Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ВСТАВКИ ДЛЯ ЗАЩИТЫ ПЕРЕДНЕЙ КРОМКИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления металлических деталей, в частности, к способу изготовления передних кромок или задних кромок из титана в области самолетостроения, например, передних кромок лопаток вентилятора турбомашин с широкой хордой, которые выполнены из композитного материала.
Лопатки вентилятора турбореактивных двигателей в настоящее время из-за веса и производственных расходов выполняются, в основном, из композитных материалов. Эти детали, которые подвергаются значительным механическим напряжениям, вызванным их скоростью вращения и аэродинамической нагрузкой, которой они подвергаются, должны, кроме того, противостоять возможным столкновениям с частицами или посторонними телами, которые могли бы попасть в поток воздуха. Для этого они защищены на уровне их передней кромки и/или задней кромки металлической деталью, которая закрывает их края и которая приклеена к композитному материалу лопатки.
Существующий технологический процесс изготовления передних титановых кромок для лопаток вентилятора из композита является тяжелым и сложным для внедрения, что требует значительных экономических затрат. Он действительно основан, главным образом, на операциях горячего формования, что требует оборудования, выдерживающего используемые температуры. Он, кроме того, требует значительной механической обработки как на стадии промежуточных деталей, так и на финишной стадии изготовления.
По причинам веса и механической стойкости эти передние или задние кромки выполнены обычно из титана и имеют относительно малую толщину. С учетом этой малой толщины, естественно, было предложено использование способа изготовления, включающего соединение листов способом сверхпластичного формования и диффузионной сварки (SPFDB для Super Plastic Forming и Diffusion Bonding). Такой способ описан в заявке на патент ЕР 1574270 настоящего Заявителя.
Однако недостатком такого способа является то, что он с трудом позволяет управлять внутренним формованием полости, и, в частности, он ограничивает возможности оптимального соединения листов на уровне краев полости. Для механической стойкости передней кромки важно, действительно, выполнить соединение между двумя листами, имеющими общую касательную, поперечную продольной оси полости, и, если возможно, при большом радиусе кривизны, таким образом, что не обеспечивает способ SPFDB.
Целью настоящего изобретения является устранение указанных недостатков путем предложения способа изготовления передней или задней кромок из титана, который предоставляет расширенные возможности для выполнения полости передней или задней кромок при уменьшенной стоимости производства.
Для этого объектом изобретения является способ изготовления металлической вставки для защиты передней или задней кромки лопатки компрессора авиационной машины из композиционного материала путем штамповки листов и их диффузионной сварки, отличающийся тем, что он содержит этапы:
- выполнение в первоначальной форме путем штамповки листов для их приближения к форме спинки и корыта упомянутой вставки,
- изготовление центральной части в виде внутренней полости выполняемой металлической вставки, при этом одна из ее поверхностей воспроизводит внутреннюю форму спинки вставки, а другая ее поверхность воспроизводит внутреннюю форму корыта вставки, причем обе поверхности сходятся в заостренном конце, воспроизводя внутреннюю форму передней или задней кромки,
- размещение упомянутых листов вокруг упомянутой центральной части, при этом оба листа сходятся на уровне заостренного конца центральной части, и соединение системы,
- помещение системы в вакуум и ее соединение сваркой,
- соединение системы путем изостатического прессования в горячем состоянии,
- резка системы для извлечения центральной части и разделения вставки,
- выполнение внешнего профиля вставки финишной механической обработкой.
Использование изостатического прессования в горячем состоянии, оказываемого на центральную часть, позволяет получить непрерывность кривизны внутренней полости металлической вставки и исключить, таким образом, концентрации напряжений в заостренном конце полости.
Предпочтительно, центральная часть имеет на половине каждой стороны форму, придаваемую спинке листов, а на другой половине - форму, придаваемую корыту листов для выполнения двух вставок при каждой операции.
Таким образом, производительность изготовления вставок передней и/или задней кромок увеличивается вдвое, и, таким образом, повышается производительность рабочего места.
Предпочтительно, центральная часть имеет продольное углубление на середине каждой из сторон такое, чтобы после изостатического прессования в изостатическом состоянии сделать видимыми линии разреза, разделяющие две вставки.
C таким видимым снаружи углублением мастер знает, где разрезать систему для разделения двух изготовленных передних кромок.
В варианте изготовления первоначальная штамповка листов вызывает образование ложемента на уровне заостренного конца передней или задней кромки.
Этот ложемент служит для размещения в нем усиления, которое диффундирует в материал вставки в процессе изостатического прессования в горячем состоянии для увеличения механической стойкости.
