Результат интеллектуальной деятельности: СПОСОБ И ВЕРТИКАЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ СЛЯБОВ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА
Вид РИД
Изобретение
Изобретение относится к способу изготовления толстых слябов из расплавленного металла на вертикальной установке непрерывной разливки, причем стальная заготовка с еще жидкой осевой зоной (сердцевиной) разливается в вертикальный кристаллизатор, направляется дальше в примыкающей роликовой проводке, содержащей несколько сегментов роликовой проводки по меньшей мере с несколькими приводными и/или установочными роликами, а после полного затвердевания с помощью устройства для резки заготовки разделяется на выдаваемые после этого слябы мерной длины. Кроме того, изобретение относится к вертикальной установке непрерывной разливки для осуществления этого способа.
С давних пор требуемое многообразие форматов с диапазонами толщины форматов от 50 до 450 мм и диапазонами ширины форматов от 900 до 3200 мм и до настоящего времени получают в установках непрерывной разливки в таком исполнении, как так называемая криволинейная установка непрерывной разливки, вертикальная установка с изгибом заготовки или вертикальная установка с изгибом полностью затвердевшей заготовки (например, вертикальная установка CSP). Толщины слябов свыше 300 мм обосновываются требованиями металлургии к производству стальных листов большой толщины с достаточно большой степенью деформации в отдельных фазах прокатки, так что величины, например, 85% - доля пластичного разрушения при -20°С, могут гарантированно реализовываться и для толстых стальных листов.
Благодаря публикации статьи «Neubau einer Vertikalstranggieβanlage bei der AG der Dillinger Hüttenwerke», Stahl und Eisen 117 (1997), Nr. 11, Seiten 73 bis 79 получила известность установка непрерывной разливки вертикальной конструкции с изгибом стальной заготовки после полного затвердевания для изготовления стальных заготовок с шириной отливаемой заготовки от 1400 до 2200 мм и толщиной отливаемой заготовки между 230-400 мм. Согласно концепции, представленной на фиг. 8 и описанной в публикации, роликовая проводка состоит из четырех разных опорных элементов, а именно, из прямолинейного кристаллизатора с вертикально направленной полостью формы, с первым сегментом, механически зафиксированным по толщине, с двумя гидравлически устанавливаемыми последующими сегментами и с пятью сегментами, приспособленными для гидравлического пластичного обжатия (Soft-Reduction). Гидравлически позиционируемые сегменты роликовой проводки допускают вариабельную роликовую проводку с динамической установкой с неполной нагрузкой и с такой установкой зоны пластичного обжатия (Soft-Reduction), что заготовка в любое время и при всех условиях разливки может обжиматься оптимально и могут выполняться предъявленные требования в отношении минимизации сегрегации.
Из патента DE 20 2010 015 499 U1 известна вертикальная установка вышеупомянутого типа. С помощью такой установки удается, в частности, избежать проблемного изгиба при слябах, или стальных заготовках, толщиной более 300 мм. Такая вертикальная роликовая проводка призвана производить до окончательного затвердевания без трещин слябы или стальные заготовки толщиной до 400 мм со скоростью вытягивания заготовки около 0,3-0,4 м/мин.
Публикация JP 2000015413 описывает установку непрерывной разливки стали для изготовления слябов толщиной ≥250 мм и шириной ≥1500 мм.
Патент US 2008/0264598 А1 описывает установку непрерывного литья с датчиками, контролирующими процесс разливки, и с устройствами для коррекции процесса разливки.
В основу изобретения положена задача такого усовершенствования способа и вертикальной установки непрерывной разливки своего рода, чтобы независимо от температурного профиля горячей заготовки на отдельных участках устройств роликовой проводки вплоть до выдачи отделенного сляба достигалось постоянное и высокое качество в части геометрии, поверхности и внутреннего качества сляба, в частности, и в случае слябов или стальных заготовок толщиной свыше 400 мм, которые вследствие склонности к растрескиванию или хрупкости до сих пор не могли изготавливаться способом непрерывной разливки, а могли изготавливаться только способом разливки в слитки с последующим процессом прокатки. В частности, это касается производства сортов стали, склонных к растрескиванию, легированных сталей, как то: буровые сплавы, обычные и высокопрочные стали, устойчивый против серосодержащих газов трубный и котельный лист, а также толстый лист.
