ходу потока от второго зажима с парными валками, причем третий зажим с парными валками имеет скорость протягивания по существу равную скорости протягивания второго зажима с парными валками; прохождение каждого полотна панелей через четвертый зажим с парными валками, ниже по ходу потока от третьего зажима с парными валками, причем четвертый зажим с парными валками имеет более быстрое протягивание чем третий зажим с парными валками; и прикрепление впитывающего узла к каждому полотну панелей между вторым зажимом с парными валками и третьим зажимом с парными валками. В одном примере такого варианта выполнения, первое полотно панелей проходит через первый комплект первых, вторых, третьих, и четвертых зажимов с парными валками, и при этом второе полотно панелей проходит через второй комплект первых, вторых, третьих, и четвертых зажимов с парными валками, физически отличающихся от первого комплекта.
В другом варианте выполнения, способ производства по настоящему изобретению содержит стадии: обеспечения эластомерного пленочного многослойного материала полотна панелей, перемещающегося с первой производственной скоростью; замедления перемещения полотна панелей до скорости применения; обеспечения перемещения впитывающего узла на скорости применения; прикрепления впитывающего узла к полотну панелей на скорости применения; и ускорение перемещения полотна панелей до второй производственной скорости после того, как впитывающий узел прикреплен к полотну панелей. В одном варианте выполнения, вторая производственная скорость находится между 70 и 95 процентами первой производственной скорости.
С помощью использования вышеописанных технологий, эластомерные панели в завершенных изделиях (таких как передняя панель или задняя панель) будут придавать относительно сниженное усилие смятия/сжимания на впитывающий узел, тем самым уменьшая или устраняя неприглядное сминание.
Краткое описание чертежей
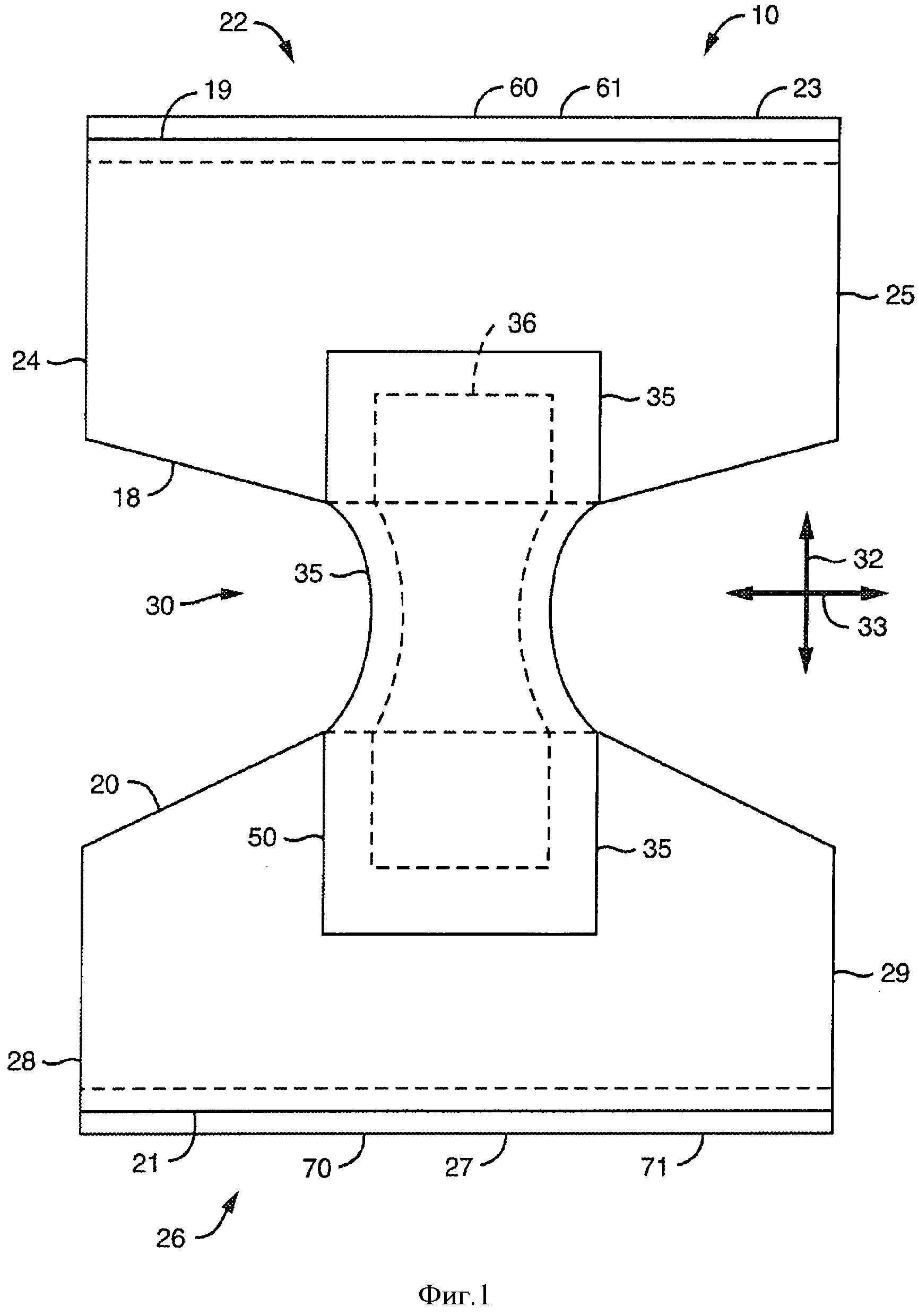
Фиг.1 - примерный вид сверху одного варианта выполнения впитывающего изделия, включающего принципы настоящего изобретения, в продольно растянутом и плоско разложенном состоянии, перед соединением передней и задней поясных областей, и показывающий поверхность изделия, которая обращена к пользователю, когда изделие надето.