Предпочтительно, в этом варианте исполнения усиление из композитных волокон размещают в ложементе в процессе позиционирования листов вокруг упомянутой центральной части.
Предпочтительно, центральная часть выполнена из жаростойкого материала.
В другом варианте осуществления центральная часть выполнена из металлического материала, коэффициент расширения которого отличен от коэффициента расширения листов.
В этом варианте осуществления центральная часть, предпочтительно, покрыта материалом, являющимся противодиффузионным барьером, не загрязняющим металлический материал листов.
Предпочтительно, металлический материал центральной части является сплавом титана или никеля, а материалом барьера является оксид иттрия.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
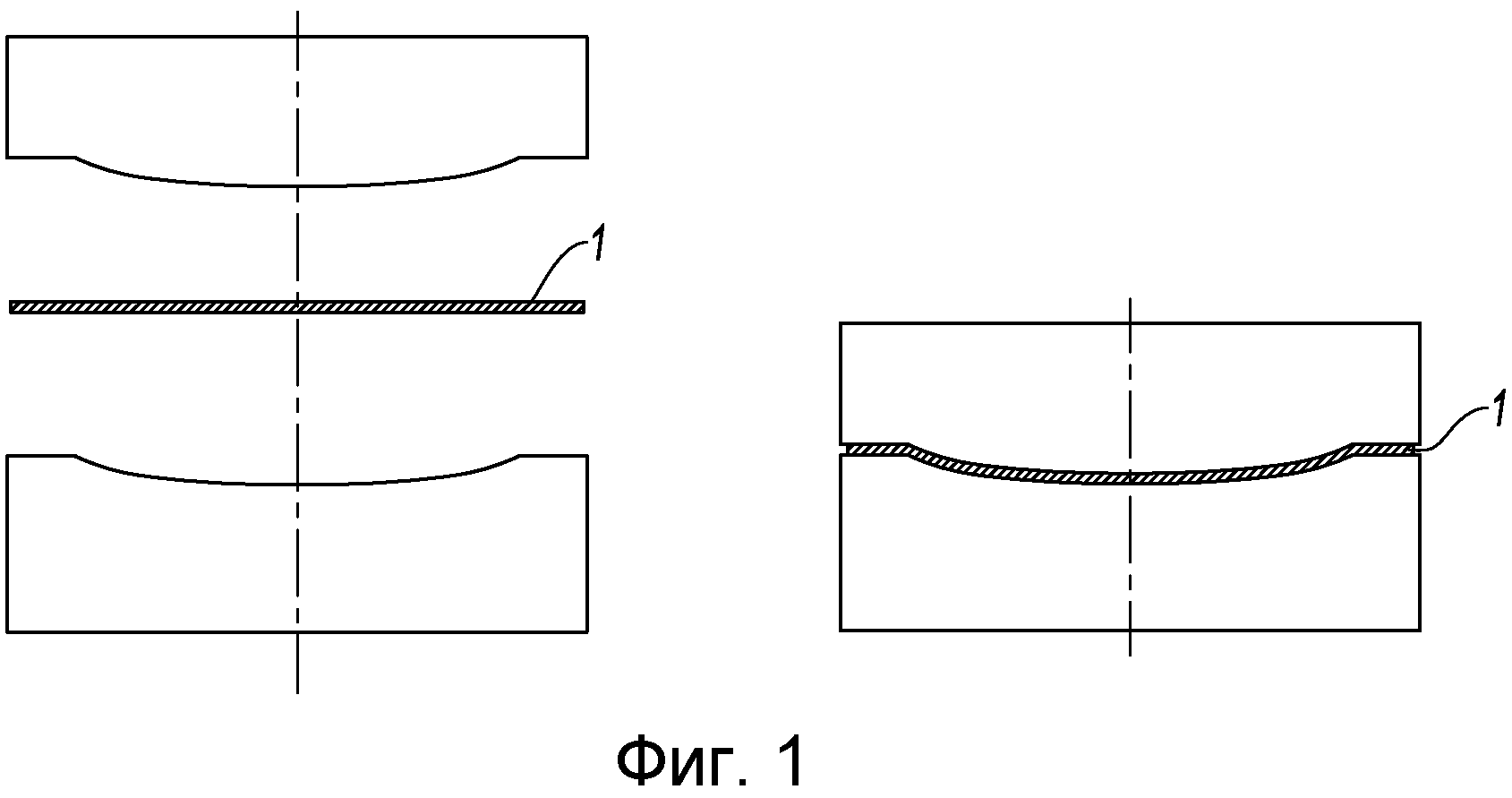
- фиг. 1 схематично изображает вид этапа формовки листов в процессе изготовления передней кромки способом в соответствии с вариантом осуществления изобретения;
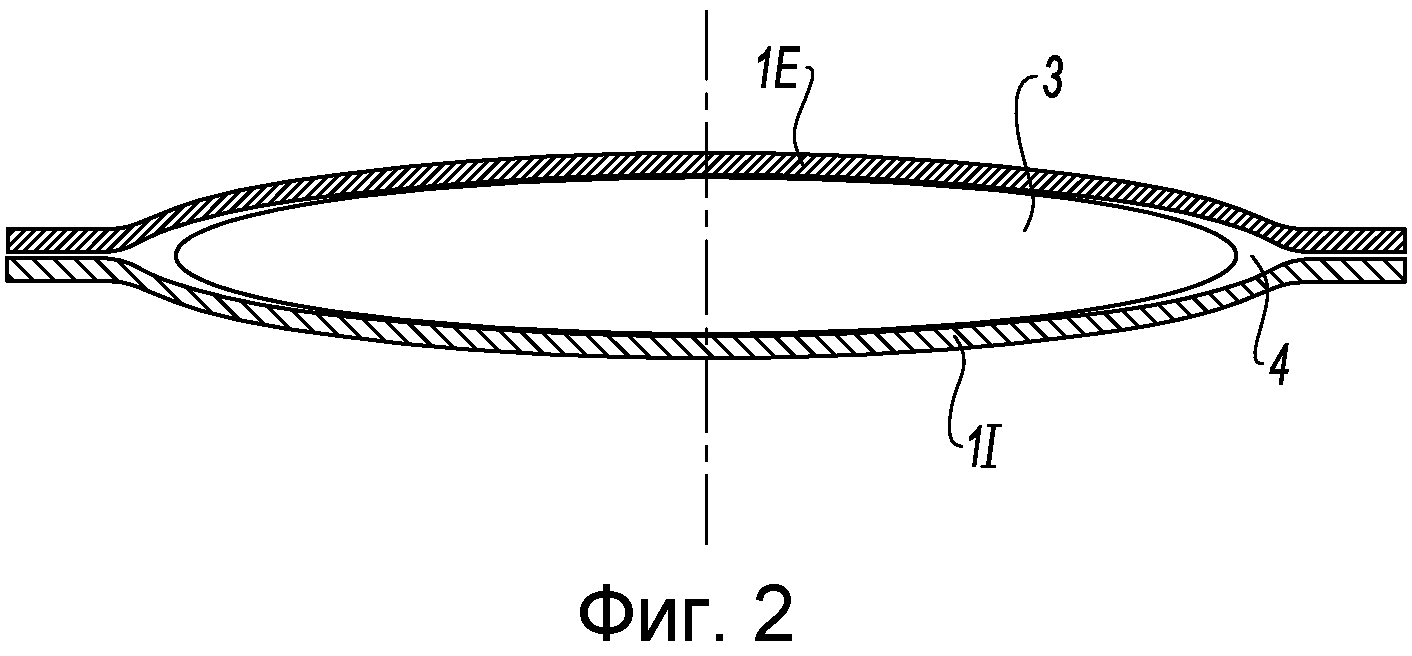
- фиг. 2 схематично изображает вид этапа предварительного соединения листов в процессе выполнения передней кромки способом по варианту осуществления изобретения;
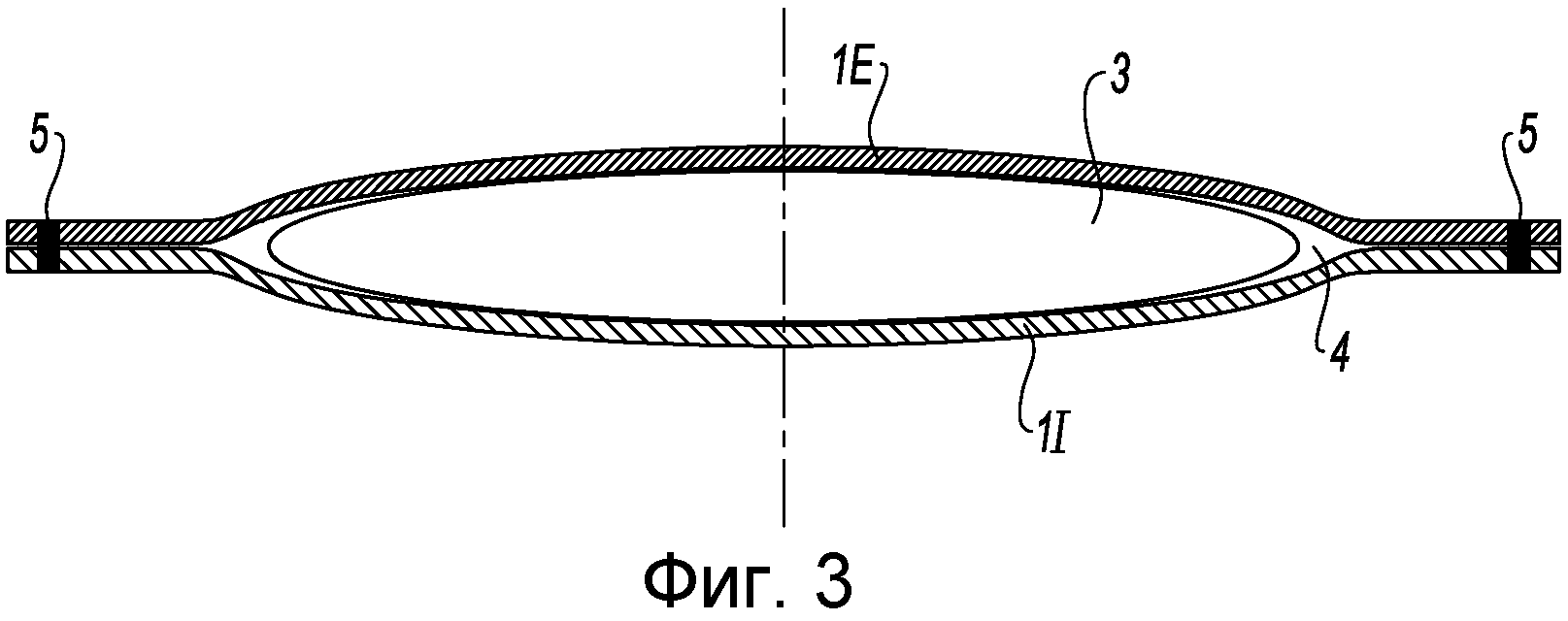
- фиг. 3 схематично изображает вид этапа соединения листов в процессе выполнения передней кромки способом по варианту осуществления изобретения;
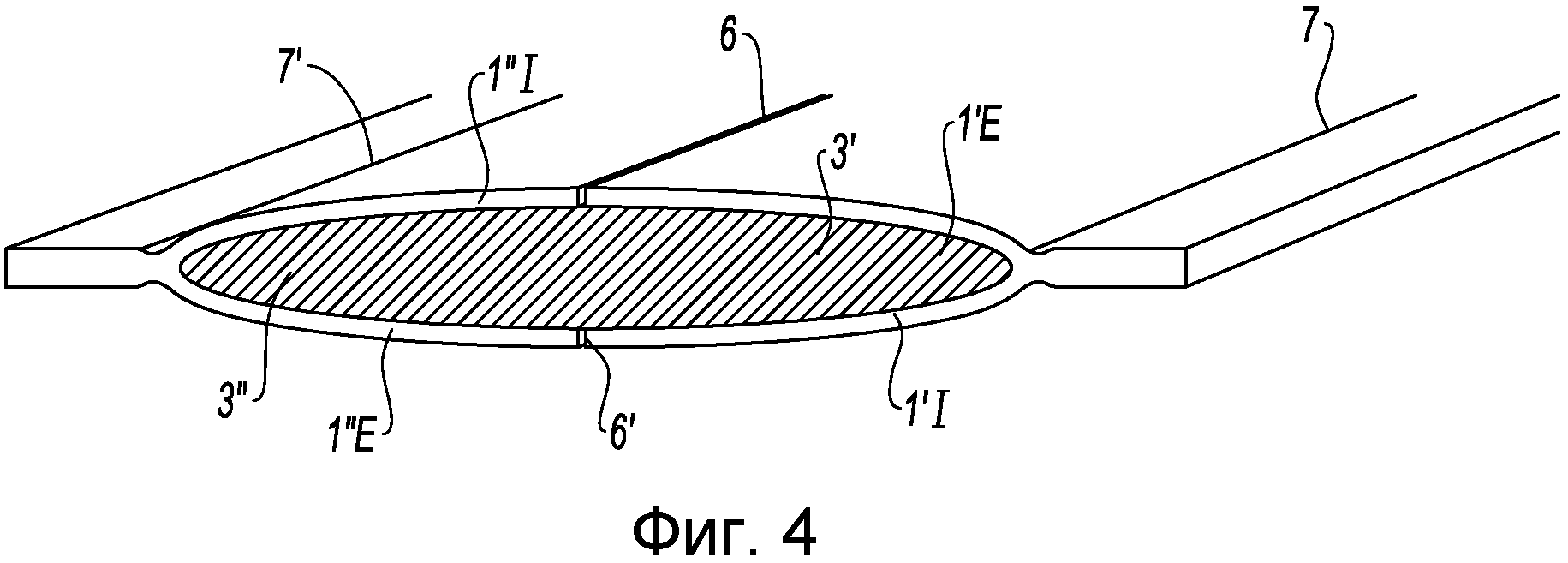
- фиг. 4 схематично изображает этап резки листов в процессе выполнения передней кромки способом по варианту осуществления изобретения;
