Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к строительству, в частности к сварке трубопроводов подземной и надземной прокладки из труб с временным сопротивлением разрыву от 590 до 690 МПа.
Известны способы изготовления трубопроводов дуговыми методами сварки такими, как ручная дуговая штучными электродами, полуавтоматическая сварка порошковой проволокой, автоматическая под флюсом или в среде защитного газа проволокой сплошного сечения.
Известен способ сварки стыковых соединений в несколько проходов с помощью валиков. При этом каждый слой выполняется за один проход. Начиная с 3-го прохода, каждый слой выполняется за два и большее число проходов путем наложения отдельных валиков. Количество слоев не ограничено и зависит от толщины свариваемых элементов.
Недостатком данного способа является то, что сварка каждого слоя на проход приводит к появлению значительных деформаций как сварочных, так и послесварочных, что приводит к образованию горячих (полиганизационных) и холодных трещин. Образование трещин вызывается тем, что предыдущий слой, перед наложением последующего, успевает остыть. Напряжения, возникающие при остывании неравномерно нагретого металла, концентрируются в металле шва, что приводит к потере пластичности и трещинообразованию.
При сварке высокопрочных сталей механические свойства в значительной степени зависят от величины тепловложения в металл или энергии сварки. В частности высокое тепловложение снижает прочностные характеристики сварных соединений. Чтобы обеспечить достаточные механические свойства в зонах сварного соединения необходимо ограничивать величину максимального тепловложения. Это ограничение тем жестче, чем выше предъявляемые к конкретной стали требования. Поэтому при разработке сварочных технологий для высокопрочных сталей главным критерием получения качественного сварного соединения является оптимальный выбор параметров термического цикла сварки.
Причинами, препятствующими получению технического результата, который обеспечивается изобретением, является отсутствие требований к выбору параметров термического цикла сварки.
Известен ряд изобретений, позволяющих осуществлять контроль за параметрами сварки.
Известен способ сварки труб сварочным током с управляемой формой волны сварочных циклов с короткими замыканиями. В результате обеспечивается высокое качество шва (патент RU №2193478, опубликован 10.06.2002, МПК B23K 31/02).
Недостатком данного способа является то, что качественный шов может быть получен только для корневого слоя, а для заполняющих слоев металлургическое качество металла остается на прежнем уровне. Данный способ дает возможность получить качественное проплавление корня шва или получить обратный валик в корневом слое, т.е. геометрические параметры шва на высоком уровне, а на механические свойства металла шва данный способ влияния не оказывает.
Известен способ определения допустимых режимов электродуговой сварки аустенитных сталей и сплавов путем оценки склонности металла межкристаллитному коррозионному растрескиванию. Способ заключается в предварительной наплавке валиков при различной погонной энергии сварки на сплошные и составные пластины с толщиной 0,65-0,75 от толщины элементов сварного соединения, при скорости охлаждения пластин, связанной со скоростью охлаждения сварного соединения определенным соотношением. Наплавка валика может быть проведена электрической дугой, погонная энергия которой выше расчетной на 30-50%. Данное изобретение направлено на повышение качества сварного соединения оборудования и трубопроводов из аустенитных сталей и сплавов (патент RU №2187091, опубликован 10.02.2002, МПК G01N 17/00).
Недостатком данного способа сварки является то, что режимы сварки, приемлемые для аустенитных сталей, неприемлемы для сварки элементов из черных металлов.
Известен способ сварки изделий из чугуна. Изобретение относится, в частности, к дуговой сварке изделий из чугуна с шаровидным графитом и может найти применение при сварке изделий из трубных заготовок в нефтегазовой промышленности, энергетике, судостроении и коммунальном хозяйстве. Изделия свариваются электродуговой сваркой неплавящимся электродом с использованием присадочной проволоки, содержащей 55-95% никеля. После сварки последнего заполняющего слоя с обеих сторон сварного шва наплавляют технологические валики шириной, превышающей толщину свариваемых изделий, и глубиной проплавки не более 0,35 этой толщины, при этом технологические валики и последний заполняющий слой образуют облицовочный шов. Такой способ обеспечивает более высокую прочность сварного соединения, т.к. за счет наличия технологических валиков концентраторы напряжений выносятся из зоны температурного влияния сварного шва (патент RU №2098247, опубликован 10.12.1997, МПК B23K 9/23).