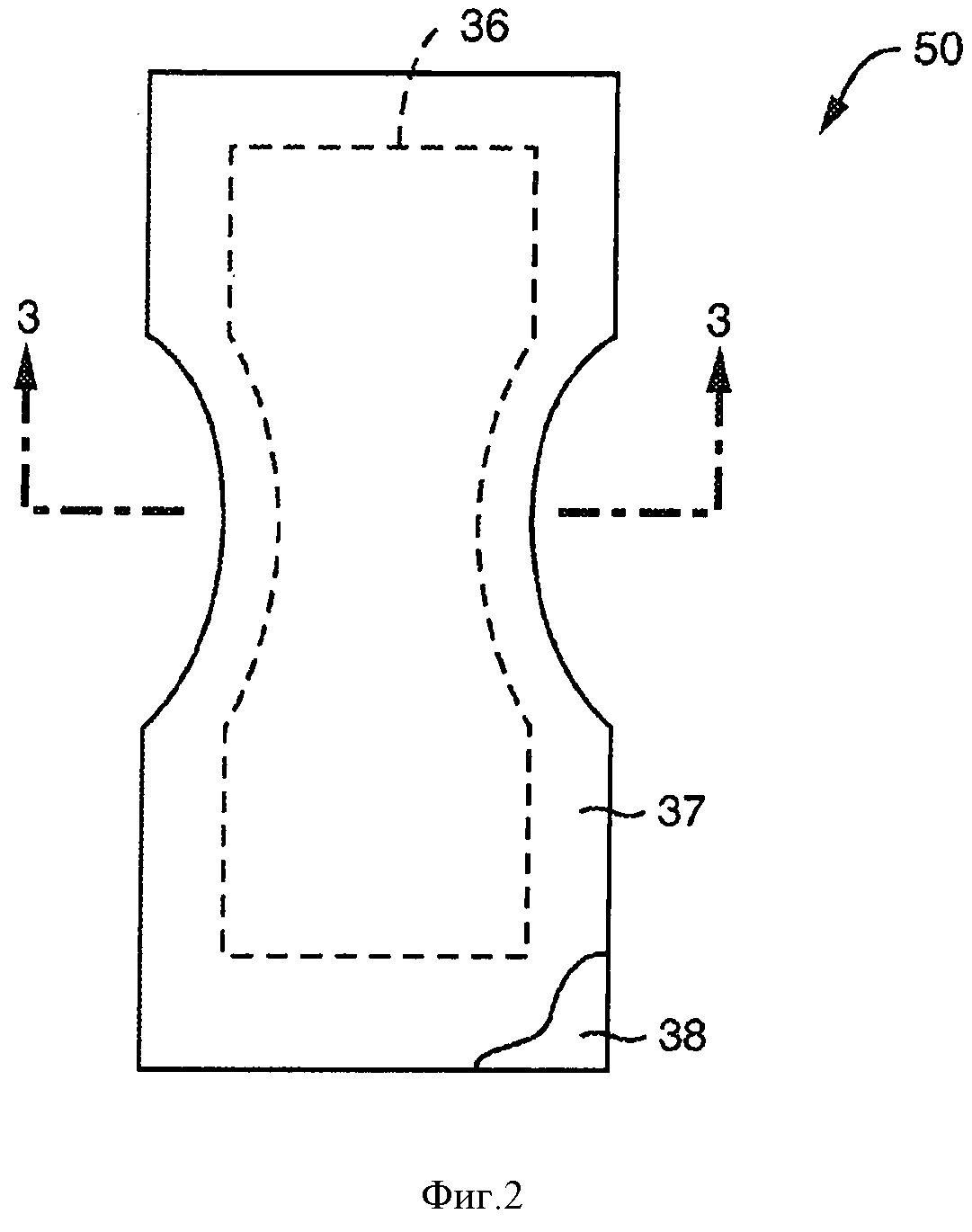
Фиг.2 - примерный вид сверху впитывающего узла, подходящего для использования в связи с настоящим изобретением, показывающий поверхность впитывающего узла, которая будет обращена к пользователю, и показана с участками, вырезанными, чтобы показать нижерасположенных элементов.
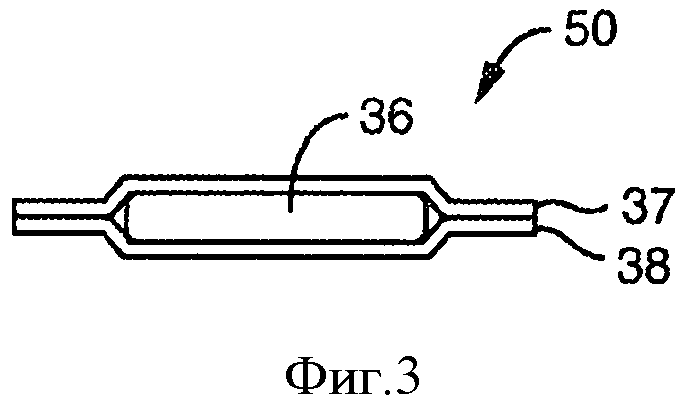
Фиг.3 - примерный вид в поперечном разрезе, взятый вдоль линии 3-3 на Фиг.2.
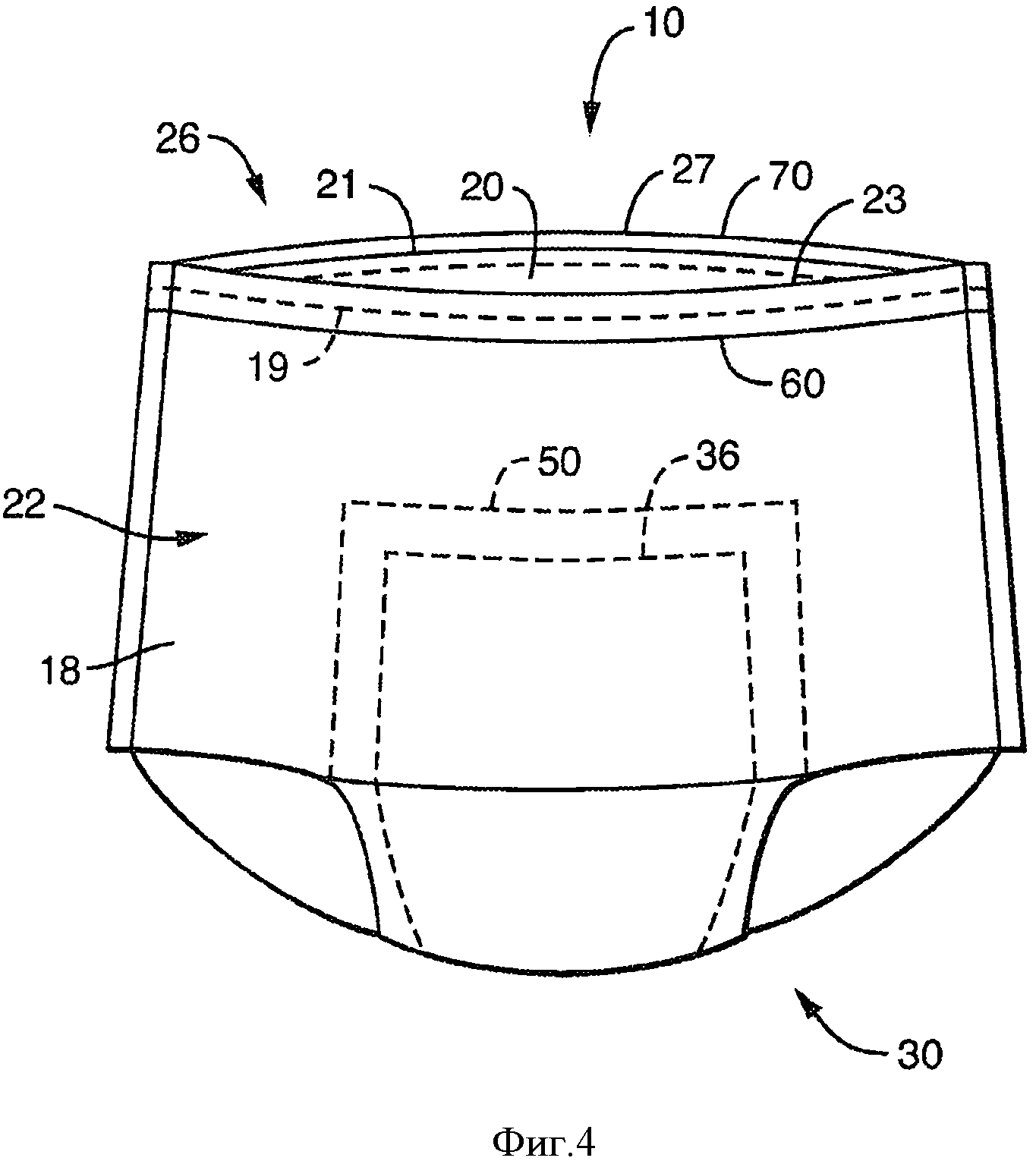
Фиг.4 - примерный вид спереди в перспективе варианта выполнения изделия, такого как показано на Фиг.1, с соединенными передней и задней поясными областями так, что изделие находится в конфигурации для надевания трусов.