Эта задача решается с помощью способа согласно изобретению в соответствии с пунктом 1 формулы изобретения. Отличительным для способа согласно изобретению является то, что на примыкающем к роликовой проводке, находящемся по направлению вытягивания заготовки между расположенным впереди него комплектом тянущих роликов и расположенным позади него устройством вытягивания заготовки участке установки без поддержки и направления полностью затвердевшей стальной заготовки ее отклонение от вертикали регистрируется, и стальная заготовка путем увеличения или уменьшения установочных усилий и/или изменения положения роликов роликовой проводки, расположенных впереди или позади участка установки без поддержки, отгибается обратно в вертикальное положение, прежде чем стальная заготовка достигнет устройства для резки заготовки.
В основе изобретения лежит понимание того, что требуемые от гидросистемы при столь больших толщинах формата для установки расположенных позади кристаллизатора сегментов роликовой проводки, например, до девяти сегментов, высокие давления порядка 25 МПа и создаваемые стальной заготовкой противодействующие термические усилия могут вызвать смещение стальной заготовки от вертикали в направлении широких сторон. Это вполне возможно уже при толщинах формата свыше 300-400 мм. Правда, когда роликовая проводка расширена, а вслед за последним сегментом роликовой проводки она имеет ролики роликовой проводки, установленные как впереди, так и позади участка установки без поддержки, которые, предпочтительно, могут быть установлены также в сегментах, с помощью этих роликов роликовой проводки стальная заготовка при зафиксированных отклонениях отгибается обратно в вертикальное положение, прежде чем она достигнет затем устройства для резки заготовки, предпочтительно, установки огневой резки, позиционированной в своем наивысшем положении. Если никакого смещения или отклонения не зафиксировано, эти ролики роликовой проводки удерживают стальную заготовку в вертикальном положении. При этом определение отклонения осуществляется на участке установки без поддержки и для соответствующего регулирования роликов роликовой проводки передается дальше в центральный компьютер вышестоящего уровня системы управления.
Под участком установки без поддержки в этой связи понимается, что на определенной длине никаких роликовых проводок не предусмотрено.
Предпочтительные варианты осуществления изобретения предусматривают, чтобы усилия обратного отгиба или усилия, удерживающие стальную заготовку в вертикальном положении, создавались в комплекте тянущих роликов, расположенном впереди участка установки без поддержки по направлению вытягивания заготовки и/или устройством вытягивания заготовки, расположенным позади участка установки.
При этом в рамки изобретения укладывается то, что отдельные ролики роликовой проводки комплекта тянущих роликов и/или устройства вытягивания заготовки под действием силы устанавливаются к стальной заготовке и/или целенаправленно позиционируются относительно стальной заготовки в измененном положении. В случае комплекта тянущих роликов, состоящего из трех пар роликов, это, предпочтительно, ролики роликовой проводки обеих пар роликов, последних в направлении вытягивания заготовки, и/или ролики роликовой проводки устройства вытягивания заготовки, содержащего, предпочтительно, две пары роликов.
Согласно одному из вариантов осуществления изобретения предусмотрено, чтобы с помощью комплекта тянущих роликов могло проводиться жесткое обжатие (Hard-Reduction), так что в этом случае речь идет о комплекте тянущих роликов. При жестком обжатии (Hard-Reduction) стальная заготовка после своего полного затвердевания сжимается, чтобы скомпенсировать несплошности по сечению заготовки, обусловленные процессом затвердевания.