Однако данный способ приемлем только для сварки чугунов. Использование сварочных материалов с содержанием 55-95% никеля неприемлемо для сварки конструкционных низкоуглеродистых и низколегированных сталей из-за образования на линии сплавления высокотвердых структур мартенситного класса, склонных к трещинообразованию. В данном случае невозможно получить равнопрочное сварное соединение.
Известен способ электродуговой сварки плавящимся электродом с импульсной модуляцией тока. Сварку производят модулированным током, причем регулирование длительности импульсов и пауз в протекании сварочного тока осуществляют раздельно и независимо. На интервале паузы на небольшой сварочный ток 5…30 А накладывают дополнительные импульсы с амплитудой, равной амплитуде основных импульсов, частотой не менее 50 Гц и длительностью в пределах 0,5…2 мс. Управление тепловой мощностью сварочной дуги осуществляют автоматически по желанию сварщика изменением параметров основных импульсов в функции отклонения среднего напряжения дуги от заданного, незначительным изменением длины дугового промежутка 2…2,5 В. Техническим результатом изобретения является уменьшение контрастности излучения дуги в импульсе и паузе, повышение качества сварного соединения, создание возможности управления тепловой мощностью дуги по желанию сварщика, улучшение топографии шва (патент RU №2268809, опубликован 27.01.2006, МПК B23K 9/095).
Недостатком данного способа является отсутствие требований к сварке конкретных сталей. Изобретение дает только методические подходы к управлению мощностью сварочной дуги.
Известен способ электродуговой сварки плавящимся электродом, который может быть использован при сварке трубопроводов. Закрепляют неподвижно в стыке между свариваемыми трубами плоский изолированный электрод с выводом. Электрод выполнен в виде части кольца со средним радиусом, равным среднему радиусу свариваемых труб. Ширина его равна толщине стенок труб. Шунтируют электрод хорошо проводящей шиной через легкоплавкие перемычки. Между электродом и свариваемыми трубами возбуждают электрическую дугу. На источнике тока устанавливают значение тока и напряжения в соответствии с требуемой мощностью, которую определяют по формуле. Плавят сердечник и торцевые поверхности труб. Величину мощности определяют по формуле в зависимости от необходимого значения избыточного давления паров металла. Электрическая дуга автоматически самопроизвольно перемещается вдоль торца сердечника. Охлаждают расплавленный металл сварного шва. Оставшиеся не сваренными участки стыка сваривают плавящимся прутковым электродом. Устройство для электросварки содержит плоский плавящийся изолированный электрод с выводом. Легкоплавкие перемычки соединяют электрод и шунтирующую шину с выводом. Изобретение позволяет упростить процесс сварки труб и повысить качество (патент RU №2119416, опубликован 27.09.1998, МПК B23K 9/14).
Однако данный способ сварки является трудоемким, а качество сварного шва является нестабильным, как в части механических свойств, так и в части дефектности металла шва по его сечению.
Известен способ автоматической аргонно-дуговой импульсной сварки стальных труб неплавящимся электродом. Предварительно выполняют разделку стыков труб с образованием на внутренних поверхностях стыков кольцевых фасок и состыковывают трубы. Осуществляют перемещения свариваемых кромок относительно электрода путем шагового осевого вращения состыкованных труб со скоростью 1-1,5 об/мин. За 2-5 с до начала вращения труб зажигают дугу для прогрева зоны сварного шва. Сварку ведут горелкой, наклонно установленной под углом 60-85 градусов относительно вертикали к оси трубы. Силу тока дуги поддерживают в интервале 110-155 А с длительностью импульса 0,7-0,9 с. Ток в паузе поддерживают в пределах 10-30 А при длительности 0,5-0,7 с. Перекрытие шва поддерживают в интервале 10-25 мм. Это позволит исключить трещинообразование в сварном шве труб при изгибе образцов на угол более 160 градусов (патент RU №2262424, опубликован 20.10.2005, МПК B23K 9/167).
Однако способ сварки неплавящимся электродом эффективен при сварке корневого слоя шва, тонкостенных элементов (с толщиной стенки до 4 мм) и, особенно, из цветных металлов. Получение качественного сварного соединения из элементов с большей толщиной стенки практически невозможно по критерию равнопрочности. Кроме того использование данного способа увеличивает трудоемкость процесса.