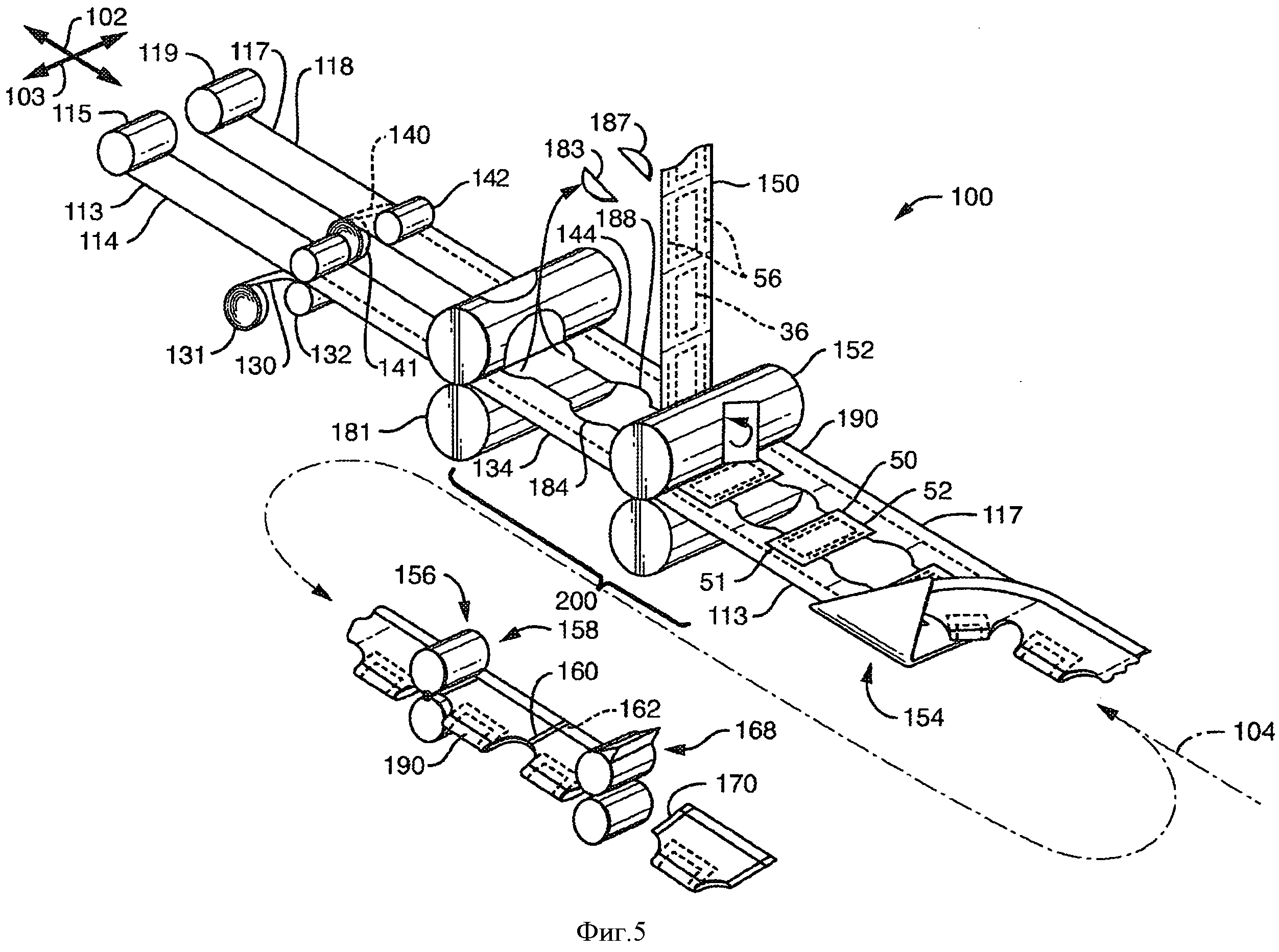
Фиг.5 - примерный вид сверху способа производства, подходящего для использования в связи с некоторыми вариантами выполнения.
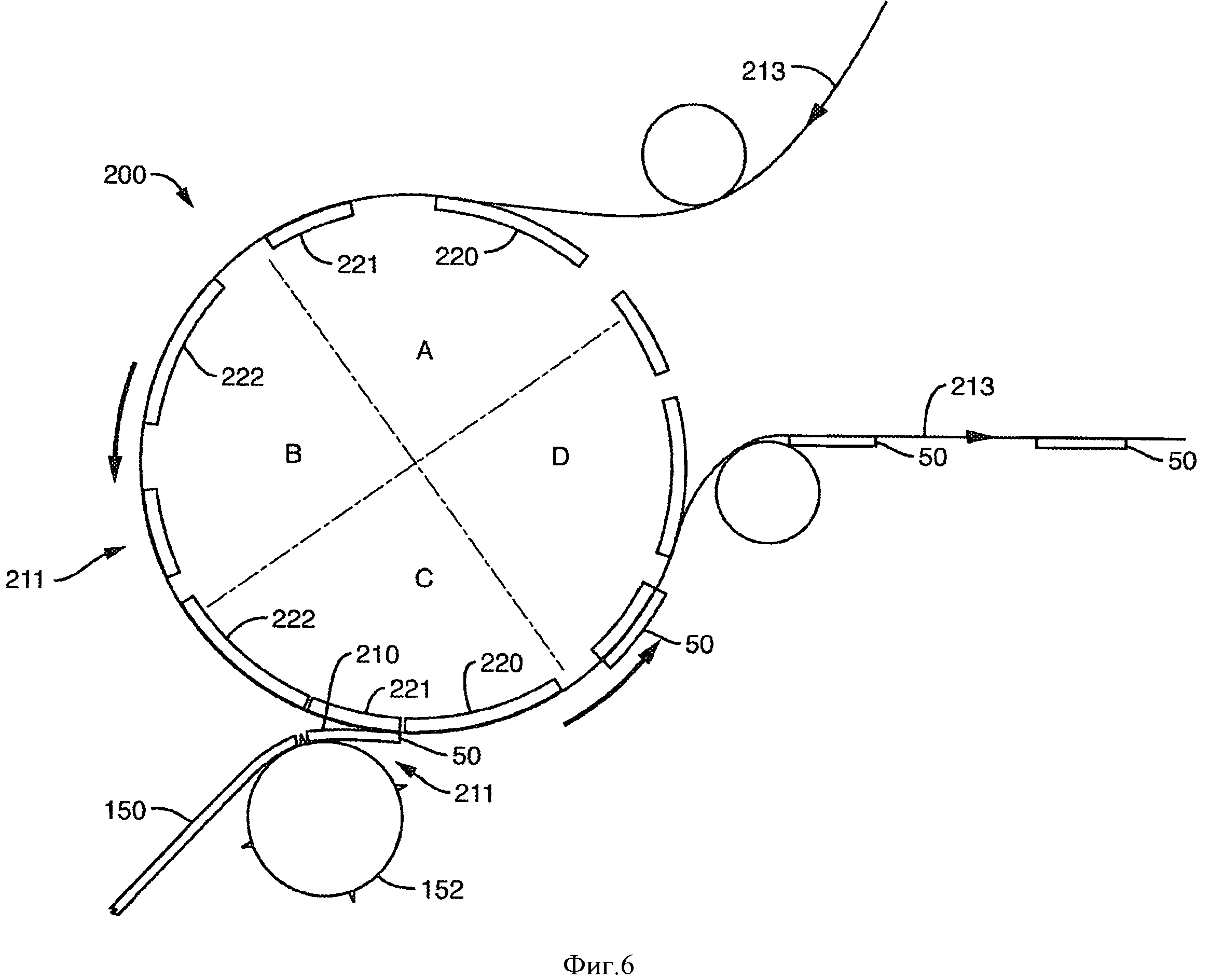
Фиг.6 - вид сбоку одного варианта выполнения участка способа производства изделия, причем показанный участок включает принципы настоящего изобретения.