Согласно изобретению предусмотрено, чтобы при прохождении участка установки без поддержки во временном окне, задаваемом скоростью вытягивания заготовки, затравка, необходимая для пуска вертикальной установки непрерывной разливки, отделялась от стальной заготовки и выдавалась. Длина участка установки без поддержки рассчитана таким образом, чтобы в вертикальной установке непрерывной разливки, эксплуатируемой при вариабельных скоростях вытягивания заготовки, даже при максимальной скорости вытягивания заготовки, например, 0,6-1 м/мин, имеющегося в распоряжении времени было достаточно для отделения затравки от горячей стальной заготовки и ее выдачи.
Один из предпочтительных вариантов осуществления изобретения предусматривает, чтобы отделенная затравка, принимаемая устройством вытягивания заготовки, расположенным позади нее, выдавалась устройством вытягивания заготовки, а в порядке чередования с ним одновременно из состояния покоя в положение подачи стальной заготовки вводилось второе устройство вытягивания заготовки. Таким образом, устройства вытягивания заготовки, предпочтительно, выполненные в виде тележек, перемещаемых в направлении широких сторон стальной заготовки, попеременно служат в качестве устройства вытягивания то горячей заготовки, то затравки.
Задача, положенная в основу изобретения, решается с помощью вертикальной установки непрерывной разливки указанного типа благодаря выполнению участка установки без роликов роликовой проводки, поддерживающих стальную заготовку, расположенного позади роликовой проводки в направлении вытягивания заготовки, и размещению на этом участке установки без поддержки средства измерения, фиксирующего отклонения стальной заготовки от вертикального направления движения и передающего полученные фактические величины в центральный вычислительный блок более высокого уровня иерархии для коррекции отклонения в результате увеличения или уменьшения установочных усилий или изменения положения по меньшей мере нескольких роликов роликовой проводки, установленных впереди или позади участка установки. Таким образом, чтобы снова отогнуть стальную заготовку, смещенную в направлении движения, обратно, в распоряжении имеются различные при известных условиях дополняющие регулировочные винты.
Согласно предпочтительному предложению изобретения средство измерения выполнено в виде подверженного воздействию гидроцилиндра с регулируемым положением многофункционального ролика. Последний перемещается таким образом, что он постоянно прилегает к широкой стороне стальной заготовки, так что любое отклонение от вертикального направления движения может определяться сразу же.
Кроме того, многофункциональный ролик после пуска вертикальной установки непрерывной разливки может использоваться для силового отделения затравки от прилитой стальной заготовки. Затравка, выполненная с соответственно приспособленной головной частью может вводиться в кристаллизатор сверху или, предпочтительно, снизу.
Концепция вертикальной установки непрерывной разливки согласно изобретению предусматривает, чтобы впереди участка установки без поддержки в направлении вытягивания заготовки располагался комплект тянущих роликов, состоящий из устанавливаемых с одной или двух сторон приводных пар тянущих роликов с гидроцилиндрами с регулируемым положением, воздействующими на тянущие ролики. В зависимости от позиционирования комплекта тянущих роликов или его отдельных роликов роликовой проводки или тянущих роликов или их установки относительно стальной заготовки стальная заготовка отгибается обратно в вертикальное направление движения. Кроме того, комплект тянущих роликов может служить также для осуществления жесткого обжатия (Hard-Reduction).
Согласно особому варианту осуществления изобретения позади участка установки без поддержки для дальнейшей и вертикальной роликовой проводки стальной заготовки в направлении вытягивания может быть расположено устройство вытягивания заготовки, содержащее по меньшей мере две устанавливаемых с одной или с двух сторон с помощью соответствующих гидроцилиндров с регулируемым положением и/или подверженных воздействию изгибающего усилия приводных пары роликов роликовой проводки, причем устройство вытягивания заготовки выполнено в виде блока, перемещаемого ортогонально направлению (3) вытягивания заготовки, и который в порядке чередования используется со вторым таким же устройством вытягивания заготовки, перемещаемым ортогонально направлению (3) вытягивания заготовки, в качестве устройства вытягивания горячей заготовки или затравки. В то время как одно устройство вытягивания заготовки при пуске вертикальной установки непрерывной разливки служит в качестве устройства вытягивания затравки и для выдачи отделенной затравки, второе устройство вытягивания заготовки, вводимое в соответствии с порядком чередования, работает в качестве устройства вытягивания горячей заготовки.