Известен способ сварки стыков труб при изготовлении трубопроводов как большого, так и малого диаметров. На свариваемых деталях выполняют разделку кромок с притуплением. Величину притупления выбирают в зависимости от марки стали, толщины свариваемых труб, величины тепловложения при электродуговой сварке и темпа строительства трубопровода в соответствии с соотношением d/s<0,5, d - толщина притупления, s - толщина стенки свариваемых труб. Корневой шов выполняют электроконтактной сваркой оплавлением. Заполнение оставшейся части разделки выполняют электродуговой сваркой. В результате обеспечивается высокий темп строительства трубопроводов и повышается производительность труда при сварочно-монтажных работах, сокращается количество обслуживающего персонала и расход сварочных материалов при высоком качестве сварного соединения (патент RU №2229968, опубликован 10.06.2004, МПК B23K 31/02).
Однако данный способ сварки не позволяет получать качественные сварные соединения по критерию ударной вязкости. Значения ударной вязкости на порядок ниже значений, установленных нормативной документацией. Кроме того сварные швы, выполненные контактной сваркой невозможно проконтролировать традиционными методами неразрушающего контроля - ультразвуковым и радиографическим методами.
Задача, на решение которой направлено изобретение, заключается в получении сварного шва равнопрочного с основным металлом.
Технический результат, который может быть получен при осуществлении настоящего изобретения, заключается в повышение вязкопластических свойств металла сварного соединения, что повышает его сопротивляемость трещинообразованию за счет снижения уровня остаточных сварочных напряжений в сварном стыке. В свою очередь это обеспечивает повышение несущей способности трубопровода, изготовленного с применением сваренных встык труб и трубных секций.
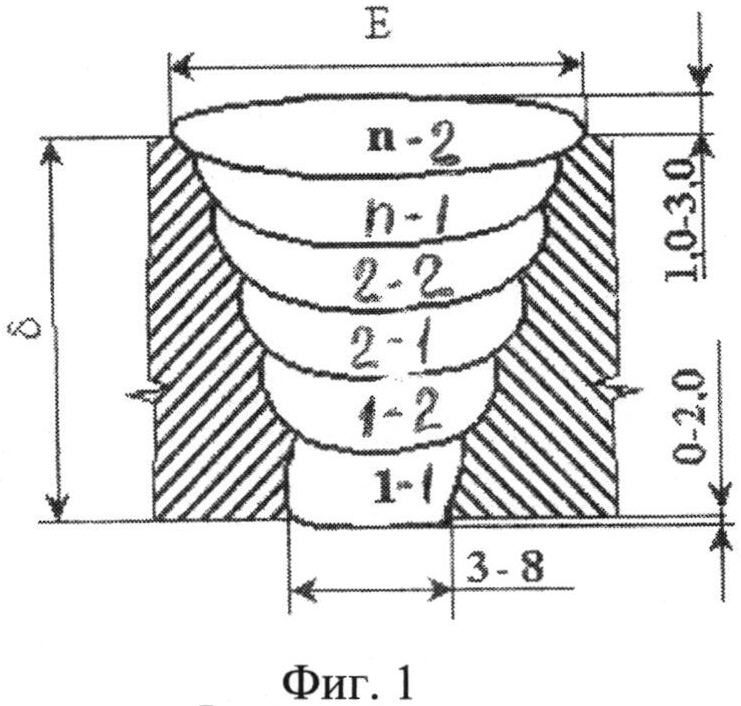
Поставленная задача решается тем, что в способе сварки трубопроводов из высокопрочных труб с контролируемым тепловложением, включающем разделку соединяющих торцов труб под сварку, сборку элементов сварки, подготовку кромки свариваемых элементов сварных соединений, сварку элементов кольцевым стыком с применением дуговой сварки по всему периметру трубы с контролем параметров термического цикла сварки, при этом контроль тепловложения в металл выполняют в диапазоне от 0,8 до 1,2 кДж/мм, разделку кромок под сварку осуществляют с соотношением суммарной ширины разделки кромок к толщине свариваемых элементов в диапазоне от 1,3 до 2,0, предварительный подогрев ведут при температуре от 170 до 200°C, наложение сварных валиков, формирующих стыковое сварное соединение, реализуют с соотношением толщин предыдущего и последующего валика от 1,0 до 2,0, каждый проход, формирующий сварной шов, выполняют параллельным наложением двух валиков, при этом каждый второй валик является отжигающим и полностью перекрывает первый валик; процесс ведут с выдержкой межслойной температуры между накладываемыми валиками сварного шва от 170 до 220°C, а охлаждение сварного соединения со скоростью 150-200°C в час обеспечивают за счет укрытия теплоизолирующими поясами, снятие которых производят после достижения температуры стыка 50°C.
