Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРОКОНИЧЕСКИХ ОБОЛОЧЕК
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением.
Известен способ изготовления тонкостенной цилиндроконической оболочки в виде малого и большого пустотелых цилиндров, сопряженных пустотелым усеченным конусом с углом наклона образующей «α°» и толщиной стенки «t», включающий изготовление из листового проката толщиной « t0» круга с объемом, достаточным для изготовления пустотелой цилиндроконической заготовки, изготовление пустотелой цилиндроконической заготовки с дном в виде малого и большого пустотелых цилиндров, сопряженных пустотелым усеченным конусом с углом наклона образующей  , термическую обработку заготовки, предварительную ротационную вытяжку с утонением полуфабриката в виде малого и большого пустотелых цилиндров, сопряженных пустотелым усеченным конусом, термическую обработку полуфабриката для снятия напряжений и придания металлу пластичного состояния, окончательную ротационную вытяжку с утонением тонкостенной оболочки в виде малого и большого пустотелых цилиндров, сопряженных пустотелым усеченным конусом, и обработку резанием. При этом толщину листового проката «t0» выбирают из стандартного ряда толщин листового проката, изготавливаемого промышленностью, и максимальной толщины оболочки, угол наклона образующей усеченного конуса пустотелой цилиндроконической заготовки
, термическую обработку заготовки, предварительную ротационную вытяжку с утонением полуфабриката в виде малого и большого пустотелых цилиндров, сопряженных пустотелым усеченным конусом, термическую обработку полуфабриката для снятия напряжений и придания металлу пластичного состояния, окончательную ротационную вытяжку с утонением тонкостенной оболочки в виде малого и большого пустотелых цилиндров, сопряженных пустотелым усеченным конусом, и обработку резанием. При этом толщину листового проката «t0» выбирают из стандартного ряда толщин листового проката, изготавливаемого промышленностью, и максимальной толщины оболочки, угол наклона образующей усеченного конуса пустотелой цилиндроконической заготовки  определяют по закону Синуса согласно зависимости
определяют по закону Синуса согласно зависимости
Способ принят за прототип (см. РТМ 3-1674-85, стр.175-190). Недостатки прототипа заключаются в следующем:
1. Из зависимости следует, что угол наклона образующей усеченного конуса пустотелой цилиндроконической заготовки увеличивается с увеличением толщины листового проката и может быть более 30°, при этом заборный угол роликов для ротационной вытяжки полуфабриката должен быть больше угла наклона образующей усеченного конуса пустотелой цилиндроконической заготовки на 2° - 4°.
2. Использование при ротационной вытяжке с утонением цилиндроконического полуфабриката роликов с заборным углом более 30° отрицательно сказывается на качестве цилиндрических поверхностей и производительности операции, т.к. при увеличении заборного угла роликов увеличивается наплыв металла перед роликами, особенно при ротационной вытяжке более пластичных металлов. Увеличивается действительная степень деформации, снижается шероховатость наружной поверхности полуфабриката, требующая дополнительной зачистки.
Предлагаемым изобретением решается задача: использование при ротационной вытяжке с утонением полуфабриката в виде малого и большого пустотелых цилиндров, сопряженных пустотелым усеченным конусом цилиндроконической заготовки с углом наклона образующей усеченного конуса менее 30°.
Технический результат, получаемый при осуществлении изобретения, заключается в повышении качества полуфабриката, снижении затрат при изготовлении.
Указанный технический результат достигается тем, что в способе изготовления тонкостенной цилиндроконической оболочки с углом наклона образующей конуса «α°» и толщиной стенки конуса «t», включающий изготовление пустотелой цилиндроконической заготовки с дном, термическую обработку заготовки, ротационную вытяжку с утонением оболочки за несколько операций, термическую обработку между операциями ротационной вытяжки для снятия напряжений и обработку резанием технологических припусков и напусков, новым является то, что пустотелую цилиндроконическую заготовку изготавливают с углом наклона образующей пустотелого усеченного конуса
менее 30°, а толщину стенки пустотелого усеченного конуса цилиндроконической заготовки «t3» получают точением в размер согласно зависимости
 .
.
Изготовление пустотелой цилиндроконической заготовки с углом наклона образующей конического участка
менее 30° и последующая обработка резанием наружной поверхности конического участка заготовки до толщины стенки «t» согласно зависимости  позволяет производить ротационную вытяжку полуфабриката комплектом роликов с заборным углом =30°, при этом ротационная вытяжка конического участка выполняется с соблюдением закона Синуса, что благоприятно сказывается на качестве конического участка оболочки, а при ротационной вытяжке цилиндрических участков оболочки уменьшается наплыв металла перед роликами, снижается действительная степень деформации, уменьшается шероховатость наружной поверхности, снижается объем зачистки.
позволяет производить ротационную вытяжку полуфабриката комплектом роликов с заборным углом =30°, при этом ротационная вытяжка конического участка выполняется с соблюдением закона Синуса, что благоприятно сказывается на качестве конического участка оболочки, а при ротационной вытяжке цилиндрических участков оболочки уменьшается наплыв металла перед роликами, снижается действительная степень деформации, уменьшается шероховатость наружной поверхности, снижается объем зачистки.
Предлагаемое техническое решение поясняется чертежами, где на фиг.1 изображена пустотелая цилиндроконическая заготовка с углом наклона образующей конического участка
менее 30° и обработанной резанием наружной поверхностью конического участка заготовки до толщины стенки «t3» согласно зависимости
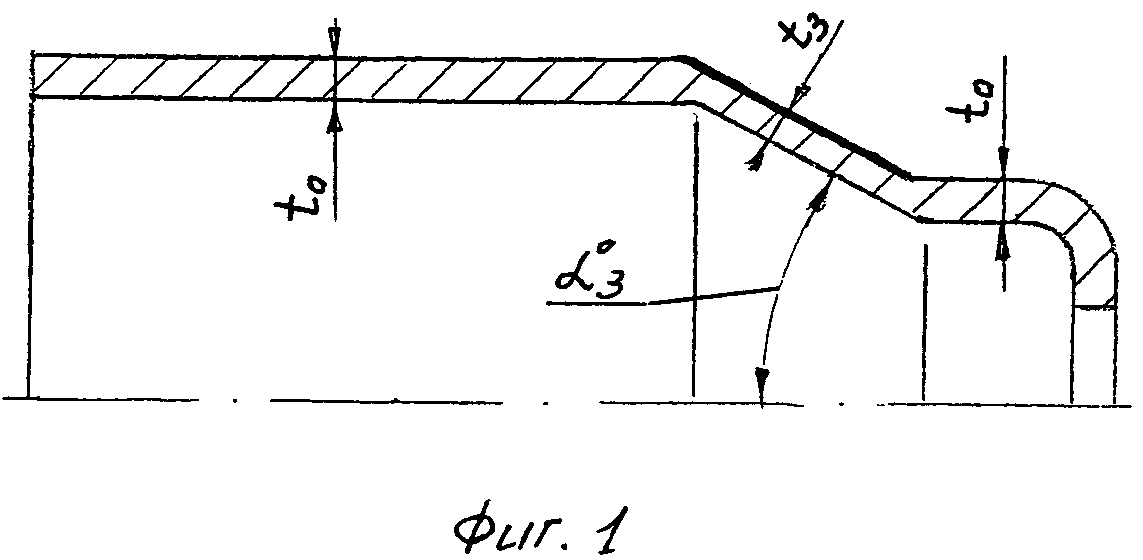
. На фиг. 2 изображен полуфабрикат цилиндроконической оболочки после предварительной операции ротационной вытяжки. На фиг. 3 изображена цилиндроконическая оболочка с углом наклона образующей конического участка α° и толщиной стенки конического участка «t».
Способ реализуется следующим образом.
Исходя из геометрических размеров тонкостенной цилиндроконической оболочки - угла наклона образующей конуса «α°» и толщины стенки конического участка «t» и возможности изготовления оболочки за две операции ротационной вытяжки с допустимой степенью деформации, разрабатывают чертеж пустотелой цилиндроконической заготовки с углом наклона образующей конического участка внутренней поверхности заготовки менее 30°. В соответствии с чертежом пустотелой цилиндроконической заготовки изготавливают заготовку. Обрабатывают резанием наружную поверхность конического участка заготовки до толщины стенки согласно зависимости
. Заготовку термически обрабатывают. Производят ротационную вытяжку тонкостенной цилиндроконической оболочки за две операции, при этом после предварительной операции ротационной вытяжки производят термическую обработку полуфабриката для снятия напряжений. После окончательной ротационной вытяжки оболочки обрабатывают резанием поверхности с технологическими припусками и напусками. Толщина стенки конического участка оболочки, полуфабриката и обработанной резанием заготовки связаны зависимостью
 .
.
Пример использования
Требуется изготовить тонкостенную цилиндроконическую оболочку, как на фиг. 3, с углом наклона образующей конического участка «α°=7°» и толщиной стенки конического участка «t=0,8 мм». В качестве исходного используется листовой прокат толщиной 3,5 мм, из которого изготавливают пустотелую цилиндроконическую заготовку с углом наклона образующей конического участка  . Последующей обработкой резанием наружной поверхности конического участка получают толщину стенки согласно зависимости:
. Последующей обработкой резанием наружной поверхности конического участка получают толщину стенки согласно зависимости:

Заготовку отжигают. Производят предварительную операцию ротационной вытяжки комплектом роликов с заборным углом =30° и получают полуфабрикат, как на фиг. 2, с углом наклона образующей конического участка  и толщиной конического участка согласно зависимости ti=0.8×Sin 17°/Sin 7°.
и толщиной конического участка согласно зависимости ti=0.8×Sin 17°/Sin 7°.
Полуфабрикат отжигают. Производят окончательную операцию ротационной вытяжки в заданные геометрические размеры тонкостенной цилиндроконической оболочки. Производят обработку резанием поверхностей с технологическими припусками и напусками.
Способ изготовления тонкостенной цилиндроконической оболочки с коническим участком с углом наклона образующей конуса «α°» и толщиной стенки конуса «t», включающий изготовление пустотелой цилиндроконической заготовки с коническим участком, термическую обработку заготовки, ротационную вытяжку с утонением оболочки за несколько операций, термическую обработку между операциями ротационной вытяжки для снятия напряжений и обработку резанием технологических припусков и напусков, отличающийся тем, что пустотелую цилиндрическую заготовку получают с коническим участком с углом наклона образующей менее 30°, а толщину стенки конического участка t получают точением в размер согласно зависимости: .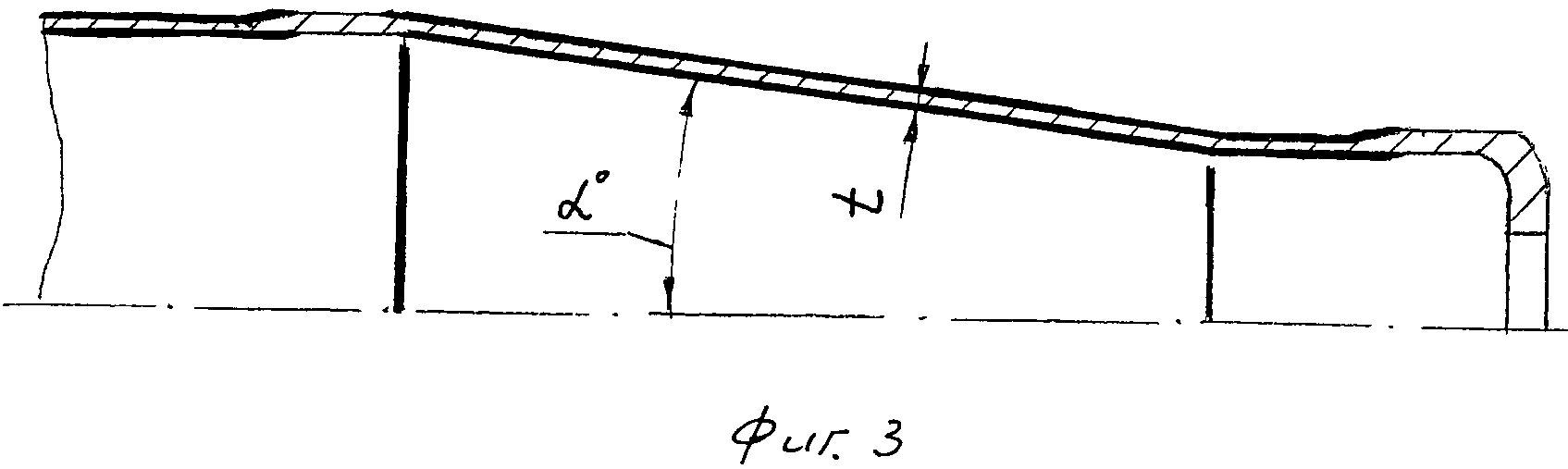
Регулируемый спусковой механизм огнестрельного оружия
Способ согласования линии визирования оптического прибора с продольной осью наземного транспортного средства
Способ приема и передачи топопривязчиком дифференциальных поправок
Способ контроля точностных характеристик системы топопривязки и навигации
Автоматизированное рабочее место для обучения расчета топопривязчика
Подвижный контрольный пункт
Пулемет
Способ функционирования боевого дистанционно управляемого модуля в различных режимах применения
Стенд для проверки коэффициента зеркального отражения
Модульная установка предъявления появляющейся цели
Способ изготовления тонкостенных осесимметричных оболочек
Станок универсальный малогабаритный
Исполнительное устройство перемещения
Нутромер
Храповое устройство для стопорения вала
Способ изготовления тонкостенных осесимметричных оболочек
Способ изготовления ствола
Способ изготовления одногофрового сильфона
Способ изготовления пустотелых изделий
Способ изготовления ствола