Согласно одному из вариантов осуществления изобретения установка огневой резки, движущаяся вместе со стальной заготовкой, предусмотрена в виде устройства для резки заготовки. Таким образом, установка огневой резки перемещается во время этапа резки из наивысшего положения в низшее в зависимости от соответствующей длины сляба.
Согласно одному из предпочтительных вариантов осуществления изобретения предусмотрено, чтобы устройство для поворота слябов, выполненное в виде поворотного рольганга, принимало сляб мерной длины и поворачивало его для транспортировки в горизонтальное положение. Тем самым обеспечивается непрерывность материального потока. Поскольку с поворотного рольганга, повернутого в горизонтальное положение, сляб мерной длины сразу же может передаваться на последующий транспортировочный рольганг, так что поворотный рольганг сразу же может снова поворачиваться в свое прямое положение для приема следующего сляба мерной длины.
Другие признаки и подробности изобретения вытекают из пунктов формулы изобретения и из последующего описания концепции, схематически изображенной на единственной фигуре с чертежом вертикальной установки непрерывной разливки для изготовления стальных заготовок большой толщины, в частности 400-800 мм, и с шириной формата от 900 до 3200 мм.
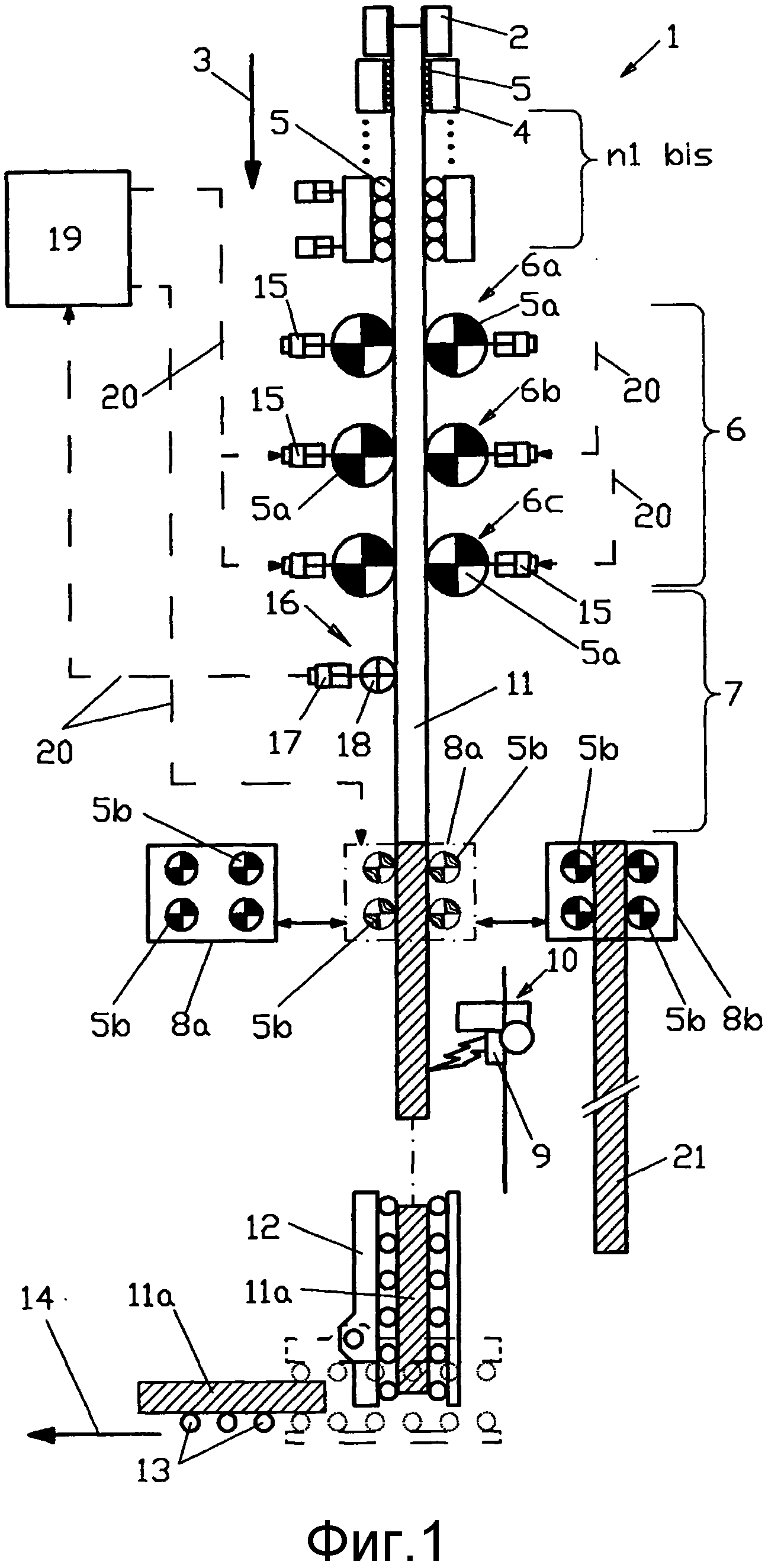
На фигуре с чертежом литейной площадки с расположенными на ней устройствами схематически изображена вертикальная установка 1 непрерывной разливки. Роликовая проводка состоит из вертикального кристаллизатора 2, к которому в направлении вытягивания заготовки по стрелке 3 примыкают механически зафиксированный по толщине первый сегмент 4 роликовой проводки, несколько (например, шесть-восемь) гидравлически устанавливаемых сегментов n1bis роликовой проводки, причем в этих сегментах роликовой проводки ролики 5 роликовой проводки установлены друг против