Сущность изобретения заключается в выборе параметров сварки, которые приемлемы для сварки сталей класса прочности до 550 МПа. При сварке высокопрочных сталей механические свойства в значительной степени зависят от величины тепловложения в металл или энергии сварки. В частности, высокое тепловложение снижает прочностные характеристики сварных соединений. Чтобы обеспечить достаточные механические свойства в зонах сварного соединения, необходимо ограничивать величину максимального тепловложения. Это ограничение тем жестче, чем выше предъявляемые к конкретной стали требования. Поэтому при разработке сварочных технологий для высокопрочных сталей главным критерием получения качественного сварного соединения является оптимальный выбор параметров термического цикла сварки.
Способ поясняется чертежами (см. фиг. 1, 2, 3).
На фиг. 1 показана схема наложения валиков. Валики накладываются параллельно один на другой, причем каждый последующий валик перекрывает предыдущий на 100%.
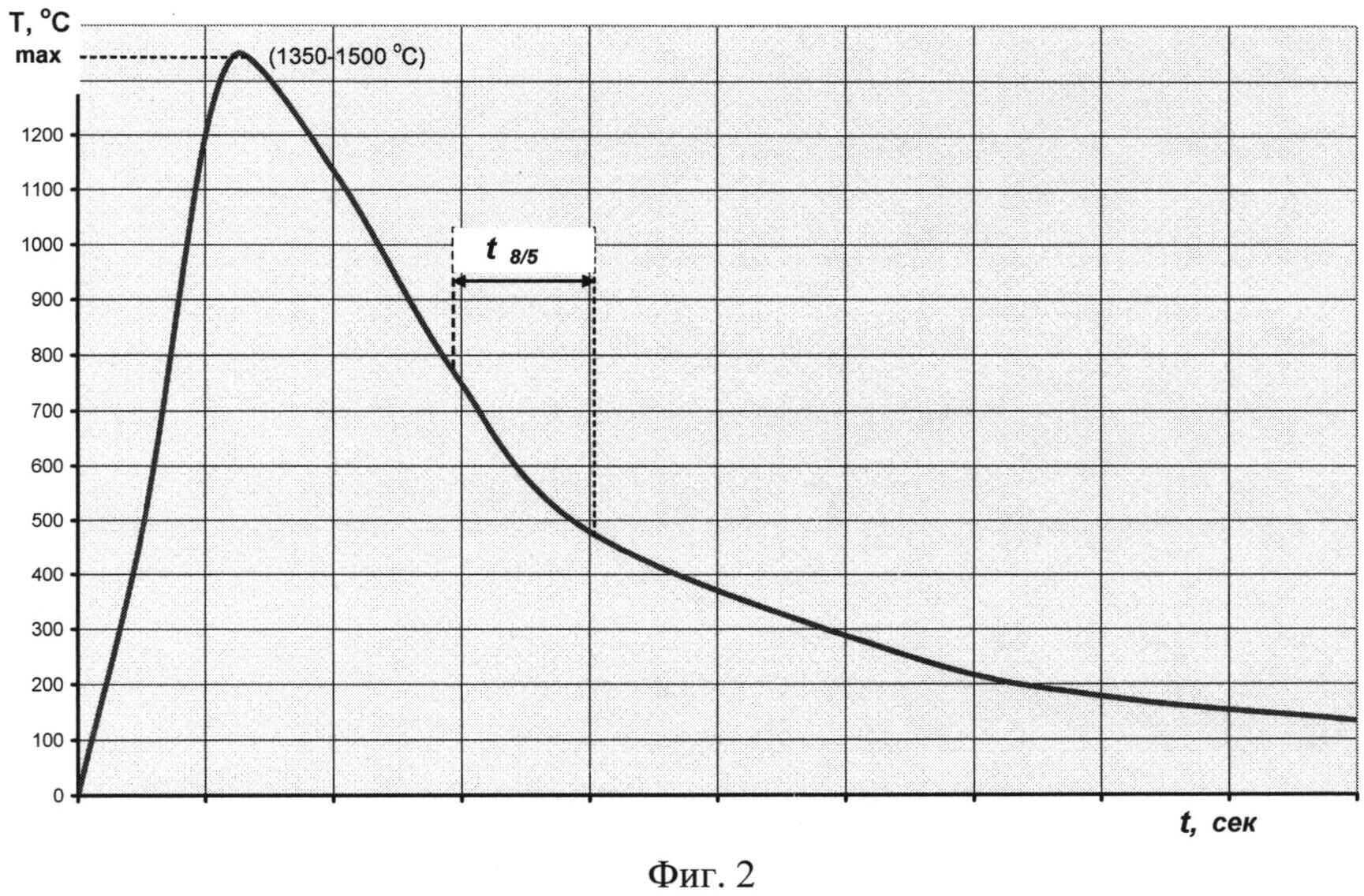
На фиг. 2 показано, что наиболее значимые микроструктурные изменения наплавленного металла и зоны термического влияния (ЗТВ), с точки зрения его механических свойств, протекают во время процесса охлаждения в интервале температур от 800°C до 500°C. Скорость охлаждения характеризуется временем процесса охлаждения именно в этой температурной зоне (t8/5).