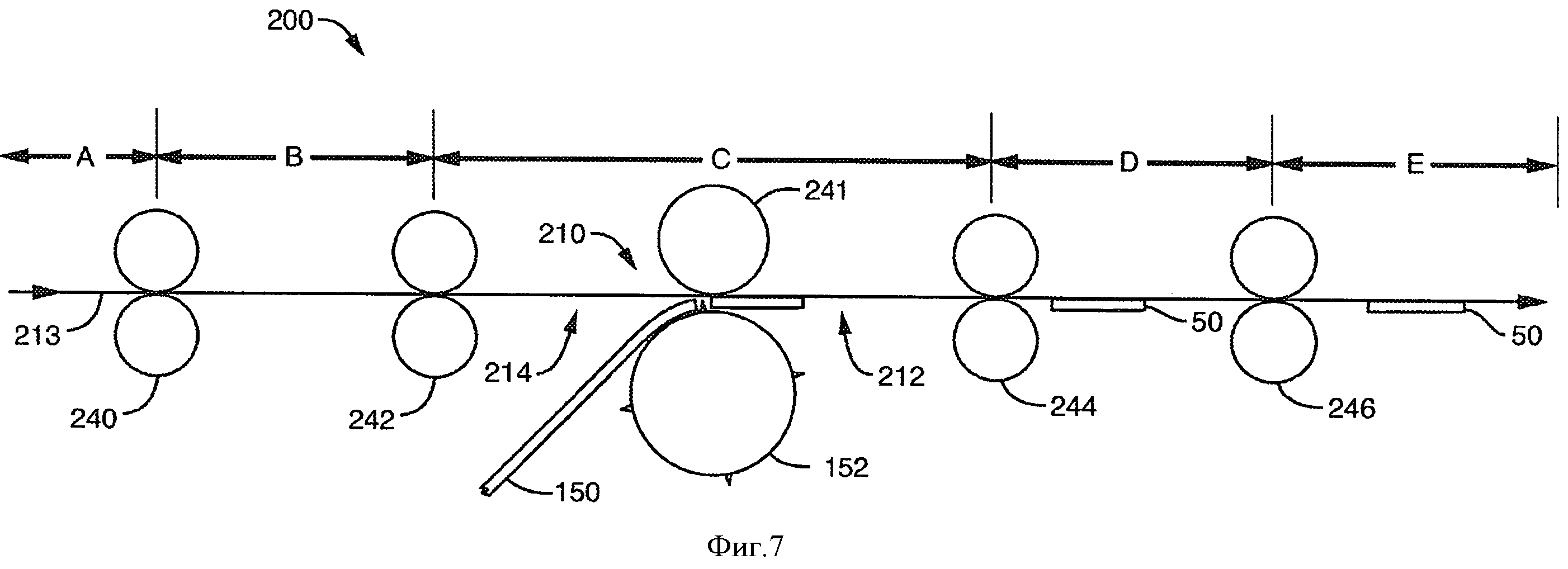
Фиг.7 - схематичный вид сбоку другого варианта выполнения участка способа производства изделия, причем показанный участок включает принципы настоящего изобретения.
Подробное описание конкретных вариантов выполнения
Как используется здесь, следующие термины имеют следующие значения:
«Прикрепление» и его производные, относятся к объединению, адгезивному прикреплению, соединению, связыванию, сшиванию вместе, и тому подобное, двух элементов. Два элемента будут рассмотрены как прикрепленные вместе, когда они являются интегральными один другому или прикреплены непосредственно один к другому или опосредованно один к другому, так как, когда каждый является непосредственно прикрепленным к промежуточным элементам. «Прикрепление» и его производные включают постоянное, разъемное и повторно застегиваемое прикрепление. В дополнение, прикрепление может быть выполнено как во время способа производства, так и конечным пользователем.
«Связывание» и его производные относятся к объединению, адгезивному прикреплению, соединению, прикреплению, сшиванию вместе, и тому подобное, двух элементов. Два элемента будут рассмотрены как связанные друг с другом когда они связаны непосредственно один с другим или опосредованно один с другим, так как когда каждый является непосредственно связанным с промежуточным элементом. «Связывание» и его производные включают постоянное, разъемное и повторно застегиваемое прикрепление.
«Соединение» и его производные, относятся к объединению, адгезивному прикреплению, соединению, связыванию, сшиванию вместе, и тому подобное, двух элементов. Два элемента будут рассмотрены как соединенные вместе, когда они соединены непосредственно один к другому или опосредованно один к другому, так как когда каждый является непосредственно соединенным к промежуточным элементам. «Соединение» и его производные включают постоянное, разъемное и повторно застегиваемое соединение. В дополнение, соединение может быть выполнено как во время способа производства, так и конечным пользователем.
«Одноразовый» относится к изделиям, которые предназначены для выбрасывания после ограниченного использования, а не для стирки или какого- либо иного способа восстановления для повторного использования.
Термины «расположен на», «расположен вдоль», «расположен с» или «расположен по направлению» и их варианты предназначены для обозначения, что один элемент может быть интегральным с другим элементом, или что один элемент может быть отдельной структурой, прикрепленной к или расположенной с или расположенной вблизи другого элемента.