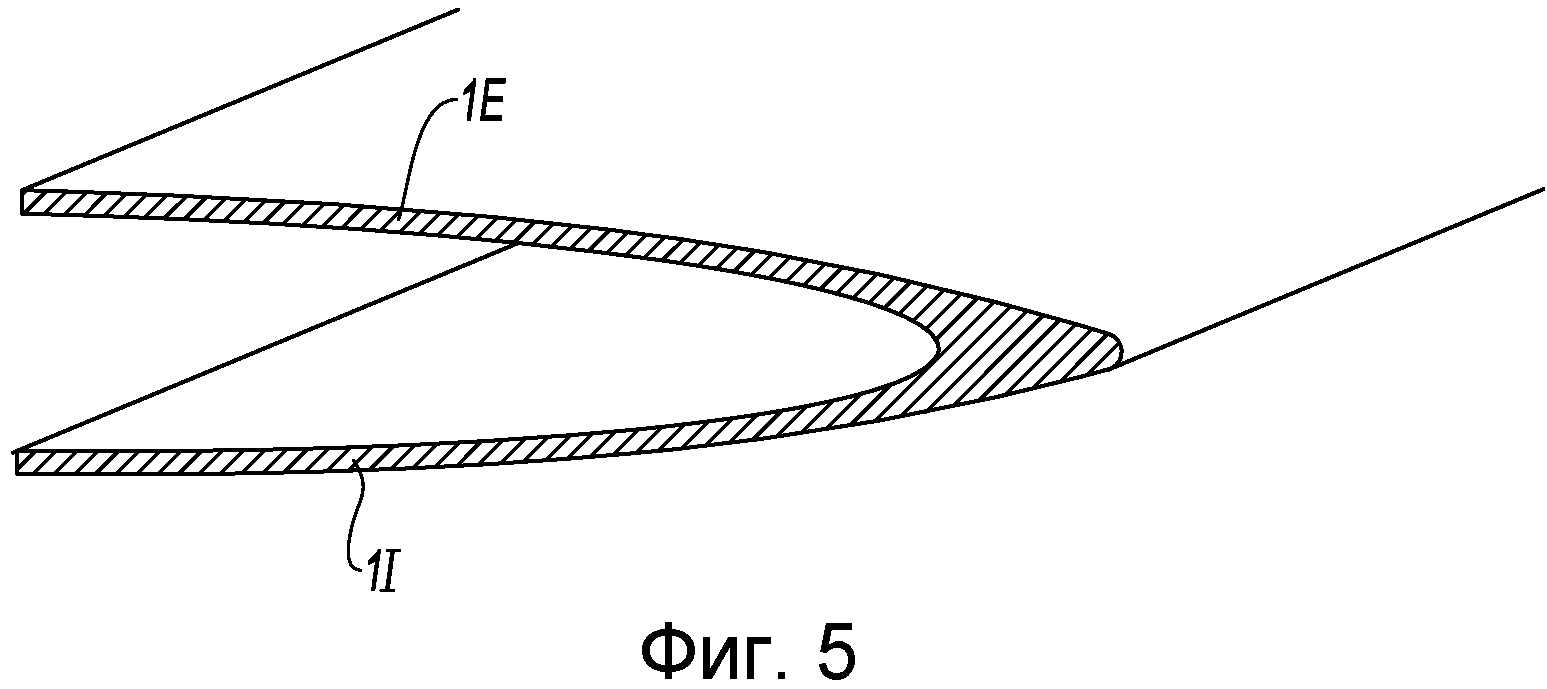
- фиг. 5 схематично изображает вид передней кромки, выполненной способом по варианту осуществления изобретения;
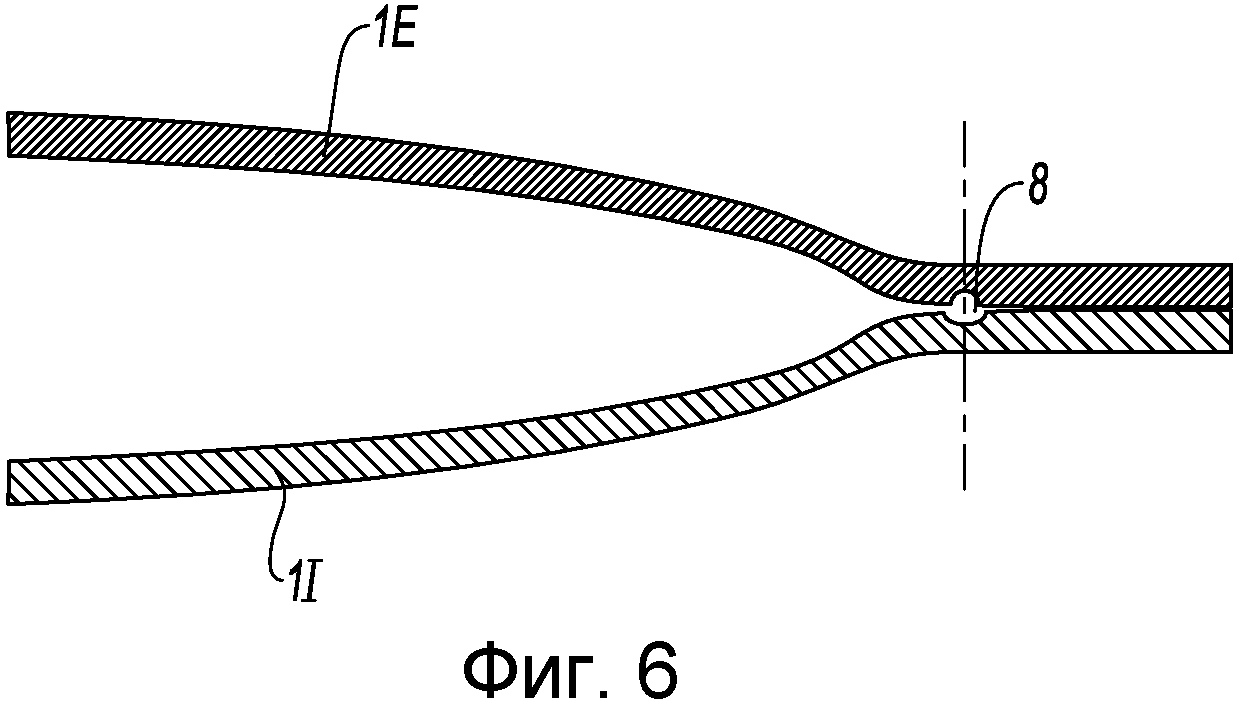
- фиг. 6 изображает вид передней части передней кромки в процессе этапа формовки листов в соответствии с вариантом способа по изобретению.
На фиг. 1 в двух этапах представлена операция формовки в горячем состоянии листа 1 для придания ему внутренней формы, которая, примерно, соответствует наружной форме жаростойкой центральной части, при этом упомянутая центральная часть во внутренней полости имеет форму, точно соответствующую передней кромке. Таким образом, последовательно отформовано