На фиг. 3 показано, что высокое тепловложение, а следовательно, и более продолжительное время охлаждения (t8/5) снижают как характеристики твердости (следовательно и прочностные показатели), так и ударную вязкость. Причем ударная вязкость в большей степени чувствительна к повышенной величине тепловложения. Оптимальные значения твердости и ударной вязкости соответствуют оптимальному тепловложению в диапазоне от 0,8 до 1,2 кДж/мм.
Данное изобретение применяется для сварки труб при строительстве надземных и подземных трубопроводов при отрицательных температурах окружающей среды.
Основными параметрами, определяющими величину тепловложения при сварке, являются: сварочный ток, напряжение дуги и скорость сварки. Формула расчета тепловложения при сварке
где I - сварочный ток, A; U - напряжение дуги, В; v - скорость сварки, мм/мин; Е - энергия дуги, кДж/мм.
Величина тепловложения в металл определяется формулой (2):

где Q - тепловложение, кДж/мм.
Проведенные научно-исследовательские работы в ООО «НИИ ТНН» и дочерними предприятиями компании ОАО «АК «Транснефть», а также трассовые испытания при прокладке трассы в районе Крайнего Севера с температурой воздуха до минус 50°C показали, что получение равнопрочного сварного соединения для труб из сталей с временным сопротивлением разрыву от 590 до 690 МПа с толщиной стенки от 4 до 32 мм, снятие остаточных сварочных напряжений и предотвращение образования закалочных структур с низким сопротивлением к образованию трещин обеспечиваются за счет предлагаемого способа сварки.
Способ реализуется следующим образом.
Разделку кромок под сварку осуществляют с соотношением суммарной ширины разделки кромок к толщине свариваемых элементов в диапазоне от 1,3 до 2,0. Далее осуществляют предварительный подогрев от 170 до 200°C, многослойного кольцевого стыкового сварного соединения трубных заготовок.
Соотношение толщин предыдущего и последующего валика выбирают в диапазоне от 1,0 до 2.0. Выдержку межслойного контроля температуры между накладываемыми валиками сварного шва от 170 до 220°C, наложение теплоизолирующего пояса, обеспечивающего охлаждение сварного соединения со скоростью 150-200°C в час до температуры 50°C, наложение сварных валиков, формирующих сварной шов, с перекрытием на 100%.
Экспериментально установлено, что:
- в случае превышения соотношения суммарной ширины разделки кромок к толщине свариваемых элементов свыше 2,0 в верхних слоях сварного шва появляются полиганизационные трещины, которые снижают прочностные свойства сварного соединения и соответственно параметры его надежности и работоспособности;
- в случае уменьшения соотношения суммарной ширины разделки кромок к толщине свариваемых элементов ниже значения 1,3 сварные швы приобретают неблагоприятное столбчатое строение, а в сварном соединении повышается уровень остаточных сварочных напряжений, что снижает прочностные свойства и, соответственно, параметры его надежности и работоспособности;
- соблюдение указанных параметров предварительного подогрева, межслойного контроля температуры, соотношения толщин предыдущего и последующего валика позволяет контролировать параметры тепловложения в металл в требуемом диапазоне, наложение теплоизолирующего пояса позволяет контролировать процесс охлаждения стыка и предотвращать: образование закалочных структур с низкой трещиностойкостью при температурах ниже 300°C; снижение механических свойств металла в зоне термического влияния сварного соединения;
- наложение сварных валиков с перекрытием на 100% позволяет проводить термическую обработку предыдущего валика и стабилизировать механические свойства сварного шва по толщине стенки трубы.