«Эластомерный» относится к материалу или композиту, которые могут удлиняться на по меньшей мере 50 процентов их длины в расслабленном состоянии, и которые восстанавливают, после снятия прикладываемого усилия, на по меньшей мере 50 процентов их удлинения. Обычно предпочтительно, что эластомерные материал или композит могут удлиняться на, по меньшей мере, 100 процентов, более предпочтительно на, по меньшей мере, 200 процентов их длины в расслабленном состоянии и восстанавливать, после снятия прикладываемого усилия, на по меньшей мере 50 процентов их удлинения. «Неэластомерные» относится к материалу или композиту, который не растягивается, или растягивается, но восстанавливается не более чем на 20 процентов его увеличившейся длины, после снятия прикладываемого удлиняющего усилия. «Нерастягиваемый» относится к материалу, который не может растянуться на более чем 25 процентов его длины в свободном состоянии без разрывов после приложения силы смещения.
«Слой» когда используется в единственном числе, может иметь двойное значение одиночного элемента или множества элементов.
«Непроницаемый для жидкости», когда используется в описании слоя или многослойного материала означает, что жидкость, такая как моча, не пройдет через слой или многослойный материал, при использовании в нормальных условиях, в направлении, обычно, перпендикулярном плоскости слоя или многослойного материала в точке контакта с жидкостью.
«Проницаемый для жидкости» относится к любому материалу, который не является непроницаемым для жидкости.
«Элемент», когда используется в единственном числе, может иметь двойное значение одиночного элемента или множества элементов.
«Нетканый» и «нетканое полотно» относится к материалам или полотнам материалов, которые образованы без помощи способов текстильного переплетения или трикотажного производства. Например, нетканые материалы, материи или полотна, образованные с помощью множества способов, таких как, например, способы выдувания из расплава, способы фильерного производства, способы воздушной укладки, и способы производства полотен кардочесанием.
Эти термины могут быть образованы с помощью дополнительных выражений в любом месте описания.
Ссылки на Фиг.1-7 должны быть сделаны в описанных объектах и вариантах выполнения изобретения. Необходимо отметить, что варианты выполнения, показанные на чертежах являются только примерами принципов изобретения. Также для наглядных целей некоторые элементы настоящего изобретения описаны и показаны относительно способа производства натягиваемых в виде трусов изделий для страдающих недержанием или энурезом, различные объекты и варианты настоящего изобретения также подходят для использования с подгузниками, плавательными трусами, обучающими трусами и тому подобным.
Ссылаясь на Фиг.1 и 4, конкретный вариант выполнения впитывающего изделия 10 настоящего изобретения образует переднюю область 22, имеющую передний край 23 и поперечно противоположную первому и второму передним боковым краям 24 и 25, заднюю область 26, имеющую задний край 27 и поперечно противоположную первому и второму задним боковым краям 28 и 29, и область ластовицы 30, расположенную продольно между передней и задней областями 22 и 26 и соединяющую их. Передняя область содержит переднюю панель 18, образующую концевой край передней панели 19, и задняя область содержит заднюю панель 20, образующую концевой край задней панели 21. Впитывающее изделие образует продольное направление 32, которое продолжается от передней области 22 к задней области 26, и поперечное направление 33, которое является перпендикулярным продольному направлению 32. Следует отметить, что использование терминов «передний» и «задний», например, с «передней областью» и «задней областью» и «передней панелью» и «задней панелью» предназначено только для ссылочных целей в описании и заявке на изделие и способ по настоящему, и не предполагает, что область или край выровнены с любым конкретным положением на пользователе. Таким образом, например, «передняя область» изделия, как описано здесь, может быть той областью продукта, которая предназначена для расположения в передней части пояса пользователя, или в задней части пояса пользователя. Подобным образом, «задняя область» изделия может быть областью продукта, которая предназначена для расположения в передней части пояса пользователя, или в задней части пояса пользователя. Передняя панель 18 и задняя панель 20 произведены из эластомерных материалов. В одном предпочтительном варианте выполнения, передняя и задняя панели произведены из эластомерного пленочного многослойного материала, содержащего слой эластомерной пленки, проложенный между двумя лицевыми слоями нетканого материала. Альтернативно, передняя и задняя панели произведены из эластичного многослойного материала с прядями, в котором ряд разнесенных друг от друга эластичных прядей проложен между двумя лицевыми слоями нетканого материала.
Изделие включает впитывающий узел 50, который продолжается продольно от передней области 22 к задней области 26. Впитывающий узел 50 включает впитывающий элемент 36. Впитывающий элемент может быть произведен из материалов, известных в данной области техники, как подходящие для впитывания жидкостных выделений, таких как распушенная древесная пульпа, супервпитывающие полимеры, впитывающая пена, и тому подобное. Впитывающий элемент, в конкретных вариантах выполнения, заключен в один или более субстратов. Например, впитьшающий элемент может быть завернут в материал и/или нетканый субстрат. Альтернативно, или в дополнение, впитывающий элемент может быть проложен между обращенным к одежде, непроницаемым для жидкости нижним листом и обращенной к телу, проницаемой для жидкости подкладкой. Например, впитьшающий узел 50 может быть выполнен из впитывающего элемента 36, проложенного между подкладкой 37 и нижним листом 38, как примерно показано на Фиг.2 и 3.
В конкретных вариантах выполнения, передняя эластомерная поясная лента 60 прикреплена к передней панели 18, и задняя эластомерная поясная лента 70 прикреплена к задней панели 20. Самый наружный в продольном направлении край 61 передней эластомерной поясной ленты 60 может быть граничащим с концевым краем передней панели 19 (не показано). Альтернативно, как схематично показано на Фиг.1 и 4, по меньшей мере часть передней эластомерной поясной ленты 60 может продолжаться продольно между концевым краем передней панели 19 и передним краем 23, так, что поясная лента 60 является «консольной» концевому краю передней панели 19. Аналогичным образом, самый наружный в продольном направлении край 71 задней эластомерной ленты 70 может быть консольным с концевым краем задней панели 21 (не показано). Альтернативно, как схематично показано на Фиг.1 и 4, по меньшей мере часть задней эластомерной поясной ленты 70 может продолжаться продольно между концевым краем задней панели 21 и задним краем 27, так, что поясная лента 70 является «консольной» концевому краю задней панели 21. Такие поясные ленты являются предпочтительными, но не обязательно эластомерными, и могут содержать эластомерные пленки, эластомерные пряди или ленты, эластомерные пены, и тому подобное.