друга, блок 6 тянущих роликов, участок 7 установки без поддержки, не содержащий никаких роликов роликовой проводки, два устройства 8а и 8b вытягивания заготовки, которые в порядке чередования могут вводиться - как показано двойной стрелкой - в роликовую проводку, где они принимают на себя функцию устройства вытягивания горячей заготовки, как показано штрихами в обрамлении, совместно вертикально движущееся устройство 10 для резки заготовки, выполненное в виде установки 9 огневой резки и, наконец, поворотный рольганг 12, предусмотренный для приема сляба 11а мерной длины, отделенного от произведенной стальной заготовки 11. Сляб 11а мерной длины, приведенный в горизонтальное положение, транспортируется транспортирующим устройством 13 в направлении стрелки 14.
Комплект 6 тянущих роликов, расположенный впереди участка 7 установки без поддержки (см. стр. 1, строка 13), содержит три пары 6а, 6b, 6с роликов с приводными роликами 5а роликовой проводки и соответствующие приданные им гидроцилиндры 15 с регулируемым положением. На следующем участке 11 установки без поддержки установлено средство 16 измерения, выполненное в виде измерительного ролика 11, подводимого к стальной заготовке 11 гидроцилиндром 17 с регулируемым положением. Устройство 8а или 8b вытягивания заготовки, расположенное позади участка 7 установки без поддержки, содержит согласно примеру выполнения две пары роликов с соответствующими приводными роликами 5b роликовой проводки, которым - не показано - также приданы гидроцилиндры или сдвоенные цилиндры с регулируемым положением.
Как средство 16 измерения или его гидроцилиндр 15, так и обе нижних пары 6b, 6с роликов комплекта 6 тянущих роликов и устройства 8а и 8b вытягивания заготовки или гидроцилиндры установленных в них роликов 5b роликовой проводки соединены с центральным вычислительным блоком 19, как показано штриховыми сигнальными линиями.