Сварка выполняется электродами с прочностными характеристиками, равными свариваемому металлу либо превышающими их на величину не более 30%.
Сварка стыковых сварных швов выполняется наложением не менее 5-ти основных и 5-ти отжигающих валиков, при этом каждый последующий валик перекрывает предыдущий на 100%.
С целью определения работоспособности конструкции и ее оптимальных характеристик были проведены натурные опытные работы в производственных условиях при температурах до минус 50°C включительно. Плеть длиной 36 м из труб диаметром 1020 мм с толщиной стенки 10 мм из трубы класса прочности K65 была сварена в надземном исполнении на инвентарных опорах. Неразрушающий контроль показал отсутствие дефектов сварочного происхождения, а также механических повреждений и трещин.
В результате были установлены параметры технологии сварки, указанные в таблице 1.
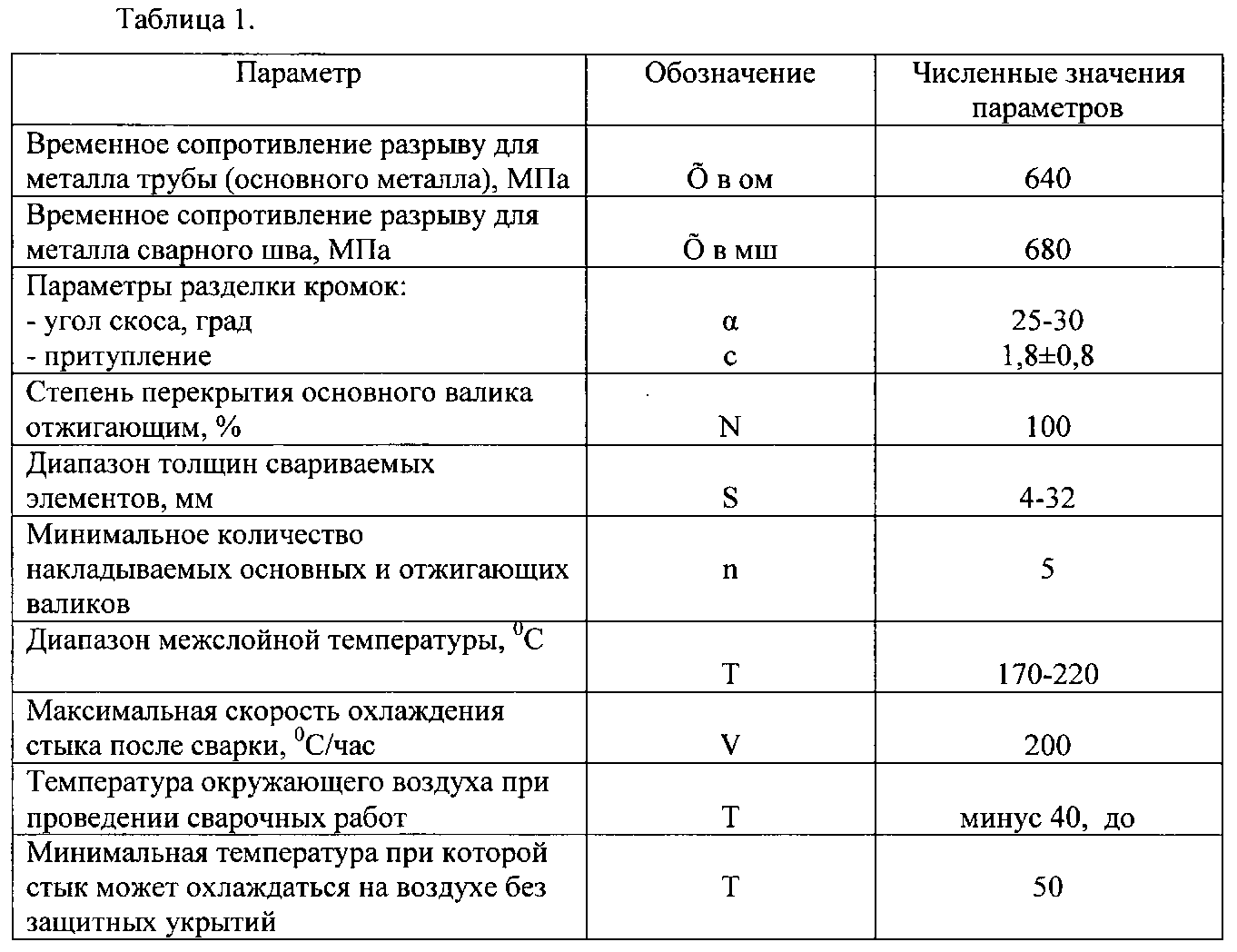
Проведенные экспериментальные исследования показали, что получение равнопрочного сварного соединения для труб из сталей с временным сопротивлением разрыву от 590 до 690 МПа с толщиной стенки от 4 до 32 мм, снятие остаточных сварочных напряжений и предотвращение образования закалочных структур с низким сопротивлением к образованию трещин обеспечиваются за счет контролируемого тепловложения в металл в диапазоне от 0,8 до 1,2 кДж/мм, применением разделки кромок под сварку с соотношением суммарной ширины разделки кромок к толщине свариваемых элементов в диапазоне от 1,3 до 2,0; предварительного подогрева от 170 до 200°C, многослойного кольцевого стыкового сварного соединения трубных заготовок с соотношением толщин предыдущего и последующего валика от 1,0 до 2,0; выдержкой межслойного контроля температуры между накладываемыми валиками сварного шва от 170 до 220°C, наложения теплоизолирующего пояса, обеспечивающего охлаждение сварного соединения со скоростью 150-200°C в час до температуры 50°C, наложением сварных валиков, формирующих сварной шов, с перекрытием на 100%.
Предложенные режимы обеспечивают возможность снятия остаточных сварочных напряжений и предотвращения образования закалочных структур с низким сопротивлением образованию трещин, возникающим при охлаждении стыка.
Применение предложенного способа обеспечивает: получение равнопрочного сварного шва с высоким металлургическим качеством и высокими вязкопластическими свойствами, что повышает его сопротивляемость трещинообразованию; повышает несущую способность трубопровода.
Способ сварки трубопроводов из высокопрочных труб, включающий разделку кромок соединяющих торцов труб под сварку, сборку элементов сварки, дуговую сварку элементов с формированием кольцевого стыкового соединения по всему периметру трубы, отличающийся тем, что разделку кромок под сварку осуществляют с соотношением суммарной ширины разделки кромок к толщине свариваемых элементов в диапазоне от 1,3 до 2,0, а перед сваркой осуществляют предварительный подогрев при температуре от 170 до 200°C, при этом в процессе сварки осуществляют контроль параметров термического цикла, при котором тепловложение в металл обеспечивают в диапазоне от 0,8 до 1,2 кДж/мм, наложение сварных валиков, формирующих стыковое сварное соединение, реализуют с соотношением толщин предыдущего и последующего валика от 1,0 до 2,0, причем каждый проход, формирующий сварной шов, выполняют параллельным наложением двух валиков, с выдержкой температуры между накладываемыми валиками сварного шва от 170 до 220°C, при этом каждый второй валик является отжигающим и полностью перекрывает первый валик, а охлаждение сварного соединения обеспечивают со скоростью 150-200°C/час путем укрытия теплоизолирующими поясами, снятие которых производят после достижения температуры стыка 50°C.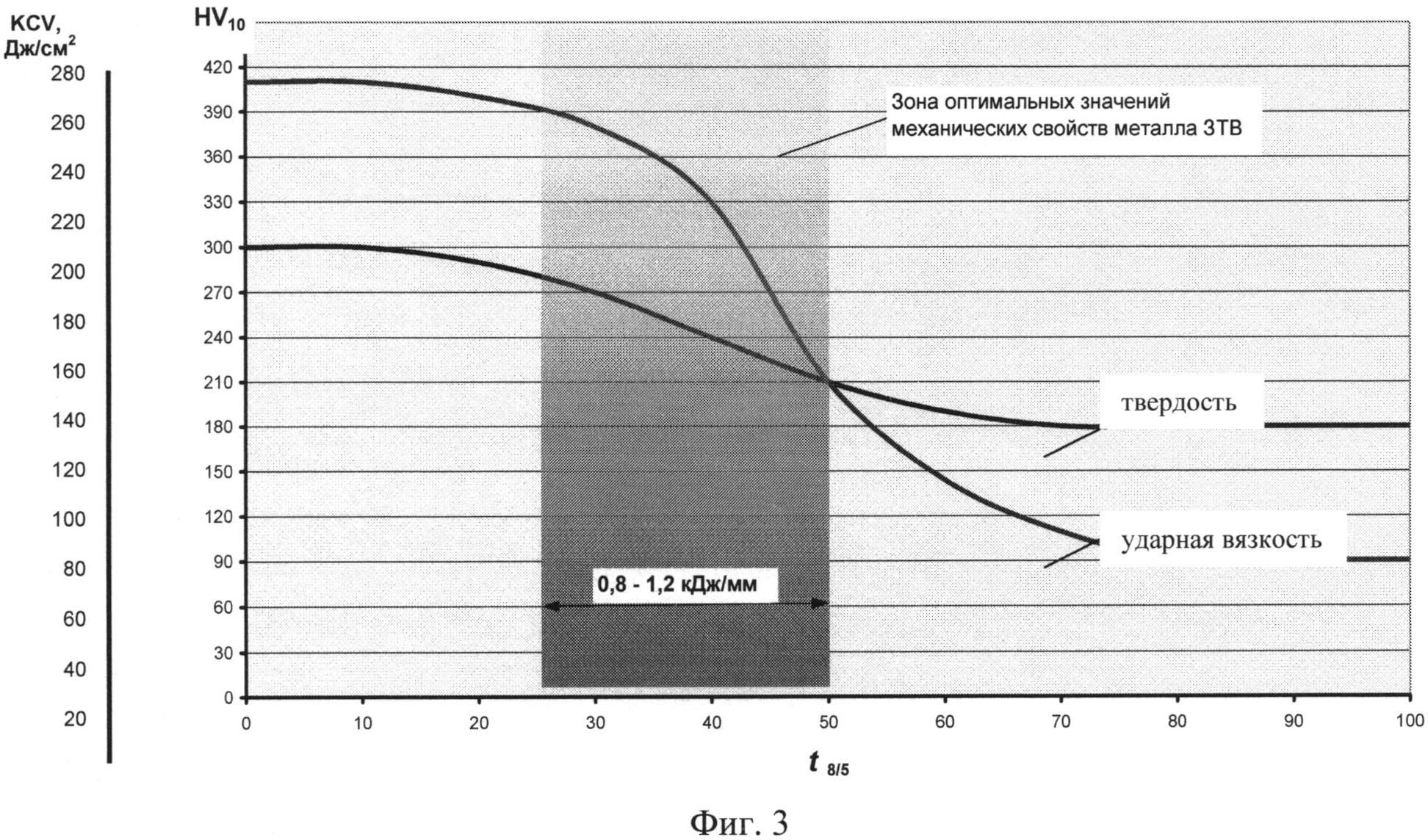
Способ обследования фундаментов насосных агрегатов
Устройство управления электроприводом
Способ биологического мониторинга состояния экосистем акватории бухты козьмина с использованием в качестве тест-объектов морских гидробионтов
Способ ремонта корпусных конструкций
Устройство для вырезания отверстия в действующем трубопроводе
Способ ремонта стенки резервуара
Стенд для проведения испытаний дыхательных и предохранительных клапанов резервуаров с нефтью и нефтепродуктами
Муфта для установки датчика
Централизованное интеллектуальное электронное устройство системы автоматизированной электрической подстанции
Способ получения депрессора и ингибитора асфальтосмолопарафиновых отложений аспо, используемого в депрессорно-диспергирующих присадках к нефти
Сейсмостойкая четырехсвайная подвижная опора трубопровода и демпферное устройство для сейсмостойкой четырехсвайной подвижной опоры трубопровода
Способ подогрева нефти на нефтеперекачивающей станции с резервуарами для хранения нефти
Способ защиты трубопроводов систем пенного пожаротушения и водяного охлаждения резервуаров нефти или нефтепродуктов от воздействия взрыва газовоздушной смеси
Горелочная голова горелочного устройства
Способ испытания приборов обнаружения и мониторинга разливов нефти и нефтепродуктов на водной поверхности в натурных условиях и система для осуществления способа
Система постоянного контроля концентрации паров углеводородов нефти и нефтепродуктов в воздухе рабочей зоны при проведении огневых и газоопасных работ
Устройство автоматизированного геотехнического мониторинга для подземных трубопроводов
Способ определения протяженности и очередности замены участков линейной части магистральных трубопроводов
Система регулирования параметров теплоносителя на источнике теплоснабжения в зависимости от внутренней температуры воздуха у потребителей
Способ приварки ремонтной конструкции к трубопроводу