Как примерно показано на Фиг.5, изобретение в некоторых объектах относится к способу 100 для производства одноразового нижнего белья. Способ образует машинное направление 102 и поперечное машинное направление 103. В конкретных вариантах выполнения, способ 100 включает обеспечение полотна передней панели 113, перемещающегося в машинном направлении 102. Полотно передней панели 113 образует передний поясной край 114, который продолжается в машинном направлении. Способ 100, кроме того, предусматривает обеспечение полотна задней панели 117, перемещающегося в машинном направлении 102. Полотно задней панели 117 образует задний поясной край 118, который продолжается в машинном направлении. Предпочтительно, как схематично показано на Фиг.5, полотно передней панели 113 является отдельным и разнесенным от полотна задней панели 117 в поперечном машинном направлении. В конкретных вариантах выполнения, полотно передней панели 113 обеспечивается с помощью подающего полотно передней панели валка 119. Альтернативно, полотна передней и задней панелей 113/117 могут обеспечиваться с помощью первого обеспечивающего «родительского» полотна или валка, и последовательного раскроя «родительского» полотна вдоль, обычно, продольно продолжающейся линии, которая может быть прямой или не прямой, для обеспечения полотна передней панели 113 и полотна задней панели 117. Полотно передней панели и полотно задней панели могут, каждое, содержать нетканый материал. Каждое из них может содержать, например, эластомерный пленочный многослойный материал, такой как сердцевинный слой из эластичной пленки, проложенный между двумя неткаными лицевыми слоями, материал, который общеизвестен для специалистов в данной области техники. Публикации Патентных Заявок США US 2008/0095978 и US 2009/0197041, обе переданы Kimberly-Clark Worldwide, Inc., обеспечивают примеры технологии, подходящей для использования в создании многослойных материалов с эластичными пленками передних и задних панелей, хотя другие эластомерные пленочные многослойные материалы могут также быть использованными.
Все еще ссылаясь на Фиг.5, способ 100 может также включать обеспечение полотна передней эластичной поясной ленты 130 и полотна задней эластичной поясной ленты 140, посредством подающих валков 131 и 141, соответственно. Такие полотна поясных лент могут быть расположены так, что дистальные края 134/144 находятся по существу на одном уровне с, латерально наружными, или латерально внутренними соответствующими поясными краями 114/118. Как изображено на Фиг.5, полотна поясных лент 130/140 могут быть раздельными и отдельно обеспечиваемыми от и прикрепленными к полотнам передней и задней панелей 113/117. Альтернативно, полотна поясных лент 130/140 могут быть интегральными с и образованными с помощью сгибания полотен передней и задней панелей 113/117 (не показано). Способ 100 может включать прикрепление полотен поясных лент 130/140 к полотнам передней и задней панелей 113/117 на станциях прикрепления 132/142.
Способ 100 может также включать удаление центральных участков 183 полотна передней панели 113 и/или удаление центральных участков 187 полотна задней панели 117, например с помощью режущего элемента 181, с образованием формованных ножных краев 184 полотна передней панели и/или формованных ножных краев 188 полотна задней панели.
Способ в этой альтернативной конфигурации, кроме того, включает обеспечение подачи 150 отдельных впитывающих узлов 50, причем каждый отдельный впитывающий узел 50 имеет передний край 51 и задний край 52. Впитывающие узлы могут быть произведены и обеспечены, как описано ранее. Ножные эластичные элементы 56, которые проходят вдоль впитывающего элемента 36, могут быть дополнительно включены. Способ 100, кроме того, включает прикрепление переднего края 51 каждого отдельного впитывающего узла 50 к полотну передней панели 113 и прикрепление заднего края 52 каждого отдельного впитывающего узла 50 к полотну задней панели 117 (как на станции прикрепления 152 с разрезанием и поворотом) для создания композитного полотна 190 изделия, так что каждый отдельный впитывающий узел 50 продолжается латерально между полотном передней панели 113 и полотном задней панели 117 и соединяет их.
Способ 100 может, кроме того, содержать складывание композитного полотна 190 изделия (как, например, на станции складывания 154) вдоль продольно продолжающейся центральной линии 104, которая продолжается в машинном направлении 102, так что передний поясной край 114 приводят в непосредственную близость с задним поясным краем 118. Способ, кроме того, включает прикрепление полотна передней панели 113 к полотну задней панели 117 (как, например, на станции сшивания 156), с образованием ряда обращенных к одежде боковых шовных соединений 160, разнесенных в машинном направлении 102. Способ, кроме того, включает прикрепление полотна передней эластичной поясной ленты 130 к полотну задней эластичной поясной ленты 140 (как, например, на станции сшивания 158), для создания ряда обращенных к одежде боковых шовных соединений 162, разнесенных в машинном направлении 102. Наконец, способ включает разрезание композитного полотна 190 изделия и полотен эластичных поясных лент 130/140 (как, например, на станции разрезания 168) в ряде мест разреза 170, разнесенных в машинном направлении 102, для создания множества одноразовых впитывающих изделий. Боковые шовные соединения изделия 160 и боковые шовные соединения поясной ленты 162 могут быть сделаны на той же станции сшивания (как показано) или на отдельных станциях сшивания. Дополнительно, любая или обе из операций сшивания могут быть выполнены вместе с окончательной операцией разрезания на одной станции, или на разных станциях (как показано).
Как описывалось ранее, прикрепление впитывающего узла 50 к непрерывному полотну из полотен эластомерных передней и задней панелей 113/117 в относительно сильно растянутом состоянии, может вызвать сминание и собирание в складки при использовании впитывающего узла, потому что после выполнения стадий производства с таким подходом, когда переднему и заднему полотнам панелей 113/117 позволяют стягиваться в готовом изделии 10, такое стягивание может вызвать сминание и собирание в складки впитывающего узла 50, которые могут быть нежелательны, как описывалось выше. Поэтому, авторы настоящего изобретения разработали технологию для прикрепления впитывающих узлов 50 к эластомерному полотну панелей (такое, как одно или оба полотна передней панели 113 и полотно задней панели 117), чтобы способствовать сокращению или исключению такого сминания или собирания в складки. В новой технологии, области эластомерного полотна панелей, к которому прикрепляют впитывающий узел, позволяют стягиваться/расслабиться во время прикрепления к нему впитывающего узла. Таким образом, эластомерная панель корпуса в законченном изделии (такая, как передняя панель 18 и/или задняя панель 20) передает сниженное усилие или не передает усилие сминания/сборки впитывающему узлу, тем самым сокращая или исключая неприглядное сминание. Особая техника, вызывающая стягивание/расслабление эластомерных полотен панелей в точке прикрепления впитывающего узла, теперь будет описана и схематично показана на Фиг.6 и 7. Необходимо отметить, что Фиг.6 и 7 соответственно показывают только часть общего способа производства трусов 100 - а именно, часть, обозначенную скобками 200 на Фиг.5, где впитывающие узлы 50 прикрепляют полотну передней панели 113 и полотну задней панели 117. Фиг.6 и 7, оба, показывают подходящие технологии для прикрепления впитывающих узлов к эластомерному полотну панелей; показанные технологии одинаково подходят для прикрепления впитывающих узлов к полотну передней панели, полотну задней панели, единому полотну панелей с «полной длиной продукта» (в противоположность разделения полотен передней и задней панелей) или других аналогичных эластомерных полотен. (Фиг.6 и 7 предоставляют дополнительные детали, касающиеся некоторых объектов изобретения, которые не показаны на Фиг.5)
Ссылаясь на Фиг.6 и 7, способ 200 содержит растягивание одного или более эластомерных полотен панелей 213 (которые могут быть, например, полотном передней панели 113 или полотном задней панели 117). Например, в конкретных вариантах выполнения, способ включает обеспечение полотен первой и второй эластомерных панелей 113/117, оба в растянутом состоянии. Как используют здесь, термин «растянутое» означает растянутое на по меньшей мере 25% свыше нерастянутой, свободной длины. В некоторых вариантах выполнения, растянутое состояние составляет длину, которая является на по меньшей мере 50%, и более предпочтительно на по меньшей мере 100%, большей чем нерастянутая, свободная длина. В конкретных вариантах выполнения, как отмечалось ранее, эластомерное полотно панелей 213 содержит эластомерный пленочный многослойный материал, такой как материал, в котором слой эластомерной пленки проложен между противоположными слоями нетканого материала.
Способ 200, кроме того, содержит стягивание полотна панелей 213, с образованием стянутого участка 210. Например, в конкретных вариантах выполнения, способ 200 включает обеспечение по меньшей мере частичного сжатия эластомерного полотна панелей 213 (такого как полотно передней панели 213 и/или полотно задней панели 117) из растянутого состояния в стянутое состояние, тем самым образуя стянутый участок 210 в полотне 213. В некоторых вариантах выполнения, стянутое состояние может представлять собой стягивание по меньшей мере на 50% от растянутого состояния. В других вариантах выполнения, стянутое состояние может представлять собой стягивание по меньшей мере на 75%, по меньшей мере 90%, или 100% от растянутого состояния.
Способ 200, кроме того, включает прикрепление впитывающего узла 50 к стянутому участку 210 эластомерного полотна панелей 213. Например, как схематично показано на Фиг.6 и 7, подача впитывающих узлов 150 может быть обеспечена, при которой отдельные впитывающие узлы 50 отрезают (и поворачивают при необходимости) и затем прикрепляют к стянутому участку 210 каждого полотна панелей 213. В конкретных вариантах выполнения, способ 200, кроме того, содержит повторное растягивание по меньшей мере участка стянутого участка 210 полотна панелей 213. Например, области полотна панелей 213, непосредственно ведущие (область 212) и непосредственно замыкающие (область 214) впитывающий узел 50, могут быть повторно растянуты частично или полностью из стянутого состояния после прикрепления впитывающего узла 50.
В конкретных вариантах выполнения, стягивание полотна панелей 213 содержит снижение скорости полотна панелей с помощью временного прикрепления полотна панелей 213 к первому элементу регулировки скорости 220. Например, временное прикрепление полотна панелей 213 изделия к первому элементу регулировки скорости осуществляют посредством вакуумного усилия. В других примерах, временное прикрепление полотна панелей 213 к первому элементу регулировки скорости осуществляют с помощью усилия сдвига с трением и сцеплением, например, посредством текстурной поверхности на элементе регулировки скорости, или посредством использования механических крючко- или грибо-образных застежек, прикрепленных к элементу регулировки скорости и приспособленных для зацепления эластомерного полотна панелей 213. В одном предпочтительном варианте выполнения, элемент(ы) регулировки скорости содержат вакуумные прижимные валки ролики или пластины. Вакуумные прижимные ролики или пластины (прижимные ролики или пластины, имеющие отверстия, через которые вакуумная сила втягивает для того, чтобы удержать материал в противоположность себе) известны в области техники производства продуктов личной гигиены, например для надежного удержания впитывающих узлов во время прикрепления к композитному полотну или рулону подгузников.
В одном предпочтительном варианте выполнения, способ 200 включает прикрепление полотна панелей 213 к первому элементу регулировки скорости 220 и ко второму элементу регулировки скорости 222, разнесенному от первого элемента регулировки скорости. Например, ряд элементов регулировки скорости (такие как вакуумные прижимные ролики) могут быть расположены на наружной поверхности цилиндрического барабана, или иначе ориентированы в круговом узоре так, что они вращаются вокруг оси 225 в орбитальной форме. В примере, показанном на Фиг.6, элементы регулировки скорости вращаются вокруг оси 225, в направлении против часовой стрелки. На Фиг.6, первый комплект элементов регулировки скорости 220/221/222 показан, в общем, наверху вращающегося кругового узора (с относительно максимальным кольцевым пространством между ними в этой точке, как было объяснено), при этом второй комплект элементов регулировки скорости 220/221/222 показан, в общем, снизу вращающегося кругового узора (с относительно минимальным кольцевым пространством между ними в этой точке, как было объяснено).
Полотно 213 сначала прикрепляют к регулирующим скорость элементам 220 и 222 в радиальной области, в общем обозначаемой буквой А. В области А, круговое пространство между элементами регулировки скорости наибольшее. Затем, первый элемент регулировки скорости 220 перемещается по окружности ближе ко второму элементу регулировки скорости 222 (в области, в общем, обозначенной буквой В), так что полотно панелей 213 сжимается в области 211 между первым и вторым элементами регулировки скорости 220/222 для образования сжатого участка 210. В области, в общем, обозначаемой буквой С, круговое пространство между первым и вторым элементами регулировки скорости 220/222, в общем, наименьшее. На этой стадии, впитывающий узел 50 прикрепляют к стянутому участку 210 полотна панелей 213. Поддерживающий элемент регулировки скорости 221 (например, перемещающаяся приемная пластина) может быть расположен радиально внутрь (то есть, за) полотном 213 для обеспечения упора, напротив которого впитывающий узел 50 может быть опосредованно сжат, чтобы способствовать надежному прикреплению впитывающего узла 50 к полотну 213. Необходимо отметить, что в конкретных вариантах выполнения, поддерживающий элемент регулировки скорости 221 остается по существу не прикрепленным адгезивно к полотну 213. Таким образом, полотно 213 может легче стягиваться для образования стянутого участка 210.
После того, как впитывающий узел 50 прикреплен к стянутому участку 210 эластомерного полотна 213, первый элемент регулировки скорости 220 перемещается по кругу от второго элемента регулировки скорости 222. Эта стадия, которую осуществляют в радиальной области, в общем, обозначенная буквой D, увеличивает общую скорость полотна 213, когда некоторые области полотна 213 снова растянуты. В области D, полотно панелей 213 освобождается от первого и второго элементов регулировки скорости 220/222, и весь процесс 100 продолжается, как примерно показано в примерном варианте выполнения на Фиг.5. Необходимо отметить, что после того, как полотно панелей 213 освободится от первого и второго элементов регулировки скорости 220/222, возможно в некоторых вариантах выполнения, что общая скорость полотна 213 может быть (но не обязательно будет) немного меньше, чем скорость полотна, перед входом в процесс 200; это может получаться в результате того, что, по меньшей мере, часть стянутого участка полотна 213 может теперь быть стянута нерастяжимым образом, потому что по меньшей мере стянутый участок 210 может теперь быть заблокированным или прикрепленным на относительно коротком расстоянии стягивания, если такая часть прикреплена к впитывающему узлу, который является относительно нерастяжимым.