Как только средство 16 измерения зарегистрирует через свой измерительный ролик 18 отклонения стальной заготовки 11 от вертикали, стальная заготовка 11, регулируемая центральным вычислительным блоком 19, путем или изменения положения роликов 5а роликовой проводки обеих нижних пар 6b и 6с комплекта 6 тянущих роликов, или путем уменьшения или увеличения установочных усилий роликов 5а роликовой проводки этих пар 6b, 6с роликов отгибается обратно в вертикальное положение.
В порядке опции обратное отгибание стальной заготовки в вертикальное положение достигается путем изменения положения и/или уменьшения или увеличения установочных усилий роликов 5b роликовой проводки устройства 8а или 8b вытягивания заготовки, расположенного позади участка 7 установки без поддержки.
Гидроцилиндр 17 с измерительным роликом 18 средства 16 измерения одновременно служит для того, чтобы после пуска вертикальной установки непрерывной разливки отделять заправку 21 от последующей горячей стальной заготовки или горячей заготовки, 11. Для выдачи отделенной затравки 21 она отводится ортогонально направлению вытягивания заготовки, т.е. от широкой стороны заготовки 11, как показано на фигуре с чертежом. Одновременно с выдачей затравки 21 второе устройство 8а вытягивания заготовки, выполненное в виде передвижной тележки, перемещается из своего положения покоя в положение роликовой проводки, заштрихованное с обрамлением, где она в качестве устройства вытягивания горячей заготовки вслед за участком 7 установки без поддержки сразу же берет на себя направление стальной заготовки 11. При этом удаление роликов 5b устройств 8а и 8b вытягивания заготовки друг от друга сначала может быть достаточно большим, в частности, если стальная заготовка 11 отгибается устройствами 8а или 8b вытягивания заготовки, или роликами их роликовой проводки, обратно в вертикальное положение. Регулируемость допускает любое позиционирование и/или установку роликов.
По окончании разливки устройство 8а вытягивания заготовки согласно примеру выполнения, заштрихованное с обрамлением, перемещается из своего рабочего положения в свое положение ожидания, изображенное сплошными линиями, в то время как после этого устройство 8а вытягивания заготовки для ввода затравки перемещается из положения замены головной части, изображенного сплошными линиями, в рабочее положение, заштрихованное с обрамлением, пока оно после пуска вертикальной установки 1 непрерывной разливки и после того как затравка 21 будет отделена от прилитой стальной заготовки 11 в порядке чередования с устройством 8а вытягивания заготовки не переместится снова в свое проторенное положение замены головной части, изображенное на фигуре с чертежом справа рядом со стальной заготовкой 11.
Перечень позиций
1 вертикальная установка непрерывной разливки
2 вертикальный кристаллизатор
3 направления вытягивания заготовки/стрелка
4 первый сегмент роликовой проводки
5 ролик роликовой проводки
5а ролик роликовой проводки (комплекта тянущих роликов/тянущего ролика
5b ролик роликовой проводки (устройств вытягивания заготовки)
6 комплект тянущих роликов
6a,b,c пара роликов
7 участок установки без поддержки
8а,b устройство вытягивания заготовки (горячей заготовки или затравки)
9 установка огневой резки
10 устройство для резки заготовки
11 стальная заготовка (горячая заготовка)
12 поворотный рольганг
13 транспортировочный рольганг
14 стрелка транспортировки
15 гидроцилиндр с регулируемым положением
16 средство измерения
17 гидроцилиндр с регулируемым положением
18 измерительный ролик
19 центральный вычислительный блок
20 сигнальная линия
21 затравка
22 гидроцилиндр с регулируемым положением
n1bis. сегмент роликовой проводки
Скользящий сухарь для шарнирного шпинделя
Способ отливки ленты из стали и установка для отливки ленты
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство
Управление конвертерным процессом посредством сигналов отходящего газа
Способ и устройство для контроля поверхности отрезков полосы
Прокатный стан для изготовления металлической полосы и способ изготовления прокатного стана
Устройство и способ отбора образца с рулона
Регулирование боковой направляющей металлической полосы
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Скользящий сухарь для шарнирного шпинделя
Способ отливки ленты из стали и установка для отливки ленты
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство

