Результат интеллектуальной деятельности: СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к технологии упрочнения труб нефтяного сортамента из микролегированных сталей непосредственно в процессе горячей деформации.
Известен способ термомеханической обработки труб нефтяного сортамента из углеродистых и микролегированных сталей, включающий предварительную деформацию, выдержку на воздухе, нагрев, окончательную деформацию и регулируемое охлаждение, при этом нагрев совмещают с окончательной деформацией (патент РФ №2387718, опубл. 27.04.2010). Недостатком способа является то, что результат от применения возможен только при точной выдержке параметров степени и скорости деформации и температурного режима, что при изменении темпа проката во время настройки, пуска оборудования, внеплановых задержек в процессе деформации труднодостижимо, так как изменяются скорость деформации и температура.
Известен способ прокатки труб с термомеханической обработкой, заключающийся в нагреве, прошивке заготовки, охлаждении водой с наружной поверхности давлением не менее 15 ати, деформации в непрерывном стане со степенью деформации не менее 50% и охлаждением во время деформации до температуры 800-900°C с наружной поверхности валками и потоками охлаждающей воды и с внутренней поверхности предварительно охлажденной до 150-250°C оправкой, индукционном нагреве и окончательной деформации в редукционном стане (патент РФ №2291903, опубл. 20.01.2007). Недостатком способа является его ограниченная применимость только для трубопрокатных агрегатов с непрерывным станом и нестабильность получаемых свойств в случае изготовления труб из среднеуглеродистых микролегированных ванадием сталей. Нагрев, следующий после деформации и охлаждения в непрерывном стане, приводит к рекристаллизации мелкозернистой структуры, что отрицательно влияет на упрочняющие свойства металла труб.
Наиболее близким к заявляемому изобретению является способ термомеханической обработки, включающий предварительную деформацию, выдержку на воздухе, нагрев до температуры 800-870°C и окончательную деформацию с ускоренным регулируемым охлаждением до температуры 720-760°C, которое производят в процессе многократной горячей деформации в заневоленном состоянии со средней скоростью охлаждения 40-60°C/с в очаге деформации и 20-30°C/с во время междеформационных пауз (патент РФ №2245375, опубл. 27.01.2005). Недостатком способа по прототипу является низкая температура нагрева под окончательную деформацию, при которой карбиды ванадия в микролегированной ванадием стали растворяются не полностью, из-за чего не достигается упрочняющий эффект от дисперсных выделений. В связи с тем, что структурные превращения не протекают мгновенно во время деформации и ускоренного охлаждения, проводимого на 80-110°C за 2-4 с (как следует из описания), и продолжаются после выхода труб из стана, то это приводит к нарушению геометрического профиля трубы (возникает овальность), концевой кривизне и прямолинейности при изготовлении труб с дополнительными требованиями к ГОСТ 633-80. Также не учтена возможность того, что наружном ускоренном охлаждении охлаждаются до указанной температуры только наружные слои металла трубы, которые впоследствии отогреваются внутренними (менее охлажденными), что снижает эффект термомеханической обработки.
Технической задачей, на решение которой направлено предлагаемое изобретение, является разработка способа термомеханической обработки труб нефтяного сортамента из среднеуглеродистых сталей, микролегированных ванадием, обеспечивающего применение его в редукционном, калибровочном станах (расширение области применения термомеханической обработки), повышение прочностных свойств, стабильность механических свойств, минимизация отклонений по геометрическим параметрам готовых труб.
Техническая задача решается тем, что в способе термомеханической обработки труб, включающем предварительную деформацию, нагрев, окончательную деформацию с регулируемым охлаждением и последующим охлаждением на воздухе, согласно изобретению термомеханическая обработка проводится на стадии окончательной деформации в редукционном, калибровочном стане, при этом окончательную деформацию начинают при температуре 850-920°C, во время деформации осуществляют ускоренное регулируемое охлаждение за счет контакта с деформирующими валками и организованными потоками воды в объеме не менее 15 м3/ч, направленными, касательно валка, на деформируемую трубу. Охлаждение осуществляют до температуры не более 880°C на выходе из стана. После деформации в стане трубу охлаждают на воздухе в течение 5-13 секунд до контрольной температуры не более 860°C.
Так как деформирование в калибровочном, редукционном стане является окончательными этапами горячей деформации, то при таких условиях термомеханическая обработка создает окончательную структуру.
Выбранная температура начала окончательной деформации 850-920°C обеспечивает выделение основной части карбидов ванадия непосредственно во время деформации в стане, а проводимое одновременное ускоренное регулируемое охлаждение водой, объем которой определен экспериментально не менее 15 м3/ч, подаваемой на трубу касательно валка, обеспечивает охлаждение трубы до температуры не более 880°C, что приводит к созданию микроструктуры металла трубы с дисперсными частицами. Увеличение температуры более 880°C не обеспечивает получение эффекта упрочнения за счет снижения дисперсности частиц.
Дополнительный контроль температуры производят через 5-13 с после выхода трубы из стана в связи с тем, что температура охлажденной наружной поверхности труб повышается за счет отогрева внутренними (менее охлажденными) слоями металла трубы, особенно при производстве толстостенных труб. При соблюдении параметров термомеханической обработки (в том числе времени дополнительного контроля) обеспечивается указанное ограничение температуры - не более 860°C, т.е. подогрева после деформации не происходит, что позволяет достичь эффекта упрочнения.
Выбранный способ охлаждения исключает возможность искривления труб, их овализацию, что делает возможным применение способа термомеханической обработки для изготовления труб особой точности и с дополнительными требованиями по геометрическим размерам.
Предлагаемый и известный способ опробованы в промышленных условиях. Трубные заготовки диаметром 150 мм выплавлены в 150-тонных дуговых сталеплавильных печах из стали с химическим составом, приведенным в таблице 1. Из трубной заготовки в условиях ОАО «СинТЗ» изготовлены горячедеформированные трубы размерами 73,0×5,5 мм и 88,9×13,0 мм на трубопрокатном агрегате с непрерывным станом ТПА-80: термомеханическая обработка проводилась на редукционном стане. Также изготовлены трубы размерами 146,1×7,7 мм на трубопрокатном агрегате с автомат-станом ТПА-140: термомеханическая обработка производилась на калибровочном стане. Изготовление труб производилось с дополнительными требованиями по геометрическим размерам. Дополнительно произведен анализ на соответствие требованиям ГОСТ 633-80.
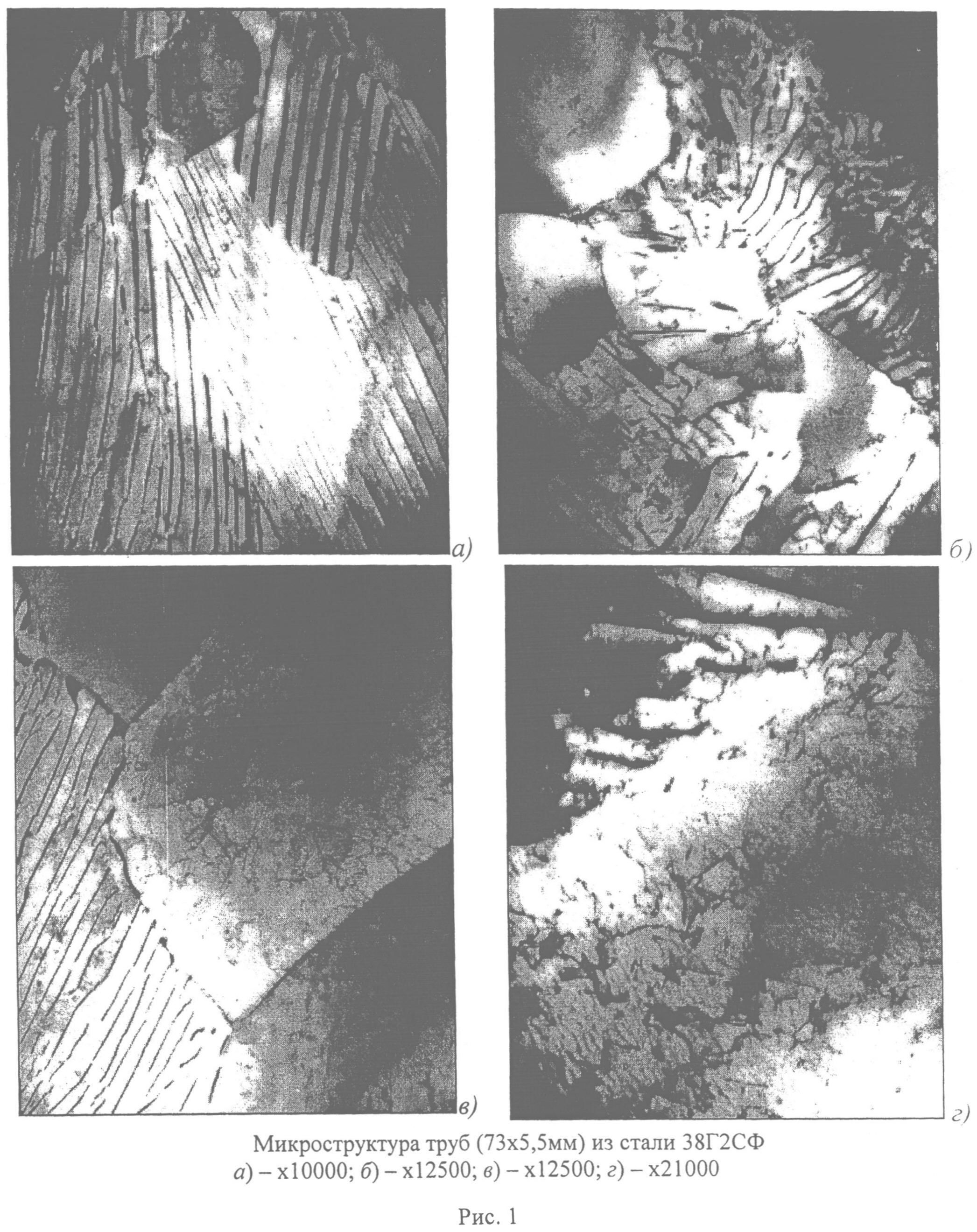
Результаты исследования свойств труб приведены в таблице 1. Микроструктура горячедеформированной трубы размером 73,0×5,5 мм, изготовленной с использованием предлагаемого способа, приведена на рис.1. Таким образом, предлагаемый способ обработки позволяет получать для ванадиевых сталей структуру, насыщенную дисперсными выделениями карбида ванадия. В сравнении с прототипом, данный способ позволяет изготавливать трубы особой точности и с дополнительными требованиями по геометрическим размерам.
|
Двухслойный валок прокатного стана с осевой полостью
Способ непрерывной прокатки труб
Способ прокатки труб с термомеханической обработкой
Способ термической обработки холоднодеформируемых труб
Способ изготовления теплоизолированной лифтовой трубы
Агрегат для изготовления бесшовных труб
Коррозионно-стойкая сталь для бесшовных горячекатаных насосно-компрессорных и обсадных труб повышенной эксплуатационной надежности и трубы, выполненные из нее
Способ комбинированной высадки концов труб
Способ термической обработки изделий из хромомолибденовой стали
Труба повышенной коррозионной стойкости
Двухслойный валок прокатного стана с осевой полостью
Способ непрерывной прокатки труб
Способ прокатки труб с термомеханической обработкой
Способ термической обработки холоднодеформируемых труб
Способ изготовления теплоизолированной лифтовой трубы
Агрегат для изготовления бесшовных труб
Коррозионно-стойкая сталь для бесшовных горячекатаных насосно-компрессорных и обсадных труб повышенной эксплуатационной надежности и трубы, выполненные из нее
Способ комбинированной высадки концов труб
Способ термической обработки изделий из хромомолибденовой стали
Труба повышенной коррозионной стойкости