два листа, профиль одного из которых соответствует профилю спинки 1Е передней кромки, а профиль другой - корыту 1I.
Фиг. 2 изображает центральную часть 3 из жаростойкого материала (или из металлического сплава, такого как 1'IN100, который имеет коэффициент расширения, отличный от коэффициента расширения передней кромки), окруженную двумя предварительно отформованными листами 1Е и 1I, как указано ранее, для того, чтобы придать центральной части возможность адаптироваться по большей части длины. Отмечается, что оба листа не совмещаются после соединения, образуя плоский угол напротив уровня заостренного конца передней кромки, но оканчиваются частями, которые, по существу, параллельны и выровнены по средней плоскости центральной части. Как следствие, два листа не точно охватывают центральную часть, с которой они будут соединены на уровне заостренного конца передней кромки. Оставшееся пространство 4 будет удалено в процессе последующих этапов.
В такой конфигурации листы точечно соединяются (на чертеже не изображено) сваркой TIG (дуговая сварка в инертной среде не плавящимся вольфрамовым электродом) для того, чтобы их соединить между собой и удерживать на месте на центральной части.
Фиг. 3 изображает результат этапа соединения двух листов 1Е и 1I вокруг жаростойкой центральной части сваркой электронным пучком (FE). Последняя осуществляется вдоль линии 5 параллельно боковым кромкам листов, как изображено на фиг. 3, а также поперечным краям детали (не изображенным).
Фиг. 4 изображает переднюю кромку, выполненную после соединения листов способом изостатического прессования в горячем состоянии (или HIP для high isostatic pressure). Способ HIP вызывает деформацию листов 1, которые размещаются на центральной части 3, повторяя ее форму. По окончании этого этапа оставшиеся пространства 4 устранены.
Фиг. 4 изображает также то, каким образом осуществляются этапы, которые следуют за этапом прессования HIP. Прежде всего, следует отметить, что каждый лист 1 был предварительно отформован таким образом, чтобы приблизить спинку 1Е передней кромки к первой половине и корыто 1I - ко второй половине. Таким же образом центральная часть 3 имеет также продольную ось симметрии, представляя внутреннюю форму передней кромки на одной из своих половин 3', и ту же форму на другой половине 3", но размещенную на противоположной стороне центральной части. Две внутренние формы находятся напротив средней поперечной плоскости центральной части 3, что позволяет изготавливать две передние кромки одновременно.
Правая часть чертежа изображает, таким образом, первую переднюю кромку, выполненную путем соединения полулиста спинки 1'Е, расположенную на верхней поверхности центральной части, с полулистом 1'I, размещенным на нижней поверхности, тогда как левая часть изображает вторую переднюю кромку, выполненную из полулиста корыта 1"I и полулиста спинки 1"Е.
Фиг.4 изображает также две линии разреза 6 и 6', которые расположены вдоль средней поперечной плоскости системы, образованной ситами 1, и центральной части 3. Они позволяют отделить две передние кромки одна от другой после осуществления прессования HIP. Она изображает также две линии 7 и 7' обрезки по профилю, вдоль которых осуществляют удаление лишнего материала с боковых краев двух передних кромок.
Фиг. 5 изображает переднюю кромку в конце изготовления после отделения ее от такой же кромки и соответствующей финишной механической обработки профиля.
Фиг. 6 изображает вариант способа по изобретению, в котором этап формования осуществляют путем размещения ложемента 8 между двумя листами в конце остаточного пространства 4 с каждой стороны центральной части 3. Ложемент размещают таким образом, чтобы он находился на уровне ребра передней кромки после прессования HIP. Этот ложемент, как изображено на чертеже, но необязательно имеет трубчатую форму для того, чтобы вставить в него цилиндрическое усиление из композитных волокон.
Далее будет описан процесс одновременного изготовления двух передних кромок способом по варианту осуществления изобретения.
Изготовление начинается классической операцией штамповки, которая придает листам форму, близкую к желаемой для передней кромки. Хотя в известном уровне техники формование должно быть точным для придания деталям практически окончательных размеров, а в данном случае формование используется только как средство приближения к желаемой форме для упрощения последующей задачи горячего формования. В дополнение, в известном уровне техники формование может сопровождаться появлением волн на поверхности листа после формования, особенно, если хотят получить деталь c большим коэффициентом кручения. Это явление в изобретении отсутствует, деформация при формовании является менее значительной.
Форма матрицы такова, что она придает форму спинки одной половине листа и форму корыта - другой половине. Два листа сформованы таким образом, что один предназначен для размещения на верхней части центральной части, а второй - на нижней части напротив первой.
Два листа соединены, таким образом, вокруг центральной части операцией точечной сварки TIG вдоль боковых краев листов. Далее система помещается в вакуумную камеру для осуществления сварки электронным пучком. Непрерывный сварочный шов 5 выполняется одновременно вдоль боковых краев листов и их поперечных краев, что позволяет полностью окружить центральную часть 3 и закрыть систему. Таким образом, вакуум удерживается между листами 1 и центральной частью 3 и, в особенности, в остаточных пространствах 4 между листами 1Е, 1I и заостренными концами центральной части 3. Следует отметить, что операция вакуумирования, необходимая для сварки электронным пучком, была бы также необходима для осуществления следующего этапа способа по изобретению. Комбинация этих двух операций в вакууме приводит к упрощению способа и способствует также уменьшению стоимости изготовления передней кромки.