Вариант выполнения, только что описанный и показанный на Фиг.6, показывает элементы регулировки скорости, которые перемещаются орбитально вокруг оси. Однако другие конфигурации, использующие элементы регулировки скорости или прижимные ролики возможны, как конфигурации, в которых элементы регулировки скорости расположены в линейном порядке, например, как в соединении с лентами или конвейерами.
В другом предпочтительном варианте выполнения способа 200, варианты которого схематично показаны на Фиг.7, стягивание полотна панелей 213 предусматривает снижение скорости полотна панелей 213 используя, по меньшей мере, один понижающий скорость зажим с парными валками. Зажимы с парными валками хорошо известны в данной области как средства для продвижения непрерывных материалов в виде полотна. В одном варианте выполнения, таком как показано на Фиг.7, способ 200, кроме того, предусматривает подачу полотна панелей 213 последовательно через первый зажим с парными валками 240, второй зажим с парными валками 242, третий зажим с парными валками 244, и четвертый зажим с парными валками 246. В области, в общем, обозначенной буквой А, на Фиг.7, полотно 213 находится в растянутом состоянии. Оба, второй зажим с парными валками 242 и третий зажим с парными валками 244 протягивают более медленно, чем первый зажим с парными валками 244. Результатом такого расположения является то, что эластомерное полотно панелей 213 начинает стягиваться в области, в общем, обозначаемой буквой В. (В некоторых вариантах выполнения, второй зажим с парными валками 242 и третий зажим с парными валками 244 протягивают по существу с той же скоростью, означающей, что их соответствующие скорости протягивания отличаются не более чем на 10%.)
Все еще ссылаясь на Фиг.7, в области, в общем, обозначаемой буквой С, эластомерное полотно 213 находится в пике своего частично или полностью стянутого состояния, и образует стянутый участок 210. Впитывающий узел 50 прикреплен к полотну панелей 213 на стянутом участке 210, между вторым зажимом с парными валками 242 и третьим зажимом с парными валками 244. В конкретных вариантах выполнения, опорный или поддерживающий ролик 241 обеспечивают противоположно станции прикрепления впитывающего узла или валку 152, чтобы способствовать надежному прикреплению каждого впитывающего узла к полотну 213. В этом варианте выполнения, четвертый зажим с парными валками 246 протягивает значительно быстрее, чем третий зажим с парными валками 244. Результатом такого расположения является то, что эластомерное полотно панелей 213 начинает ускоряться в области, обычно, обозначаемой буквой D. В области D, области полотна панелей 213, непосредственно ведущие (область 212) и непосредственно замыкающие (область 214) впитывающий узел 50 могут в некоторых вариантах выполнения быть повторно растянуты частично или полностью из стянутого состояния после прикрепления впитывающего узла 50. В области, в общем,
обозначаемой буквой Е, полотно панелей 213, после выхода из четвертого зажима с парными валками 246, продолжается в общий процесс 100, как схематично показано в примерном варианте выполнения на Фиг.5. Необходимо отметить, что после стягивания полотна панелей, и, в конце концов, выхода из четвертого зажима с парными валками 246, возможно в некоторых вариантах выполнения, что общая скорость полотна 213 может быть (но не обязательно будет) немного меньше, чем скорость полотна перед входом в процесс 200; это может получаться в результате того, что, по меньшей мере, часть стянутого участка полотна 213 может теперь быть нерастяжимо стянута, поскольку по меньшей мере стянутый участок 210 может теперь быть заблокированным или прикрепленным на относительно коротком расстоянии стягивания, если такая часть прикреплена к впитывающему узлу, который является относительно нерастягиваемым.
В варианте выполнения способа 200, аналогичном только что описанному варианту выполнения, и схематично показанном на Фиг.7, полотно панелей 213 сначала проходит через первый зажим с парными валками 240. Далее, полотно панелей проходит через второй зажим с парными валками 242, ниже по ходу потока от первого зажима с парными валками 240. Второй зажим с парными валками 242 имеет более медленное протягивание, чем первый зажим с парными валками 240. Далее, полотно панелей 213 проходит через третий зажим с парными валками 244, ниже по ходу потока от второго зажима с парными валками 242. Третий зажим с парными валками 244 имеет скорость протягивания по существу равную (что значит отличающуюся не более чем на 10%) скорости протягивания второго зажима с парными валками 242. В одном варианте выполнения, третий зажим с парными валками 244 имеет скорость протягивания, идентичную скорости протягивания второго зажима с парными валками 242. Далее, полотно панелей 213 проходит через четвертый зажим с парными валками 246, ниже по ходу потока от третьего зажима с парными валками 244. Четвертый зажим с парными валками 246 имеет более высокую скорость протягивания, чем третий зажим с парными валками 244. Впитывающий узел 50 прикрепляется к полотну панелей 213 между вторым зажимом с парными валками 242 и третьим зажимом с парными валками 244.
Должно быть принято во внимание, что детали предшествующих вариантов выполнения, приведенные в целях иллюстрации, не должны истолковываться как ограничивающие объем настоящего изобретения. Несмотря на то, что только несколько примерных вариантов выполнения настоящего изобретения были описаны подробно, специалистам в данной области техники будет понятно, что множество модификаций возможны в примерных вариантах выполнения, по существу без отхода от новых учений и преимуществ настоящего изобретения. Соответственно, все такие модификации предназначены для включения в объем настоящего изобретения, который определен в последующих пунктах формулы изобретения и всех ее эквивалентах. Кроме того, очевидно, может быть представлено множество вариантов выполнения, которые не достигают всех преимуществ некоторых вариантов выполнения, более конкретно предпочтительных вариантов выполнения, причем отсутствие конкретных преимуществ не должно означать, что такой вариант выполнения выходит за пределы объема настоящего изобретения.
Электромеханическое выдачное устройство
Расширитель стомы
Принимающая анатомическую форму ушная заглушка для ослабления звука
Впитывающее изделие, имеющее функциональный и частично охватывающий пояс
Выдачное устройство для листового материала
Улучшенная трахеостомическая трубка с баллонной манжетой
Впитывающее изделие для личного ношения с язычком для утилизации
Средство защиты органов слуха, не имеющее оголовья, и способ защиты органов слуха
Одноразовые впитывающие изделия, имеющие гендерно специфические удерживающие клапаны
Впитывающее изделие для личного ношения с язычком для регулирования пояса
Электромеханическое выдачное устройство
Расширитель стомы
Принимающая анатомическую форму ушная заглушка для ослабления звука
Впитывающее изделие, имеющее функциональный и частично охватывающий пояс
Выдачное устройство для листового материала
Улучшенная трахеостомическая трубка с баллонной манжетой
Впитывающее изделие для личного ношения с язычком для утилизации
Средство защиты органов слуха, не имеющее оголовья, и способ защиты органов слуха
Одноразовые впитывающие изделия, имеющие гендерно специфические удерживающие клапаны
Впитывающее изделие для личного ношения с язычком для регулирования пояса