Система, образованная центральной частью 3 и двумя листами 1Е и 1I, подвергается далее изостатическому прессованию в горячем состоянии, проводимому при температуре, примерно, в 940°С, в рассматриваемом случае лопатки из титанового сплава TA6V. При этой температуре металл относительно мягок и может течь под действием прикладываемого к нему давления, примерно, в 1000 баров. Два листа деформируются для полного охватывания формы центральной части 3 и подавления остаточных пространств 4. В частности, два листа сходятся на уровне заостренного конца центральной части под плоским углом. Параллельно под действием тепла два листа свариваются при помощи диффузии. Комбинация двух явлений приводит к образованию внутренней полости передней кромки, которая точно имеет форму центральной части и которая имеет в своем заостренном конце желаемый радиус кривизны. Вследствие приемлемой температуры радиус кривизны получают без появления коэффициента напряжений в этой точке, как это было в известном уровне техники.
Следующая операция заключается в рассоединении двух передних кромок путем выполнения разрезов 6 и 6' вдоль медианной плоскости, проходящей по системе, закрывающей центральную часть 3. Для облегчения этой операции центральная часть имеет, предпочтительно, вдоль линии разреза продольное углубление, не изображенное на чертежах, но обозначающее место расположения линии разреза. В процессе прессования HIP металл листов течет и заполняет углубление центральной части 3, и создает углубление на внешней поверхности листов, которая будет видна снаружи. Оператор сможет, таким образом, выполнить два разреза 6 и 6'.
Кроме того, центральная часть выполняется из материала, выбранного таким образом, что адгезия листов к нему отсутствует. Этот материал, обычно, является жаростойким материалом, с которым отсутствует диффузия титана, или из металлического материала, имеющего коэффициент расширения, отличный от коэффициента расширения листов. Эта разность в расширениях исключает в этом случае приклеивание листов 1 к центральной части 3 в процессе операции прессования HIP. В особом варианте осуществления центральная часть из металлического материала покрыта, кроме того, материалом с антидиффузионным барьером, не загрязняющим титан, таким как оксид иттрия, что исключает любой риск склеивания при операции прессования HIP.
Каким бы ни был тип используемой центральной части, изобретение позволяет ее повторное использование, так как она не разрушается и не расходуется в процессе осуществления способа по изобретению. Это позволяет, таким образом, уменьшить стоимость изготовления передней кромки, независимо от качества, получаемого при выполнении ее внутренней полости.
Конечная операция способа включает этап удаления лишнего материала вдоль боковых краев двух передних кромок путем отрезания по линиям обрезки по профилю 7 и 7'. Финишная механическая обработка позволяет придать заданную внешнюю форму передней кромке.
В варианте, представленном на фиг. 6, матрица для предварительной формовки листов выполнена таким образом, чтобы образовать ложемент 8 на краю остаточного пространства 4. Усиление из композитных волокон размещается в этом ложементе в момент установки листов 1 на центральную часть 3 перед операцией точечного сваривания TIG. Заключенное в этом ложементе волокно диффундирует в металл листов в процессе операции HIP и создает волокнистое упрочнение на уровне заостренного конца передней кромки. Таким образом, улучшают сопротивляемость передней кромки к эрозии и столкновениям.
Хотя изобретение описано в отношении частного варианта осуществления, очевидно, что оно включает все технические эквиваленты описанных средств, а также их комбинации, если они входят в рамки изобретения.
Межлопаточная герметизация для колеса турбины или компрессора турбомашины
Комбинированный турбопрямоточный реактивный двигатель
Многослойная панель акустической обработки, гондола турбореактивного двигателя и турбореактивный двигатель
Способ изготовления детали
Система впрыска топлива для турбореактивного двигателя и способ сборки такой системы впрыска
Способ управления зазором в вершинах лопаток ротора турбины
Направляющее и уплотняющее устройство, шестеренчатая коробка передач турбомашины и турбомашина
Волокнистая структура для детали, изготовленной из композитного материала, содержащая один или более дугообразных участков
Способ и устройство обнаружения вращающегося срыва потока в компрессоре газотурбинного двигателя и газотурбинный двигатель
Способ зажигания для камеры сгорания газотурбинного двигателя
Волокнистая структура, образующая фланец и контрфланец
Межлопаточная герметизация для колеса турбины или компрессора турбомашины
Комбинированный турбопрямоточный реактивный двигатель
Многослойная панель акустической обработки, гондола турбореактивного двигателя и турбореактивный двигатель
Способ изготовления детали
Система впрыска топлива для турбореактивного двигателя и способ сборки такой системы впрыска
Способ управления зазором в вершинах лопаток ротора турбины
Направляющее и уплотняющее устройство, шестеренчатая коробка передач турбомашины и турбомашина
Волокнистая структура для детали, изготовленной из композитного материала, содержащая один или более дугообразных участков
Способ и устройство обнаружения вращающегося срыва потока в компрессоре газотурбинного двигателя и газотурбинный двигатель

